Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
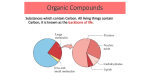
Dr. Zaffar Mehmood Definitions: Food: means a raw, cooked, or processed edible substance, ice, beverage, or ingredient used or intended for use or for sale in whole or in part for human consumption, or chewing gum. Food Technology: is the application of food science & engineering principles to the selection, preservation, processing, packaging, distribution, and use of safe, nutritious, and wholesome food Food Security: Food security is achieved when all people, at all times, have physical, social and economic access to sufficient, safe and nutritious food to meet their dietary needs and food preferences for an active and healthy life. (800 million people suffer from hunger) Food Safety: A suitable product which when consumed orally either by a human or an animal does not cause health risk to consumer Food Biotechnology: Application of technology to modify genes of animals, plants, and microorganisms to create new species which have desired production, marketing, or nutrition related properties. Called genetically engineered (GE) foods, they are a source of an unresolved controversy over the uncertainty of their long-term effects on humans and food chains Principles of Biochemistry Biochemical Building blocks Proteins Carbohydrates Lipids Nucleic acids Protein synthesis Enzymes Proteins 1. The 20 amino acids that cells use to make proteins have a common core structure. a. Most amino acids have a central carbon atom to which is attached a hydrogen atom, an amino group, NH3 +, and a carboxyl group, COO–. b. The side chain or R group distinguishes each amino acid chemically. 2. Assembly of the amino acids to form peptides and proteins occurs by stepwise fusion of the carboxyl group of one amino acid with the amino group of another, with loss of a molecule of water during the reaction to form a peptide bond. 3. Proteins can have a broad diversity of structures depending on their amino acid sequences and composition. 4. The central carbon and the atoms involved in end-to-end linkage of the amino acids form the polypeptide backbone, with the side chains protruding outwardly to interact with other parts of the protein or with other molecules. Proteins continued The 20 common amino acids can be classified into groups with similar side chain chemistry. 1. The nonpolar or hydrophobic amino acids—glycine, alanine, valine, leucine, and isoleucine–have alkyl side chains (or simply a hydrogen atom in the case of glycine). 2. Serine and threonine are small, polar amino acids that have hydroxyl groups. 3. The sulfur-containing amino acids are cysteine and methionine. 4. The aromatic amino acids, phenylalanine, tyrosine, and tryptophan, have ring structures and are nonpolar with the exception of the hydroxyl group of tyrosine. 5. The acidic amino acids, aspartic acid and glutamic acid, have carboxyl groups. 6. The amides of the carboxylic amino acids, asparagine and glutamine, are uncharged and polar. 7. Members of the basic group, histidine, lysine, and arginine, have weak-base side chains. 8. Proline is unique; it is an amino acid because its side chain loops back to form a five-membered ring with its amino group, which causes proline to produce kinks in the polypeptide backbone. Essential amino acids: Histidien, Isolucine, lucine, lysin, methionine, phenylalanine, threonine, tryptophan, valine. Protein structure: A. Primary structure refers to the linear sequence of amino acids linked by peptide bonds to make up a protein. B. Secondary structure describes the twisting of the polypeptide backbone into regular structures that are stabilized by hydrogen bonding. 1. The α-helix is a coiled structure stabilized by intrastrand hydrogen bonds a. The structure is both extensible and springy, which contributes to the function of proteins that are primarily α-helix, such as keratins of fingernails,hair, and wool. b. Amino acid side chains project outward, away from the axis of the α-helix and decorate its exterior surface. 2. _-Sheet structures are made from highly extended polypeptide chains that link together by hydrogen bonds between the neighboring strands and can be oriented in parallel or antiparallel arrays. a. Due to the very extended conformation of the polypeptide backbone, β-sheets resist stretching. b. The amino acid side chains project on either side of the plane of a β-sheet. c. Silk is composed of the protein fibroin, which is entirely β-sheet. C. Tertiary structure is formed by combinations of secondary structural elements into a three-dimensional organization that is mainly stabilized by noncovalent interactions, such as hydrogen bonds. 1. Protein folding is the complex process by which tertiary structures form within the cell. 2. Regions of proteins that are capable of folding independently and that often have distinct functions are called domains. 3. The side chains of highly polar amino acids tend to reside on the exterior of proteins, where they can form hydrogen bonds with water. 4. The side chains of nonpolar amino acids are normally clustered in the interior of proteins to shield them from water. D. Quaternary structure occurs in proteins that have multiple polypeptide chains, called subunits. CARBOHYDRATES Monosacharides: Carbohydrates have a carbon backbone bearing hydroxyl groups with either an aldehyde or ketone at one carbon. B. Simple sugars may take on several types of structures in solution. 1. Simple sugars or monosaccharides are classified according to the number of carbons in the backbone. a. Pentoses have five carbons; examples include ribose and ribulose. b. Hexoses have six carbons: examples include glucose, galactose, fructose, and mannose. Hexoses have six carbons: examples include glucose, galactose, fructose, and mannose. 2. Most sugars are asymmetric and designated either D- or L- in stereochemistry. 3. Simple sugars in aqueous solution usually form cyclic structures, either hemiacetals or hemiketals a. The rings may have five or six members. b. Depending on how the cyclic structure was formed, the substituents at the connecting carbon may be anomers—having either α or β configuration. 4. The hexoses are structurally distinguished by different configurations at one or more carbons. a. Diastereomers are molecules differing in configuration at one or more carbons. b. Epimers are molecules that differ in their configurations at only one carbon, thus glucose and galactose are both epimers and diastereomers. Modifications of one or more groups convert simple sugars into a variety of sugar derivatives. a. Replacement of −OH by −H converts the sugar into a deoxymonosaccharide, such as deoxyribose. b. Replacement of −OH by −NH2 converts the sugar into an amino sugar designated as -osamine, eg, glucosamine. LIPIDS Lipids are formed from structural units with a pronounced hydrophobicity. This solubility characteristic, rather than a common structural feature, is unique for this class of compounds. Lipids are soluble in organic solvents but not in water. Water insolubility is the analytical property used as the basis for their facile separation from proteins and carbohydrates. Some lipids are surface-active since they are amphiphilic molecules (contain both hydrophilic and hydrophobic moieties). Hence, they are polar and thus distinctly different from neutral lipids. The majority of lipids are derivatives of fatty acids. In these so-called acyl lipids the fatty acids are present as esters and in some minor lipid groups in amide form (Table 3.1). The acyl residue influences strongly the hydrophobicity and the reactivity of the acyl lipids. Some lipids act as building blocks in the formation of biological membranes which surround cells and subcellular particles. Such lipids occur in all foods, but their content is often less than 2% . Nevertheless, even as minor food constituents they deserve particular attention, since their high reactivity may strongly influence the organoleptic quality of the food. Primarily triacylglycerols (also called triglycerides) are deposited in some animal tissues and organs of some plants. Lipid content in such storage tissues can rise to 15–20% or higher and so serve as a commercial source for isolation of triacylglycerols. When this lipid is refined, it is available to the consumer as an edible oil or fat. The nutritive/physiological importance of lipids is based on their role as fuel molecules (37 kJ/g or 9 kcal/g triacylglycerols) and as a source of essential fatty acids and vitamins. Apart from these roles, some other lipid properties are indispensable in food handling or processing. c. Oxidation of the terminal −CH2OH to −COOH converts the sugar into a -uronic acid, such as glucuronic acid. C. Sugars can be polymerized or interconnected to create chains termed oligosaccharides (≤ 8 sugars) or polysaccharides (> 8 sugars) 1. The linkage between sugars is formed by condensation of the hemiacetal or hemiketal of one sugar with a hydroxyl of another sugar with loss of water in the reaction. 2. The linkage is called a glycosidic bond and can either be classified as α or β depending on the stereochemistry of the anomeric carbons at the bridge points. 3. The important difference between α and β glycosidic bonds can be seen in the digestibility of the major plant polysaccharides cellulose and starch. a. Cellulose, the primary component of plant cell walls, is made up of _–1,4- linked glucose, which cannot be broken down by digestive enzymes. So humans cannot use cellulose as a direct dietary source of glucose. b. Starch, the main form of stored sugar in plants, is made up of _–1,4linked glucose, which can be hydrolyzed by enzymes of the digestive tract, eg, α-amylase. Thus, starch is an important dietary source of glucose. BENEFITS OF FERMENTATION: the use of mild conditions of pH and temperature which maintain (and often improve) the nutritional properties and sensory characteristics of the food • the production of foods which have flavours or textures that cannot be achieved by other methods • low energy consumption due to the mild operating conditions • relatively low capital and operating costs • relatively simple technologies. Fermentation and enzyme technology The main advantages of technical enzymes are: • they cause highly specific and controlled changes to foods • there is minimal loss of nutritional quality at the moderate temperatures employed • lower energy consumption than corresponding chemical reactions • the production of new foods, not achievable by other methods. The main factors that control the growth and activity of micro-organisms in food fermentations are: • availability of carbon and nitrogen sources, and any specific nutrients required by individual micro-organisms • substrate pH • moisture content • incubation temperature • redox potential • stage of growth of micro-organisms • presence of other competing microorganisms APPLICATION OF ENZYME TECHNOLOGY: micro-encapsulation in polymer membranes which retain the enzyme but permit the passage of substrates and products • electrostatic attachment to ion exchange resins • adsorption onto colloidal silica and/or cross linking with glutaraldehyde • covalent bonding to organic polymers • entrapment in polymer fibres (for example cellulose triactetate or starches) • co-polymerisation with maleic anhydride • adsorption onto charcoal, polyacrylamide, or glass LIMITATIONS OF TECHNOLGY the higher cost of carriers, equipment and process control • changes to the pH profiles and reaction kinetics of enzymes • loss of activity (25–60% loss) • risk of microbial contamination ENZYME CHARACTERISTICS: • short residence times for a reaction • stability to variations in temperature and other operating conditions over a period of time (for example glucose isomerase is used for 1000 h at 60–65ºC) • suitability for regeneration. The requirements of commercial enzyme production from micro-organisms are as follows: • micro-organisms must grow well on an inexpensive substrate • substrates should be readily available in adequate quantities, with a uniform quality • micro-organisms should produce a constant high yield of enzyme in a short time • methods for enzyme recovery should be simple and inexpensive • the enzyme preparation should be stable Bread Industry Basic ingredient, flour Types of wheat and wheat milling Composition (Germ 2.5%, Endosperm 82.5% and Bran 15% (epidermis, epicarp, endocorp, testa and aleauron layers)). Milling 72 % extraction, 28% Bran and shorts. Cake flour and Baking flour Ideal flour: (colour, strength, tolerance, High absorption, Uniformity). Compressed baker’s yeast. 30% solids, 2c storage./ dried yeast. Leavening: Mechanical, CO2, Chemicals, Water vapours. Baking Flour mixing stages: Pick up, drying, clean up, runny Fermentation: 5C, 25-30C, humidity 70-75%. Punching. Proofing: 35-40C and 80-85% humidity. Types of Fermentation: Straight Dough and Sponge Dough Method Straight dough: weighing sifting and blending flour tempering of water, preliminary mixing of yeast dried milk etc. Dough mixed dough placed in trough dough allowed to rise, turned and folded rounding intermediate proof moulding Panning pan proof baking cooling slicing . Sponge Dough Process: weighing sifting and blending flour tempering of water, preliminary mixing of yeast dried milk etc. Dough mixed sponge mixed sponge placed in trough sponge allowed to mature sponge placed in mixer sponge broken up and mixed with dough ingredients final dough placed in trough allowed to rise sometimes turned and folded dough sent to bench or divider Dividing and scaling rounding intermediate proof Moulding panning pan proof baking cooling slicing. Beer Prodution: Beer Fermentation ICT Requirement: Continuous beer fermentation stirred vs. unstirred tanks single vessels vs. multiple vessels in a series open systems vs. closed systems Major issue of contamination. Choice of Carrier material: (i) attachment to the support surface, which can be spontaneous or induced by linking agents; (ii) Entrapment within a porous matrix; (iii) containment behind or within a barrier;and (iv) self-aggregation, naturally or artificially induced Immobilized Cell technology High cell mass loading capacity Easy access to nutrient media Simple and gentle immobilization procedure Immobilization compounds approved for food applications High surface area-to-volume ratio Optimum mass transfer distance from flowing media to centre of support Mechanical stability (compression, abrasion) Chemical stability Highly flexible: rapid start-up after shut-down Sterilizable and reusable Suitable for conventional reactor systems Low shear experienced by cells Easy separation of cells and carrier from media Readily up-scalable Economically feasible (low capital and operating costs) Desired flavor profile and consistent product Complete attenuation Controlled oxygenation Control of contamination Controlled yeast growth Wide choice of yeast MILK FERMENTATION Cow's milk contains approximately 3.2% protein, 4.8% lactose, 3.9% lipids, 0.9% minerals, traces of vitamins, and 87.2% water. Among the proteins, casein in colloidal suspension as calcium caseinate is present in higher amounts than the other two soluble proteins, albumin and globulin. Lactose is the main carbohydrate and is present in solution. lipids are dispersed as globules of different sizes in emulsion (fat in water). Minerals are present in solution and as colloid with casein. Water-soluble vitamins are present in aqueous phase, whereas fat-soluble vitamins are present with the lipids. The solid components (12.8%) are designated as total solids (TS), and TS without lipids is designated as solid-not-fat (SNF; ca. 8.9%). The whey contains principally the water-soluble components, some fat, and water Milk compositin (Fat) Fat globules, are surrounded by a polar milk fat globule membrane (MFGM). Triacylglycerols are the predominant lipid fraction (98%) of the total lipids alongwith 2% Diacylglycerols, monoacylglycerols, fatty acids, phospholipids, and sterols. The phospholipids are integral components of the MFGM. 65% saturated (26% palmitic acid and 15% stearic acid). Rest are short- and middle-chain fatty acids, including 3.3% butyric acid. These fatty acids and the breakdown products of these fatty acids are important contributors to the flavor of many cultured dairy products. Milk Proteins Caseins 80% of the total protein and are insoluble at a pH of 4.6, but are heat stable. The casein micelles exist as a colloidal dispersion, with a diameter ranging from 40 to 300 nm and containing approximately 10,000 casein molecules. The principal casein proteins, αs1, αs2, β, and κ, present in the ratio 40:10:35:12, Whey proteins remain soluble at pH 4.6 and are heat sensitive. Four major proteins, β- lactoglobulin (50%), α-lactalbumin (20%), blood serum albumin (10%), and immunoglobulins (10%). Cysteine and cysteine residues in these proteins form disulfide linkages with other proteins following heat treatment The production of lactic acid by lactic acid bacteria decreases the pH of the milk to cause coagulation of the casein. A pH below 5.3, colloidal calcium phosphate is solubilized from the casein micelle, causing the micelles to dissociate and the casein proteins to aggregate and precipitate at the isoelectric point of casein (pH 4.6). The resulting gel, which is somewhat fragile in nature, provides the structure for sour cream, yogurt, and acidprecipitated cheeses, such as cream cheese andcottage cheese. Lactic Acid Bacteria: Lactic Acid Bacteria Streptococcus, Lactococcus, Leuconostoc, and Lactobacillus genera. These bacteria are gram-positive bacteria and belong to either the Streptococcaceae or Lactobacillaceae families. Optimal temperature for growth, with 20–30◦C the optimal temperature for mesophilic bacteria and 35–45◦C. Although the lactic acid bacteria are quite diverse in growth requirements, morphology, and physiology, they all have the ability to metabolize lactose to lactic acid and reduce the pH of the milk to produce specific cultured dairy products. DVI Many commercial dairy processors now use the direct vat inoculation (DVI) process for frozen or freeze-dried cultures (up to 1012 bacteria per gram of starter) in the processing of cultured dairy products. Benefits: Direct addition of the cultures No on-site culture preparation. Increased phage resistance, minimum formation of mutants, enhanced the ability to characterize the composition of the cultures, improved the consistent quality of cultured dairy products. Limitations: Additional cost of these cultures, the dependence of the cheese plants on the starter suppliers for the selection and production of the starters, increased lag phase of these cultures in comparison to on-site culture preparation. Enzyme Coagulation: Rennet: a mixture of chymosin and pepsin, obtained from calf stomach, is most commonly recognized as the enzyme for coagulation of casein. Proteases: from microorganisms and produced through recombinant DNA technologies have been successfully adapted as alternatives to calf rennet. Chymosin: in rennet, cleaves the peptide bond between Phe-105 and Met-106 of κ-casein, releasing the hydrophilic, charged casein macropeptide, while the para-κ-casein remains associated with the casein micelle. The loss of the charged macropeptide reduces the surface charge of the casein micelle and results in the aggregation of the casein micelles to form a gel network stabilized by hydrophobic interactions. Temperature influences both the rate of the enzymatic reaction and the aggregation of the casein proteins, with 40–42◦C, the optimal temperature for casein coagulation. The use of rennet to hydrolyze the peptide bond and cause aggregation of the casein micelles is used in the manufacture of most ripened cheeses . Homogenization: Milk fat globules have a tendency to coalesce and separate upon standing. Homogenization reduces the diameter of the fat globules from 1–10 μm to less than 2 μm and increases the total fat globule surface area. The physical change in the fat globule occurs through forcing the milk through a small orifice under high pressure. The decrease in the size of the milk fat globules reduces the tendency of the fat globules to aggregate during the gelation period. In addition, denaturation of the whey proteins and interactions of the whey proteins with casein or the fat globules can alter the physical and chemical properties of the milk proteins to result in a firmer gel with reduced syneresis. Milk to be used to process yogurt, cultured buttermilk, and unripened cheeses is commonly homogenized to improve the quality of the final product. Pasturization: The heat process, which must be sufficient to inactivate alkaline phosphatase, also destroys many pathogenic and spoilage microorganisms, and enzymes that may have a negative impact on the quality of the finished products. The time-temperature treatments for the fluid milk pasteurization have been adapted for the milk to be used in the processing of cultured dairy products (62.8◦C for 30 minutes or 71.1◦C for 15 seconds). More severe heat treatments than characteristic of pasteurization causes denaturation of whey proteins and interactions between βlactoglobulin and κ-casein. In cheeses, this interaction decreases the ability of chymosin to hydrolyze the casein molecule and initiate curd precipitation and formation. Pasteurization has a significant effect of the flavor profile of the milk. Cultured dairy products produced from pasteurized milks tend to have less intense flavor characteristics due to the heat inactivation of the naturally occurring microorganisms and enzymes in the milk that contribute to flavor formation. Lactones and heterocycles are also formed during the heat treatment of raw milk to contribute cooked flavors. Cooling The processing of cultured dairy products relies on the metabolic activity of the starter cultures to contribute to acid formation and flavor and texture development. Once the desired pH or titratable acidity is reached for these products, the products are cooled to 5–10◦C to slow the growth of the bacteria and limit further acid production and other biological reactions. Probiotics Probiotics are live microorganisms which, when administered in sufficient quantity, confer a health benefit to the host. They must have (a). Viable cells (b). Enough quantity. Improved carbohydrate digestion in the gastrointestinal (GI) tract. reduction of the incidence of diarrhoea. immune system enhancement, blood cholesterol reduction . Official recognition. In light of these potential health benefits,digestive health is considered as one of the ten key food trends for 2010. Market predicted to reach US$30 billion by 2015 (Starling 2010). Prebiotics Prebiotics are nondigestible food ingredients that beneficially affect the host by selectively stimulating the growth and/or activity of one or a limited number of bacteria in the GI system, and thereby confer health benefits to the host (Roberfroid 2007). This definition overlaps with the definition of dietary fiber, with the exception of its selectivity for certain bacterial species and a wider range of health effects. Peptides, proteins, and lipids contain prebiotics characteristics, but some carbohydrates have received the most attention, including lactulose, inulin, and a range of oligosaccharides that supply a source of fermentable carbohydrate for the beneficial bacteria in the colon (Prado et al. 2008). Cheese 400 types of cheese. Natural vs. ripened Cheese : Mild flavor, High moisture content (30-55%), pH 5-5.3, Process: Standardization of milk: Casein: fat ratio, Cal. Chloride (0.1%) to facilitate coagulation with rennet. Coagulation of Proteins: Aggregation of protein network (casein micelles) entraps fat and fat/water . Curd and starter culture bind to this network and yield no coagulation below 10C and above 65C. 40-45C ideal temp. Cutting the coagulum: (scalding) draining of whey, 20-55 Pressing and shaping: 20-27C, 95% RH Salting: 0.7-4% salt. Ripening: Degradation of fats/proteins lipids to volatiles. 3 wks3years. 4-20C temperatures. Soft cheese at 4C. Cheese (Fresh) Yoghurt