Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
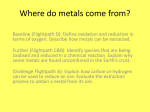
17 ELECTROLESS DEPOSITION OF COPPER MILAN PAUNOVIC In Chapter 1 (Part A), we discuss the overall reaction and the mixed-potential theory of electroless metal deposition in general. In this chapter we discuss the specific case of copper: the overall reaction, fundamental, and technological aspects of its electroless deposition. The overall reaction for electroless copper deposition, with formaldehyde (HCHO) as the reducing agent, is Cu2 þ þ 2HCHO þ 4OH ! Cu þ 2HCOO þ 2H2 O þ H2 ð17:1Þ where HCOO (formic acid) is the oxidation product of the reducing agent. The fundamental aspects of this reaction are presented in the following five sections: (17.1) electrochemical model, (17.2) anodic partial reaction, (17.3) cathodic partial reaction, (17.4) kinetics of deposition, and (17.5) modeling. Some special cases of electroless copper deposition solutions are given in an Appendix to this chapter. 17.1 17.1.1 ELECTROCHEMICAL MODEL Mixed-Potential Theory The mixed-potential theory was developed by Wagner and Traud [1] for the purpose of interpreting metal corrosion processes. Paunovic [2] and Saito [3] applied the theory to the interpretation of electroless deposition of copper. According to the mixed-potential theory, the overall reaction, given by Eq. (17.1), can be decomposed into a simple reduction reaction, the cathodic partial reaction catalytic surface þ Cu2solution þ 2e ! Culattice ð17:2Þ and one oxidation reaction, the anodic partial reaction HCHO þ 2OH ! HCOO þ H2 O þ 12H2 O þ e ð17:3Þ Thus the overall reaction (17.1) is the result of the combination of two different partial reactions, Eqs. (17.2) and (17.3). These two partial reactions, however, occur at one and the same electrode, namely the metal–solution interphase. Each of these reactions strives to establish its own equilibrium potential, Eeq. The result of this process is the creation of a steady state with the compromised potential called the steady-state mixed potential, Emp. 17.1.2 Evans Diagram According to the mixed-potential theory the overall reaction of the electroless copper deposition can be described electrochemically in terms of two current–potential (i–E) curves, as shown in Figure 17.1. Figure 17.1 was constructed in the following way: First, the current–potential curve of the reduction of cupric ions in the solution containing H2O, 0.1 M CuSO4, 0.175 M EDTA (ethylenediaminetetraacetic acid) and NaOH to pH 12.50 (no CH2O present) at 24 C (0.5) is determined using a galvanostatic technique. At this electrode only one reaction occurs, the reduction of Cu2 þ . An electrode with only one electrode process is called a single electrode. The result is shown as i(Cu2 þ ) ¼ f(E) in Figure 17.1. The current–potential curve was recorded starting from the equilibrium potential, Eeq(Cu/Cu2 þ ) ¼ 0.47 V versus SCE. Second, the current–potential curve for the oxidation of formaldehyde at the single electrode was determined using the galvanostatic technique. The solution in this case contained H2O, 0.05 M CH2O, 0.075 M EDTA (excess of EDTA used in the solution for the single cathodic reaction), and NaOH to pH 12.50 (no CuSO4 was present in this solution). The temperature was 24 C (0.5). The result Modern Electroplating, Fifth Edition Edited by Mordechay Schlesinger and Milan Paunovic Copyright Ó 2010 John Wiley & Sons, Inc. 433 434 ELECTROLESS DEPOSITION OF COPPER FIGURE 17.1 Current–potential curves for reduction of Cu2 þ ions and for oxidation of reducing agent Red, formaldehyde, combined into one graph (Evans diagram). Solution for the Tafel line for the reduction of Cu2 þ ions: 0.1 M CuSO4, 0.175 M EDTA, pH 12.50, Eeq (Cu/Cu2 þ ) ¼ 0.47 V versus a saturated calomel electrode (SCE); for the oxidation of formaldehyde: 0.05 M HCHO and 0.075 M EDTA, pH 12.50, Eeq (HCHO) ¼ 1.0 V versus SCE; temperature 25 C (0.50 C). (From Paunovic [2] with permission from the American Electroplaters and Surface Finishers Society.) is shown as i(CH2O) ¼ f(E) in Figure 17.1. The current– potential curve was recorded starting from the equilibrium potential, Eeq(CH2O) ¼ 1.0 V versus SCE. It is seen from Figure 17.1 that these two polarization curves, i(Cu2 þ ) ¼ f(E) and i(CH2O) ¼ f(E), intersect. The coordinates of intersection are (1) abscisa, i ¼ 1.9 103 A cm2 and (2) ordinate, E ¼ 0.65 V versus SCE. According to the mixedpotential theory, current density i ¼ 1.9 103 A cm2 is the rate of the electroless deposition of copper expressed in terms of amperes per square centimeter. The potential E ¼ 0.65 V versus SCE is the mixed potential (Emp) of the electroless copper system under study. The rate of deposition expressed in milligrams per hour per square centimeter is calculated on the basis of Faraday’s law using the equation w ¼ i 1:18 mg h1 cm2 where i is given in milliamperes per square centimeter. For i ¼ 1.9 103 A cm2 it is 2.2 mg h1 cm1. The experimentally determined rate of electroless Cu deposition under the conditions above, using the weight gain method, is 1.8 mg h1 cm2. This rate is obtained when the time of deposition is counted from the instant of immersion of the copper plate (substrate) into the solution. If the time of deposition is counted from the instant the mixed potential is reached (about 4 min after immersion of the Cu substrate), the deposition rate is 1.9 mg h1 cm2. The experimentally determined mixed potential Emp for the same conditions is 0.65 V versus SCE. Examination of Figure 17.1 and the results of direct experimental measurements show that there is a relatively good agreement between the direct experimental and the theoretical values (Evans diagram). Thus we can conclude that the mixed-potential theory is essentially verified for this case of electroless copper deposition. These conclusions are confirmed by Donahue [4], Molenaar et al. [5], and El-Raghy and Abo-Salama [6]. The significance of this conclusion is that on the basis of the mixed-potential theory one can use the kinetic parameters for the partial anodic and cathodic reactions to deduce a variety of predictions and characteristics of the overall reaction of electroless copper deposition. For example, the effect of additives on the overall reaction can be resolved into separate effects on the partial reactions and use these results to select the best conditions for electroless deposition. 17.1.3 Interaction between Partial Reaction The original mixed-potential theory assumes that the two partial reactions are independent of each other [1, 2]. In some cases this is a valid assumption. However, it was shown later that the partial reactions are not always independent of each other [7, 8]. For example, Schoenberg [9] has shown that the methylene glycol anion (the formaldehyde in an alkaline solution), the reducing agent in electroless copper deposition, enters the first coordination sphere of the copper tartrate complex and thus influences the rate of the cathodic partial reaction. Ohno and Haruyama [10] showed the presence of interference in partial reactions in terms of current–potential curves. 17.1.4 Presence of Interfering Reactions In the presence of interfering (or side) reactions, partial reactions ia and/or ic may be composed of two or more components. One example is the electroless deposition of copper from solutions containing oxygen [11, 12]. In this case the interfering reaction is the reduction of the oxygen, and the cathodic partial current density ic is the sum of two components, ic ¼ ic ðCu2 þ Þ þ ic ðO2 Þ where ic(Cu2 þ ) is the cathodic partial current density for reduction of copper ions Cu2 þ and ic(O2) is that for reduction of the oxygen. 17.2 17.2.1 ANODIC PARTIAL REACTION Overall Reaction Most electroless copper solutions employ formaldehyde as the reducing agent. The overall reaction of the electrochemical ANODIC PARTIAL REACTION oxidation of formaldehyde at the Cu electrode in an alkaline solution proceeds according to Eq. (17.3). 17.2.2 Mechanism 17.2.3 Formation of electroactive species proceeds in three steps: 1. Hydrolysis of H2CO, H2 COþH2 O!H2 CðOHÞ2 ðmethylene glycolÞ ð17:4Þ Cannizzaro Reaction One important side reaction in electroless copper deposition is disproportionation of formaldehyde (Cannizzaro reaction): 2HCHO þ OH ! HCOO þ CH3 OH The overall anodic partial reaction (17.3) proceeds in at least two elementary steps: 1. Formation of electroactive species 2. Charge transfer from electroactive species to the catalytic surface (electron injection) 435 ð17:10Þ In this reaction, between two molecules of formaldehyde, one molecule is oxidized into formic acid and the other is reduced into methanol. The rate of this reaction increases with increasing pH and temperature [13]. 17.2.4 Kinetics The major factors determining the rate of the anodic partial reaction are pH and additives. Since OH ions are reactants in the charge-transfer step, Eq. (17.7), the effect of pH is direct and significant [14, 15]. The reduction potential (the rest potential) of formaldehyde increases linearly with pH according to Nernst’s equation 2. Dissociation of methylene glycol, H2 CðOHÞ2 þ OH ! H2 CðOHÞO þ H2 O ð17:5Þ 3. Dissociative adsorption of the intermediate H2C(OH)O involving breaking of C–H bond, H2 CðOHÞO ! ½HCðOHÞO ads þ Hads ð17:6Þ 0 E ¼ Ecsp 0:118 pH ð17:11Þ 0 combines the standard electrode potential E0 and where Ecsp the concentration term in Nernst’s equation [14]. The rest potential of a copper single electrode (absence of copper ions) in the solution of formaldehyde as a function of pH is shown in Figure 17.2. The average slope qE/q(pH) of experimental functions in Figure 17.2 is 0.096 V decade1. A where the subscript ads denotes adsorption of species and [HC(OH)O]ads is electroactive species. Charge transfer, the electrochemical oxidation (desorption) of electroactive species, proceeds according to the reaction ½HCðOHÞO ads þ OH ! HCOO þ H2 O þ e ð17:7Þ where HCOO (formic acid) is the oxidation product. The adsorbed hydrogen, Hads, may be desorbed in the chemical reaction Hads ! 12 H2 ð17:8Þ or in the electrochemical reaction Hads ! H þ þ e ð17:9Þ In electroless deposition of copper, when the reducing agent is formaldehyde and the substrate is Cu, Hads desorbs in the chemical reaction (17.8). If the substrate is Pd or Pt, hydrogen desorbes according to the electrochemical reaction (17.9). FIGURE 17.2 Rest potential of a copper electrode in 0.13 M formaldehyde and 1.0 M KCl as a function of pH. Curve 1: the absence of ligand; curve 2: the presence of 0.05 M EDTP (ethylenedinitrilo-tetra-2-propanol). 436 ELECTROLESS DEPOSITION OF COPPER detailed discussion of the pH effect on the partial anodic reaction is given by Duffy et al. [14], 17.3 17.3.1 17.3.2 CATHODIC PARTIAL REACTION Kinetic Scheme Examination of the pH dependence of the reduction potential and the rate of oxidation of formaldehyde shows that the pH of the electroless copper solution should be above 11.0 in order to have practical rates of copper deposition [14]. This pH restriction imposes the use of complexed copper ions in the electroless solution in order to prevent precipitation of Cu (II) hydroxide. Cu(OH)2EDTA, EDTP, and tartaric acid are the most commonly used ligands for copper ions [16]. Thus the electroactive species in the partial cathodic reaction may be complexed or noncomplexed copper ions. In the first case the kinetic scheme of the cathodic partial reaction is one of the simple charge transfer RDS Cu2 þ þ e ! Cu þ ð17:12Þ Cu þ þ e ! Cu ð17:13Þ where RDS stands for rate-determining step (slow step). In the second case the kinetic scheme is of the charge transfer preceded by the dissociation of the complex [16]. The mechanism of the second case involves a sequence of at least two basic elementary steps: 1. Formation of the electroactive species 2. Charge transfer from the catalytic surface to the electroactive species Electroactive species Cu2 þ are formed in the first step by dissociation of the complex [CuLx]2 þ xp: ½CuLx 2 þ xp ! Cu2 þ þ xLp ð17:14Þ where p is the charge state of the ligand L and 2 þ xp is the charge of the complexed copper ion. The charge transfer Cu 2þ þ 2e ! Culattice rate of dissociation of the complex and the rate of copper deposition [16]. ð17:15Þ proceeds in steps, usually with the first charge transfer (one electron transfer), Eq. (17.12), serving as the rate-determining step [17]. Thus, from the kinetic aspects, the cathodic partial reaction is an electrochemical reaction, Eq. (17.15), that is preceded by a chemical reaction, Eq. (17.14). Paunovic [16] has shown that in the electroless deposition of copper from the Cu(II)EDTA complex the reduction of the complex is preceded by dissociation of the same. A correlation has been established between the Kinetics The major factors determining the rate of the partial cathodic reaction are the concentration of the copper ions and the ligands, pH of the solution, and the type and the concentration of additives. These factors determine the kinetics of the partial cathodic reaction in a general way, as given by the fundamental electrochemical kinetic equations discussed in Chapter 1. 17.3.3 pH Effect The rest potential of the copper electrode in an alkaline solution of cupric ions complexed with EDTP shows a linear pH dependence with a slope qE/q (pH) ¼ 0.066 V decade1 [14], E ¼ E0 0:066 pH ð17:16Þ This slope is in conformity with the reaction Cu þ H2 L0 ! CuL0 þ 2H þ þ 2e ð17:17Þ where L ¼ EDTP, L0 ¼ EDTP 2H þ [14,18, 19]. The experimentally observed slope of 0.066 V decade1 [14] is in good agreement with the theoretical slope of 0.059 V decade1 [17]. In contrast to the anodic partial reaction, the rate of the cathodic partial reaction does not depend significantly on pH, since OH ion is not a reactant in the cathodic reaction. Moreover the large concentration of OH ions in the metal– solution interphase (the double layer) can hinder the process of reduction of complexed copper ions (CuL), especially if CuL is negatively charged, such as when L is EDTA or tartrate [3]. 17.3.4 Effect of Additives Schoenberg [9, 20] as well as Paunovic and Arndt [21] have shown that additives may have two opposing effects: acceleration and inhibition. For example, guanine and adenine show the accelerating effect on the cathodic reduction of Cu2 þ ions in the electroless copper solution. The same additives show an increase in the rate of the electroless copper deposition. The accelerating and the inhibiting effects of dipyridyls were examined by Duda [22] as well as by Oita et al. [23]. In another example, the addition of NaCN to the electroless copper solution results in the inhibing effect for reduction of Cu2 þ ions in an electroless solution. This inhibition increases with an increasing amount of NaCN in solution [24, 25]. KINETICS OF ELECTROLESS Cu DEPOSITION 17.4 KINETICS OF ELECTROLESS Cu DEPOSITION Steady-state electroless copper deposition at mixed potential Emp is preceded by a non-steady-state period, called the induction period. 17.4.1 Induction Period The induction period is defined as the time necessary to reach the mixed potential Emp at which the steady-state metal deposition starts to occur. It is determined in a simple experiment in which a piece of metal is immersed in a solution for electroless deposition of a metal and the potential of the metal recorded from the time of immersion (or the time of addition of the reducing agent), that is, time zero, until the steady-state mixed potential is established. A typical recorded curve for the electroless deposition of copper on copper substrate is shown in Figure 17.3. The curve has been recorded for the system in an argon atmosphere. For a system in air atmosphere and in the presence of additives in the solution, the duration of the induction period can be considerably longer [16]. The problem of the induction period for the overall process can be resolved into problems of the open-circuit potentials (OCPs) of the oxidation and reduction partial reactions, that is, the individual induction period for each process. Paunovic [16] found that the OCP for the Cu/Cn2 þ system is reached instantaneously. A typical curve representing the change of the OCP with time for the reducing agent is presented in Figure 17.4. By comparing these OCP values, we can conclude that the setting of the OCP of the reducing agent, CH2O, is the rate-determining partial reaction in the setting of the steady-state mixed potential in this example of electroless copper deposition. The major factors that determine the time required to reach the rest potential of the reducing agent are the type and 437 the concentration of the ligand present and the pH of the solution [16]. 17.4.2 Steady-State Kinetics There are three electrochemical methods for the determination of the steady-state rate of the electroless deposition of copper at mixed potential. Paunovic and Vitkavage [26, 27] used polarization data in the vicinity of the mixed potential to determine the rate of deposition [26, 27]. Ohno used alternating-current (ac) polarization measurements [28]. The third electrochemical method is the use of the Evans diagram, as described in Section 17.1. Ricco and Martin used an acoustic wave device for in situ determination and monitoring of the rate of deposition [29]. Various empirical rate equations were determined for electroless deposition of copper [4, 6]. 17.4.3 Effect of pH on the Rate of Deposition Electroless copper deposition is affected by the pH in two distinct ways. First, OH ions are reactants in the overall reaction (17.1) and the partial anodic reaction (17.7) and thus influence these reactions in a direct way (primary pH effects). Second, pH affects various phenomena associated with the structure and composition of the metal–solution interphase [14]. Those phenomena include (1) adsorption, (2) the structure of the double layer, (3) the structure of the copper species in the solution, and (4) the ionic strength of the solution. All these phenomena modulate the rate of electroless copper deposition in an indirect way (secondary pH effects). The primary pH effect is expressed in terms of the reaction order with respect to OH ions and graphically as rate against pH. Plots of the experimentally observed plating rates against pH show an initial increase, a maximum value, and then a decrease of the rate with increasing pH. An example of the FIGURE 17.3 Induction period for the solution 0.3 M EDTA, 0.05 M CuSO4, pH 12.50, 2.5 g L1 paraformaldehyde, Cu electrode, 2.2cm2, 25 C, SCE reference electrode, argon atmosphere. (From Paunovic [16], with permission from the Electrochemical Society.) 438 ELECTROLESS DEPOSITION OF COPPER FIGURE 17.4 Open-circuit potential for the solution 1 g L1 paraformaldehyde, pH 12.50, Cu electrode, SCE reference electrode, EDTA variable. (From Paunovic [16], with permission from the Electrochemical Society.) rate of electroless copper deposition as a function of pH is shown in Figure 17.5. It can be seen from Figure 17.5 that the maximum rate of deposition, in this specific case (EDTP solution), is obtained at a pH value of 12.5. The initial increase of the rate is due to the primary pH effect. The maximum and decrease of the rate at high pH values were interpreted in terms of secondary pH effects. The maximum rate of deposition for the tartrate solution is at pH 12.8 [9]. Two secondary effects were suggested so far: (1) change of the relative concentration of the methylene glycol and the hydroxide ions with pH due to the dissociation of methylene glycol [20] and (2) variation of the transfer coefficient for the oxidation of formaldehyde with pH [15]. Interpretation of the pH effect in terms of mathematical models was given by Paunovic [15]. From these it was concluded that the maximum and the falling off of the rate at high pH values are caused by the pH dependence of the kinetic parameters aRed (the transfer coefficient for the oxidation of the reducing agent; Chapter 1, Part A) and 0 iRed (the exchange current density for the oxidation of the reducing agent; Chapter 1, Part A). Dissociation of methylene glycol, as proposed earlier, is an important factor in the electroless deposition of copper, but it is not sufficient to explain the pH effect. 17.4.4 Catalysis Phenomena Catalysis in electroless deposition of copper was studied by Haruyama and Ohno [30) and by Wiese and Weil [31]. Haruyama and Ohno have shown that the catalytic activity of metals for the oxidation of the reducing agent in electroless deposition is mostly determined by the rate constants of the two reaction steps, that is, the oxidative adsorption and desorption of an anion radical (see Section 1.3). Wiese and Weil have shown that copper deposition from EDTAcontaining solutions is catalyzed by chemisorbed methane– diolatc anion. FIGURE 17.5 Rate of electroless copper deposition as a function of pH. The electroless copper solution contained 0.05 M CuSO4, 0.15 M EDTP, 0.07 M paraformaldehyde, and NaOH to give a desired pH. Oxygen was removed by bubbling argon through the solution. (From Duffy et al. [14], with permission from the Electrochemical Society.) 17.5 GROWTH MECHANISM Mechanistically, electroless copper deposition proceeds in two steps: (1) the thin-film stage (up to 3 mm) and (2) the bulk stage. STRUCTURE 17.5.1 Thin-Film Stage The mechanism of the thin-film formation is characterized by three simultaneous crystal-building processes [32–34]: nucleation (formation), growth, and coalescence of threedimensional crystallites (TDCs). In the initial stages of electroless copper deposition on a copper single-crystal substrate, (100) plane, the average density of TDCs increases with time of deposition; in this stage the nucleation is the predominant process [32, 34]. Later the average density of TDCs reaches a maximum and then decreases with time. In the stage of decreasing density of TDCs, the coalescence is the predominant crystal-building process [34]. A continuous electroless film is formed by lateral growth and coalescence of TDCs. The process of coalescence deserves special attention, since many physical properties of deposit depend on the type of coalescence. There are two types of coalescence of TDCs. Coalescence without the proper filling of the space between TDCs results in incorporation of impurities or additives, generation of stress, voids, and dislocations (Fig. 17.6b). Coalescence with filling the space between TDCs, favorably joined crystallites (Fig. 17.6a), results in copper of better quality than in the first type of coalescence [35, 36]. The process (type) of coalescence depends to a great extent on the type and concentration of additives in the solution [34]. The initial stages of electroless copper deposition on Pd-activated nonmetallic (nonconducting) substrates were described by Sard [33] and Rantell [37]. 17.5.2 Bulk Stage After the formation of the continuous thin film, the deposition of a thick (1–15-mm) film proceeds, in most cases, through the following processes [27, 38–41]: (1) preferential growth of favorably oriented grains, (2) restriction (inhibition) of vertical growth of nonfavorably oriented grains, (3) lateral joining of preferentially growing grains, (4) cessation of growth of initial grains, and (5) nucleation and growth of a new layer of grains. In the process of vertical and lateral growth, a preferentially growing grain (TDC) increases its width and subsequently joins laterally with other preferentially growing grains. Eventually the width of these grains becomes 439 constant, and during further vertical growth, they develop a columnar shape, Figure 17.7 [38–41]. Then, at a certain stage, columnar grains no longer grow vertically. This cessation of growth of individual grains is followed by the nucleation and growth of a new layer of grains. Cessation of growth perpendicular to the substrate is influenced by the overpotential and degree of inhibition. This is one of the fundamental relationships in the correlation between (1) structure and variables in the plating solution and (2) structure and electrochemical kinetic parameters of processes composing electroless copper deposition. The different growth rates on different single-crystal substrate orientations were observed experimentally. This experimental observation indicates that certain crystallographic surfaces are more favorable for growth than others [40, 42]. A shift in the preferred direction of the growth was observed depending on the solution composition and concentration of additives [40]. 17.6 STRUCTURE We discuss two different structures: thin-film (up to 1 mm) and thick-film (1–25 mm) structure. We also discuss microporosity in electroless copper films. 17.6.1 Thin-Film Structure Nakahara and Okinaka [38] and Paunovic and Zeblisky [39] have shown that thin films of electroless Cu (up to 1 mm) are characterized by small, nearly equiaxial grains. The average grain diameter appears to be about 0.2 mm. 17.6.2 Thick-Film Structure As mentioned in Section 17.5, a thick film (1–25 mm) of electroless copper has a columnar structure. Paunovic and Zeblisky [39] have shown that electroless copper deposited from EDTA solution containing NaCN, a wetting agent, formaldehyde, and NaOH exhibits a pH value between 10.8 and 12.5 and that it has a columnar structure with an average grain diameter, in a plane parallel to the substrate, between 0.3 and 0.7 mm and an average grain size (height), and in a plane perpendicular to the substrate, between 6 and 7 mm. FIGURE 17.6 Two types of coalescence of the TDCs: (a) favorably joined TDC: copper of good quality; (b) improperly joined crystallites: results in incorporation of impurities or additives, generation of stress, voids, and dislocations. 440 ELECTROLESS DEPOSITION OF COPPER FIGURE 17.7 Schematic cross section (perpendicular to the substrate) of the columnar deposit. 17.6.3 Microporosity Nakahara [35, 36], using transmission electron microscopy (TEM), has shown that both crystalline and noncystalline films prepared by evaporation, sputtering, electrodeposition, and electroless deposition contain a large number of microscopic voids (pores). The presence of vacancies (voids) in thin films implies that the films contain locally unfilled regions inside the lattice. Studies of the early stages of film formation have shown that most microvoids are generated at the boundaries between faceted TDCs (Section 17.5) during their coalescence. The mechanism by which these voids are formed is called ‘‘coalescence-induced void formation.’’ The proposed mechanism is based on the assumption that there is a geometrical misfit large enough to be left uncovered during the coalescence of TDCs (e.g., Fig. 17.6b). Voids inside grains could be generated during growth of multiple-atomic steps. Voids are important lattice defects that influence the physical properties of a film, as is shown in the next section. In one example the number of voids per unit volume was 1015–10l6 cm3 and the average void size was 25 A [45]. 17.6.4 Hydrogen Incorporation According to Eq. (17.1) the deposition of 1 mol of Cu is accompanied by the evolution of one equivalent mole of H2. This results in the incorporation of H2 gas bubbles into the deposit. As shown in Eqs. (17.6) and (17.8), hydrogen atoms in H2 originate from the splitting of the C–H bond in the formaldehyde molecule during dissociative adsorption. Nakahara and Okinaka [38, 43–45] studied extensively the incorporation of hydrogen into copper deposit and the effect of hydrogen bubbles on deposit properties. The content of hydrogen in electroless copper can be as high as 930 ppm [43]. Nakahara [45] found, using TEM, that small (20–300-A) gas bubbles are incorporated uniformly through out the copper films (25–30 mm), whereas large (2000-A) bubbles are trapped at the grain boundaries. Nakahara and Okinaka determined that the population distribution is broad [38]. The size distribution is shown in Figure 17.8. Thus the density of electroless copper is lower than that of bulk copper due to the presence of incorporated hydrogen. FIGURE 17.8 Population distribution of hydrogen gas bubbles as a function of bubble size. Grunwald et al. [46] determined that the density of electroless Cu films is in the range from 8.56 to 8.76 g cm3. The density of bulk copper is 8.9331 (0.0037) g cm3. 17.7 17.7.1 PROPERTIES Film Ductility Okinaka and Nakahara [47] showed that the formation of small voids and small gas bubbles containing hydrogen are major factors determining the ductility of electroless copper. Nakahara and Okinaka [38] showed that brittle films contain a large number of small as well as large gas bubbles. They also showed that ductility promoters, such as cyanide ions, and higher temperatures of deposition facilitate desorption of hydrogen gas generated in the reaction given by Eq. (17.1). Some ductility-promoting additives, for example, 2,20 -dipyridyl and K2Ni(CN)4, inhibit both the inclusion of hydrogen and the formation of voids [44]. Table 17.1 shows an example of the difference in properties between Cu deposited from a solution in the absence of ductility promoters (solution A) and a deposit from the solution containing NaCN as a TABLE 17.1 Properties of Electroless Cu Deposit: Plexiglas Substrate Solution A (Absence of NaCN) Solution B (Presence of NaCN) 1.2 4.8 0.5–1.0 9 1015 3.6 4.8 0.5–1.0 9 1014 Ductility (elongation %) As-deposited Cu After 6 months Grain size (mm) Gas bubble densitya a N cm3, N ¼ number of gas bubbles. PROPERTIES ductility promoter (solution B). It may be seen from Table 17.1 that the difference in ductility of as-deposited Cu and in gas bubble density is significant. The table also shows that there is ductility recovery during room temperature storage. In this example the ductility of the brittle copper recovered to a value comparable to that of the ductile copper. The hydrogen content of the brittle films, obtained from solution A, is in the range from 100 to 200 ppm. 17.7.2 Ductility Recovery during Room Temperature Storage The ductility (percent elongation) of electroless copper generally increases during low-temperature (100–200 C) annealing. Two mechanisms were proposed to interpret this ductility recovery process. According to the first mechanism, proposed by Nakahara et al. [48], the ductility improvement observed is attributed to the outdiffusion of hydrogen from the copper lattice. During electroless copper deposition hydrogen can be codeposited in atomic (H) as well as molecular (H2) form. Most of the hydrogen codeposited in electroless copper is molecular. At room temperature or at low temperature (100–200 C) annealing the molecular hydrogen diffuses out of copper, interstitially, via a dissociative reaction H2 ðin the gas-filled void in copperÞ ! 2Hðin copper latticeÞ ð17:18Þ The annealing removes all the diffusible hydrogen, leaving in copper-only residual (nondiffussible) hydrogen. Nakahara et al. [48] distinguish four types of hydrogen incorporated in electroless copper deposit. Details may be found in the original literature. According to the second mechanism, proposed by Honma and Mizushima [49], ductility improvement is due to structural changes involving recrystallization and grain growth in electroless copper deposit. They point out that the lowtemperature recrystallization and grain growth are commonly observed in copper films prepared by other growth techniques such as vapor deposition [50], sputtering [51], and electrodeposition [52, 53]. The amount of ductility recovered in electroless copper deposition as a result of low-temperature annealing, either by the outdiffusion or the recrystallization mechanism, is determined also by impurity content [44, 54]. 17.7.3 Crack-Free Electroless Copper The printed circuit (PC) industry requires electroless copper with properties that allow the copper elements comprising the PC boards (PCBs) to maintain their integrity during processing and use. One critical step in processing PCBs with plated through-holes is by mounting or exchanging 441 components by soldering. In this process the plated copper is subjected to thermal stress. During soldering, the plated copper in the through-holes usually expands less than the substrate. The difference (mismatch) in the thermal expansion depends on the type of substrate and temperature. In the case of the epoxy-glass substrate the difference at the soldering temperature (260 C) is large and the electroless copper in this case must be of high quality in order to maintain its integrity (continuity) during soldering [55]. Depending on the properties of the plating, the copper in the holes either cracks or resists the stress imposed without cracking during soldering. Paunovic and Zeblisjy [39] have shown that when EDTA-based electroless copper solutions containing NaCN are used the elongation (ductility) of the 25-mm-thick, crack-free copper ranges from 3 to 11%; the tensile strength of this copper is from 200 to 600 MPa (30,000 to 87,000 psi). These wide ranges may be subdivided into two smaller ones: class 1 with a high tensile strength and class 2 with a high elongation. A grain diameter in the plane parallel to the substrate is 0.1–1 mm, and the grain size in the plane perpendicular to the substrate is 4–10 mm, for the case Studied of crack-free electroless copper deposit. 17.7.4 Electrical Resistivity Patterson et al. determined that an electroless Cu layer of thickness 5000 A deposited on titanium nitride has a resistivity of 2.0–2.7 mV-cm depending on the solution used [56]. Lopatin et al. [57] reported that the electrical resistivity decreases with the increase of the deposition solution temperature (Fig. 17.9). Dubin et al. reported that the resistivity decreases down to 1.8–1.9 mV-cm after annealing at 200 C for 2 h in a H2 ambient [58]. Electrical resistivity of the bulk copper is 1.7 mV-cm. 17.7.5 Electromigration Resistance The free-electron theory of metals assumes that the valence electrons (the conduction electrons) are virtually free to move everywhere in the metal [59, 60]. In an electric field the electrons drift toward the positive direction of the field, producing an electric current in the metal. The high electronic conductivity of metals is explained in terms of the ease with which the free electrons move [61]. According to modern quantum electronic theory, the electrical resistivity of a metal results from the scattering of electrons by the lattice [61–64]. The scattering does not cause large displacement of the ions in the metal lattice when the current density is low. However, at a high current density (above 104 A cm2) the transport of electrons (current) can displace metal ions in crystal lattice and cause the transport of mass (positive ions) in the same direction as the electrons (Fig. 17.10). This mass transport is called electromigration. It occurs in interconnecting conductors (metallic fine lines) in integrated circuits where the current density is very high [65, 66]. For example, 442 ELECTROLESS DEPOSITION OF COPPER FIGURE 17.9 Electroless Cu deposition rate (*) and resistivity (&) versus solution temperature. when a 1.0-mm-wide Al (or Cu) line of 0.2 mm thickness is subjected to a current I of 1 mA, the current density i is 5 105 A cm2 (line cross-sectional area A in this case is 0.2 104 1 104 ¼ 0.2 108 cm2; current density i ¼ (I/A) ¼ 1 103 A/0.2 108cm2 ¼ 5 105 A cm2). Thus in microelectronic devices the transport of electrons (current) can cause the transport of metal ions (mass) in a metal lattice. At high current densities (i > 104 A cm2) sufficient electron momentum is transferred to metal ions in the metal lattice to physically displace them toward the anode; hence a net mass transport occurs, as shown in Figure 17.10. This mass transport, electromigration, results in defect formation in conductors in microelectronics. Conductor lines undergo morphological changes due to electromigration where mass depletion (voids) occurs at the cathode and extrusion (hillocks) occurs at the anode. Aluminum-based alloys (Al–Cu, Al–Si) are most widely used as interconnection materials in integrated circuits (ICs). One of the problems of the Al alloys is their poor resistance to electromigration (EM)–induced failures. One way to express resistance to electromigration is in terms of time to failure. Time to failure is defined as the point at which a 50% increase of the resistance due to the electromigration stressing has occurred. The direct-current (dc) and pulse-dc lifetime of electroless Cu is found to be about two orders of magnitude longer than that of Al–2% Si at 275 C and about four orders of magnitude longer than that of Al–2% Si when extrapolated to room temperature [67, 68]. Another way of expressing resistance to electromigration is in terms of the activation energy for electrotransport. The activation energy is about 0.81 eV for electroless Cu, which is much larger than the typical 0.4–0.5 eV for Al alloys [67]. Thus Cu lines in ICs are expected to have a larger lifetime than the Al–Si or Al–Cu alloy. For this reason, and because of the higher conductivity of Cu, electroless Cu and electrodeposited Cu are considered for application as conductors in IC fabrication [69–72]. FIGURE 17.10 Atomic model of electromigration involving electron momentum transfer to metal ions in the metal lattice during a highcurrent-density flow (i > 104 A cm2). 443 FORMATION OF CU NANOPARTICLES BY ELECTROLESS DEPOSITION OF CU 17.8 DEPOSITION OF ELECTROLESS COPPER FOR IC ABRICATION The feasibility of using electroless copper deposition for IC fabrication has been demonstrated by Ting and co-workers [73–75]. A selective electroless metal deposition process is a very attractive alternative to the conventional IC fabrication process. At the time of writing, there is renewed intrest in activity in this area. Electroless deposition of copper for IC fabrication may be done on (a) noncatalytic and (b) catalytic surfaces. 17.8.1 Activation of Noncatalytic Surfaces Two major types of processes have been used to produce catalytic metallic surfaces: (c) electrochemical and (d) photochemical. Electrochemical Activation The catalytic metallic nuclei of metal M on the noncatalytic surface S can be generated in an electrochemical oxidation–reduction reaction, Mn þ þ Red ! M þ Ox ð17:19Þ where Mn þ is the metallic ion and M is the metal catalyst. In many cases the preferred reducing agent Red is Sn. The preferred nucleating agent Mn þ is Pd. The palladium catalytic sites on the activated surface are dispersed on the surface of a substrate in an island-type network [33, 76, 77]. Photochemical Activation Catalytic metallic nuclei of Pd, Pt, Au, and Cu can be generated in an intramolecular-type electron transfer resulting from absorption of photon. For example, catalytic palladium can be formed in the photochemical reaction PdAc ! Pd þ Ox ð17:20Þ where Ox is the oxidation product of acetate ion, Ac [78]. Other photochemical methods were, for instance, reviewed by Paunovic [78]. 17.8.3 Electroless Deposition of Copper on Catalytic, Activated Surfaces, and Diffusion Barriers It is possible to directly deposit electroless Cu on tungsten (W) barrier layer, as shown by Kim et al. [81]. They used glyoxylic acid as a reducing agentas proposed by Sacham-Diamand [82]. The use of glyoxylic acid was proposed as a nontoxic, environmentally friendly alternative to formaldehyde. Since barrier metals have relatively high electrical resistivity (e.g., Ta is 12.4 mV-cm), it is necessary to cover the barrier layer with a conductive metal layer. This conductive metal layer may be a Cu seed layer deposited using PVD or CVD. When the electroless Cu deposition on a bilayer of barrier/Cu seed layer is completed, vias and trenches may be, filled with electroless Cu. The excess Cu is removed using chemical–mechanical polishing [83]. An activated surface of TiN barrier layer was used for electroless Cu deposition [84]. The TiN was activated in a CuSO4–HF solution. For activation, Pd was used, itself deposited on the barrier layer either by (a) chemical reaction in solution or by (b) PVD. The Pd catalytic layer can be formed by an ionized cluster beam (ICB). Electroless Cu film was successfully deposited on a TaN barrier over a Pd catalytic layer [85, 86]. 17.9 FORMATION OF CU NANOPARTICLES BY ELECTROLESS DEPOSITION OF CU Copper nanoparticles are of great interest in microprinting technology in electronics. Understanding the mechanism of Cu nanoparticle formation and control of particle size is very important for this application. Yagi et al. [87] formed Cu nanoparticles electrochemically (electroless deposition) using a hydrazine aqueous solution and dispersed CuO particles. The deposition rate of Cu nanoparticle formation was examined in situ by an electrochemical quartz crystal microbalance (QCM). Hydrazine acts as a reducing agent: N2 H4 þ 4OH ! N2 þ 4H2 O þ 4e 17.8.2 Diffusion Barriers Fabrication of interconnects on chips made of copper introduces new problems, the most important of which is the diffusion of Cu into Si, SiO2, and other dielectrics [79] and the reaction of Cu with Si, forming silicides. Diffusion of Cu through Si results in poisoning of devices (transistors) and diffusion through SiO2 leads to degradation of dielectrics. Thus, diffusion barrier layers are an integral part of the fabrication of copper interconnects. Barrier films isolate (encapsulate) Cu interconnects from adjacent dielectric material. Diffusion barrier layer is usually formed by physical vapor deposition (PVD) or chemical vapor deposition (CVD). However, thin electroless Co or Ni diffusion barriers were demonstrated by Yoshino et al. [80]. N2 H4 þ OH ! 12 N2 þ NH3 þ H2 O þ e ð17:21Þ ð17:22Þ The reduction of Cu2 þ ions by hydrazine proceeds through the reactions 2Cu2 þ þ N2 H4 þ 4OH ! 2Cu þ N2 þ 4H2 O ð17:23Þ Cu2þ þ2N2 H4 þ2OH !CuþN2 þ2NH3 þ2H2 O ð17:24Þ Fabrication of Cu nanoparticles was done in the following steps. First, a CuO colloidal aqueous suspension was prepared by dispersing CuO powder in distilled water. Next, aqueous solution of gelatin was added as a dispersing agent. Hydrazine solution was then added to the CuO aqueous suspension as a reducing agent to deposit Cu nanoparticles. 444 ELECTROLESS DEPOSITION OF COPPER 17.10 ELECTROCHEMICAL CONTROL SYSTEM FOR ELECTROLESS COPPER DEPOSITION TABLE 17.A2 Solution Composition and Plating Condition for Electroless Cu Deposition Using Glyoxylic Acid as Reducing Agent Electroless deposition of Cu for IC fabrication demands the computerized in situ monitoring and control of the deposition process. An automatic analyzer for the analysis of the composition and performance of the production of electroless Cu [88–91] is described here. The duration of the electrochemical analysis is in the range of milliseconds, or seconds, at most. This work describes the applications of chronopotentiometry and voltametry in the study and control of electroless Cu deposition. An EDTA-type electroless Cu solution was used for these studies, and CH2O (formaldehyde) was the reducing agent. The anodic partial reaction is described in the Section 17.2. CuSO45H2O EDTA CHOCOOH (glyoxylic acid) 2,20 -Bipyridine Temperature pH (adjusted with NaOH), air agitation, continuous 17.10.1 Chronopotentiometry The potential–time curves were recorded on a Tetronix storage oscilloscope. Oscilloscope traces were photographed with a Polaroid camera. Chropotentiograms can be used for determination of cupric ions and formaldehyde. However, in this application this is not necessary. It is sufficient to detect the transition time only. This can be done automatically by introducing a time interval counter into the electrolysis circuit [89]. The effect of additives can be determined by recording potential time curves in the millisecond or microsecond range [90]. Voltammetry The voltammograms were obtained with a PAR (Princeton Applied Research) polarographic analyzer, and the current– voltage was recorded on an X–Y recorder. Voltammetry, or cyclic voltammetry [91], can be used for determination of formaldehyde, cupric ions, additives, and impurities. TABLE 17.A3 Solution Composition and Plating Conditions for Electroless Cu Deposition Using Hypophosphite as Reducing Agent TABLE 17.A1 Electroless Copper Deposition Solution and Plating Conditions from an Alkali-Free Solution Source: Shacham-Diamand [92, p. 136]. 0.024 M 0.002 M 0.5 M 0.27 M 0.052 M 0.026 M 9.2 CuSO4 NiSO4 H3BO3 NaH2PO2 Na3C6H5O7 (sodium citrate) EDTA pH Sources: Hung and Chen [95] and Saubestre [96]. TABLE 17.A4 Solution Composition and Plating Conditions for Electroless Cu Deposition Using Tartrate as Complexing Agent and Formaldehyde Reducing Agent CuSO45H2O,g L KNaC4H4O64H2O, g L1 (sodium potassium tartrate) NaOH, g L1 MBT, g L1 (mercaptobenzothiazolea) HCOOH (37%), (formaldehyde)b mL L1 Temperature, C Solution A Solution B 5 25 13 66 7 19.3 — 0.013 10 20 38 25 Sources: Solution A: Goldie [97]; Solution B: Pearlstein [98]. APPENDIX CuSO45H2O N(C2H5)4OH EDTA CH2O N(CH3)4CN GAF RE–610 Temperature pH, adjusted with N(C2H5)4OH, tetraethylammonium hydroxide 10 ppm 60 C 12.5 Source: Honma and Kobayashi [93] and Burke, Bruton, and Collins [94]. 1 17.10.2 0.03 M 0.24 M 0.20 M 0.05–0.1 M 0.5–l.0 M 0.1 M 0.01 M 0.01 M 0.5–2% 45–55 C 11.9–12.3 a Added as solution of 10 g L1 MBT in 0.2 M NaOH. b Formaldehyde solution with 12.5% methanol as preservative. REFERENCES C. Wagner and W. Traud, Z. Electrochem., 44, 391 (1938). M. Paunovic, Plating, 55, 1161 (1968). M. Saito, J. Met. Finish. Soc. Jpn., 17, 14 (1966). F. M. Donahue, Oberflache-Surf., 13 (12), 301 (1972). A. Molenaar, M. F. E. Holdrinet, and L. K. H. van Beek, Plating, 61, 238 (1974). 6. S. M. El-Raghy and A. A. Abo-Salama, J. Electrochem. Soc., 126, 171 (1979). 1. 2. 3. 4. 5. REFERENCES 7. P. Bindra and J. Tweedie, J. Electrochem. Soc., 130, 1112 (1983). 8. A. Vashkialis and I. lachiayskene, Electrochemistry (Academy of Sciences USSR), 17, 1816 (1981). 9. L. N. Schoenberg, J. Electrochem. Soc., 118, 1571 (1971). 10. I. Ohno, S. Haruyama, Surf. Technol., 13, 1 (1981). 11. T. Hayashi, Met. Finish., 85 (6), 85 (1985). 12. J. W. Jacobs and J. M. G. Rikken, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 75. 13. J. W. Walker, Formaldehyde, Reinhold, New York, 1964. 14. J. Duffy, L. Pearson, and M. Paunovic, J. Electrochem. Soc., 130, 876 (1983). 15. M. Paunovic, J. Electrochem. Soc., 125, 173 (1978). 16. M. Paunovic, J. Electrochem. Soc., 124, 349 (1977). 17. E. Mattson and J. O’M. Bockris, Trans. Faradday Soc., 55, 1586 (1959). 18. J. L. Hall, R. F. Jones, C. E. Delchamp, C. W. McWillams, J. Am. Chem. Soc., 79, 3361 (1957). 19. D. A. Keyworth, Talanta, 2, 383 (1959). 20. N. Schoenberg, J. Electrochem. Soc., 119, 1491 (1972). 21. M. Paunovic and R. Arndt, J. Electrochem. Soc., 130, 794 (1983). 22. L. L. Duda, Plating Surf. Finish., 85 (7), 60 (1998). 23. M. Oita, M. Matsuoka, and C. Iwakura, Electrochim. Acta, 42, 1435 (1997). 24. D. Vitkavage and M. Paunovic, Plating Surf. Finish., 70 (4), 48 (1983). 25. M. Paunovic, J. Electrochem. Soc., 132, 1155 (1985). 26. M. Paunovic and D. Vitkavage, J. Electrochem. Soc., 126, 2282 (1979). 27. M. Paunovic, in Electrodeposition Technology, Theory and Practice, L. T. Romankiw and D. R. Turner, Eds., Proceedings, Vol. 17, Electrochemical Society, Pennington, NJ, 1987, p. 349. 28. I. Ohno, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 129. 29. A. J. Ricco and S. J. Martin, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 142. 30. S. Haruyama and I. Ohno, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 20. 31. H. Wiese and K. G. Weil, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 53. 32. M. Paunovic and C. H. Ting, in Electroless Deposition of Metals and Alloys, M. Paunovic and I. Ohno, Eds., Proceedings, Vol. 12, Electrochemical Society, Pennington, NJ, 1988, p. 170. 33. R. Sard, J. Electrochem. Soc., 117, 864 (1970). 34. M. Paunovic and C. Stack, in Electrocrystallization, R. Weil and R, G. Baradas, Eds., Proceedings, Vol. 6, Electrochemical Society, Pennington, NJ, 1981, p. 205. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 445 S. Nakahara, Thin Solid Films, 45, 421 (1977). S. Nakahara, Thin Solid Films, 64, 149 (1979). A. Rantell, Treats. Inst. Met. Finish., 48, 191 (1970). S. Nakahara and Y. Okinaka, Ada Metall., 31, 713 (1983). M. Paunovic and R. Zeblisky, Plating Surf. Finish., 72 (2), 52 (1985). J. Kim, S. H. Wess, D. Y. Jung, and R. W. Johnson, IBM J. Res. Develop., 8, 697 (1984). H. J. Choi, R. Weil, Plating Surf. Finish., 68, (5), 110 (1981). A. Danjanovic, M. Paunovic, T.H.V. Setty, and J. O’M. Bockris, Acta Metall., 13, 1092 (1965). J. E. Graebner, Y. Okinaka, J. Appl. Phys., 60 (1), 36 (1986). Y. Okinaka, and H. K. Straschil, J. Electrochem. Soc., 133, 2608 (1986). S. Nakahara, Acta Metall., 36 (7), 1669 (1988). J. J. Grunwald, L. Slominski, and A. Landau, Plating, 60, 1022 (1973). Y. Okinaka, and S. Nakahara, J. Electrochem. Soc., 123, 475 (1976). S. Nakahara, C. Y. Mak, and Y. Okinaka, J. Electrochem. Soc., 138, 1421 (1991). H. Honma and S. Mizushima, J. Met. Finish. Soc. Jpn., 34, 290 (1983). M. Yoshida, S. Nakahara, and H. Suto, J. Jpn. Inst. Met., 39, 414 (1975). J. W. Patten, E. G. McClanahan, and J. W. Johnston, J. Appl. Phys., 42, 4371 (1971). D. S. Stoychev, I. V. Tomov, and I. B. Vitanova, J. Appl. Electrochem., 15, 879 (1985). I. V. Tomov, D. S. Stoychev, and I. B. Vitanova, J. Appl. Electrochem., 15, 887 (1985). S. Nakahara, Y. Okinaka, and H. K. Straschil, J. Electrochem. Soc., 136, 1120 (1989). M. Paunovic, Plating Surf. Finish., 70 (2), 62 (1983). J. C. Patterson, M. O’Reilly, G. M. Crean, and J. Barrett, Microelectron. Eng., 33, 65 (1997). S. Lopatin, Y. Shacham-Diamand, V. M. Dubin, P. K. Vasudev, B. Zhao, and J. Pellerin, in Electrochemically Deposited Thin Films, M. Paunovic and D. A. Scherson, Eds., Proceedings, Vol. 19, Electrochemical Society, Pennington, NJ, 1997, p. 271. V. M. Dubin, Y. Shacham-Diamand, B. Zhao, P. K. Vasudev, and C. H. Ting, J. Electrochem. Soc., 144, 898 (1997). H.-K. Kang, J. S. H. Cho, I. Asano, and S. S. Wong, VMIV Conf., June 9–10, 1992. J. Tao, N. W. Cheung, C. Hu, H. -K. Kang, and S. S. Wong, IEEE Electron Device Lett., 13, 433 (1992). M. Paunovic and M. Schlesinger, Fundamentals of Electrochemical Deposition, Wiley, New York, 1998, Ch. 3. J. Bardeen, J. Appl. Phys., 11, 88 (1940). P. L. Rossiter, The Electrical Resistivity of Metals and Alloys, Cambridge University Press, Cambridge, 1987. M. Paunovic, L. A. Clevenger, J. Gupta, C. Cabral, Jr., and M. E. Harper, J. Electrochem. Soc., 140, 2690 (1993). 446 ELECTROLESS DEPOSITION OF COPPER 65. K.-N. Tu, J. W. Mayer, and L. C. Feldman, Electronic Thin Film Science, Macmillan, New York, 1992. 66. M. Ohring, The Materials Science of Thin Films, Academic, New York, 1992. 67. ’H.-K. Kang, J. S. H. Cho, I. Asano, and S. S.Wong, Proc. VLSI Multilevel Interconnection Conf. (VMIC), June 9–10, 1992, p. 337. 68. J. Tao, N. W. Cheung, C. Hu, H. K. Kang, and S. S. Wong, IEEE Electron Device Lett., 13(8), 433 (1992). 69. P. Pai, W. G. Oldham, C. H. Ting, and M. Paunovic, Abstract 481, Electrochemical Society Fall Meeting, Oct. 18–23, 1987. 70. Y. Shacham-Diamand, in Electrochemically Deposited Thin Films II, M. Paunovic, Ed., Proceedings, Vol. 31, Electrochemical Society, Pennington, NJ, 1995, p. 293. 71. P. C. Andricacos, Interface, 8, 32 (1999). 72. P. C. Andricacos, C. Uzoh, J. O. Dukovic, J. Horkans, and H. Deligianni, IBM J. Res. Develop., 42, 567 (1998). 73. C. H. Ting and M. Paunovic, J. Electrochem. Soc., 136, 456 (1989). 74. C. H. Ting, M. Paunovic, P. Pai, and G. Chiu, Electrochem. Soc., 136, 462 (1989). 75. C. H. Ting and M. Paunovic, U.S. Patent 5,169,680 (1992). 76. J. P. Marton and M. Schlesinger, J. Electrochem. Soc., 115, 16 (1968). 77. C.H. deMinjer and P.F.G. v. d. Boom, J. Electrochem. Soc., 120, 1644 (1973). 78. M. Paunovic, J. Electrochem. Soc., 127, 441C (1980). 79. D. S. Gardner, J. Omuki, K. Kudoo, Y. Misawa, and Q. T. Vu, Thin Solid Films, 262, 104 (1955). 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. M. Yoshino, et al., J. Electrochem. Soc., 154(3) D122 (2007). Youg-Soon Kim et al., J. Electrochem. Soc., 152(2) C89 (2005). Y. Y. Sacham-Diamand, Solid-State Lett., 3, 279 (2000). M. Paunovic and M. Schlesinger, Fundamentals of Electrochemical Deposition, 2nd ed., Wiley, Hoboken, NJ, 2006. S. Zhong, et al., J. Electrochem. Soc., 152 (7) C446 (2005). Z. Wang, et al., J. Electrochem. Soc., 152 (10) C684 (2005). Z. Wang et al., J. Electrochem. Soc., 151 (12) C781 (2004). S. Yagi, et al., J. Electrochem. Soc., 155 (6) D474 (2008). M. Paunovic, J. Electrochem. Soc., 127 (2) 365 (1980). M. Paunovic, J. Electrochem. Soc., 114, 472 (1967). M. Paunovic and R. Oechslin, Plating, 58, 602 (1971). S. R. Morrison, Electrochemistry at Semiconductor and Oxidized Metal Electrodes, Plenum, New York, 1980. Y. Shacham-Diamand, B.-X. Sun, V. Yip, and R. Bielski,in Electrochemically Deposited Thin Films II, M. Paunovic, Ed., Proceedings, Vol. 31, Electrochemical Society, Pennington, NJ, 1995, p. 136. H. Honma and T. Kobayashi, in Electrochemically Deposited Thin Films, M. Paunovic, I. Ohno, and Y. Miyoshi, Eds., Proceedings, Vol. 26, Electrochemical Society, Pennyngton, NJ, 1993, p. 344. L. D. Burke, G. M. Bruton, and J. A. Collins, Electrochim. Acta, 44, 1467 (1998), A. Hung, K. -M. Chen, J. Electrochem. Soc., 136, 72 (1987). E. B. Saubestre, Proc. Am. Electropl. Soc., 46, 264 (1959). W. Goldie, Plating, 51, 1069 (1964). F. Pearlstein,U.S. Patent 3,222,195 (1965).