Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Biochemical switches in the cell cycle wikipedia , lookup
Tissue engineering wikipedia , lookup
Signal transduction wikipedia , lookup
Extracellular matrix wikipedia , lookup
Programmed cell death wikipedia , lookup
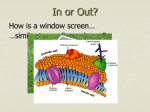
Cell membrane wikipedia , lookup
Cell encapsulation wikipedia , lookup
Cellular differentiation wikipedia , lookup
Cell growth wikipedia , lookup
Cell culture wikipedia , lookup
Endomembrane system wikipedia , lookup
Organ-on-a-chip wikipedia , lookup
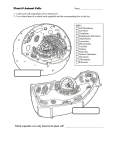
PTT 302 DOWNSTREAM PROCESSING TECHNOLOGY SEMESTER 1 2013/2014 Lecture 2: Cell Lysis Overview Selection of a cell disruption method depends completely on the cell type A wide variety of methods for breaking, or lysing cells and tissues, broadly classified as ―chemical‖ and ―physical‖ methods Classification of Cell Disruption Cell breakage MECHANICAL Shear in liquid suspension Ultrasound Mechanical Agitation NON=MECHANICAL Shear in frozen suspension Dessication Sudden Pressure Change Grinding Lysis Physical Sudden Pressure Change Chemical Enzymatic Elements of Cell Structure Prokaryotic Cell Do not contain a membrane-enclosed nucleus are classified as either Eubacteria (commonly called bacteria) and Archaea. The characteristics of cell envelops vary with type. The envelop generally consists of a cytoplasmic membrane (plasma membrane) and a cell wall The membrane composed primarily of proteins and lipids maintains concentration gradients while the wall provides the main mechanical strength The bacterial cell wall protects the plasma membrane and the cytoplasm from osmotic stress (Fig 2.1 and 2.2) Figure 2.1: Diagrammatic representations of the structural features of the surfaces of (a) gram-positive (b) gram-negative bacteria. The membrane is also called the plasma membrane of the cytoplasmic membrane Figure 2.2: (a) Phospholipid molecule and its outline. (b) Cell plasma membrane formed by phospholipids with their polar head groups in contact with aqueous phases. Elements of Cell Structure (cont‘d) Eukaryotic cells (cells with nuclei and internal organelles) More complicated than prokaryotic cells and Bioproducts may have to be released from intracellular particles – coated with membranes and/or consist of large macromolecular aggregates All cell membranes (including those of bacteria) as a separate, immiscible, liquid phase relative to the rest of the cell animal cells do not have a cell wall while the cell wall in plants is very thick The cell membrane of animal cells is easily broken whereas the cell wall of plants is strong and relatively difficult to break (fig 2.3) Figure 2.3: Eukaryotic cells. Simplified diagrammatic representation Of an animal cell and a plant cell. The lysates of such cells contain the internal structures (organelles) shown. Cell Lysis Two principal means of lysing cells to obtain their contents: chemical cell lysis and physical destruction via mechanical force Changes in osmotic pressure - involve modification of a chemical potential that actually results in a mechanical force Surfactants and enzymes added to a cell suspension act by dissolving a portion of the cell membrane and/or cell wall Because chemical lysis conditions are detrimental to some bioproducts- sometimes necessary to use pure physical force methods The various cell lysis methods are categorized in Table 2.1 TABLE 2.1: CELL DISINTEGRATION TECHNIQUES Osmotic and Chemical Cell Lysis Every cell membrane maintains a substantial osmotic gradient; however a drastic reduction in extracellular concentration of solute will tend to burst cells (such as animal cells and protoplasts) If the transmembrane osmotic pressure is due to solute concentration inside the cell and out, the van‘t Hoff law can be used to estimate this pressure, which applies to ideal, dilute solutions: where RT (ci co ) π = osmotic transmembrane pressure R = gas constant T = absolute temperature (K) ci – c0 = difference btw total solute molarity inside and outside the cell Chemical Cell Lysis (cont‘d) Bacterial and plant cells are protected against osmotic lysis by cell walls The weakening or partial destruction of these walls can be achieved with chemical agents (detergents, chelators, enzymes, solvents) Chemical Cell Lysis – Enzymes and Antibiotics A number of enzymes which hydrolyse specific bonds in cell walls of a limited number of microorganisms These enzymes are including lysozyme and enzyme extracts from leucocytes, Streptomyces spp., Micromonospora spp., Penicillium spp. In theory, selective enzyme rupture is ideal but costs are high and the presence of the enzymes may complicate further downstream purification processes These methods - not widely used on a large scale, with the exception of lysozyme May be used as a pretreatment to partially hydrolyse cell walls prior to cell disruption by mechanical methods Chemical Cell Lysis - Solvents Usually used to lyse cells, especially eukaryotes For example, acetone – often used early in the preparations of biochemicals from animal tissue homogenates. It dissolves cell membranes as well as excess fat and at appropriate concentrations may aid in precipitating the product if that is desirable A number of detergents will damage the lipoproteins of the microbial cell membrane and lead to release of intracellular components For example - quaternary ammonium compounds, sodium lauryl sulphate, sodium dodecyl sulphate (SDS) and Triton X-100 Unfortunately, detergents may cause some protein denaturation and may need to be removed before further purification stages The use of Triton X-100 in combination with guanidine-HCl is widely and effectively used for the release of cellular protein (Naglak and Wang, 1992; Hettwer and Wang, 1989) Gram-negative microorganisms Use of chelating agents The most common, EDTA which binds the divalent cations Mg2+ and Ca2+ EDTA destabilizes the outer membrane of gram-negative microorganisms which contains lipopolysaccharide (LPS), exposing the underlying peptidoglycan layer The inner membrane is apparently not affected by treatment with just EDTA Divalent cations either Mg2+ and Ca2+, stabilize the structure of the outer leaflet by binding LPS molecules to each other as well as to outer-membrane proteins When EDTA removes the divalent cations from the outer membrane, a large portion of LPS molecules are also removed Gram-negative microorganisms Use of solvent Toluene, organic solvent is probably acts by dissolving innermembrane phospholipids Other solvents, ether – permeabilize E.Coli cells for study of DNA synthesis. This procedure is apparently specific for small molecules Use of detergents Both anionic and nonionic detergents have been used to permeabilize gram-negative microbial cells The anionic sodium dodecyl sulfate (SDS) at a conc. of 0.05% released 24% of intracellular protein, 35% of intracellular RNA and 22% of intracellular DNA from E.Coli (Woldringh, 1970) The nonionic detergent: Triton X-100 The main location of detergent action in gram-negative microorganisms seems to be the inner membrane Use of chaotropic Example: Guanidine and urea are capable of agents bringing some normally hydrophobic compounds into aqueous solution They accomplish this by disrupting the structure of water, making it a less hydrophilic environment and weakening the hydrophobic interactions among solute molecules Yeast Use of solvent Toluene is used to permeabilize yeast cells for in situ enzymatic assays and in this case the structure of the cells is left intact and the enzyme activity remain inside Proteins can also be removed from yeast by toluene under appropriate conditions (higher concentrations and higher temperatures) although the cells tend to dissolve rather than permeabilize Use of detergents Triton X-100 has been used to permeabilize yeast cells for enzymatic assays Mechanical Method of Cell Lysis The disruption of microorganism – often required in the large-scale production of microbial products such as enzymes, toxins and diagnostic or therapeutic proteins The ideal technology for cell disruption may be characterized by: Max. release of the product of interest No mechanical or thermal denaturation of the product during disruption Min. release of proteases which may degrade the product Min. release of particulates or soluble contaminants that may influence downstream processing High Pressure Cell Homogenizers A homogeniser consists of a positive-displacement pump, which this high-pressure pump incorporates an adjustable valve with restricted orifice through which cells are forced at pressures up to 550atm (Fig. 2.4 a & b) General applicability for cell disruption although the homogenizing valve can become blocked when used with highly filamentous organisms Q: What are the factors which you believe will influence the efficiency of the homogenizer for disrupting cells? Figure 2.4a: Details of a high pressure (Manton—Gaulin) homogenizer valve: A, handwheel for adjusting pressure; B, spring-driven valve rod; C, valve (see Figure 2.6); D valve seat (also see Fig. 2.6); and E. impact ring of hard material. The ring E is sometimes eroded by the impact of cells and debris, which can be abrasive. Figure 2.4b: Cell disruption in a high-pressure homogenizer. High Pressure Cell Homogenizers - Influence of Pressure Cell disruption follows first-order kinetics as first described by Hetrington et. al. by the equation: log Rm kN,k KP x Rm R Where: Rm = max. protein release or enzyme activity; R = measured protein release or enzyme activity N passes k = a first order dimensionless rate constant (1/s) N = number of passes ∆P = pressure drop across valve seat x = is highly dependent on the type of cell and the under which the cells were grown after conditions High Pressure Cell Homogenizers Influence of Pressure (cont‘d) The dimensionless rate constant (K) – principally a function of pressure drop across the valve seat (∆P) The constant (K) – a function of temperature and in some instances, cell concentration The first order expression implies that the rate of rupture at any time is dependent on the proportion of cells remaining undisrupted Subsequently, it was confirmed that the rate constant K depends on the organism High Pressure Cell Homogenizers Influence of Pressure (cont‘d) Microorganism Pseudomonas putida Eschericia coli Bacillus brevis Saccharomyces cerevisiae Nocardia rhodochrous K 0.41 0.39 0.28 0.23 0.0085 Most applications operate within the range of 500-1000 bar The max. allowable operating pressure is often dictated by the mechanical stability of the valve design – may due to design or material of construction High Pressure Cell Homogenizers Influence of Homogenizer Valve Valve Seat Geometry Valve design and selection optimize the influence of shear and impingement on cell disruption Operational factors such as temp and pressure stability may also influence selection (Fig. 2.6) Figure 2.6: Configuration of high pressure homogenizer valves used in Manton—Gaulin homogenizers High Pressure Cell Homogenizers Influence of Temperature The rate of cell disruption increases with temperature In selecting the inlet temperature for a homogenizer – one must consider both the temp rise that occurs during processing and the max allowable temp of the product High Pressure Cell Homogenizers - Cell Physiological Factors The amount of disruption that can be achieved in a single pass is a function of the type of organism and its physiological state as well as the homogenizer operating conditions. There are wide differences in the susceptibility of different types of organisms to disruption, but there does not appear to be a general correlation between difficulty of disruption and organism classification (e.g., bacteria or yeast) (Engler and Robinson, 1981b). Results from disruption studies indicate that cells grown at a high specific growth rate are more easily disrupted than cells of the same organism grown at a lower rate on the same medium. High Pressure Cell Homogenizers – Other Factors Another factor that has been shown to affect disruption characteristics of cells is the composition of the growth medium (Gray et a 1972). Other environmental factors that can affect cell growth, such as aeration, pH and temperature, may also alter the susceptibility of cells to disruption, although they have not been studied. Bead Mills – Principle of Operation Originally, devised as pigment mills, they may be used for cell rupture Bead mills use a horizontal, jacketed grinding chamber filled with grinding media, such as glass beads (Figure 2.7) A cell slurry is introduced into the supply side of the chamber on a continuous basis Kinetic energy is imparted to the beads by a variable speed shaft equipped with multiple discs – leads to cell disruption through the combined forces of cavitation, generation of high shear forces, grinding between the beads and by direct collision with the beads Figure 2.7:Horizontal bead mill Bead Mills – Principle of Operation (cont‘d) The cell homogenate – then separated from the grinding media by mechanical means using an annular disc Heat dissipation – removed by passing cooling water or refrigerant through the jacket As with the high-pressure homogeniser, disruption (followed by the release of soluble protein) can be represented by a first-order rate equations: Rm log kNt Rm R where: Rm = max protein release R = protein release after N passes k = a first order rate constant (1/s) N = no. of passes t = mean residence time (s0 per pass Bead Mills – Principle of Operation (cont‘d) The ratio of heat transfer area to the mill volume can be expressed as follows: surfacearea(A) πTL 4 L millvolume(V) π T 2 L T 4 where: T = cylinder/chamber diameter (m) L = length of bead mill (m) Bead Mills – Principle of Operation (cont‘d) The power input (P): P cN 3 D5 where : c = dimensionless constant ρ = suspension density (kg/m3) N = rotational speed of the impeller (s-1) D = impeller diameter (m) ‗c‘ depends on the type of flow in the mill (laminar or turbulent) and the type of impeller The main problem in the scaling up of bead mills – the removal of the energy dissipated in the broth Increasing the impeller diameter – result in a considerable increase in power input (at constant speed) Advantages and disadvantages of homogenisers and bead mill Advantages Homogeniser Bead Mill 1. More flexible with regard to cell types 1. May achieve disruption in a single pass 2. Requires less maintenance 2. Better temperature distribution and control 3. No process stream contamination 3. Single pass often sufficient 4. Brief residence time 4. Aerosol generation is minimized Disadvantages 1. Aerosol generation 1. Difficult to clean and sterilize 2. Heat generation may lead to denaturation 2. Broad residence time distribution 3. Multiple-pass operation is standard 3. Introduces colloidal silica into homogenate from abrasion 4. Performance and capacity varies greatly with cell type