Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Electrification wikipedia , lookup
Solar micro-inverter wikipedia , lookup
Electric power system wikipedia , lookup
Stepper motor wikipedia , lookup
Ground (electricity) wikipedia , lookup
Mercury-arc valve wikipedia , lookup
Pulse-width modulation wikipedia , lookup
Electrical ballast wikipedia , lookup
Three-phase electric power wikipedia , lookup
Power engineering wikipedia , lookup
Power inverter wikipedia , lookup
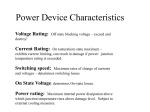
Semiconductor device wikipedia , lookup
Schmitt trigger wikipedia , lookup
History of electric power transmission wikipedia , lookup
Electrical substation wikipedia , lookup
Current source wikipedia , lookup
Resistive opto-isolator wikipedia , lookup
Voltage regulator wikipedia , lookup
Variable-frequency drive wikipedia , lookup
Power electronics wikipedia , lookup
Distribution management system wikipedia , lookup
Stray voltage wikipedia , lookup
Surge protector wikipedia , lookup
Voltage optimisation wikipedia , lookup
Switched-mode power supply wikipedia , lookup
Opto-isolator wikipedia , lookup
Buck converter wikipedia , lookup
1 Power semiconductors 1 Power semiconductors 1.1 Introduction Power semiconductors, in their many and various designs, have become an essential part of every aspect of our daily lives. Amongst other things, they enable variable speed drives in consumer goods (e.g. washing machines), industry (e.g. pumps) and transport technology (e.g. electric locomotives). Power semiconductors can be divided into two main groups: Controllable and noncontrollable power semiconductors. The first group comprises mainly thyristors, bipolar transistors, power MOSFETs and, last but not least, IGBTs. The second group comprises power diodes. Fig. 1.1 shows an overview of common power semiconductors with their typical power ranges, blocking voltages and switching frequencies. Fig. 1.1 Common power semiconductors While thyristors dominated for decades amongst controllable semiconductors, especially in the higher power ranges, IGBTs, which have been gaining in profile since the mid1980s, now dominate at power ranges of several MW. A series of structures based on other power semiconductors or basic mechanisms is evident in an IGBT. These include: • Three pn-junctions J1, J2, J3 • One pnp-transistor structure T1 • One npn-transistor structure T2 1 1 Power semiconductors • One diode structure D1 • One thyristor structure V1 • One MOSFET structure T3 • One JFET structure T4 between two adjacent IGBT cells Fig. 1.2 Structures of an IGBT (showing two adjacent IGBT cells) As each of these structures is relevant to understanding an IGBT, they will be examined individually in detail before summarising by noting the different types of IGBT designs. Prior to this a brief digression into semiconductor physics is given to discuss relevant aspects related to the contents of this book. 1.1.1 Intrinsic charge carrier concentration According to the Pauli Exclusion Principle, electrons of free atoms 1 can occupy only very specific states, which are defined by their quantum numbers. For each of these discrete states an associated energy can be given. If two or more atoms move very close to each other, as in a crystal structure, the outermost electrons of one atom are exposed to the electrical field of the other. This puts these electrons of the atoms into certain energy states. Due to the multitude of atoms interacting with each other in a (semiconductor) crystal, the adjacent discrete energy levels stack up, creating an energy band structure. The width of an energy band depends on the strength of the bonds between the electrons in its atoms. For example, strongly bonded electrons, which interact only weakly with adjacent atoms, form narrow energy bands. 1 In traditional physics, two particles can never occupy the same state, but this is not the case at all in quantum mechanics, where particles (e.g. electrons), can occupy the same state, as this is described by a probability function. There is the restriction, however, that each particle that occupies the same state must differ from the other particles in the same state by at least one quantum number. The spin (spin quantum number s), orbital (main quantum number n and secondary quantum number l) and angular momentum (magnetic quantum number m) are all considered quantum numbers. This principle, in which two electrons must differ by at least one quantum number, is called the Pauli Exclusion Principle, after the Austrian physicist Wolfgang Pauli (1900 1958). 2 1 Power semiconductors Energy bands are usually separated by gaps. The highest fully occupied energy band with the greatest energy at T = 0K below the Fermi energy 2 EF is known as the valence band with the energy EV. The valence band itself cannot contribute to electrical conductivity, because, even if the electrons change places within this band, there is no net transport of electrical charge. The energy band above the Fermi level which, unlike the valence band, is not fully occupied or may even be empty is known as the conduction band and represents the energy EC. The energy spacing between the valence band and the conduction band is known as bandgap energy Eg and represents a no-go zone in which, according to the Pauli Exclusion Principle, no electrons may remain. E g = EC − E V Eq. 1.1 Eg: Bandgap energy [eV] 3 EC: Energy of the conduction band [eV] EV: Energy of the valence band [eV] If the conduction band is not occupied, the material does not have electrical conductivity. Under the influence of externally supplied energy, such as in the form of heat or light (photons), it is possible for electrons from the valence band to move into the conduction band, provided that the supplied energy is greater than the bandgap energy. In combination with the holes 4 made in the valence band, these charge carriers contribute to the electrical conductivity. Fig. 1.3 The valence and conduction bands 5 In insulators (e.g. mica, glass, PVC) and semiconductors (e.g. silicon, germanium), the valence and conduction bands are separated by the bandgap. The conduction band is not occupied at absolute zero temperature and there is no conductivity. Thus the only difference between semiconductors and insulators is that the bandgap between the valence band and the conduction band is smaller, as shown in Fig. 1.3. In electrical conductors (e.g. copper, aluminium, silver), however, the conduction and valence bands 2 The Fermi energy, named after the Italian physicist Enrico Fermi (1901 - 1954) describes the energy threshold up to which the energy states are occupied at absolute zero temperature by fermions, a category that includes electrons. 3 In the following only those parameters are listed, which have not been introduced prior in the book. 4 The literature uses alternatively the term defect electron for the positive charge carriers instead of the term holes. 5 There may be other energy bands below the valence band, but since these cannot interact with the conduction band they will not be further discussed. Also, the bandgap energies Eg stated here serve only as a benchmark. 3 1 Power semiconductors are close together or even overlapping, i.e. there are free charge carriers in the conduction band and no bandgap. The extent of the bandgap energy is temperature-dependent. Its greatest value is at T = 0K. If the temperature is increased, thermal vibrations occur within the solid object. These vibrations also affect the energy bands. The higher the temperature, the greater the thermal movement and the smaller the clearance between the energy bands, including both the valence band and the conduction band. According to empirical work by Y.P. Varshni [2] this can be described as follows: E g (T ) = E g (0) − α ⋅ T2 T −β Eq. 1.2 Eg(0): Bandgap energy at T = 0K [eV] α, β: Empirically determined, material-dependent constants Fig. 1.4 shows this relationship for silicon. Eg(0) thus has the value of 1.17eV, α = eV und β = 636K. 4.73 ⋅ 10 − 4 K Fig. 1.4 Dependence of the bandgap energy Eg on temperature T for silicon The statistical distribution of electrons Fn(E) in the conduction band and the holes Fp(E) in the valence band can be described simplified as the function of the temperature T using the Maxwell-Boltzmann statistic 6: Fn (E) = e Fp (E) = e E −E − C F k ⋅T Eq. 1.3 E −E − F V k ⋅T Eq. 1.4 Fn(E): Statistical distribution of electrons in the conduction band [no unit] Fp(E): Statistical distribution of holes in the valence band [no unit] 6 Named after Scottish physicist James Clerk Maxwell (1831 - 1879) and Austrian physicist Ludwig Boltzmann (1844 - 1906). 4 1 Power semiconductors EF: Fermi energy [eV] k: Boltzman constant 1.38065 ⋅ 10 −23 J K The result of multiplying the distributions with the densities of states NC and NV is the number of electrons and holes in the respective band: n = NC ⋅ Fn (E) = NC ⋅ e E −E − C F k ⋅T Eq. 1.5 E −E − F V k ⋅T Eq. 1.6 p = NV ⋅ Fp (E) = NV ⋅ e n: p: NC: NV: -3 Electron density [cm ] -3 Hole density [cm ] -3 Density of states in the conduction band [cm ] -3 Density of states in the valence band [cm ] The densities of states themselves describe the number of possible states, expressed by the quantum numbers, according to the Pauli Exclusion Principle within the energy level under consideration. These in turn are functions of the temperature and the following equations apply: 3 2 ⋅ π ⋅ mn* ⋅ k ⋅ T 2 NC = 2 ⋅ h2 Eq. 1.7 3 2 ⋅ π ⋅ mh* ⋅ k ⋅ T 2 NV = 2 ⋅ h2 Eq. 1.8 m*: Effective mass of electrons or holes [kg] 7 h: Planck constant 8 6.62607 ⋅ 10 −34 J ⋅ s The electrons stimulated by the supply of energy and which were able to leave the valence band, and thereby entered the conduction band leave a corresponding number of holes in the valence band. This means that the number of electrons and holes remains in equilibrium. Therefore: ni = p = n Eq. 1.9 -3 ni: Intrinsic charge carrier concentration [cm ] Eq. 1.9 can be reformulated by multiplying Eq. 1.5 by Eq. 1.6 and considering Eq. 1.1. The result is the so-called law of mass action: 7 The effective mass m* describes the apparent mass due to quantum mechanic effects of an accelerated particle within a specific material. For electrons in the conduction band the effective mass is larger and for holes in the valence band smaller than their actual rest mass. 8 Named after the German physicist Max Karl Ernst Ludwig Planck (1858 - 1947). 5 2 Construction of IGBT components 2 Construction of IGBT components 2.1 Introduction With chapter 1 having described the principles of power semiconductor technology, it is now time to look at the component that is actually used. Basically, "component" means one or more power semiconductors in a package, in which the package and connection technology are just as important as the characteristics of the power semiconductor. Power semiconductor technology did not become possible until the internal and external connection technologies were in place and it was possible to dissipate heat from semiconductors. For it to be practicable, the components also had to be robust and durable. In traction applications 1 for example, lifetimes of 20 years or more are required with the need for a high power cycling capability. At the other end of the scale, industry standards of 68000 operating hours determine the lower limit of robustness for standard components. Whenever power semiconductor components are constructed, there is interplay between mechanical, electrical and thermal factors. This means that the apparent simplicity of a power electronics component belies its great complexity, which profoundly influences the characteristics and reliability of the total system to be created. As this book focuses on IGBT technologies, the power and voltage range covers power of several 100W to MW and reverse blocking voltages of 600V to the latest, 6.5kV, as described in chapter 1.1. This wide range is covered by a large number of components. Components and/or package designs have a very long product life once they have become established in the market. The best example is the "62mm IGBT module" 2, which is part of almost every manufacturer's portfolio. The number of pieces sold is still increasing, despite the fact that it was introduced around 20 years ago. Fig. 2.1 Standard designs based on blocking voltage and nominal current rating 1 Traction applications are those involving a high power cycling load, typically trains and railway vehicles, but also trolley buses and utility vehicles, including tractors, construction vehicles, buses and trucks. 2 The term "62mm IGBT module" is derived from the width of the baseplate, which is approximately 62mm by 106mm. 66 2 Construction of IGBT components A great variety of designs has been developed to meet the needs of the wide power range and range of reverse blocking voltages. At the lower end of the power range, with reverse blocking voltages of 600V to 1.2kV, solutions with discrete IGBTs, for example in the TO247 package, can be found just as often as IGBT modules and IPMs (intelligent power modules) for soldering into printed circuit boards. IPMs are power semiconductor modules with integrated electronics that perform gate drive and signal processing tasks. Standard IGBT modules predominate in the medium power range, while robust IGBT modules occupy the high performance end of the range. Fig. 2.1 shows different standard designs by reverse blocking voltage and current class. However, the central aspect of all designs is the semiconductor chip, which serves to switch a current and block a voltage. Power dissipation occurs during this process. The blocking losses are negligible in comparison to the switching and conduction losses of the power semiconductor, which are several powers of magnitude greater. In principle, three physical variables describe the main features that all power semiconductor components must have: Current I, voltage U and power P. These are referred to as: • Current handling capacity (ampacity) • Blocking voltage • Power dissipation Each manufacturer has its own unique way of implementing the observation of these essential points. These will be examined in more detail in the following section. Fig. 2.2 The essential principles of a power electronics component with a DCB 3 substrate 2.2 Materials for the construction of IGBT modules The construction of IGBT components is based on their electrical properties but also, and more importantly, on the thermal conditions, i.e. essentially, the storage and operating temperatures that can cover a temperature range from as low as -55°C at the lower end and up to 175°C (status: 2010) at the upper end. The materials used must function perfectly within the entire temperature range. Plastics, ceramics, metals (mainly copper and aluminium) and silicone gels have to work reliably, both on their own and in combination with other materials, without impairing the actual semiconductor chip. As mentioned in the introduction to this chapter, a variety of different concepts are used to manufacture power electronics components for different voltage and current ranges. Apart from the baseplate, DCB and the semiconductors, discrete IGBTs and IGBT 3 DCB = direct copper bonded. For more information, see chapter 2.2.2. 67 2 Construction of IGBT components modules with blocking voltages of up to 1.2kV and currents of up to typically 40A have solutions in which the package consists of a moulded compound. Parallel to these solutions, in the same power range and at higher voltages and currents, there are solutions for IGBT modules that comprise a plastic frame and lid as well as silicone gel. This latter construction is now the most frequently used by all manufacturers. Older generations of IGBT modules still in use were constructed with a plastic frame and lid, silicone gel and a final epoxy layer. There is also a variant, known as press-pack case, which is based on the package concept used for high performance thyristors. Fig. 2.3 Construction of a standard IGBT module with baseplate 2.2.1 Plastic frame The frame for all IGBT module concepts is made of plastic. So these plastics must match a high requirements specification. Firstly, the package plastics must be mechanically stable and demonstrate high tensile strength over the entire temperature range. Also critical are the temperatures which, in traction applications, for example, range from a minimum of as low as -55°C to a maximum of >125°C under electrical operation. In addition, many IGBT components, particularly in the low and medium power range, are soldered into printed circuit boards. During the soldering process, temperatures of >250°C are transferred to the plastic frame via the soldered connection of the IGBT component. The component package must also be able to withstand this process without becoming damaged. Thirdly, the plastic must be an electrical insulator. A high CTI value (chapter 2.8) is required in order to keep the creepage distances (present in the package) short and to permit a high degree of pollution during operation. 68 2 Construction of IGBT components The plastics used must also meet international standards and norms. All manufacturers of power electronics components are active worldwide, so their products must meet NFF, UL, CSA, CCC, IEC, EN and VDE standards. For example, IGBT modules used in traction applications must comply with NFF 16101 (the French fire protection standard). According to UL 94 VO, all plastics used must be self-extinguishing, even at very small wall thicknesses. They must also comply with UL 1557 (electrically isolated semiconductor devices), IEC 60749 (mechanical and climatic test), IEC 60747-19 (discrete and isolated power semiconductor devices). Last but not least, plastics, especially those in the low and medium power range, must comply with RoHS 4 regulations, which state that they must be free of halogen and antimony trioxide 5. Ideally, the plastics used must not absorb any moisture and must be capable to be printon afterwards (e.g. laser marking). To meet these stringent requirements, polymer plastics 6 are used. None of the standard polymers – PE (polyethylene), PP (polypropylene) and PVC (polyvinylchloride) – are used in power semiconductor components, because of the properties that are required. Instead, plastics such as PPS (polyphenylene sulphide) and PBT (poly butylene terephthalate) are used in standard IGBT modules and IPMs. PPS is a high temperature resistant thermoplastic material that resists temperatures of up to 240°C in continuous use. For short periods, such as in soldering, it can withstand temperatures of up to 270°C without damage. PPS also has exceptional electrical properties as a dielectric non-conductor with a high CTI value. PBT is another thermoplastic material with a typical initial temperature range of -50°C to 150°C. It can also withstand peak temperatures of up to 280°C. It is very rigid, has a high degree of fastness, and is dimensionally very stable. In addition, it has robust friction and wear resistance properties and good electrical insulating properties. In terms of CTI value, however, PBT has a lower value than PPS. PPA (polyphthalamide), PA (polyamide) and PET (polyethylene terephthalate) plastics are being used more and more frequently in high-voltage applications of IGBT modules from 2.5kV to 6.5kV blocking voltage. These plastics meet the NFF 16101 standard and have very good electrical insulating properties with CTI values >400. 2.2.2 Substrates DCB (direct copper bonded) substrates, or simply DCB, are the most widely used substrate materials in power electronics. They have been used for this purpose since IGBT modules first began to be produced. Initially, DCB substrates were used only in combination with copper baseplates. Nowadays, substrates are used in many IGBT module solutions, even without a baseplate. DCB substrates comprise a ceramic dielectric insulator, to which pure copper is applied and bonded to the ceramic with great adhesive strength in a high temperature melting 4 2002/95/EC Directive on the restriction of the use of certain hazardous substances in electrical and electronic equipment. This Directive requires Member States to ensure that, from 1 July 2006, new electric and electronic equipment put on the market does not contain lead, mercury, cadmium, hexavalent chromium, polybrominated biphenyls (PBB) or polybrominated diphenyl ethers (PBDE). 5 Antimony trioxide (Sb2O3) is an inorganic compound that used to be used as a flameproofing agent or flame retardant in plastics, including proofing agents such as casting resins and impregnating resins. 6 A polymer is a chemical compound comprised of chain or branched molecules (macromolecules) that consist of the same or similar units, which are known as monomers. 69 2 Construction of IGBT components and diffusion process. DCB are used with a copper finish or with additional nickel-plating on the copper surfaces. To prevent semiconductor chips from floating during the soldering process, some manufacturers also add a layer of solder resist to the DCB. The main ceramics in use are aluminium oxide (Al2O3), aluminium nitride (AlN) and, to a certain extent, silicon nitride (Si3N4). The substrates perform an important role in IGBT modules because of their low thermal resistance in comparison to other insulating W W , AlN: 130 to 180 ) and the superior thermal capacity materials (Al2O3: 24 m ⋅K m ⋅K and thermal spreading properties of the copper coatings. The mechanical stress applied to the silicon chip is low, because the coefficient of thermal expansion of Al2O3 ( ppm ppm ) and AlN ( 4.1 ) is far more suitable for the silicon semiconductor ( 7 .1 K K ppm ) than that of substrates based on metal and plastic. Because highly pure 4 .0 K copper is used, which is cooled by the baseplate or heatsink, the current handling capacity of DCB, even for modules with a nominal current of up to 3.6kA, is still sufficient. As for printed circuit boards, layouts can be realised on one level. The surfaces can be finished with chemical nickel and nickel/gold or with solder resist. Fig. 2.4 Construction of DCB and IMS substrates Specifically, a DCB has to: 70 • provide electrical insulation between the potential at the power component and the potential at the cooling medium; • conduct the current via the copper tracks; • provide good thermal connection to the cooling medium; 2 Construction of IGBT components • provide a high level of reliability in power cycling. IMS (isolated metal substrate) performs the same role as a DCB substrate in a power electronics component, although the IMS does not have nearly the breadth of application in power electronics as the DCB. Mainly because of the very poor thermal W ) and the coefficient of expansion, conductivity of the polymer insulator (1 to 4 m ⋅K ppm which is much greater than that of the semiconductor chip at 54 . K 2.2.3 Baseplate In the lower power range, IGBT modules without a baseplate are more frequently used (DCB or IMS modules). While those in the medium and high power range almost all have a baseplate. The baseplate is usually made of copper and is 3mm to 8mm thick, with a nickel coating of 3µm to 10µm. Alternatively other baseplate materials such as AlSiC (aluminium silicon carbide) or, less frequently, Cu/Mo (copper molybdenum) alloys, can be used. Fig. 2.5 Assembly examples The baseplate is not usually flat. It is curved, either convex or concave. This curvature is deliberate, in order to ensure optimal thermal contact with the cooling medium, as the baseplate expands in the subsequent application as the temperature increases. This expansion is different from the expansion of a DCB. A bi-metal effect occurs. The approach of the manufacturers who have understood this inevitable effect is to make a baseplate that shows optimal thermal transfer resistance to the cooling medium in hot 71 3 Electrical properties 3 Electrical properties 3.1 Introduction After looking at the semiconductor technology and the design aspects of IGBT modules in the previous chapters, the following will have its emphasis on the electrical properties. The static and dynamic characteristics will be examined in detail and the typical test methods will be illustrated. In the considerations below the electrical properties will be examined with an inductive load. This means that not the properties of the individual semiconductor by itself will be the focus, but instead the characteristics as they occur in the application and in conjunction with the usual components. The test circuits detailed in Fig. 3.1 and Fig. 3.2 will be used accordingly (see also chapter 12.6). Here too the interplay exists between the IGBT and the corresponding freewheeling diode as it does in the real application, due to the inductive load connected. A further consolidation of the subject of interplay and influence by the application on the switching and conduction characteristics of the semiconductors can be found in chapter 7. The equations used in this chapter to calculate the switching and conduction losses are mainly based on the works of D. Srajber and W. Lukasch [4]. Fig. 3.1 Test setup to characterise IGBT T2 The short circuit characteristics of the IGBT may also be analysed with the setup as outlined in Fig. 3.1. According to the type of short circuit either a short circuit jumper is used instead of the inductor L or the value of the inductor is only a few nH. The jumper replicates the short circuit type SC1, whilst the type SC2 is represented by the small inductance. Details are looked at in chapter 3.5.4. 117 3 Electrical properties Fig. 3.2 Test setup to characterise the freewheeling diode D2 3.1.1 Definition of terms 3.1.1.1 Voltages Collector-Emitter blocking voltage UCES • Voltage between collector and emitter with gate and emitter shorted. Here the collector current has a low and specified value which usually is equal to ICES. Collector-Emitter breakdown voltage U(BR)CES • Voltage between collector and emitter at which the collector current rises sharply, while gate and emitter are shorted. Collector-Emitter voltage UCES*sus • Voltage between collector and emitter with a specified gate-emitter control 1. The collector current has a relative high value here, at which the breakdown voltage is relatively unsusceptible to changes of the current. Collector-Emitter saturation voltage UCEsat • Voltage between collector and emitter at a specific gate-emitter voltage, where the collector current is mostly independent of this gate-emitter voltage. Gate-Emitter threshold voltage UGE(TO) • Voltage between gate and emitter at which the collector current has a specific low value. This is that moment at which the internal MOSFET channel of the IGBT begins to open and a low current begins to flow. Diode forward voltage UF • 1 Voltage between anode and cathode at a defined forward (conduction) current IF . The exact type of control is marked by the wild-card number * in the parameter UCES*sus. The definition of the wild-card identifier is regulated by the standard IEC 60747-7. 118 3 Electrical properties 3.1.1.2 Currents Collector current IC, IC,nom • The collector current generally or the nominal collector current. In datasheets also used for the maximum continuous DC collector current. Repetitive peak collector current ICRM • Maximum repetitive current within the time t (generally 1ms). Many manufacturers specify ICRM as twice the value of IC,nom. Gate-Emitter leakage current IGES • Leakage current flowing into the gate at a specific gate-emitter voltage, while collector and emitter are shorted. Collector-Emitter leakage (or cut-off) current ICES • Collector leakage current flowing at a specific collector-emitter voltage, usually the nominal blocking voltage UCES. Tail current ICZ • Collector current during the tail time tZ when the IGBT turns off. Diode current IF, IF,nom • The current generally or the nominal current through the diode in forward direction. In datasheets also used for the maximum continuous DC diode current. Repetitive diode peak current IFRM • Maximum repetitive current in forward direction of the diode within the time t (generally 1ms). Many manufacturers specify IFRM as twice the value of IF,nom. Reverse recovery current IRM • Maximum value of the recovery current depending on specified operating conditions. Output current Iout • Generally, but not necessarily, the output current of a half-bridge configuration. Iout is made up of the collector current IC and/or the diode current IF according to the actual control of the semiconductors. 3.1.1.3 Times Turn-on delay time td(on) or td • Time interval between the voltage pulse at the gate which turns on the IGBT and the start of the collector current rise slope. Usually 10% of the amplitudes of the gate voltage and the collector current are used as reference. Rise time tr • Time interval in which the IGBT is turned on and usually the collector current rises from 10% to 90% of its maximum value. 119 3 Electrical properties Turn-on time ton • Sum of the times td(on) and tr. Fig. 3.3 Turn-on times Turn-off delay time td(off) or ts • Time interval between the end of the voltage pulse at the gate which kept the IGBT turned on and the start of the collector current fall slope. The IGBT passes into the turned-off status. Usually 90% of the amplitudes of the gate voltage and the collector current are used as reference. Fall time tf • Time interval in which the IGBT is turned off and usually the collector current falls from 90% to 10% of its maximum value. If the 10% value is not on a straight line to the 90% value then a tangent is used as a substitute for the falling collector current and the 10% value of that is read. Turn-off time toff • Sum of the times td(off) and tf. Tail time tZ • 120 Time interval between the end of the turn-off time toff and the moment at which the collector current has dropped to a value of usually 2% of its maximum value. 3 Electrical properties Fig. 3.4 Turn-off times 3.1.1.4 Temperatures Virtual junction temperature Tvj • Temperature of the pn-junction of the power semiconductor. Since the temperature cannot be measured directly but can only be determined by indirect measures, usually the term "virtual" is added when quoted. For IGBTs and power diodes Tvj it is not defined for a specific pn-junction and not for a specific region of the pn-junction. For simplicity it describes instead the spatially distributed temperature in the active semiconductor. Depending on the operating condition, therefore, different temperature gradients may occur at different points. Depending on which point the product of voltage and current, in other words the dissipation loss, is greatest at the time. The typical equivalent resistances of an IGBT and a diode, at which dissipation losses may potentially occur, are plotted in Fig. 3.5. This shows that these losses may not just occur at the pn-junctions. For the IGBT in conduction mode RJ1 may be viewed as the main resistance for the arising dissipation loss. For the diode this is RJ respectively. 121 6 IGBT Driver Principle Monolithic level shifters Optocouplers Fibre optics Pulse transformers Coreless transformers Capacitive couplers Advantage - Disadvantage - no galvanic isolation cost - vulnerable to negative voltage (for IGBTs up to UCES ≤ 600V) transients (when no SOI technology is used) easy integration of further functions - no transfer of energy possible - ageing insulation capability typically up to - variance of propagation delay times 1.2kV - no transfer of energy possible - limited insulation voltage very good insulation properties - expensive very good EMC immunity. - variance of propagation delay times high insulation capability transfer of energy possible - required space small variance of propagation delay times cost insulation capability typically up to 1.2kV - no transfer of energy possible easy integration of further functions - limited insulation voltage small variance of propagation delay times - inherent large coupling capacitance cost - no transfer of energy possible - unusual for IGBT driver stages Tab. 6.6 Summary of different signal transmission concepts 6.3 IGBT gate drives As previously described, the isolated signals from the microcontroller are managing the power semiconductors (i.e. IGBTs) by means of the IGBT gate driver stage. In a nut shell, the IGBT gate drive is an amplifier, which amplifies the control signal by boosting the voltage and current levels. Fundamental aim of the gate drive is to charge and discharge the input and reverse transfer capacitances of the IGBT. As a consequence, the gate drive is (in addition to other influencing factors) responsible for the static and switching performance of the IGBT and thus also responsible for the associated conduction and switching losses. As described in the following sections of this chapter in detail, the gate drive can take over far more complex control than just turning on and off the IGBT. For instance, di du and during the switching phases may be protective functions and control of dt dt implemented. Therefore, first the basic circuits used for turning on and off the IGBT are presented, followed by a closer look at those more complex functions. Basically, the gate drive has to charge and discharge a capacitance. The charge of this capacitance is referred to as gate charge QG (chapter 3.5.3) and can be determined in principle in two ways: Using the voltage as a reference: 217 6 IGBT Driver QG = C ⋅ U Eq. 6.2 Using the current as a reference: QG = I ⋅ t Eq. 6.3 In practice, using a gate drive with a voltage reference has several advantages over a current source drive and is therefore described in more detail in the following. 6.3.1 Voltage source drivers Almost exclusively used today are IGBT gate drives based on a voltage source. They have the advantage over current source gate drives, that the power losses are dissipated in the gate resistors and not in the current source within the driver stage. Through the gate resistor it is also possible to adjust the maximum gate current. The derivation of the calculation of the gate current is explained in section 6.3.1.7. Other advantages are the relatively simple electronic circuits and controls. As of today the market is dominated by almost equal, but in realisation different, voltage source drivers like BJT emitter followers and MOSFET drivers. More recent generations as, for instance, the n-channel push-pull gate driver have been implemented with increased circuit integration in mixed signal ASIC 5. Fig. 6.16 Basic circuit of a voltage source drive Fig. 6.16 shows the basic circuit of an IGBT with a voltage source drive. As explained in the following sections of this chapter, the parasitics such as the gate inductance LGE are not negligible and have to be taken into account. 6.3.1.1 H-bridge circuit The H-bridge circuit allows a simple reversal of the potential at the IGBT gate. Here, the control signal is converted into an inverted and a non-inverted signal. The non-inverted 5 Mixed-signal ASIC (Application Specific Integrated Circuit) are integrated circuits that consist of both digital and analogue circuit components. An example of a mixed-signal ASIC with n-channel push-pull gate drive is the SCALE-2 IGD chip from CONCEPT. 218 6 IGBT Driver signal turns on the transistors T3 and T2 in the example of Fig. 6.17. Accordingly, the inverted signal turns on T1 and T4. When T3 and T2 are turned on, a positive supply voltage is present at the gate of the IGBT. A current, limited by the gate resistor RG, charges the input and reverse transfer capacitance of the IGBT. If the switches T1 and T4 are turned on, the positive supply voltage is present at the emitter of the IGBT. This is equivalent to a negative gateemitter voltage UGE and the previously charged capacitances will be discharged. The advantage of the H-bridge circuit is the unipolar supply voltage, i.e. no negative supply voltage is needed. The disadvantage of the H-bridge circuit is the more complex control of the transistors. Also more effort is required to attach a booster stage to increase the peak current capability of the driver stage. Furthermore, it is not possible to use just one common supply voltage for the driver stages of all bottom IGBTs in an inverter system. Each H-bridge circuit requires a separate isolated power supply. Fig. 6.17 IGBT gate drive with H-bridge circuit 6.3.1.2 Emitter follower in the gate path The circuit design of the (complementary) emitter follower is made of bipolar junction transistors. For a positive input voltage Uin the transistor T1 operates as an emitter follower (Fig. 6.18), which means that the output voltage Uout is equal to the input voltage minus the voltage drop of the base-emitter junction of T1. During this time T2 is switched off. The input and reverse transfer capacitance of the IGBT is then charged to the voltage level of: Uout = Uin − UBE = Uin − 0.7 V Eq. 6.4 As a consequence, to ensure the nominal turn-on voltage of 15V at the IGBT gate, the applied input voltage Uin has to be larger by the value of UBE, i.e. 15.7V. By control of T2 with a voltage Uin = UEE this transistor turns on and also operates as an emitter follower. 219 6 IGBT Driver T1 will be switched off. UEE can be equal to 0V, or any negative voltage not exceeding 15V (typical values are in the range of -5V to -15V) 6 7. The output current of this circuit is not limited by the transistors, but by the gate resistor and the lead inductances always present. In case the current capability of the transistors is not sufficient, a further booster stage can be connected to the output or more transistors are used in parallel to T1 and T2. Fig. 6.18 IGBT gate drive with complementary emitter follower Normally, the transistors T1 and T2 are controlled digitally, i.e. the IGBT is switched on and off with the full voltage swing of UCC and UEE (minus the base-emitter voltage drops). As described in the next sections, the analogous controllability of the emitter follower is an advantage when used together with additional protective circuits. The DC gain of the emitter follower transistors is defined by the hFE or B parameter. This value gives the ratio between the maximum output current IC of the BJT and the base current IB (Eq. 1.58). If the maximum IGBT gate current (determined by the gate resistor RG) is greater than the maximum BJT collector current given by IB and hFE, the transistor is shortly driven into its linear operating area and works as a current source. This operating mode should be avoided, as the charging and discharging of the IGBT 6 Since the threshold voltage UGE(TO) of IGBTs is in the range of 5V to 6V, usually turn-off voltages of -5V to -8V or even 0V are sufficient. Primary function of the negative turn-off voltage is to avoid an unwanted turn-on caused by parasitic effects (chapter 7.2). 7 A level shifting of the control signal of the microcontroller (which typically provides digital voltage levels of 0V and 3.3V, 5V or (seldom) 15V) is required to provide a bipolar control signal suitable to the supply voltages UCC and UEE of the emitter follower. 220 6 IGBT Driver capacitances is slowed down. The hFE parameter is typically listed in the datasheet of the BJT and is dependent on the load current and the junction temperature. Once the maximum IGBT gate current is determined according to chapter 6.3.1.7, the required base current IB of the emitter follower can be calculated using the hFE value. The charge and discharge current for the input and reverse transfer capacitances of the IGBT is provided by the buffer capacitors C. The buffer capacitors are stressed with a ripple current, of which the frequency is equal to the switching frequency of the drive signal. Therefore, only such capacitors are suitable which are designed for those frequencies. In case of drive controls for IGBTs and power MOSFETs, ceramic capacitors have to be used with a capacitance about ten times higher than the combined input and reverse transfer capacitances of the power device. Not recommended is the use of aluminium or tantalum electrolytic capacitors, because they are not designed for such applications and thus represent a reliability risk 8. Manufacturer Diodes Diodes Fairchild NXP ON Semiconductor npn-BJT ZX5T851G ZXTN2010Z MJD44H11 PBSS4350Z MJD44H11 pnp-BJT ZX5T951G ZXTP2012Z MJD45H11 PBSS5350Z MJD45H11 UBR 60V 60V 80V 50V 80V Package SOT223 SOT89 D-PAK SOT223 D-PAK Tab. 6.7 Example of common BJTs used for emitter follower circuits 6.3.1.3 Emitter follower in the emitter path Basically, the emitter follower in the emitter path uses the same circuit topology and design rules as the emitter follower in the gate path with the difference that no longer the gate, but the emitter is switched. To charge the IGBT capacitances, transistor T2 is turned on. To discharge the IGBT capacitances T1 is used. Compared with the circuit from Fig. 6.18 the operation is inverted. Using the emitter follower in the emitter path the IGBT gate is fixed to the ground potential of the driver stage. With the result that parasitic turn-on is prevented due to the du di or . Miller capacitance and/or emitter inductances and caused by high dt dt The circuit can be advantageous in the parallel connection of IGBTs. When using one driver stage for the paralleled IGBTs only small balancing currents are flowing between them as the "gate resistor" is placed in the emitter path. With regard to the supply voltage, UEE needs to be held constant at -15V, while UCC can have values in the range of 0V to 15V. A similar, but inverted requirement compared to the emitter follower in the gate path. Suitable transistors are found in Tab. 6.7. 8 For bootstrap circuits, however, aluminium or tantalum electrolytic capacitors are recommended in parallel to ceramic capacitors. 221 7 Switching behaviour in the application 7 Switching behaviour in the application 7.1 Introduction The switching behaviour of an IGBT and the associated freewheeling diode is influenced by many parameters in the application. Therefore, discrepancies from the characteristics described in the datasheet such as turn-on and turn-off behaviour may occur. Also certain rules need to be adhered to in order not to stress the power semiconductors in use unnecessarily or even to protect them from destruction. The following will look in detail at aspects of IGBT implementation for many different applications. 7.2 IGBT control voltage An IGBT is turned on or kept in the on-state by a positive control voltage between gate and emitter. Theoretically this voltage has to be at least at the level of the threshold voltage 1 UGE(TO). To turn an IGBT off or keep it in the off-state a control voltage between gate and emitter is required which is below the threshold voltage UGE(TO). As will be shown below, these theoretical values are in practice rather useless and have to be replaced by other voltages more relevant to the application. 7.2.1 Positive control voltage When a positive control voltage is applied between gate and emitter, or more precisely a positive control voltage higher than the threshold voltage, then the IGBT will be turned on. Due to the IGBT transconductance 2 the collector current IC is a function of the gateemitter voltage UGE. There is also a dependency on the saturation voltage UCEsat. This means: The higher the gate-emitter voltage the higher the possible collector current and the lower the resulting saturation voltage. To achieve the lowest possible conduction losses, which are determined by UCEsat = f(IC, UGE), it is thus desirable to work with a rather high positive control voltage. It has to be born in mind though that a high gateemitter voltage will allow a high short circuit current in case of a short circuit. In the application then, a compromise needs to be found between the conduction losses during normal operation and the maximum short circuit current in case of a fault. Common is 15V which is also shown in the datasheet as a characteristic value. The absolute maximum shown and guaranteed by the manufacturer is typically 20V. This should not be exceeded as otherwise, for example, dangerously high currents may result in case of a short circuit as mentioned above. The real maximum though may rise to 60V or even 80V and is determined by the voltage blocking capability of the gate oxide. Example: MV a flashcm over can be expected at 100V. What is not considered here are possible peaks in the field at the oxide edges, which may reduce the calculated dielectric blocking voltage. For a typical oxide gauge of 100nm and a specific dielectric strength of 10 1 The threshold voltage UGE(TO) depends on IGBT and manufacturer. 2 The transconductance gm defines the relation between an input voltage and an output current. The term transconductance is the abbreviated form of ‘transfer conductance’. Conductance is here the effective conductance of an electronic component. 290 7 Switching behaviour in the application The dependency of the short circuit current on the positive gate voltage is contemplated in chapter 7.6. Appropriate protection circuits were introduces in chapter 6. 7.2.2 Negative control voltage and switching with 0V By applying a negative control voltage the IGBT is turned off. Just as with the positive control voltage, a value of -20V must not be exceeded. Common is -15V which is also shown in the datasheet as a characteristic value. In the application, however, where cost plays a role aside from performance, it may not always be sensible to use this value. Depending on the application then, turn-off voltages in a range of 0V to -15V can be found, where the range of -5V to -10V has established itself in many applications. Reasons for this are: • Lower required driver power, which is directly proportionate to the voltage lift from the negative to the positive gate voltage. • Availability of driver IC. Many driver IC are developed on CMOS or BiCMOS 3 technology, which only shows a limited blocking capability of for example maximum 30V between positive and negative supply voltage. Taking supply voltage tolerances into account and sufficient safety margin to the maximum voltage limits, the usual negative gate voltages in a range of -5V to -10V result. • Minor cost savings with the power supply to generate the negative gate voltage. Low power applications often require a cost effective driver solution for the IGBT. To waive the negative supply voltage simplifies the design of the driver power supply and is hence very common in this power range. Parasitic turn-on needs to be mentioned as a disadvantage though when switching with 0V. For low power applications, a compromise between the cost factor and parasitic turn-on might be acceptable. In applications in the higher power range, however, parasitic turn-on is no longer tolerable, and also can be handled by application relevant measures only with great difficulty or not at all. Parasitic turn-on describes a process in which an IGBT which has already turned off is briefly turned on again. Typically, this happens in an IGBT configuration of a half-bridge topology (Fig. 3.9). Two different scenarios can now be described which both may lead to the inadvertent turn-on of an IGBT: • Parasitic turn-on due to the feedback effect of the Miller capacitance. The duCE between collector and emitter. driving force in this is the voltage change dt • Parasitic turn-on due to the feedback effect of the emitter stray inductance. The di driving force in this is the change in load current L . dt 3 BiCMOS combines bipolar and CMOS semiconductor technologies. Generally the input side is set up on CMOS basis and the output stages are based on bipolar technology in order to provide high driver power. 291 7 Switching behaviour in the application Fig. 7.1 Parasitic turn-on for UGE = 0V compared with UGE = -9V Fig. 7.1 exemplifies the process of parasitic turn-on in a measurement of the half-bridge test configuration according to Fig. 3.9 The left picture shows clearly two collector current peaks for IGBT T1. The first current peak is caused by the reverse recovery current of diode D2, whilst the brief turn-on of IGBT T2 causes the second current peak with a duration of approximately 50ns 4. This additional current pulse does not pose a risk directly for the power semiconductor. However, the extra losses in the IGBT may lead to a critical temperature rise and a reduction of the lifetime. Further, oscillations are generated which may cause disruptions in the control electronics of the driver stage or the controller. Different countermeasures such as the operation with a negative voltage at the gate of IGBT T2 will stop the parasitic turn-on under these conditions 5. Fig. 7.2 Dependency of the IGBT switching behaviour on the control voltage UGE 6 Another effect which occurs when turning off with voltages in the range of 0V to -15V is the change of the switching times. Exemplified is this in Fig. 7.2 when turning on and off a 1.2kV IGBT with a gate voltage of 0V/15V and -9V/15V. The turn-on process with 0V/15V compared to a gate voltage of -9V/15V shows a delay of approx. 200ns in this 4 Timebase here is 100ns per division. 5 IGBT T1 is still turned on with a gate voltage of 0/15V. In a real application, of course, both IGBTs are to be operated with the same gate voltages – in this example -9V/15V. 6 During the turn-on process the trigger point of the oscilloscope was set to the collector current IC, while during the turn-off it depended on the gate voltage UGE. The timebase is 500ns per division. 292 7 Switching behaviour in the application example. The turn-off process shows a delay of approx. 650ns. All other values such as duCE diC UCEmax, , and possibly occurring oscillations remain unchanged, however (no dt dt parasitic turn-on takes place). 7.2.2.1 Parasitic turn-on caused by the Miller capacitance When turning on for example the bottom IGBT T2 in a half-bridge configuration the duCE of the upper IGBT T1 changes (Fig. 7.3). The feedback collector-emitter voltage dt or Miller capacitance CGC leads a current iGC: iGC = CGC ⋅ duCE dt Eq. 7.1 This current now will flow via the possibly existing internal gate resistor RGint, the external gate resistor RGext as well as the internal driver resistance RDr to GND (GND in this case is the emitter potential of IGBT T2) and causes a voltage at the gate according to Eq. 7.2. uGE = iGC ⋅ (RG int + RGext + RDr ) Eq. 7.2 As soon as the voltage uGE is higher than the threshold voltage UGE(TO) of IGBT T1 the parasitic turn-on occurs. This, in turn, results in a half-bridge short circuit as the bottom IGBT T2 is already turned on. The duration of such a short circuit is usually in the range of some 10 to 100 nanoseconds and does not pose a direct danger to the IGBT. However, this causes an increase of the IGBT switching losses and that, provided the design criteria is marginal, may lead to the thermal destruction of the IGBT if the maximum permissible junction temperature Tvj,op is exceeded. Even if this does not occur, a reduction in lifetime (Power Cycling, chapter 14) may have to be accepted. Metrologically a parasitic turn-on in the application can be ascertained by a comparative measurement of changing the turn-off voltage between 0V and e.g. -8V. Fig. 7.3 Parasitic turn-on caused by the Miller capacitance As can be seen in Fig. 7.3, apart from the parasitic capacitance CGC there is another one: CGE. Part of the current iGC will flow directly to GND via this capacitance. Therefore, 293 7 Switching behaviour in the application an external capacitor CG between gate and emitter can reduce the Miller effect. Note, however, that a capacitor CG will influence the IGBT turn-on behaviour (chapter 6.6.2). Generally a small resistor should be connected in series with this capacitor in order to suppress or attenuate unwanted oscillations. These oscillations can originate because a resonant circuit has been created, consisting of the capacitor CG and the parasitic inductances. Another possibility to reduce the Miller effect results from Eq. 7.2. By using a small external gate resistor RGext the resulting voltage drop uGE may be reduced. RGext can be separated for turn-on and turn-off (chapter 6.6.1). Both of the above mentioned countermeasures have the disadvantage to influence the IGBT switching behaviour. A neutral measure to counteract the Miller effect is the socalled Miller clamp which is described in chapter 6.7.4. With the Miller clamp a very low impedance path is created during the turned-off phase directly from the IGBT gate terminal to GND. Typically, the maximum voltage drop uGE caused by iGC is below the IGBT threshold voltage. 7.2.2.2 Parasitic turn-on inductance caused by the emitter stray IGBT modules and discrete IGBTs (with integrated freewheeling diode) show a stray inductance between the emitter on the actual chip and the external emitter terminal. Both for discrete IGBTs and IGBT modules in the low power range the external emitter connection is the main path for the load current as well as the reference for the driver stage. For modules in the medium and high power range, the emitter connection is often split. So that two terminals exist: A dedicated terminal, the auxiliary emitter for the driver, and a second connection, the load terminal, for the load current. Fig. 7.4 Parasitic turn-on caused by the emitter stray inductance When the freewheeling diode turns off a current transition occurs over the stray inductance LσE between chip emitter and load emitter. This current transition causes a voltage uσE: 294 8 Connecting IGBT modules in parallel and in series 8 Connecting IGBT modules in parallel and in series 8.1 Introduction Chapter 2.5 has already dealt with connecting IGBT chips in parallel within modules. This chapter will examine the specific requirements when these modules are connected in parallel and in series. There are two points that always have to be examined in detail in relation to connection in series and in parallel: • Static behaviour of connection in parallel and in series. • Dynamic behaviour of connection in parallel and in series. The following parameters must be noted with regard to static behaviour: • Parallel connection - Differences in ohmic resistance for each phase-leg connected in parallel. - Imbalance and temperature dependence of the output characteristic IC = f (UCE , Tj ) of the IGBT and the forward voltage characteristic IF = f (UF , Tj ) of the freewheeling diode. • Series connection - Differences in reverse blocking currents for each component connected in series. - Imbalance and temperature dependence of the saturation voltage UCEsat = f (Tj ) of the IGBT or the forward voltage UF = f (Tj ) of the freewheeling diode. Thus the following factors must be considered with regard to dynamic behaviour: • • 324 Parallel connection - Differences in inductance between each phase-leg connected in parallel. - Imbalance and temperature dependence of the transfer characteristic IC = f (UGE , Tj ) of the IGBT and IF = f (UF , Tj ) of the freewheeling diode. Series connection - Differences in the gate drive of each of the components connected in series. - Imbalance and temperature dependence of the gate turn-on (threshold) voltage UGE(TO) and the turn-on and turn-off delay times td(on) and td(off) of the IGBT. The imbalance of the reverse recovery charge Qrr is relevant for the freewheeling diode. 8 Connecting IGBT modules in parallel and in series 8.2 Parallel connection While the motivation for connecting chips in parallel within an IGBT module results from the availability of chips with specific current handling capacities, other factors can play an important role when IGBT modules are connected in parallel in the application: • No IGBT module of the required current rating is available. For example, the requirement is to switch a current of nominally 5kA, but the largest IGBT module currently offered by suppliers in the voltage range up to 1.7kV has a nominal value of 3.6kA. It will therefore be necessary to connect two or more modules in parallel, depending on the current rating actually selected. • There is no IGBT module available in the desired package configuration in the correct current rating. For example, the requirement is to use only modules with a particular package configuration. Each package configuration has a maximum limit for the current within the package family, e.g. currently 900A for 62mm IGBT modules. If, for any reason, it is not possible to use a different configuration instead, this will also be a case of having to use parallel connection, if the expected load exceeds the properties of the individual module. • There is a need to scale the inverters so as to have only a few specific mechanical platforms. What usually happens in this case is that a particular module package is chosen, which means that the amount of current an individual module can utilise is limited, as described above. DC-bus stray inductance AC output inductance Temperature difference between IGBT modules Saturation voltage UCEsat Forward voltage UF Gate-emitter threshold voltage UGE(TO) AC output resistance DC-link resistance Gate drive voltage UGE Gate turn-on and turn-off delay time Gate loop resistance Gate loop induction Magnetic field influence Static current symmetry o + ++ Dynamic current symmetry ++ + ++ ++ o o ++ ++ ++ + o o o + ++ o o o ++ ++ + Tab. 8.1 Static and dynamic dependencies of current mismatching in parallel connection Where IGBT modules are used connected in parallel, there are many specific points to be noted. If the parallel connection is not set up properly – including selection of the correct IGBT modules, the design of the IGBT gate drive and DC-bus and, where relevant, the output filter – slight or severe current mismatching can occur in the modules. This can eventually cause overloading of a module and failure of the application. When connecting in parallel, it is therefore important to ensure that, in both 325 8 Connecting IGBT modules in parallel and in series static and dynamic operation, the current is always properly distributed through all modules connected in parallel. Static symmetry used to be considered very important but, with the use of modern chip generations, this is no longer true, as dynamic balance in parallel connection is much more significant. This will be dealt with in more detail below. Furthermore, cooling must also be taken into account as an additional parameter. 8.2.1 Notes on static operation The classic way of determining current distribution in modules connected in parallel is to use the static approach, where "static" describes only the behaviour of the power electronics component in its environment in a state of being permanently switched on. This section discusses the saturation voltage and the forward voltage of the components and their behaviour at different temperature levels in detail. While the first generations of IGBT chips, which were based on the punch through concept, had a negative temperature coefficient, modern IGBT chip generations – as described in chapter 1.5 – have a positive temperature coefficient. Increasingly, technologies are being used for freewheeling diodes that leave them with only a very slight negative temperature coefficient or even allow them to change to a positive temperature coefficient at nominal current and above. This development provides extensive assistance when IGBT components are connected in parallel. Parameter variance for power semiconductor components has also improved a great deal. Continually rising production runs have optimised the manufacturing process to such an extent that in most cases, it is sufficient to use IGBT modules with identical date codes 1 connected in parallel. It is no longer common practice to select according to UCEsat or UF classes. The following example shows the relationship between the output characteristics of an IGBT and the way the current is distributed at typical and maximum values (Fig. 8.1). This calculation becomes necessary when components are connected in parallel without being selected, i.e. without knowledge of their UCEsat values or of the date code. In this case, the maximum parameter variance is taken into account; this is specified in the manufacturer's datasheet. The first step is to linearise the characteristics for the temperature under consideration. In the example below, the temperature of 125°C has been selected. Assuming that the UCE0 value is identical for both the typical and the maximum values, only the linearised characteristics need be shown, by starting from UCE0 in each case, and drawing straight lines to the values stated in the datasheet for UCEsat,typ and UCEsat,max. In parallel connection, the lowest UCE voltage will always appear across the IGBTs, so that the IGBT with the lowest value (here UCEsat,typ) carries the highest current and the IGBT with the highest value (here UCEsat,max) carries the lowest current. In the example below, therefore, the IGBT with UCEsat,typ has a static current of 1000A and the other IGBT has a static current of 756A. In order not to overstrain the power electronics component statically, this means that the total nominal current (1756A) of the two IGBTs in parallel connection is less than the total if they are switched individually (2000A). 1 The date code indicates the date on which the components were manufactured, printed on the components as a number or in a barcode. It cannot automatically be assumed, however, that IGBT modules with the same date code also contain IGBT chips from the same batch of wafers. 326 8 Connecting IGBT modules in parallel and in series Fig. 8.1 Output characteristics of an IGBT Reducing the static total currents in a parallel connection is also called derating and can be calculated according to Fig. 8.1. The factor δder is known as the derating factor and is stated as a percentage. I δder = 1 − tot ⋅ 100% n ⋅ Inom Eq. 8.1 Itot: Total current in the parallel connection Inom Nominal current of a module (DC) n: Number of modules connected in parallel The values from the above example produce a derating factor δder for the parallel connection of two modules, each of Inom = 1000A, of: I 1000 A + 756 A δder = 1 − tot ⋅ 100% = 1 − ⋅ 100% = 12% ⋅ n I 2 ⋅ 1000 A nom For three modules, assuming that one module has a typical value and two modules have the maximum value, the derating factor is: I 1000 A + 756 A + 756 A δder = 1 − tot ⋅ 100% = 1 − ⋅ 100% = 16% 3 ⋅ 1000 A n ⋅ Inom The calculation shown here can be regarded as a worst case scenario. In reality, however, there is often much less variance in the UCEsat values of the IGBTs. In addition, some manufacturers offer a classification system for their IGBTs using UCEsat categories or refer to the date code. It is preferable to use IGBTs from the same UCEsat category or date code for parallel connection. Finally, static current mismatching is only part of the picture, as the dynamic influences must be considered as well. 327 8 Connecting IGBT modules in parallel and in series Fig. 8.2 Static current distribution in IGBT modules connected in parallel Calculating current distribution for diode currents is the same as calculating the distribution of static current for the IGBTs. The UF-IF characteristic is used. For static current distribution, it is important to ensure that the connected feed conductors to each individual IGBT module differ only minimally in terms of ohmic resistance RDC. This is achieved by a symmetrical design. The supply should generally be very low-impedance, so as to minimise conduction losses and eliminate the effect of differences in resistance individually. Also the connection terminals have to be included with the resistance RAC when considering the ohmic resistances. These need to be free of contamination and corrosion before the parallel connection is set up. After that, during operation, it must be ensured that all modules connected in parallel are cooled evenly. Discrepancies in cooling for a module or module segment lead to displacement of the static operating point, because the UCEsat and UF characteristics are temperature dependent. Furthermore, because it influences the UCEsat voltage of the IGBT, the gate emitter voltage UGE should show identical values for all IGBTs connected in parallel. 328 8 Connecting IGBT modules in parallel and in series TM Fig. 8.3 Example of an AC bus bar for parallel connection of three EconoDUAL modules 32 8.2.2 Notes on dynamic operation Dynamic operation refers to the power electronics component turning on and off. The higher the switching frequency of the IGBTs, the greater will be the influence on the overall system of the dynamic current balancing. This can even progress to the extent that the switching frequency for hard switching is so high that static influences play only a very small role in the balancing of the currents. The key factor in optimising dynamic current distribution in modules connected in parallel is the design of the DC-bus and the IGBT gate driver stages. The goal in this case is: • To make the stray inductance in the commutation path of each module identical (Fig. 8.6 and chapter 7.7.1). • To make the turn-on and turn-off times of all paralleled switches identical. The smaller the discrepancies between the stray inductances and the gate driver parameters, the better will be the current distribution during turn-on and turn-off. However, please note: 2 EconoDUALTM is a protected trademark of Infineon Technologies. 329 13 Inverter design 13 Inverter design 13.1 Introduction When designing inverters, apart from suitable power semiconductors a number of critical components must be considered. This includes the selection and design of the gate drive, the DC-bus, the control logic and, additionally, to comply with national and/or international standards. Some of these points were covered in other chapters, so that the focus of this chapter will be additional aspects. 13.2 Functional inverter components The block diagram of a typical three-phase inverter includes the following sub-systems, as depicted in Fig. 13.1: • Power section (subdivided into input circuit, DC-bus and output circuit) • Filter (mains input, DC-bus and inverter output) • Gate control unit • Cooling of the power electronic components • Sensors (current, voltage and temperature measurement) • Control logic (microcontroller) • Interface (man-machine interface and/or possibly to a supervising control logic) Fig. 13.1 Block diagram of a typical inverter If viewed from the mains side, first the input circuit is found which transforms the AC of the mains to a DC for the DC-link or DC-bus. Depending on the application or the requirements, this input circuit could be uncontrolled i.e. a diode bridge, or it may be half or fully controlled. For the half or fully controlled bridge it is common to use thyristors (SCRs). If there is a requirement to regenerate the energy back into the mains the input 456 13 Inverter design is either constructed with an SCR or IGBT/FWD bridge, which will allow a bidirectional flow of energy. Also the DC-bus can be boosted, which is usually realised with IGBTs. The DC-bus follows the input circuit, and it is either set up as a current or a voltage source. While the first provides a constant current within the application requirements, the latter will provide a constant voltage for the output. If the input section cannot regenerate into the mains, it is common to integrate a chopper circuit (dynamic brake) in the DC-bus. This circuit, also referred to as a brake chopper, dissipates the energy fed back into the DC-bus from the load using a resistor. Otherwise, in a voltage source DC-bus for example, the voltage would rise above the maximum rated voltage of the capacitors and the semiconductors, and might cause the destruction of the inverter. Followed by the DC-bus is the output circuit, which, within the framework of this book, consists of an IGBT bridge. The purpose of the output section is to convert the DC from the intermediate section into a voltage and frequency adjustable AC. To avoid distortion of the mains voltage, filters are placed at the input of the inverter. These can be realised as passive LC or active combinations integrated into the input circuitry. The aim is to bring the power factor of the inverter at the mains side to 1 or close to 1. Filters at the output side, however, have a different function. Their purpose is to limit rapid current and voltage gradients originating from the fast switching power semiconductors of the output section, and thus to minimise the electro-magnetic interference. The filters also reduce the displacement currents in motors and cables, which may lead to problems for the motor insulation and/or the bearings. Further, the filters protect the power electronic components by reducing the reversal charge du , motors are sufficiently protected against currents. By limiting the voltage gradients dt these problems. The control of the power semiconductors in the input, DC-bus and output section is done with the appropriate driver units. Usually the drivers are separately designed for the individual circuits due to the specific application and the location within the inverter. Aside from the actual control of the power semiconductors, i.e. turning on SCRs and turning on and off IGBTs, driver units contain more or less complex protection functions. The protection functions are there to prevent the destruction of the semiconductor switch in case of a fault. Generally, these protection functions only work for the associated switch, sometimes for the associated half-bridge and rarely for the entire output bridge. To shut down the complete inverter, however, is not the job of the protection function of the driver unit. This is in fact the job of the control logic. The control logic collects status signals from the driver stage as well as output signals of selected sensors. Relevant sensors in the inverter are current sensors which pick up the load current. Also, voltage sensors that monitor the DC-bus voltage and, depending on the application, keep an eye on the mains voltage. In addition the temperature is monitored. This is picked up either by sensors buried in the heatsink or by integrated temperature sensors in the power semiconductor components. The latter are thermistors (NTC) and IGBTs with integrated temperature sensor. The control logic evaluates all the existing data and compares it with the set values, which are determined by an external interface to the user or possibly supervising control logic. The control of the driver is done according to the stored algorithms in the control logic and the driver then controls the power section. 457 13 Inverter design 13.3 Voltage ratings When selecting components for an inverter, voltage levels arising under various conditions need to be considered. These conditions include the nominal mains voltage Unom,RMS for mains operated inverters. Further, the DC-bus voltage which, in battery and fuel cell operated inverters, is synonymous with the supply voltage Unom,DC. Also the switching over-voltages occurring, as well as the maximum voltage permitted for a maximum current in order to stay within the specified SOA of the components. The DC-bus voltage is derived from the supply voltage either directly (e.g. with battery operation) or indirectly (with input rectifier and DC-bus capacitor). For mains operated inverters the mains variations must be included in the calculation. The over-voltages that occur are typically in the region of 10% for low-voltage industrial applications, around 15% for medium-voltage applications and 20% for traction applications. With battery operated inverters an increase of 20% of the nominal value Unom,DC is a good guideline. The following calculations for the DC-bus voltage apply, where s1 is the safety margin: s UDC = 2 ⋅ Unom,RMS ⋅ 1 + 1 100 Eq. 13.1 s UDC = Unom,DC ⋅ 1 + 1 100 Eq. 13.2 Apart from other factors, the level of the DC-bus voltage also determines the failure rate of the power semiconductor breakdown caused by cosmic radiation (chapter 14.8) as well as the long term stability of the specified blocking currents. As mentioned in the previous chapters, over-voltages occur at the power semiconductors during the switching processes. These depend mainly, but not exclusively, on the stray inductance of the commutation path. When selecting the power semiconductors, the required blocking voltage of the components is estimated based on the DC-bus voltage plus a safety margin s2. With smaller stray inductances 50% can be used as margin and with medium stray inductances 60%. "Small" and "medium" are parameters, which depend on the application under consideration. s UCES = UDC ⋅ 1 + 2 100 Eq. 13.3 Once the result exist from the calculation of Eq. 13.3, which is based on two-level inverters 1, select the component with the next higher available voltage rating. Tab. 13.1 exemplifies an overview of common supply voltages and derived DC-bus voltages, as well as preferred voltage ratings for IGBT power semiconductors. 1 For three-level inverters the required IGBT voltage rating can be halved. 458 13 Inverter design Nominal supply voltage Unom,RMS/Unom,DC 230VRMS 400VRMS 750VDC 690VRMS 1.0kVRMS 1.5kVDC 2.3kVRMS 3.0kVDC Nominal DC-link voltage 360V 620V 900V 1.07kV 1.56kV 1.80kV 3.58kV 3.60kV Preferred IGBT voltage class (two-level) 600V 1.2kV 1.7kV 1.7kV 2.5kV 3.3kV 6.5kV 6.5kV Tab. 13.1 Selection of relevant voltage levels for two-level inverters 13.4 Parasitic components An inverter design consists of active and passive components. Amongst others, the active components are IGBTs and diodes, whilst resistors, inductors and capacitors belong to the passive components. Aside from these designed-in components, other parasitic elements exist. A parasitic component means an attribute, which does not originally belong to an ideal component. Two examples below: An ideal resistor is defined only by its current and voltage proportional behaviour. However, every resistor exhibits a more or less distinctive inductance, which is in series to the ideal resistance. This results in a deviation of the behaviour of the resistor which di ) passing through depends on the change over time of the current (current gradient dt the resistor. According to the sign of the current gradient, a time dependent voltage increase or decrease will result across the resistor. Only with constant current will the resistor behave ideal (Fig. 12.6). The second example depicts a transformer (Fig. 13.2), which, for example, could be implemented as a transducer in a switch mode power supply of the IGBT driver stage. Apart from the energy transmission, in this application the transformer also functions the separation of the high-voltage side from the low-voltage side. The ideal transformer is defined by two coupled inductors and the turns ration N1 to N2. In a first step this model is expanded by the resistive components of the windings (R1, R2), the winding capacities (C1, C2) as well as the separation into main inductance (L1) and stray inductance (Lσ1, Lσ2). With regard to the separating function, however, the parasitic coupling capacitance (C12) between primary and secondary side need to be included. Especially in driver stages, a significant current may flow from the secondary side (IGBT high-voltage path) to the primary side (low-voltage path or controller side) and cause disturbances. This displacement current I12 results from: I12 = C12 ⋅ duCE dt Eq. 13.4 duCE is the voltage gradient between collector and emitter when the IGBT dt switches. Here 459 13 Inverter design Fig. 13.2 Transformer equivalent circuit Aside from these two examples, parasitic effects exist in a multitude of inverter circuit functions. Some of them are listed in Tab. 13.2. Inductive parasitic (stray inductance) DC-link Interconnection IGBT driver to IGBT gate Wide track loops on PCB IGBT module (internal layout) Capacitive parasitic (coupling capacitance) Transformer Optocoupler Cable of output phase IGBT module (active part vs. baseplate) Tab. 13.2 Examples of parasitic components inside an inverter) Apart from a few exceptions, one aim of the inverter design is to minimise such parasitic effects in the best possible way. With regard to the IGBT switching behaviour, the design of the DC-bus is of great importance and will be closely examined in the following section. 13.5 DC-bus The DC-bus forms the link between the inverter input and output circuit and consists of one or several capacitors in most applications (DC-busses with inductors as energy storage will not be detailed in this context). Such a DC-bus – with possibly high capacitance – may not be connected to the mains without special provisions. The charge current would be too high and detrimental in other respects. Thus, the input rectifier or its semiconductors may be damaged by the short term current pulse. A further effect could be a voltage overshoot at the DC-bus capacitors if the mains impedance is unfavourable. In addition, the mains disturbance caused by the current pulse is unacceptable and has to be reduced. A solution is, therefore, a soft-charge circuit as described in chapter 11.2. 460 14 Quality and reliability 14 Quality and reliability 14.1 Introduction The quality and reliability of power devices are of high priority. This is essentially based on the fact that the devices are often used in exposed and/or critical (sometimes even life-critical) applications. Further, the fact that the power semiconductors will play a significant part in the application cost. Therefore, manufacturers carry out extensive testing and qualification programs, in order to meet the expectations of the users of such components. On the other hand, it is the responsibility of the designer to select suitable components for each application. Manufacturers provide a variety of tools and data with which a reasonable estimate of the operational capability and service life of a component in the application can be achieved. The goal of any "good" design should be to calculate for a lifetime longer than the customer expects and extend the design criteria beyond the specification. This then results in a so-called robust design as depicted in Fig. 14.1. Fig. 14.1 Robustness of a design A failure is defined as total or partial loss of function of a component which, at the beginning of the operational exposure, could be classified as to be free from defects. In general, two types of failures can be distinguished: Sudden failure and drift failure. With sudden failure, the failure may occur at any time and is not predictable. Drift failures occur, however, due to a gradual change of state. The time of failure can be predicted in principle. A limit must be set, beyond which the component is considered as to have failed. 14.1.1 Failure rate, FIT, MTBF and ppm The failure rate λ is defined as the total number of defects n of a certain number of components N during the time ∆t. The failure rate for components is normalised to one failure per one billion device-hours and is quoted in the unit of FIT, which stands for "Failure in Time". 1 FIT = 1 109 h Eq. 14.1 487 14 Quality and reliability The failure rate λ is determined experimentally or by statistical analysis of a current production. A defined number of samples N of the same type is operated under defined conditions with rated load. The number n of components failed within the period of observation ∆t will be counted. In a current production then, the ratio of all products manufactured may be related to the returns from the field. λ= n N ⋅ ∆t Eq. 14.2 If, for example, n = 4 failures in a total of N = 8000 components in the time of ∆t = 5000h, then the failure rate results as follows: λ= 4 1 = 8000 ⋅ 5000h 107 h If the failure rate is to be specified in FIT, then: λ= 10 −7 h−1 = 100 FIT 10 − 9 h−1 Overall, it is desirable to minimise the FIT rate, both at component level and at system level. FIT rates of complex systems are calculated by simply adding the FIT rates of its individual components, as far as there is no inherent redundancy. If for example, an IGBT module has a FIT rate of 100 and has 24 internally parallel connected chips, it follows that each chip is limited to a FIT rate of 4.2. This statement relates, however, not to a particular module, but is a statistical statement for modules in large production quantities. Manufacturers today achieve FIT rates for IGBT modules in the range of 100 and lower. If the FIT rates of individual components are known, the MTBF value of an existing system of several of these components may be calculated. These components do not have to be IGBT modules. MTBF stands for "Mean Time Between Failures" and is defined as: MTBF = 1 ∑λ Eq. 14.3 The relationship is illustrated with an example. Having 40 components, 20 of which have a FIT rate of 125 FIT, 15 a value of 350 FIT and 5 a value of 300 FIT. The MTBF value is thus: MTBF = 1 ∑ 40 35 20 λn + n =1 ∑ λn + n = 21 ∑λ n n = 36 1 20 ⋅ 125 FIT + 15 ⋅ 250 FIT + 5 ⋅ 300 FIT 1 = − 9 −1 20 ⋅ 125 ⋅ 10 h + 15 ⋅ 250 ⋅ 10 − 9 h−1 + 5 ⋅ 300 ⋅ 10 − 9 h−1 = ≈ 129000h 488 14 Quality and reliability Another statistical value is "ppm" (parts per million). This describes the ratio of the number ndelivered of all components delivered to the number of failures nfailed for the same period. However, only failures are counted which occur during operation under component specification. To calculate the ppm rate, all components are entered beginning with series production. Prototypes, engineering samples or other samples are not taken into account. ppm = n failed ⋅ 10 6 n delivered Eq. 14.4 14.2 Failure mechanisms in the application As described above, two general types of failure mechanisms can be distinguished: • Sudden failures, i.e. spontaneous, unpredictable failures and • Drift failures, i.e. predictable failures, which develop slowly over time. One of the main tasks of the application engineer is to prevent sudden failures. The application has to be designed such that no failure occurs considering all relevant parameters. This could be done by redundant systems, enhanced protection measures, etc. The manufacturer of the component used in the target application has, in practice, virtually no way to design the component accordingly. Instead, the correct selection of the component and the engineer's system design determine the risk of a sudden failure. The manufacturers of power devices offer support for the choice of the appropriate component. And often they offer direct or indirect support by internal or external application engineers, and calculation and simulation software for the design process of the target application. With regard to drift failures, the long-term stability of the component that is determined by the manufacturer and subsequently cannot be changed, plays a decisive role. For the design engineer, it is therefore necessary to obtain sufficient data on the characteristics of the component with respect to its long-term stability in the target application. Manufacturers typically provide data such as power cycling and thermal cycling diagrams. Based on these data, together with the individual load profile of the application, a statement can be made with regard to the life of the component and its suitability. Fig. 14.2 depicts an overview of different failure mechanisms, all of which can ultimately lead to the failure of an IGBT power semiconductor. The gray boxes show the causes of sudden failures. The shaded boxes stand for causes that can lead to drift failures. A special point here is "improper handling", which can lead to ESD induced failures. Depending on the degree of damage, the failure might show up immediately or only after a longer period (pre-damage). A special failure mechanism that can occur due to cosmic particle radiation is not listed in the summary. This is dealt with separately at the end of this chapter. 489 14 Quality and reliability Fig. 14.2 Overview of failure mechanisms of IGBT power semiconductors 14.3 Acceleration models To ensure the reliability of components in their subsequent application, the manufacturers have to carry out test and qualification measures. Requirements for power devices in terms of their longevity in the target application are in the range of a few years up to 30 years for traction applications. Evidence that the components are suitable for the applications would normally take as long as the lifetime of the application itself. This is obviously not a practical way of proof. Therefore, tests are carried out at a higher stress but less testing time, which means that the tests are accelerated. The parameter AF is the acceleration factor for the test. 490