Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Solar micro-inverter wikipedia , lookup
Power inverter wikipedia , lookup
Opto-isolator wikipedia , lookup
Pulse-width modulation wikipedia , lookup
Portable appliance testing wikipedia , lookup
Immunity-aware programming wikipedia , lookup
Electrification wikipedia , lookup
Electric power system wikipedia , lookup
Variable-frequency drive wikipedia , lookup
Power over Ethernet wikipedia , lookup
Audio power wikipedia , lookup
Stray voltage wikipedia , lookup
History of electric power transmission wikipedia , lookup
Electrical substation wikipedia , lookup
Power electronics wikipedia , lookup
Surge protector wikipedia , lookup
Buck converter wikipedia , lookup
Power engineering wikipedia , lookup
Power MOSFET wikipedia , lookup
Voltage optimisation wikipedia , lookup
Alternating current wikipedia , lookup
Fault tolerance wikipedia , lookup
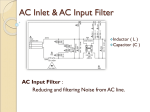
POWER CONVERSION RELIABILITY WHITE PAPER: TW0059 December 2008 G. Mulcahy 1 About the Author GARY MULCAHY Gary Mulcahy is Chief Technology Officer of TDI Power. He received his BE-EE from New York University followed by graduate study at the Polytechnic Institute of New York. Mr. Mulcahy is a recognized authority in power conversion technology and the design, development and production of power systems for maximum performance and reliability with minimal life cycle cost of ownership. 2 of 18 Executive Summary Power Conversion Equipment reliability is crucial to the success of modern electronic systems. Best in class reliability assurance practices, based on a Total Quality Management philosophy and including HALT and HASS testing, provide power system reliability levels well above the traditional expectations of military and telecommunication industry standards. 3 of 18 The Need for Power Conversion Reliability Electronic equipment is often fundamental to business and commerce, where loss of function, service or data results in large monetary penalties and/or compromised safety. Quite often, systems are designed with redundancy so that no single failure event shuts the system down. However, even with redundancy, it is crucial that system operation not be compromised through propagation of a single point failure to other equipment via safety, fire, smoke, noise, or other issues. Power conversion equipment reliability is vital to realizing this goal. Premature failure or wear out of power conversion equipment continues to be a major concern in various industries and applications. By its nature, power conversion equipment is subject to unique reliability challenges. Energy density, operating voltages, size and weight of components, thermal management, size and routing of conductors, and relatively low production volumes on unique designs are just a few of the issues that must be dealt with in providing a reliable and dependable power conversion system. Historic Approaches to Power Conversion Reliability Historically, power conversion reliability was pursued by an “after the fact” approach of inspection, unit-by-unit parametric testing and static burn in. Many times in military products the use of JAN-TX approved parts was required in the hope that if the units’ parts were manufactured in a highly controlled and traceable manner, this would result in a more reliable end product. Eventually it became apparent these approaches were not effective. No amount of inspection or unit-level testing was enough to overcome a design that was either overly complex or had inherent flaws that caused components to be used beyond their practical capabilities. To address these limitations, more focus was placed on understanding the underlying problems that cause non-reliable operation and addressing these at the design stage of the product. Numerous study groups were formed to determine best practices toward achieving power conversion reliability, such as the Naval Ad-hoc Committee for Power Supply Reliability, formed in the early 1980’s. The result of these efforts was the identification of a series of best practices, such as those released in document “NAVMAT P4855A” and eventually superceded by the current document “NAVSO P-3641A”. 4 of 18 Figure 1 – NAVSO P-3641A and its predecessor document NAVMAT P4855A The NAVMAT standard includes, among other things, the following recommendations: − A comprehensive understanding of the unit’s intended environment and a specification that adequately anticipates it − Budgeting adequate time, monetary and personnel resources, and physical space for the power system − Effective design reviews throughout the product’s design phase − Design for Manufacturability (DFM) Considerations − Design Verification (i.e., does the design meet its specification) and Validation (i.e., does the design work properly in its end application)Testing during the development phase − Highly Accelerated Life Testing during the development phase − Environmental Stress Screening as part of the production process The Evolution of Reliability Assurance These recommendations serve as the basis for an all-encompassing process of reliability assurance. Starting from where NAVMAT left off, and based on the principals of Total Quality Management, this process addresses the causes for unreliable operation throughout the product’s design and fulfillment phases. As depicted in Figure 2, in order to achieve the goal of product reliability, it must be surrounded by a process that prevents any escapes. Any gaps in the process may allow an escape that can result in non-reliable operation. 5 of 18 Figure 2 – Comprehensive Reliability Process Total Quality Management Total Quality Management, or TQM, is the overriding philosophy toward achieving reliable products. A process built around TQM looks at all facets of product realization and optimizes these with respect to a balanced agenda of performance, cost and time. Crucial to TQM is a cross-functional approach to product design and manufacturing. This demands that all stakeholders in the product, such as Engineering, Manufacturing, Quality, Materials and the end-customer, be involved at the design phase so that the end product will adequately incorporate their concerns. In this way, issues such as Design for Manufacturabilty or Design for Test can properly be incorporated. Conservative Design Margins Experience has shown commercial parts can provide superb reliability if adequate margin is provided between their worst case operating point and their rated capabilities. Maximum part ratings are often influenced by the competitive nature of the marketplace, where manufacturers will push the maximum ratings of their parts to the point where reliability begins to suffer. Providing adequate design margin will lower failure rates so as to support extremely high fielded reliability. The US Navy’s document NAVSO P-3641A presents what many consider best-in-class recommendations for component de-rating guidelines. A general rule of thumb in most systems is that as temperature increases, reliability decreases. The Arrhenius Model is often accepted as an accurate predictor of semiconductor, and other device reliability. This model covers many of the nonmechanical (or non material fatigue) failure modes that cause electronic equipment failure. It is particularly useful in describing failure mechanisms that depend on 6 of 18 chemical reactions, diffusion or migration processes. The model suggests the rate a reaction occurs is given by the following equation: -(EA /κT) R(t) = A * e Where A is a constant, EA is the activation energy of the reaction, κ is Boltzman’s Constant and T is temperature in degrees Kelvin. The model predicts that as temperature increases, the rate to failure increases, as depicted in Figure 3 100 100 10 Rate[ ( temperature+ 273)K] 1 0.1 0.1 50 60 50 70 80 temperature 90 100 100 Figure 3 - Illustration of Rate to Failure versus Temperature based on the Arrhenius Model Once the activation energy for a specific failure mechanism is known, the effects of increased temperature on the rate of reaction can be expressed as: Failure Rate @ Temp T1 / Failure Rate @ Temp T2 = exp*(EA /κ) (1/T2 – 1/T1) The typical activation energy for failure mechanisms of components found within electronic power supplies is on the order of 0.5 to 1.5 electron volts. Thus, a 10oC increase in temperature can correlate to a two to eight times increase in various component failure rates, and a corresponding reduction in unit reliability. In response to this observation, NAVSO is particularly critical of component operating temperatures. Typical of NAVSO guidelines is the limit of semiconductor components to 110oC maximum junction temperature under all conditions of line, load and ambient temperature. It is interesting to note that with a 110oC worst case junction temperature, very often the typical temperature the equipment will experience is much less than this, leading to many years of trouble-free service. Figure 4 presents a handful of typical derating recommendations from NAVSO P-3641A. (A complete list can be found in the NAVSO document.) 7 of 18 Component Type Parameter Resistor Power Voltage Voltage Temperature Voltage Power Junction Temp Voltage Current Temperature Capacitor (Electrolytic) Transistor – Mosfet Connector Recommended Derating 50% 80% 70% 20oC less than rated 70% 65% 110oC absolute maximum 20% of dielectric rating 60% 60oC below rating Figure 4 – Typical NAVSO P-3641A Component Derating Recommendations Best-in-class equipment will have a comprehensive review of all the components used in the design against these requirements. This is typically accomplished with what is known as a Component Stress Analysis Chart, as shown in Figure 5. Assembly: 138220, Rev. p1, Bias Supply; Schematic: 138219, Filename: Stress138220 Abbreviations: N/A --- Not Applicable or Not Available; m --- milli; k --- kilo; TBD --- To Be Determined Rated: Ref. Des. Component Description Volts CAPACITOR, ELECTROLYTIC, 33F, 25V 25 In House Limits: mA Temp. milli deg. C Watts Volts mA In circuit, steady state at worst case operating point: Temp. milli Volts mA Temp. milli deg. Watts deg. C Watts C Comments Manufacturer's Part No. C01 C02 EEVFC1E330P 105 N/A 17.5 98 84 N/A N/A 17.5 N/A 15 10 N/A within NAVSO derating CAPACITOR, ELECTROLYTIC, 33F, 25V 25 140 105 98 84 15 10 N/A within NAVSO derating C03 CAPACITOR, CERAMIC, 0.1UF, 50V 50 N/A 125 35 N/A 100 15 N/A N/A within NAVSO derating C04 CAPACITOR, CERAMIC, 1UF, 25V 25 N/A 125 17.5 N/A 100 15 N/A N/A within NAVSO derating C05 CAPACITOR, CERAMIC, 0.1UF, 50V 50 N/A 125 35 N/A 100 15 N/A N/A within NAVSO derating C06 CAPACITOR, CERAMIC, 0022UF, 1000V 50 N/A 125 35 N/A 100 15 N/A N/A CAPACITOR, CERAMIC, 001UF, 1000V 200 N/A 125 N/A 140 N/A 100 N/A 15 N/A N/A within NAVSO derating 1000 N/A 125 N/A 700 N/A 100 N/A 200 N/A N/A within NAVSO derating C07 C08 EEVFC1E330P 140 NOT USED C09 GRM43-2X7R152K1KVBL CAPACITOR, CERAMIC, 0015UF, 1000V C10 GRM43-2X7R152K1KVBL CAPACITOR, CERAMIC, 0015UF, 1000V C11 within NAVSO derating within NAVSO derating CAPACITOR, CERAMIC, 240PF, 1000V 1000 N/A 125 N/A 700 N/A 100 N/A 200 N/A N/A within NAVSO derating 1000 N/A 125 N/A 700 N/A 100 N/A 100 N/A N/A within NAVSO derating Figure 5 – Excerpt from typical Component Stress Analysis Chart Effective Design Tools Once a decision has been made to employ conservative design margins, it’s important that this intention be effectively carried into the design. Modern computer aided Electronic Design Automation (EDA) tools provide the means to implement effective layout design rules within complex designs. Likewise, there are many design analysis tools on the market that aid the designer in assuring components are operating within reliable limits. 8 of 18 Figure 6 – Modern CAD Design Tools Latent Failure Modes The ingredients that produce latent failure modes are in place at the time of the product’s manufacture, but require the effects of time, temperature, humidity, vibration and other environmental factors before they result in compromised reliability. Typical latent failure modes in power supplies include: − − − − − − Compromised insulation due to dendrite growth or metallic migration Compromised insulation due to environmental effects or Corona Semiconductor die cracking due to mechanical stress Semiconductor degraded performance due to humidity infusion Semiconductor degraded performance due to ESD exposure Electrolytic capacitor wear out Compromised Insulation One of the more prevalent failure modes observed in power conversion equipment is compromised voltage insulation spacing. Product safety specifications such as EN-60950 or UL-1950 provide mandated spacing requirements from energized conductors to earth ground, along with recommended in-circuit spacing requirements for functional insulation. (Safety agency specifications normally allow in-circuit spacing to be violated if it can be demonstrated that compromising the spacing does not result in an unsafe condition.) Experience has shown this criterion is not necessarily a formula for extended reliability. Many environments are prone to airborne contaminants and infusion of these contaminants is one of the leading causes of premature unit failure. Beyond conductive particle infusion, gradual infusion of normally non-conductive dust, along with pre-existing sources of ionic contaminants, humidity and the presence of significant electrical fields within power conversion equipment can lead to conductive dendrite growth. As shown in Figure 7, even in “clean” office and data processing 9 of 18 environments, dust and other airborne environmental contaminants can build up to problematic levels over time. Figure 7 - Dust build up in data processing application Dendrites are microscopic conductive paths that are formed when ionic materials, in the presence of moisture and an electric field, disassociate into negatively and positively charged materials. Figure 8 presents a photograph of a dendrite growing between two PC board traces. Non-coated conductor on printed wiring board Conductive dendrite growing between conductors Non-coated conductor on printed wiring board Figure 8 - Dendrite (magnified) growing between two traces on PC Board Non-conductive dust provides a moisture collection medium that enables the dendrite forming process. Pre-existing sources of ionic materials include flux, cleaning fluids, and plating chemistry residue from the surface finish. All printed wiring boards have a significant amount of their conductors exposed for soldering and connection purposes. Over time, exposure to environmental contaminants can lead to undesired bridging of insulation spacing if adequate counter-measures are not provided. More generous spacing around critical components and circuit connections can help combat these effects. Along with improved spacing, a proactive approach that treats critical circuit areas with a protective coating will significantly improve long-term product performance. (TDI Power’s standard practice is to coat printed wiring boards so as to maximize long-term reliability.) 10 of 18 Latent Failure Modes in Semiconductors Semiconductor components have shown themselves to be particularly susceptible to latent failures such as the well documented effects of Electrostatic Discharge (ESD). Modern power semiconductors can be very cost effective and reliable, however, over time the infusion of moisture through plastic package over-mold materials can be problematic. Care must be taken that the internal construction of the device is adequately protected so that infused moisture does not result in dendrite growth or corrosion. Best in class suppliers assure semiconductor reliability through a part qualification process that includes long term testing under the conditions of high voltage, temperature and humidity. Destructive physical analysis of the parts’ internal design features is also critical. Oftentimes a design weakness can be spotted through a critical review of the parameters such as mask alignment, guard ring structures, clearances from conductors, etc. Magnetic Component Reliability Magnetic components, such as transformers and inductors, are often seen in greater numbers in power supplies versus other types of equipment. Safety agency requirements provide a good basis for reliable design regarding winding insulation and spacing. However, there are a number of other areas that should also be considered, including the following. − Corona inception and deterioration of thin sheet insulating material used to separate high frequency switching windings. This can become a problem at voltages as low as 200VRMS, a situation quite often found in switching power supplies. Corona is a partial breakdown of air due to high electric field intensity. Microscopic air bubbles in thin sheet insulation can provide locations for corona inception. Corona discharges can begin to eat away at the insulation, leading to premature failure of the insulator. − The effects of simultaneous aging and high switching flux densities on certain powdered iron core types. This can cause the binder used in the core material to degrade, ultimately leading to increased core and winding losses and potential catastrophic component failure. − Imperfections of wire or foil terminations causing mechanical abrasion of internal insulators, ultimately causing insulation punch through. − Core loss characteristics that transition from a negative power dissipated versus core temperature coefficient to a positive coefficient. This can cause core permeability to drop off under extreme operating conditions with corresponding unit failure. 11 of 18 Reliability Assurance Testing Crucial to reliability assurance is testing of the design to determine its actual limits with regard to ambient temperature, vibration stress, input voltage (both surges and steady state), output current overload, and any other stressful parameters pertinent to the application. Tests in this manner are generally referred to as “Highly Accelerated Life Testing” or HALT. HALT is a destructive test that determines the margin between the products’ intended environment and where it will fail. Crucial to effective HALT testing is a well structured plan and the proper equipment to carry it out. As shown in Figure 9, the equipment required will include temperature chambers, vibration tables, variable input voltage and output loading generators, and monitoring instrumentation. Figure 9 – HALT Test Setup Once the point at which the test subject fails has been determined, a judgment must be made as to whether the design margin is good enough. Figure 10 presents typical margins that TDI believes are reflective of good design for reliability practice. Parameter Operating temperature – High Operating temperature – Low Input Voltage – High Input Voltage – Low Output Current – High Vibration Dielectric Withstand Voltage Input Surge Voltage HALT Target 40oC above maximum rated operating temperature 20o below minimum rated operating temperature 30% greater than the maximum rated input voltage No damage or degradation with continuous input voltage below minimum rated value 50% greater than normal rating (internal over-current limit point disabled) >10 g-rms (random tri-axial) vibration level for more than 1 hour Minimum of 500V greater than rated value Minimum of 500V greater than rated value Figure 10 – Typical HALT Test Targets 12 of 18 HALT testing should be conducted at a point during the product’s development late enough so that the sample being tested is a reasonable representation of the final design, but not so late that any design improvements uncovered cannot find their way into the final deign. Production Reliability Screening Testing Once HALT testing has identified the actual capability limits of the design, this information is utilized to devise production reliability screening tests. NAVMAT Suggested Environmental Stress Screening (or “ESS”) as a means of screening production product. In ESS, the subject unit is exposed to alternating high and low operating temperatures, with modest transitional temperature ramps between tests. While ESS provides a better screen than burn in, it was ultimately determined that a more aggressive test that exposes the subject unit to faster temperature transitions, along with other stresses, was a better at assuring unit performance. This test is generally referred to as “Highly Accelerated Stress Screening” or HASS. As shown in Figures 11 and 12, a typical HASS test simultaneously subjects the unit to the effects of temperature extremes (high, low and transitional), vibration, input voltage variations and output load cycling for a period of several hours. Figure 11 – Production HASS Chamber 13 of 18 Figure 12 – Typical HASS Test Profile A number of mathematical models are utilized to ascertain the effects of stresses imposed during HASS. Utilizing these, the HASS profile is generally designed to present the equivalent of 40 to 60 days of operation in the intended real life environment. In this way, the unit is subjected to the infant mortality period of operation while it’s still in the factory. As it only takes a handful of field failures to corrupt a product line’s average reliability performance in moderate production volumes (i.e., less than 10,000 units per year), it is crucial that HASS be applied to each and every production unit that is manufactured. Otherwise, crucial reliability information will be impossible to trend. Best practice is achieved when reliability trends can be mapped back to the particular production lot where the trend surfaced. This requires a high degree of production control, along with traceability to the component lot level. Production procedures that follow specific protocols in the event of uncovered trends must be put into place. These include stopping the production line, quarantine of specific units, elevation of situation to proper authorities, etc. With adequate systems in place comes the opportunity to quarantine portions of produced product for corrective actions, as appropriate. In power supplies this capability is especially productive, as on occasion component suppliers (especially power semiconductor manufacturers) can lose their recipe on a lot-to-lot basis. By maintaining traceability, appropriate actions can be targeted at those units where they are required. Production Quality Controls Adequate controls of the manufacturing process are crucial to effective reliability realization. Without these in place, processes such as HASS will only serve to screen out an unacceptable number of failed units, resulting in an untenable position from both the cost and time aspects. 14 of 18 Results of Effective Reliability Processes Fielded product reliability performance is generally measured in terms of Mean Time between Failures (“MTBF”). In its simplest form, MTBF is the total number of unit population operating hours divided by the total number of unit failures that occurred during the operating time period. More failures over time equates to lower MTBF. Various methods for predicting MTBF are available, such as MIL-HDBK-217 or Belcore. These estimate MTBF based on a failure summation per part type. Each part is assigned a failure rate (failures per 106 operating hours) based on a database compiled by the organization over many years of observation on numerous units. MTBF is the inverse of the summation of individual failure rates. Historically, MIL-HDBK-217 heavily penalized the use of commercial parts. One of the factors that influences the base failure rate of any part type is the “Quality Factor” (πq). For commercial parts, quite often this factor multiplies the base failure rate by ten times, or more, presenting a poor expectation for unit reliability. It has been TDI Power’s experience that rather than being a liability to achieving reliable operation, commercial parts, when used in the context of the previous reliability oversight system, provide base failure rates much lower than found in MIL-HDBK-217. TDI has assembled a database of component type failure rates for power supplies utilized in numerous computer and industrial applications. Figure 13 presents a summary of these failure rates versus those contained in the military standard. Part Type Generic operating conditions capacitor paper RFI capacitor metalized plastic film capacitor mica capacitor ceramic capacitor ceramic chip capacitor aluminum electrolytic capacitor aluminum electrolytic capacitor tantalum electrolytic 50% rated voltage @ 30C 50% rated voltage @ 30C 50% rated voltage @ 30C 50% rated voltage @ 30C 50% rated voltage @ 30C 60% rated voltage @ 40C 80% rated voltage @ 60C 50% rated voltage @ 30C Monolithic bipolar IC Monolithic bipolar IC Monolithic bipolar IC (PWM) non hermitic linear @ Tj=45C, 8 pin non hermitic linear @ Tj=45C, 16 pin non hermitic linear @ Tj=45C, 16 pin Disc Semi Silicon Diode low current Disc Semi Silicon Diode high current Disc Semi Zener Diode Disc Semi PNP Trans low power Disc Semi NPN Trans high power Disc Semi NPN Trans high power Disc Semi FET Trans Disc Semi Opto elec. Disc Semi LED 10% rated current stress Tj = 30C 20% rated current stress Tj = 80C 40% rated power Tj = 30C 10% rated power stress Tj = 30C 10% rated power stress, Tj = 80C 10% rated power stress, Tj = 80C 10% rated power stress, Tj = 80C Tj=30 Tj=30 Resistor fixed film Resistor fixed film power Resistor fixed wirewound Resistor thermistor 50% rated power @ 40C 50% rated power @ 40C 50% rated power @ 40C 50% rated power @ 40C Inductor/transformer high power Inductor/transformer low power 85C max operating temp on 180C device 30C max operating temp on 180C device Relay Thermostat 30C operation, low cycle rate Fuse cartrige p MIL217 p TDI stress Data Base MIL-STD-217 Coefficients Base Failure Rate b 0.0039 0.0045 0.0019 0.0039 0.0026 0.023 0.06 0.015 b b 0.00021 0.00069 0.00079 0.00079 0.0012 0.0012 0.024 0.0055 0.00065 b 0.0012 0.012 0.0055 0.065 b 0.007 0.0066 b 0.0061 0.0061 b 0.01 Quality Factor Q 7 10 15 10 10 10 10 10 Q 20 20 20 Q 15 15 30 12 12 12 12 1 1 Q 15 3 15 15 Q 8 1.5 Q 1 1 Q 1 Environmental Coefficients… E CV 1 1 1 0.7 1 1 1 1.3 1 1.6 1 1 1 1 1 1.6 E T V C1 C2 0.38 1.1 1 0.01 0.0026 0.38 1.1 1 0.01 0.0061 0.38 1.1 1 0.01 0.0061 E R S2 C 1 0.6 1 0.7 1 1 0.6 10 0.7 1 1 1 1 1 1 1 0.7 1.5 0.3 1 1 0.7 5 1.2 1 1 0.7 5 1.2 1 1 0.7 1 1 1 1 19 1 1 1 1 19 1 1 1 E R 1 1 1 1 1 1 1 1 E 1 1 E C cyc F Q 1 1 0.1 6 1 1 0.1 6 E 1 Figure 13 – Comparison of Failure Rates 15 of 18 L 1 1 1 p MIL/TDI Resultant Failure Rate Resultant Failure Rate 0.0273 0.0315 0.0285 0.0507 0.0416 0.23 0.6 0.24 0.00087 0.00087 0.00087 0.00024 0.00024 0.00027 0.00027 0.00024 31 36 33 211 173 852 2,222 1,000 0.23976 0.26636 0.26636 0.00303 0.00379 0.00168 79 70 159 0.001323 0.04347 0.0237 0.003 0.06048 0.06048 0.2016 0.1045 0.0124 0.00002 0.00063 0.00031 0.00015 0.00017 0.00017 0.00247 0.00175 0.00458001 66 69 76 20 356 356 82 60 3 0.018 0.036 0.0825 0.975 0.00001 0.00210194 0.015 0.0063 1,800 17 6 155 0.056 0.0099 0.00185 0.00185 30 5 0.13 0.00366 0.0606 2 0.00214376 2 0.01 0.00242 4 As shown in Figure 13, component failure rates have been observed to be many times lower than was previously indicated by MIL-HDBK-217, resulting in increased MTBF. It has been TDI Power’s experience that achieved MTBF can be ten times (or more) than that suggested by MIL-HDBK-217. When tracking fielded MTBF, it is normal for a measured MTBF on a growing population to show growth from a low value toward its eventual long term average value as total unit operation hours begin to accumulate. Ultimate demonstration of projected long term MTBF is a function of how fast the fielded population of units grows and any early life failures (i.e., infant mortality) that occur in the fielded population. For example, a highly complex 2600W AC-DC power supply, whose MTBF was predicted by MIL-HDBK-217 to be on the order of 10,000 hours, had a predicted long term MTBF of >750,000 hours using failure rates from TDI Power’s database. This unit has shown excellent field reliability with a currently measured fielded MTBF of 330,000 hours and a trajectory that is headed for the anticipated predicted long term value. Figure 14 presents a view of the unit considered in the previous example, while Figure 15 presents the fielded unit population growth from zero to a total population of >2,500 units at the end date. Figure 16 presents the measured MTBF growth of this unit. Figure 14 – 2400W Power Supply in Example 16 of 18 17 of 18 Oct-08 Aug-08 May-08 Feb-08 Nov-07 Aug-07 May-07 Feb-07 Nov-06 Aug-06 May-06 Feb-06 Nov-05 Aug-05 May-05 Feb-05 Nov-04 Aug-04 May-04 Feb-04 Nov-03 Aug-03 May-03 Measured MTBF (Hours) Oct-08 Aug-08 May-08 Feb-08 Nov-07 Aug-07 May-07 Feb-07 Nov-06 Aug-06 May-06 Feb-06 Nov-05 Aug-05 May-05 Feb-05 Nov-04 Aug-04 May-04 Feb-04 Nov-03 Aug-03 May-03 Total No of Units in Service Units in Service 3,000 2,500 2,000 1,500 1,000 500 0 Date Figure 15 – Fielded Unit Population Growth Measured MTBF on 7200W AC-DC Unit 400,000 350,000 300,000 250,000 200,000 150,000 100,000 50,000 0 Date Figure 16 – Measured Fielded MTBF of Growing Unit Population Conclusion Best in class reliability assurance practices, based on a Total Quality Management philosophy and including HALT and HASS testing, provide power system reliability levels well above the traditional expectations of military standards. The achievement of these results requires a significant commitment by the supplier to provide the necessary infrastructure and expertise to support the comprehensive systems required. 18 of 18