Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Ultrahydrophobicity wikipedia , lookup
Nanofluidic circuitry wikipedia , lookup
Energy applications of nanotechnology wikipedia , lookup
Low-energy electron diffraction wikipedia , lookup
Nanochemistry wikipedia , lookup
Self-assembled monolayer wikipedia , lookup
Sol–gel process wikipedia , lookup
State of matter wikipedia , lookup
Microelectromechanical systems wikipedia , lookup
Ring-opening polymerization wikipedia , lookup
Living polymerization wikipedia , lookup
Radical polymerization wikipedia , lookup
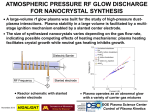
513.020 Experimentelles Praktikum, 3LU, 4ECTS Pflichtlehrveranstaltung im Masterstudium Technische Physik 513.011 Forschungslabor 1, 3LU, 4ECTS Wahlfach im Masterstudium Technische Physik 513.014 Forschungslabor 2, 3LU, 4ECTS Wahlfach im Masterstudium Technische Physik * PHY.005 Fortgeschrittenenpraktikum Nanophysik, 6LU, 6 ECTS Pflichtfach im Masterstudium „Nanophysik“, * in Zusammenarbeit mit der KFU Graz, jeweiliger Anteil von 50% in der Durchführung Surface Polymerisation (Polymer) During the exercise, two Chemical Vapor Deposition (CVD) methods (PECVD and iCVD) will be used to deposit thin film coatings on different substrates. The thickness of the coatings will be measured by interferometry, and the deposition rate will be calculated. The surface energy of the coating will be evaluated by water contact angle measurements. Finally, the chemical composition will be investigated by infrared spectroscopy. The objective of the experiments is to get familiar with CVD techniques and understanding the advantages and disadvantages of the different methods. 1 Plasma Enhanced Chemical Vapor Deposition (PECVD). Plasma generalities. A plasma is a partially ionized gas, electrically neutral, containing neutral molecules of the gas (atoms, radicals), and charged fragments (ions), electrons and some by-products. These species can exist in different states of excitation, depending on the energy of the system.[1] When the plasma is ignited and the gas receives energy from the electric or magnetic field, the electrons (the charged particles with the highest mobility) transfer the acquired energy to the other species through elastic and inelastic collisions, causing ionization and fragmentation of the precursors. At low pressure, the frequency of collisions is too low to get a complete thermalization in the degrees of freedom of the system. This means that the electrons remain the particles with the highest energy, and create through collisions with the neutral species a large number of reactive species, while the gas temperature remains low (in general lower than 100°C). Therefore, a low-pressure plasma is also called cold plasma, or glow discharge for the light-emission of the excited species. The non-equilibrium plasmas can be generated applying an RF (13.56 MHz) electric field to the gas. In general, the reactor contains two parallel flat electrodes with the same or different dimensions, one connected to the RF generator through a matching network, and the other connected to the ground or to a second generator. If the second electrode is also connected to a generator, the configuration of the reactor is named triode, and the reactor walls are grounded. This kind of configuration is useful when a bias potential needs to be added to have a certain influence on the structural, optical, and electrical properties of the deposited film. Because of the high mobility of the electrons, each surface in contact with the plasma is negatively charged, and assumes a negative potential with respect to the plasma. This potential rejects the electrons and negative ions towards the centre of the discharge and accelerates the positive ions on the surface (ion bombardment). If the fraction of electrons with energy higher than ionization threshold is not null, then the plasma remains ignited, and the condition of electron-neutrality is respected (electronic flux equal to ionic flux). The quantity of the reactive species, their energy, and in turn the properties of the plasma, are determined by the external parameters, such as the pressure, the applied voltage, the geometry of the reactor, the nature and the flow of gas. There are mainly three plasma processes involving surface modification, and changing the external parameters they can co-exist or one can be predominant on the others. − Etching: this process is based on the ablation of the substrate through the formation of volatile compounds through heterogeneous chemical reactions between the plasma active species and the materials. − Plasma treatments: with this term one includes the grafting of functional groups on the surface of the materials, through the formation of covalent bonds after the interaction with a plasma of reactive gas (i.e. NH3, H2O, O2, etc.) or surface reticulation (cross-linking) and ramification (branching) which are accomplished through the use of non-reactive plasma (i.e. Ar, He, etc.). − Plasma Enhanced Chemical Vapour deposition (PECVD): this process is called also plasma polymerization and brings to the formation of thin films (from 50 Å to 2 µm) on the treated surface, through the linkage of polymer fragments, i.e. radicals acting as building blocks for the construction of polymer layers. Deposition of thin films. PECVD is an interesting technique of deposition leading to the formation of thin polymeric films on surfaces, by means of the reactive species formed inside the plasma. In the plasma polymerization the film formation starts because of the high-energy electron collisions, which break the film precursor (called also monomer) creating reactive small fragments, i.e. radicals or ions. An important difference between PECVD and the conventional polymerization techniques regards the propagation step.[2] In the conventional process, propagation proceeds via chaingrowth reactions, leading to the formation of a linear macromolecule containing regularly repeating structural units. In plasma polymerization, instead, the high rate of initiation reactions (due to the great number of electron collisions) leads to a much higher concentration of polymerization building blocks than in the conventional processes and initiation and chain termination reactions dominated here over chain propagation. Moreover termination does not necessary interrupt the plasma polymerization, since the neutrals formed in the termination step can undergo reinitiation and propagation reactions due to further electron or ion collisions. Therefore, the resulting chemical structure of plasma polymer is irregular. The chemical composition and structure of the plasma deposited materials can be easily modified through the deposition parameters and gas mixtures. In fact, the deposition condition tuning allows changing the fragmentation of the monomer, which is responsible for the film chemistry. Another method to control the monomer fragmentation and the ion bombardment consists in pulsing the discharge. Because of the potential distribution in a discharge, the positively charged fragments are accelerated towards the substrate surface, which has a negative potential. The energy of the ion bombardment depends on the external parameters and affects the properties of the deposited films. Low-energy ion bombardment creates distortions and dangling bonds on the substrate surface, so that the fragments coming from the plasma phase beyond being physically adsorbed can also chemically react with the surface itself, creating covalent bonds, responsible for the high adhesion characteristic of the plasma coatings.[ 3 ] Generally the films deposited under energetic ion bombardment are more dense and compact than those deposited in milder conditions, although too dense structure may be characterized by high internal stress.[4] Plasma polymerized organosilicon polymers are deposited through homogeneous and heterogeneous steps between the film precursors and the other species generated in the glow (e.g. charged particles, etchants). Typical organosilicon building blocks are produced by electron-impact dissociation of the Si-C, Si-H or C-H bonds of the precursor. Examples of activated fragments created in the plasma phase are represented in Figure 1. SiMe SiMe SiMe e Si۠۠ . + Me . . e . Si۠۠CH2 + H e . Si۠۠=CH2 + Me + H . Figure 1: Examples of initiation steps in plasma discharge for a methyl containing silane monomer. The monomer fragments can react homogeneously, e.g. with the other gases added in the plasma feed (typically H2, O2, N2, Ar, He) or heterogeneously, that is with the surface. Homogeneous reactions between fragments may result also in powder formation.[5] The final film composition is a result also of heterogeneous reaction which takes place on the growing film. In fact it continues in experiencing ion bombardment and reactions, with release of labile groups or water or other oxidized compounds. The advantages of the plasma deposition are mainly that: • it modifies the surface, maintaining intact the bulk properties of the materials, (e.g. weight, flexibility). • the depositions of thin films can be made on substrates of different materials (metal, polymers, paper, textile, glasses, etc.). • it is multi-directional, since a coating is deposited on all areas where the plasma contacts a surface. This is especially advantageous when coating complex shapes. • due to the fact that the plasma feeding gases are activated by the collisions with the electrons, this technique allows the production of polymers also from unfunctionalyzed monomers (e.g. methane, tetramethylsilane) which could not be utilized in conventional polymer synthesis in order to yield coatings with new physical and chemical properties. The main drawbacks of the plasma polymerization are the irregular structure of plasma polymers and the interaction of the growing polymer with the energetic ions or electrons which can damage the films creating dangling bonds or inhomogeneities due to shadowing in sites of high substrate roughness. 2 initiated Chemical Vapor Deposition (iCVD) The initiated CVD (iCVD) has been successfully used for the deposition of hydrogels,[ 6 ] antimicrobial surface coatings,[ 7 ] fluoropolymers,[ 8 ] insulating materials[9] and random/alternating copolymers[10] on flat or structured surfaces. The deposition of films with well-defined chemical structures with side groups that retain full functionality can be achieved due to the possibility of highly control the reaction pathways. The iCVD is a variation of the classical hot-wire CVD (HWCVD) in which the precursor decomposition is accomplished thermally by an array of resistively heated filaments (T>800°C).[11] In the iCVD, instead, free-radical initiating species are used to start the polymerization.[12] An initiator is a species containing a labile bond such as azo- or peroxy- linkage, whose thermal decomposition occurs at relatively low T (200-400°C) generating free radicals. The concept was first introduced by Lewis et al. [12] , who noticed that adding as initiator the perfluorooctane sulfonyl fluoride (PFOS), forming CF3(CF2)6CF2 radicals, dramatically enhanced the deposition rate of polythetrafluoroethylene. The initiator radicals attack selectively the unsatured bonds of the monomer, creating monomer radicals which polymerize. Without the initiator, the polymerization occurs but less rapidly and less controllably because of the thermal decomposition of the monomer and the other background species in the chamber. In terms of polymerization steps, iCVD is very similar to the conventional free radical polymerization, but with the absence of any liquid-step. The backside-cooled substrate is maintained at a temperature lower than 150oC (often near ambient temperature) to promote the adsorption of the monomer. The use of wires as heating elements limits the view factors for radiative heat transfer to the substrate. Also, employing low pressures limit the heat transfer to substrate by conduction through the gas phase. Figure 2: Schematics of the polymerization steps in iCVD process. (g) and (ad) refers to the gas or adsorbed phase, respectively, in which the relative species participates to the polymerization. The species are indicated as I = initiator, M = monomer, R = radical and P = polymer. The free initiator radicals attack the monomer molecules absorbed on the surface, initiating the polymerization. Propagation step involves the addition of the monomer units to the polymer chains. Termination of the polymer chains may occur either by addition of a free radical to the end of the chain or by bonding of two polymer chains. The propagation and the termination steps of the polymerization take place on the surface. The schematics of the iCVD process is reported in Figure 2.[ 13 ] The decomposition in the gas phase of the initiator is the key to rapid iCVD deposition. Moreover, to avoid unwanted crosslinking reactions and achieve full retention of the functionality, iCVD monomers must be stable at the conditions required for the decomposition of the initiator. Previous studies show that in iCVD the reaction kinetics are governed by the surface monomer concentration ( θ M ) and the concentration of initiator radicals (I.), as expressed in Equation 1.[14] rdep ~ k dep [ I ⋅][θ M ] 1 where rdep is the deposition rate and kdep the rate constant for the deposition process. The kdep is favoured by the substrate temperature following the Arrhenius law. It has been demonstrated that the quantity of monomer absorbed on the surface can be quantified through the ratio between the monomer’s partial pressure (PM) and the saturation pressure (Psat), which depends on the deposition conditions through the following relations: Φ 2 PM = M Ptot Φ tot Psat = A exp[ − ΔH vap 3 ]. RTsub The iCVD growth rate increases with PM/Psat, suggesting that rate-controlling step for film deposition occurs at the surface. Low substrate temperature enhances the adsorption on the surface, hence, when the deposition process is adsorption-limited, lowering the substrate temperature the deposition rate increases. In other cases, mainly dealing with the organosilicon polymerization, the iCVD processes are under kinetics-control, meaning that the rate limiting step are the chain growth reactions. In these cases, higher substrate temperatures, which increase the rate constant, are required to enhance the polymerization. If the limiting reactions are known, the system parameters can be tuned to achieve higher deposition rates and better conformal coverage of 3D structures and the deposition processes can be scaled up over large substrate areas for the production of industrial size samples. The dryness of the process, the low temperature involved, and the possibility of control the reaction pathways are the mayors advantages when using iCVD, over other deposition techniques. These factors make this technique compatible with virtually any substrate, including paper and membrane, which can be, instead, dissolved, swelled, or degraded by solvents in liquid-phase-based polymerization. One of the mayor drawbacks of the iCVD is in general the poor adhesion of the coatings to the substrate. Strategies have been developed to create covalent linkages between the film and the underlying substrate.[15] One of these is a two step substrate pre-treatment: first an oxygen plasma is used to graft OH groups on the substrate surface.[16] Then, the substrate is exposed to the vapor of a coupling agent such as trichlorovinylsilane, creating surface vinyl terminations available to be initiated by the radicals of the iCVD process. References [1] R. d’Agostino, F. Fracassi, P. Favia, “Plasma processing of polymers”, 1997, R. d’Agostino et al. Eds, Kluwer Academic Publishers. [2] A.M. Wrobel, M. R. Wertheimer in “Plasma Deposition, Treatment, and Etching of Polymers”, 1990, R. d’Agostino Editor, Academic Press, San Diego, CA, p. 163. [3] P. Favia, R. d’Agostino, F. Fracassi, Pure & Appl. Chem., 1994, 66, 1373. [4] A. Lefèvre, L. J. Lewis, L. Martinu, M. R. Wertheimer, Phys. Rev. B, 2001, 64, 115429. [5] N. Morosoff, in “Plasma Deposition, Treatment, and Etching of Polymers”, 1990,R. d’Agostino Editor, Academic Press, San Diego, CA, p. 1. [6] K. Chan, L. E. Kostun, W. E. Tenhaeff, K. K. Gleason, Polymer, 2006, 47, 6941. [7] T. P. Martin, K. K. Gleason, Chem. Vap. Deposition, 2006, 12, 685. [8] M. Gupta, K. K. Gleason, Langmuir 2006, 22, 10047. [9] W. S. O’Shaughnessy, M. L. Gao, K. K. Gleason, Langmuir, 2006, 22, 7021. [10] W. E. Tenhaeff, K. K. Gleason, Langmuir, 2007, 23, 6624. [11] K. K. S. Lau, J. A. Caulfield, K. K. Gleason, Chem. Mater., 2000, 12, 3032. [12] H. G. P. Lewis, J. A. Caulfield, K. K. Gleason, Langmuir, 2001, 17, 7652. [13]K. K. S. Lau, K. K. Gleason, Macromolecules 2006, 39, 3695. [14]K. K. S. Lau, K. K. Gleason, Macromolecules 2006, 39, 3688. [15] Im S. G., P. J. Yoo, P. T. Hammond, K. K. Gleason, Adv. Mater., 2007, 19, 2863. [16] S. W. Choi, W. B. Choi, Y. H. Lee, B. K. Ju, M. Y. Sung, B. H. Kim, J. Electrochem. Soc. 2002, 149, G8.