Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
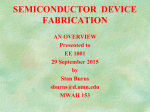
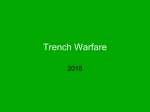
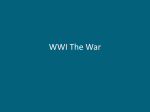
Proceedings of ICMM2005 3rd International Conference on Microchannels and Minichannels June 13-15, 2005, Toronto, Ontario, Canada Paper No. ICMM2005-75104 REVIEW OF FABRICATION OF NANOCHANNELS FOR SINGLE PHASE LIQUID FLOW Jeffrey L. Perry, [email protected] Microsystems Engineering Rochester Institute of Technology Rochester, NY 14623 ABSTRACT The topic of single phase liquid flow in submicron or nanochannels is a nascent field. There have only been a couple papers that have dealt with this area directly. The most probable reason for this is that currently most research in fluid mechanics or heat transfer is being focused on micron size channels. To help facilitate researchers to focus on this undeveloped area, this paper serves as a review for some of the micro-fabrication processes that will make it possible for engineers and scientists to study this field in greater detail. INTRODUCTION The nanometer length scale will allow discovery of a new range of phenomena, where the channel height is on the order of the size of atoms or molecules comprising the fluid or dissolved/dispersed material in it. First, there is a need to study flow in nanochannels because the tremendous potential of nanofluidics is yet to be explored. Secondly, nanofluidics may evolve to be a key technology just as microfluidics has come to be a part of the many technological advances of the modern era. Nanofabrication and nanometer-scale fluidic structures have in recent years provided new tools for the study of molecular behavior at the single-molecule level. Nanofluidics is expected to find significant applications in biotechnology and medicine [1]. Therefore, the study of fluid dynamics and bimolecular transport on the nanometer-scale is relevant. A major upcoming application of nanochannels is in the analysis of DNA. Researchers in this field have found that the degree of DNA stretching is inversely proportional to the channel dimensions due to confinement effects. In biological applications, the interaction of biopolymers, such as DNA molecules in nanochannels with dimensions close to the persistence length (length to which a molecule can be laid out in a straight manner) allows for a whole new way of detecting, analyzing and separating these biomolecules. Typically a DNA molecule will form a compact arrangement in its natural state. However, when a DNA molecule flows through a nanochannel with a cross section comparable to the persistence length of the Satish G. Kandlikar, [email protected] Department of Mechanical Engineering Rochester Institute of Technology Rochester, NY 14623 molecule (≈ 50 nm), it will be thermodynamically more favorable for the DNA molecule to be in a stretched state [2]. This DNA stretching can lead to important biological applications such as: (a) quick mapping of restriction-cut genomic DNA segments in very short times (minutes vs. hours or days), (b) Reduction in required DNA sample to that of the genomic material in a single cell, (c) To localize transcription factors for protein synthesis to a specific gene or even a specific binding site, (d) parallel analysis and (e) more sensitive detection with high signal-to-noise ratios and minimized multiple occupancies [3, 4, 5]. Another use of nanochannels is in the area of drug delivery. There is presently a need for high precision nanoengineered devices to yield long term zero-order release of drugs for therapeutic applications. Previously, various technologies have been developed to achieve this goal. However, they have a number of shortcomings which are related to (a) degradable polymer implants which have initial burst effects prior to sustained release of a drug and poor control of release rates of small molecules, and (b) osmotic pumps which lack the capability of electronics integration for achieving higher levels of functionality [6]. Nanochannels fabricated in silicon can allow for the creation of drug delivery that possesses a combination of structural and integrated electronic features that may overcome these challenges. Additional uses of nanochannels have been in scanning nanolithography [7], chemical experiments on a quartz-chip laboratory [8], capillary electrophoresis for chemical and biochemical analysis [9], and use in chemical sensors [10]. With the many possibilities availed to this technology, the objective of this paper is to introduce four fundamental methods by which nanochannels may be fabricated. Each method uses standard semiconductor processing techniques that are very effective, reproducible, have high volume potential, and have decades of processing technology to facilitate employing them. These methods are: (i) bulk nanomachining and wafer bonding, (ii) surface nanomachining, (iii) buried channel technology, and (iv) nanoimprint lithography. 1 Copyright © 2005 by ASME BULK NANOMACHINING AND WAFER BONDING In bulk nanomachining and wafer bonding, features are created out of the bulk of a silicon wafer. This can be done by reactive ion etching (RIE) [11] or by a wet anisotropic etchant with aqueous KOH or ethylenediamine based solutions [12, 13]. Creation of features with RIE normally roughens the surface, and the sidewalls of the trench may be tapered. This is especially the case when the width of the trench is on the same order of magnitude as the depth [14]. Both the roughness and the shape of the sidewall will have a major influence on the flow characteristics of the nanochannels. However, if wet anisotropic etching is performed with good crystal alignment the side walls will have a mirror like finish and be vertical. The next step in the process is to bond another wafer or clear Pyrex cover plate on top of the nanochannels to allow for fluid visualization. Substrate bonding techniques such as thermal or anodic bonding have been popular for sealing nanochannels. However, these techniques are sensitive to particles which can disrupt bonding. However, if polymer adhesives can be coated thin enough they too are excellent alternatives for channel sealing. Figure 1 depicts this process where wet anisotropic etching of 1-dimensional nanochannels was performed by Haneveld et al. [14]. A (110) silicon wafer is used which has a thin native oxide. The wafer is then lithography patterned and the oxide mask is etched with an HF solution. The silicon is then anisotropically etched with a developer solution at an elevated temperature which is essentially a water-dilute solution of TMAH (Tetra Methyl Ammonium Hydroxide). Next, the oxide mask is stripped and bonded to a borofloat glass wafer. Figure 2 shows a cross section of their structure. Figure 2: Cross section of a silicon wafer with 50 nm deep channels bonded to a borofloat wafer [14]. This technique, however, is subject to collapsing of channels during wafer bonding. This occurrence can be prevented by understanding that the collapse of the trenches is a function of wafer thickness, stiffness, surface adhesion energy and of the geometry of the channels. Figure 3 shows a Figure 3: Two wafers bonded together forming a trench. Figure 1: A fabrication process for bulk nanomachining with wafer bonding. This process was used by Haneveld et al. [14]. configuration of a trench formed from a bonded wafer pair. Kim et al. [15] present criteria for channel collapse when two substrates have the same thickness. When the channel width, R, is greater than the wafer thickness, L, (R>2L), trench collapsing occurs for R (1) h< 1.2 EL3 / γ where h is the trench height, γ is the surface energy which typically has a value around 100 mJ/m2 for hydrophilic surfaces and 20 mJ/m2 for hydrophobic surfaces and, E is the Young’s modulus. When R<2L which is relevant for nanochannel fabrication, the trenches between a wafer pair will collapse if h < 2.6( Rγ / E )1 / 2 (2) Kim et al. calculated the threshold for collapse as a function of h vs. R using (2) for silicon substrates (E = 165 GPa, γ = 0.1 J/m2). Figure 4 plots the calculated values of channel height (2h) vs. channel width (2R). Trenches collapse above the line but are able to survive below it. Table 1 lists some specified values which clearly show that as the trench width decreased so 2 Copyright © 2005 by ASME does the allowable trench depth. For substrates of different thickness and/or elastic properties analogous formulae are available from Cha et al. [16]. furnace. The a-Si is patterned lithographically to define the nanochannels. The nitride film below the a-Si is used as an etch stop during chemical wet etching. The top channel dielectric layers are then deposited over the patterned a-Si layer and capped with a thick phosphosilicate glass to protect the structure during channel etching. In addition, to the basic structure, reservoir regions are created at the ends of the channels. They form a large basin into which the channels open and a wet etchant selective to a-Si can form conduits. The removal of the sacrificial layer requires a long immersion time in a chemical solution such as aqueous TMAH and special irrigation etching holes may be required to dissolve the sacrificial layer in a reasonable time. The experiments of Stern et al. showed that this method has an upper limit of channel lengths of about 3-5 mm. Moreover, it can take up to 80 hours of etching time for a 2-mm long, 10-µm wide and 50nm high channel. This data is shown in Figure 6. An example of this type of channel formation is depicted in Figure 7. Figure 4: Trench collapse threshold values using (2) for silicon with γ = 0.1 J/m2 and E = 165 GPa. Table 1: Specified values of allowable trench depth for certain trench widths [15]. Trench width (2R), Allowable trench depth (2h), µm nm 0 0 5 2.98 10 4.22 30 7.31 50 9.43 100 13.34 200 18.86 300 23.1 400 26.68 500 29.82 600 32.67 Figure 5: Schematic cross-section of an a-Si nanochannel array [10]. SURFACE NANOMACHINING Enclosed nanochannels can also be fabricated by surface nanomachining. It consists of embedding the structures in a layer of appropriate sacrificial material on the surface of the substrate. The sacrificial material is dissolved which leaves a complete nanochannel. The dimensions of these channels are generally restricted by the maximum sacrificial layer thickness that can be deposited within an acceptable time period (several microns). Figure 5 is a schematic cross section of an amorphous-Si (a-Si) nanochannel array from Stern et al. [10]. First, a thick layer of thermal oxide is grown for the electrical isolation of electronic devices. 50 nm each of LPCVD TEOS (Tetra Ethyl Ortho Silicate) and LPCVD Si3N4 are then put down to form the lower channel dielectric layer. The alternating layers of TEOS and Si3N4 help maintain the channel dimensions because each imposes an opposite thin film stress. The TEOS layer is compressive while the nitride layer is tensile. Afterwards a thin a-Si film of nanometer thickness is grown in an LPCVD Figure 6: Etched channel length vs. time for 1-,5- and 10µm wide channels. Heights are 50 nm with etch times up to 80 hours. Graph demonstrates that etch rates decrease with time [10]. 3 Copyright © 2005 by ASME etching (step 3) and conformally coated with a material (step 4) to prevent lateral etching of the sidewalls in the sixth step. The coating is removed only at the bottom of the trench (step 5) and the structure is etched in the bulk of the substrate again with an isotropic etchant (step 6). After stripping the coating (step 7), the structure is closed by filling the trench with a suitable material (step 8). 1. Form initial pattern 5. Etch coating at bottom of trench 2. First isotropic etch 6. Second isotropic etch to round out bottom 3. Deep reactive ion etch to form trench 7. Strip coating 4. Coat trench with protective material 8. Close channel by trench filling Figure 7: Picture of surface nanomachined channels. (a) 0.5 µm wide, 100 nm high and (b) 1 µm wide, 100 nm high [10]. Channels are directly enclosed with silicon nitride and TEOS. BURIED CHANNEL TECHNOLOGY As an alternative to conventional bulk and surface nanomachining, a newer method called buried channel technology is one of the more elegant methods. Figure 8 shows an example of these channels that can be fabricated using this method. Important features of this method are large freedom of design and the absence of assembly of wafer-to-wafer alignment steps because processing only occurs on one side of the silicon wafer. Moreover, since the structures are formed underneath the surface of the wafer, in principle, the surface is available for integration of electronic circuits or fluidic devices. This leads to a more efficient use of the substrate surface and to further overall device miniaturization. Additionally, by varying the etch processes of the channels different shapes can be made such as pear-shaped, circular and v-grove [17]. Figure 9: Fabrication sequence for conduit using buried channel technology [5]. NANOIMPRINT LITHOGRAPHY Figure 8: Picture of channels formed with buried channel technology [5]. Channels are closed with silicon nitride which is buried underneath the silicon surface. This technology which is published in more detail by de Boer et al. [17] consists of eight basic steps which are depicted in Figure 9. To start, a bare substrate is covered with a suitable masking material and lithographically patterned (step 1). An isotropic etchant is then used to make a rounded out feature (step 2). A trench is etched in the substrate by deep reactive ion Nanoimprint lithography (NIL) starts with a mold that is formed usually with interferometric lithography (a low-cost process) in conjunction with anisotropic etching of the patterned features to form high density arrays of nanofluidic channels [18, 19]. Once a mold is formed the process of NIL has two basic steps as shown in Figure 10. The first step is the imprint step in which a mold with nanostructures on its surface is pressed into a thin polymer on a substrate. This step duplicates the nanostructures on the mold in the polymer film. The second step is the pattern transfer where an anisotropic etching process, such as RIE is used to remove the residual polymer in the compressed area. This step transfers the thickness contrast pattern into the entire polymer. During the imprint step, the polymer is heated to a temperature above its glass transition temperature. At this temperature the material will become a viscous liquid and flow. This allows for it to deform into the shape of the mold. NIL is a physical process more than a chemical one. Typically a silicon mold is used in this process and used in conjunction with poly-methyl-methacrylate (PMMA) which is a common polymer used in NIL. PMMA is favored because it has excellent properties for imprint lithography with a small thermal expansion and pressure shrinkage coefficients of 5x10-5 1/oC and of 5.5x10-8 1/kPa respectively [20]. Chou et al. [21] have reported that when using PMMA which has a glass 4 Copyright © 2005 by ASME transition temperature of 105oC the imprint temperature used in their experiments was between 140 and 180oC, and the pressure varied from 4.14 to 6.21 MPa (600 to 1900 psi). Additionally, the imprint process should be done in vacuum to reduce the formation of air bubbles and mold release agents used to reduce the polymer adhesion to the mold. Figure 11: A schematic illustration of the sputtering deposition process that relies on local shadowing of the NIL features to enclose the channels [23]. Figure 10: Schematic of nanoimprint lithography process: (1) imprinting using a mold to create a thickness contrast in a polymer, (2) mold removal, and (3) pattern transfer using anisotropic etching to remove residue polymer in the compressed areas [21]. NIL is a parallel high throughput technique that makes it possible to create nanometric-scale features over large substrate surface areas at low cost [22]. The process is capable of creating smooth, vertical sidewalls with nearly 90o corners. Cao et al. [23] have used this technique to create millions of enclosed nanofluidic channels with dimensions smaller than 10 nm on a 100 mm wafer. In addition, if larger features are desired, optical lithography can be used in conjunction with interferometric lithography to print bigger features. This will allow feature sizes to range from nanometers to millimeters. The last important aspect necessary to fabricate a working nanofluidics system is to enclose the channels. The sealing technique to close up nanochannels is not as easy as one would first believe. Cao et al. [23] have used a shadowing technique by sputtering silicon dioxide over the nanochannels at a wide distribution of angles. This leads to a non-uniform deposition that can reduce the original size of the channels and seal them off on the top as shown in Figure 11. Sealed nanochannels using this process are depicted in Figure 12. Guo et al. [2] have developed a more practical solution to address this issue of enclosing the nanochannels. The technique is to simply imprint a channel template into a thin polymer film while on a glass substrate in a single step. Using their technique it is easy to control the nanochannel dimensions by a simple relationship involving the initial polymer layer thickness and the mold pattern configuration. The modified NIL process can be compared and contrasted with the typical process by looking at Figure 13. As shown in Figure 13b, if a very thin polymer layer is used during imprinting, the displaced polymer will not be able to completely fill the trenches on the mold. This results in creating enclosed nanochannel features. In this process, the mold serves a channel template, which itself is fabricated by using NIL and RIE. Figure 12: Nanofluidic channels with trench widths of 85 nm were sealed with SiO2 sputtering. The sealed PMMA channels widths were reduced to nearly 55 nm after the sealing process [23]. The scale bar is 500 nm. Figure 13: Schematics of (a) the conventional NIL process of using a mold with surface protrusion patterns to imprint into a polymer layer and (b) the nanofluidic channel fabrication by using a template mold to imprint into a thin polymer layer to leave unfilled and self-enclosed channels [2]. 5 Copyright © 2005 by ASME Table 2: Comparison of nanochannel fabrication methods. Method • • Bulk nanomachining and wafer bonding • • • Surface nanomachining • • • Buried channel technology • • • Nanoimprint lithography • • Advantages Simple concept Allows for easy fluid visualization when using an optically clear cover plate or substrate Possible to achieve stacked structures with one or more bonded substrates • • • Disadvantages Trench depth is limited by its width to prevent trench collapsing Requires bonding to realize device (need an additional substrate to enclose channels) Difficulties with bonding Simple concept Fluid visualization is possible with transparent surface layers • • Large freedom of design Absence of assembly of wafer-to-wafer alignment steps or bonding Surface is available for integration of electronic circuits or fluidic devices which leads to more efficient use of the substrate surface and to further overall device miniaturization Channel shapes may be varied (pear-shaped, circular and v-grove) Channels are nanosized in 2-dimensions • • Fluid visualization is not possible Need to develop processing technology to exploit ability to build sensors/electronics on top of nanochannels for overall device miniaturization Low-cost process which is capable of high throughput Mold can easily be adjusted to make large and small lateral features (nm to mm size) Channels with 2-dimensions on the nanometer scale are possible • Fluid visualization is possible if mold is fabricated from glass Difficulty in accommodating wide ranges of feature sizes into a single mold Lifetime of mold may be an issue This fabrication process can be well controlled to give predictable channel heights. Figure 14a shows a layout of a periodic array of channel templates. A simple geometrical argument shows that the height of an enclosed nanochannel can be determined by the depth of the etched channel template as well as the initial thickness of the polymer layer, which follows a simple linear relationship (Figure 14b). As shown in Figure 14b, the height of the channels can also be controlled by adjusting the ratio of the ridge width to the trench width on the channel template. Figure 14a illustrates the key dimensional parameters for an arrayed channel template: a, trench width; b, ridge width; d, trench depth; t, initial thickness of the polymer layer; and h, nanochannel height after NIL. Figure 14b shows the simple relationship of the height of the enclosed nanochannels with the initial polymer thickness and the mold pattern sizes, h = d – (1 + b/a)t (obtained by considering the polymer displacement during the imprint process, assuming the polymer material to be incompressible). Figure 15 shows the channels made by this method. • • • Long etch times of sacrificial layer Upper limit of channel lengths is about 3-5 mm Need to consider thin film stresses when fabricating channels Figure 14: Nanochannel dimension control by varying initial polymer layer thickness and mold pattern configuration [2]. 6 Copyright © 2005 by ASME REFERENCES 1. 2. 3. 4. 5. 6. 7. 8. Figure 15: Pictures of nanoimprinted fluidic channels with template used to enclose the nanochannels [2]. Template is made of a thermal oxide layer on a silicon substrate. 9. CONCLUSIONS The fabrication methods reviewed for making nanochannels for use in single phase liquid flow will aid researchers to break open this field. Little work has been published in this area and it is ready to be explored. Since the manufacturing of nanochannels in principle is no more difficult that creating microchannels there should be no major technical hurdles preventing this research to go forward. Table 2 summarizes the advantages and disadvantages of each method. This will give researchers working in fluid mechanics or heat transfer to determine which method is best suited for their individual needs and available resources. 10. 11. 12. 13. ACKNOWLEDGMENTS The authors are thankful for the support of the microsystems program and Thermal Analysis and Microfluidics Laboratory at the Rochester Institute of Technology. 14. NOMENCLATURE 15. h R E L γ d a b t trench or channel height, m channel width, m Young’s modulus, Pa wafer thickness, m surface energy, J/m2 trench depth of NIL mold, m trench width of NIL mold, m ridge width of NIL mold, m initial thickness of polymer layer, m 16. 7 K. Petersen et al., Promise of miniaturized clinical diagnostic systems, IVD Technology, vol. 4, 43-49, 1998. L.J. Guo, X. Cheng and C. Chou, Fabrication of sizecontrollable nanofluidics channels by nanoimprinting and its applications for DNA stretching, Nano letters, vol. 4, pp. 69-73, 2004. W. Li et al., Sacrificial polymers for nanofluidic channels in biological applications, Nanotechnology, vol. 14, pp. 578-583, 2003. M. Foquet et al., DNA fragment sizing by single molecule detection in submicrometer-sized closed fluidic channels, Analytical Chemistry, vol., 74, pp. 1415-1422, 2002. J. Tegenfeldt et al., Micro- and nanofluidics for DNA analysis, Anal. Bioanal. Chem., vol. 378, pp. 1678-1692, 2004. P. Sinha et al., Nanoengineered device for drug delivery application, Nanotechnology, vol. 15, pp. S585-S589, 2004. M. Hong, K.H. Kim, J. Bae, and W. Jhe, Scanning nanolithography using a material-filled nanopipette, Applied Physics Letters, vol. 77, pp. 2604-2606, 2000. K. Matsumoto et al., Nano-channel on quartz-chip laboratory using single molecular detectable thermal lens microscope, Proc. of the IEEE Micro Electro Mechanical Systems, pp. 127-130, 1998. H. Becker, K. Lowack and A. Manz, Planar quartz chips with submicron channels for two-dimensional capillary electrophoresis applications, J. Micromech. Microeng., vol. 8, pp. 24-28, 1998. M.B. Stern, M.W. Geis and J.E. Curtin, Nanochannel fabrication for chemical sensors, J. Vac. Sci, Technol. B, vol. 15, pp. 2887-2891, 1997. K.R. Williams and R. S. Muller, Etch rates for micromachining processing, Journal of Microelectromechanical Systems, vol. 5, pp. 256-269, 1996. H. Seidel et al., Anisotropic etching of crystalline silicon in alkaline solutions, J. Electrochem. Soc., vol, 137, pp. 36123629, 1990. D.L. Kendall and G.R. de Guel, Orientations of the third kind: the coming of age of (110) silicon, Studies in Electrical and Electronic Engineering, vol. 20, pp. 107124, 1985. J. Haneveld, H. Jansen, E. Berenschot, N. Tas and M. Elwenspoek, Wet anisotropic etching for fluidic 1D nanochannels, Journal of Micromechanics and Microengineering, vol. 13, pp. S62-S66, 2003. W.S. Kim, J. Lee and R. Ruoff, Nanofludic channel fabrication and characterization by micromachining, Proceedings of IMECE’03, Washington D.C., Nov. 15-21, 2003, pp. 1-6. G. Cha, R. Gafiteanu, Q.Y. Tong and U. Gösele, Design considerations for wafer bonding of dissimilar materials, Second Int. Symp. Semiconductor Wafer Bonding: Science, Technology and Applications, Electrochem. Soc. Proc., vol. 93-29, Electrochem. Soc., Pennington, 1993, pp. 257266. Copyright © 2005 by ASME 17. Meint J. de Boer et al., Micromachining of buried micro channels in silicon, Journal of Microelectromechanical systems, vol. 9, pp. 94-103, 2000. 18. S.H. Zaidi and S.R.J. Brueck, Interferometric lithography for nanoscale fabrication, Proceedings of SPIE, San Jose, CA, Jan. 1999, vol. 3618, pp. 2-8. 19. M.J. O’Brien II et al., Fabrication of an integrated nanofluidic chip using interferometric lithography, J. Vac. Sci, Technol. B, vol. 21, pp. 2941-2945, 2003. 20. I. Rubin, Injection molding: theory and practice, John Wiley & Sons, 1973. 21. S.Y Chou et al., Nanoimprint lithography, J. Vac. Sci, Technol. B, vol. 14, pp. 4129-4133, 1996. 22. S.Y. Chou et al., Imprint lithography with 25-nanometer resolution, Science, 272, vol. 272, pp. 85-87, 1996. 23. H. Cao et al., Fabrication of 10 nm enclosed nanofluidic channels, Applied physics letters, vol., 81, pp. 174-176, 2002. 8 Copyright © 2005 by ASME