Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Nanochemistry wikipedia , lookup
Ferromagnetism wikipedia , lookup
Viscoelasticity wikipedia , lookup
Density of states wikipedia , lookup
History of metamaterials wikipedia , lookup
Work hardening wikipedia , lookup
Crystal structure wikipedia , lookup
Fracture mechanics wikipedia , lookup
Carbon nanotubes in interconnects wikipedia , lookup
Scanning SQUID microscope wikipedia , lookup
Radiation damage wikipedia , lookup
Fatigue (material) wikipedia , lookup
Sol–gel process wikipedia , lookup
Electromigration wikipedia , lookup
Shape-memory alloy wikipedia , lookup
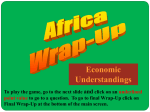
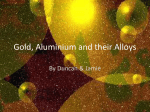
Materials Science and Engineering, A185 (1994) 39-43 39 Application of grain boundary engineering concepts to alleviate intergranular cracking in Alloys 600 and 690 C. Cheung and U. Erb Department of Materials and Metallurgical Engineering, Queen's University, Kingston, Ont. K 7L 3N6 (Canada) G. Palumbo Ontario Hydro Research Division, 800 Kipling Avenue, Toronto, Ont. M8Z 5S4 (Canada) (Received Augusl 13. 1993) Abstract Nickel-based alloys used in nuclear steam generator tubing have been found to be susceptible to intergranular stress corrosion cracking while in service. Following a recently developed model, grain boundary engineering concepts may be used to alleviate these concerns. This paper presents a report on the grain refinement approach in the proposed model which results in a higher probability of arresting stress corrosion cracks before reaching a critical length at which failure occurs. For this purpose, an electroplating system was developed to produce ternary Ni-Cr-Fe alloy coatings. Electroplating conditions are given for the production of Alloys 600 and 690 having an average grain size in the range 100-250 nm. 1. Introduction Alloy 600 (UNS N06600) has been used in the nuclear industry for steam generator tubing applications; however, this alloy has been shown to be prone to both primary and secondary side intergranular stress corrosion cracking (IGSCC)(see for example refs, 1 and 2). More recently, Alloy 690 has been considered as a replacement option. However, its long-term resistance to cracking has yet to be fully addressed. In this context, Palumbo et al. [3] have shown that a grain boundary engineering approach may alleviate these concerns. A model was presented which indicates that the probability P of arresting an intergranular crack is given by p =fsp2 + 2 [f~p( l --~p )] (l ) where f~ is the fraction of interfaces in the material which are susceptible to cracking or unfavourably oriented to the stress axis (note that f0 is strongly dependent on the grain aspect ratio) and fsp is the fraction of non-susceptible grain boundaries. The probability g of arresting a crack within a length L less than Lcr~t at which material failure occurs was shown to be given by the following equation: 1 -g=(1 - e ) 2L/~t (2) where d is the average grain size. From the argument put forth, the probability of crack arrest can be (1921-5093/94/$7.00 SSDI 0921-5093(93)09456-S increased by three fundamental approaches: increasing ~p, decreasing d or altering the grain shape (i.e. changing f0). In other words, a material's resistance to IGSCC can be increased by increasing the number of nonsusceptible grain boundaries in the material, decreasing the overall grain size or having shape-modified grains oriented favourably to the stress axis. The first approach takes advantage of the properties of special grain boundaries. In a recent paper, Aust et al. [4] pointed out the importance of special Z boundaries; they are less susceptible to solute segregation, more stable in terms of grain boundary sliding, fracture and cavitation, have greater resistance to localized corrosion etc. Palumbo et al. [5] confirmed that low Y boundaries are more resistant to IGSCC in Alloy 600. Thus one can alter the bulk properties of the material by incorporating more of these boundaries into the material. Palumbo et al. [6] have also shown that such an increase in special boundaries may be achieved through annealing twin formation. According to this analysis, a "twin-limited microstructure" consisting entirely of low Z boundaries can be achieved for a polycrystal with twin boundary densities approaching two thirds. More recently, a thermomechanical process has been developed by Palumbo [7] through which the population of special boundaries by twinning is increased to values in excess of 65% from nominally about 10% in conventionally processed polycrystalline Alloy 600. © 1994 - Elsevier Sequoia. All rights reserved 40 C. Cheung et al. / Alleviation of intergranular cracking in Alloys 600 and 690 The second and third approaches involve grain size and shape control. It has been shown in previous studies that a stress corrosion crack dictates at one triple junction and then propagates along a grain boundary directly to another junction where it is arrested and has to be re-initiated for further propagation [5]. Therefore decreasing the overall grain size indicates the increase in the number of triple junctions in the material and accordingly the probability of arresting a crack before it reaches a critical length Lcrit at which failure occurs. For example, a component of 1 mm thickness having a conventional grain size of 50 /zm possesses approximately 20 triple junctions as possible sites for crack arrest across its entire thickness (Fig. 1 (a)). On the contrary, if the grain size is reduced to 0.1 /~m (100 nm), a coating of only 50/~m thickness, which is the diameter of 1 grain in the conventional material, has approximately 500 triple junctions across the coating (see Fig. l(b)). As a result, the probability of crack arrest is increased considerably, leading to a higher resistance to cracking. Several techniques are now available for producing nanocrystalline materials such as sputtering, gas condensation and electroplating [8]. Sputtering is hard to control while gas condensation is capital intensive and the production rate is rather low. Moreover, the deposition of such a nanocrystalline coating onto a finished product by sputtering and gas condensation is technologically difficult. Electroplating, on the contrary, is much more suitable for large-scale industrial applications in terms of control, flexibility, cost and the relatively high rate of production. Electroplating is also highly useful for producing materials with different grain shapes (see Fig. 1 (c)), which has been previously shown to affect the parameter f0. The overall objective of this study is to develop an electroplating technique for producing IGSCCresistant Ni-Cr-Fe alloys through grain size reduction and grain shape control. Such a process if developed as a coating technology could be applied as an in-situ remedial measure for the rehabilitation of nuclear steam generators [9]. In this paper, results pertaining to the grain size reduction approach are presented. 2. Experimental details Past research in electrodeposition of Ni-Cr-Fe ternary alloys has dealt with compositions which approximate that of 18-8 Cr-Ni stainless steel and a large number of different electrolytes have been utilized [10-18]. However, electrodeposition of alloys which have a higher Ni content has received only very little attention. Although sulphate baths are most frequently used, chloride baths have proved their Lcrit (a) v Lcrit (b) m Lcrit ~( (c) Fig. 1. Schematic diagrams showing intergranular stress corrosion crack arrest; (a) conventional crystalline material; (b) with a nanocrystalline coating; (c) with a grain-shape modified coating. viability in increasing the electrical conductivity of the electrolyte and increasing the limiting current density for Ni and Fe deposition. In addition, they are sometimes preferred because of their high efficiency of anodic dissolution [19]. Therefore a chloride bath is considered most suitable for plating alloys with a high Ni content, such as Alloys 600 and 690. Furthermore, electroplating of thin deposits (35/zm or less) has been the major focus of previous work. An exception is the work of el-Sharif et al. [20] who have plated in excess of 800 /zm. Moreover, none of the papers gives a systematic analysis of grain size. One paper reported that "the individual grains are too small to detect" [20]. The nominal ratio of the base constituents is 75 wt.% Ni, 15 wt.% Cr and 10 wt.% Fe for Alloy 600 and 60 wt.% Ni, 30 wt.% Cr and 10 wt.% Fe for Alloy 690. It should be noted that commercial Alloys 600 and 690 contain various alloying elements and impurities such as C, Mn, Cu, Si and S. However, it is almost C. Cheung et aL / Alleviation of intergranular cracking in Alloys 600 and 690 impossible to develop an electrodeposition process taking every component into consideration. Therefore in the present work, attention is only given to the major constituents, namely Ni, Cr and Fe. Based on the available literature, one of the most promising baths is described by el-Sharif et al. [20], yielding electrodeposits of high Ni content up to 54 wt.%. The bath contains chloride salts with boric acid in an electrolyte made up of a 50:50 N, N-dimethylformamide (DMF)water mixture by weight (Table 1). The bath also contains additions of ammonium chloride and sodium chloride. Since both Alloy 600 and Alloy 690 are Ni rich, modifications of the bath were necessary. These included increasing the Ni concentration and decreasing the Cr concentration in the solution. In addition, since DMF promotes Cr deposition as shown by Watson et al. [21], DMF was not used in the present study. With these considerations, a bath with composition listed in Table 2 was prepared. The cathode material was chosen to be copper because it has previously been shown that electrodeposits obtained on Cu substrates are more satisfactory [22] and alloys with the highest Ni content were obtained on Cu [20]. Electrolysis was carried out in a standard 2 1 vessel with an anode of high density graphite. The solution was mechanically stirred at about 200 rev min-~. No diaphragms were used during plating. The pH of the electrolyte was not adjusted but monitored during the experiments. Electrodeposits were obtained in a range of temperatures (23-52 °C) and current densities (0.05-0.15 TABLE 1. Bath composition after el-Sharif et al. [ 19] Component Concentration [Cr(H20)4C12]CI'2H20 NiCI2"6H20 FeCI2"6H20 NH4CI NaC1 B(OH).~ DMF Deionized water 0.8 mol 0.2 mol 0.03 mol 0.5 mol 0.5 mol 0.15 mol 50O g 500 g TABLE 2. Bath composition used in present study Component Concentration [Cr(H20)4CI2]CI'2H20 NiCI 2"6H20 FeCI2"6H20 NH4CI NaC1 B(OH)3 0.28 mol 0.42 mol 0.025 mol 0.47 mol 0.51 mol 0.16 mol 41 A cm 2). Analysis of deposit composition was carried out by energy-dispersive X-ray spectroscopy in a conventional scanning electron microscope. 3. Results and discussion The effects of temperature and current density on the composition of the alloy are summarized in Fig. 2. At 52 °C (Fig. 2(a)), the Fe content is too low throughout the entire range of current densities investigated. At higher current densities, the Ni-to-Cr ratio in the alloy is about 2 to 1. This ratio decreases with current density to about 1 to 1 at the lowest value of 0.05 A c m -2. For the experiments carried out at 32°C (Fig. 2(b)), the general trend is that both the Ni and the Cr content decrease with increasing current density. The Fe content, on the contrary, increases from about 1 wt.% at 0.05 A c m -2 to about 55 wt.% at the highest current density of 0.15 A cm-2. At room temperature (23°C) (Fig. 2(c)), the Ni content decreases with increasing current density while, at intermediate current densities, Cr and Fe content go through a minimum and maximum respectively. From the results shown in Fig. 2, an operating window of current density and temperature can be identified for which ternary Ni-Cr-Fe alloys with composition close to Alloy 600 can be produced. This window is at a temperature of 32°C and a current density of about 0.1 A c m -2, as indicated in Fig. 2(b)). Similarly, electrodeposits with composition close to that of Alloy 690 can be obtained at a temperature of 23 °C and a current density of 0.05 A c m -2, as indicated by the window shown in Fig. 2(c). The typical microstructure of the deposits is shown in Fig. 3. They are generally quite rough with nodular structure containing a high degree of porosity. The nodules generally vary from 5 to about 50/~m in size and consist of arrangements of small grains. The grain size is of the order of 100-250 nm as shown in the high magnification scanning electron micrograph (Fig. 3(b)). The deposits are brittle and exhibit networks of microcracks. Therefore they may not yet meet the requirements for the particular application discussed in the previous sections. The current efficiencies obtained in the present study are fairly low, between 5 and 20%, which is to be expected for deposition of Cr and/or Cr alloys. This is due to the low deposition potential of Cr, the formation of chromium hydroxide at low pH and the associated overpotential for hydrogen evolution [21]. As a result, the overall deposition rate is very low. From this preliminary study, it can be concluded that the deposition of ternary Ni-Cr-Fe alloys with composition close to those of Alloys 600 and 690 is / Alleviation of intergranular cracking in Alloys 600 and 690 C Cheung et al. 42 70 6O ,..,--'""" [ ! Ni C o n t e n t Cr Content[ Fe C o n t e n t ~.:: ... t= 50 0 .,a 40 "'"'-,. T=52Oc "'"'-, .. "-~................. . ................. ~c~ 3o ~ 2o I0 I~ .................................. • ................ i 0.04 0.08 (a) ~ ................ • [ i i i i 0.08 0.10 0.12 0.14 0.16 Current Density (A/ern 2) Ni Content Cr Content Fe Conten! 7O 6O "~ T=32°C 50 i ',, ,/ ,,' /* "~ = 0 40 0 30 0 (.9 20 i 10 " "'- ...,a - y , 0.04 ,--"]" , , 0.06 ! 0.08 , 0.10 , , 0.12 0/14 [~ Ni C o n t e n t Cr C o n t e n t Fe C o n t e n t 7O "', 60 T=23°C o 40 :~ /y,.,,., -.~... 0 0.18 Current Density (A/era 2) (b) 20 ,.' "" lO "', .,,~ .." """ "-.. . Fig. 3. Scanning electron micrographss of e l e c t r o d e p o s i t e d nanocrystalline ternary Ni-Cr-Fe alloys; (a) low magnification; (b) high magnification. . ..--- ," 0 ¢ 0.04 0.06 (c) i i i 0.08 0.10 0.12 ~ i i 0.14 0.16 Current Density (A/cm 2 ) Fig. 2. Effect of current density on t h e a l l o y c o m p o s i t i o n (a) at 52 °C; (b) at 32 °C; (c) at 23 °C. at different temperatures: possible. However, remedies need to be found to improve the overall quality of the deposits. At present, studies are being carried out using complexing agents such as sodium citrate and ethylenediaminetetra- acetate. In previous studies, it has been shown that such additions have beneficial effects on the codeposition of ternary Ni-Cr-Fe alloys [ 12, 13, 18]. Such complexing agents put the deposition potentials of the individual metals closer together, hence making codeposition easier [18]. Also, levelling agents might be needed to reduce the roughness of the deposits. In addition, further reduction in grain size may be achieved by pulse plating as previously demonstrated with pure Ni [23] and Zn-Ni alloys [24]. C. Cheung et al. / Alleviation of intergranular cracking in Alloys 600 and 6(8) 4. Conclusion T h e application of a "grain b o u n d a r y engineering" concept to increase the resistance to I G S C C of Alloy 600 and Alloy 690 has b e e n discussed. O n e a p p r o a c h to achieve this is to decrease the grain size of the material, which in practice could be achieved by the electrodeposition of a nanocrystalline coating onto the base alloy of conventional grain size. T h e results f r o m this preliminary study have shown that deposition of nanocrystalline ternary N i - C r - F e alloys with compositions close to those of Alloys 600 and 690 can be accomplished. A plating bath containing the metal chloride salts, sodium chloride, a m m o n i u m chloride and boric acid was found to be successful. Acknowledgments Fruitful discussions with Dr. K. T. Aust and Dr. E S. Gonzalez are gratefully acknowledged. T h e authors would like to thank the National Sciences and Engineering Research Council of C a n a d a for financial support. O n e of the authors (C.C.) was the recipient of a Queen's G r a d u a t e Award. References 1 S. J. Green and J. P. N. Paine, Proc. 1st Int. Symp. on Environmental Degradation of Materials in Nuclear Power Systems--Water Reactors, Myrtle Beach, SC, August 22-25, 1983, NACE, Houston, TX, 1983, p. 53. 2 F. P. Vaccaro, G. J. Theus, B. P. Miglin, J. V. Monter, J. M. Helmey, A. L. Jenkins and J. A. Lauer, Proc. 3rd Int. Symp. on Environmental Degradation of Materials in Nuclear Power Systems--Water Reactors, Traverse City, MI, August 1987, National Association of Corrosion Engineers, Houston, TX, 1987, p. 571. 3 G. Palumbo, P. J. King, K. T. Aust, U. Erb and E C. Lichtenberger, Scr. Metall. Mater., 25 (1991) 1775. 43 4 K. T. Aust, U. Erb and G. Palumbo, in M. Nastasi, D. M. Parkin and H. Gleiter (eds.), Mechanical Properties and Deformation Behaviour of Materials Having Ultra-Fine Microstructures, Kluwer, Deventer, 1993, p. 107. 5 G. Palumbo, P. J. King, P. C. Lichtenberger, K. T. Aust and U. Erb, Materials Research Society Symp. on Structure and Properties of Interfaces in Materials', Vol. 238, Materials Research Society, Pittsburgh, PA, 1992, p. 311. 6 G. Palumbo, K. T. Aust, U. Erb, P. J. King, A. M. Brennenstuhl and E C. Lichtenberger, Phy. Status Solidi A, 131 (1992)425. 7 G. Palumbo, Thermomechanical processing of metallic materials, Pat. Pending, 1993. 8 H. Gleiter, Prog. Mater. Sci., 33 (1989) 223. 9 A. M. Brennenstuhl, F. S. Gonzalez, P. C. Lichtenberger and G. Palumbo, Process and tooling for the in-sire electroforming of integral sleeve-type structural reinforcement in heat exchanger tubing, Pat. Pending, 1993. 10 M. Sarojamma and T. L. Rama Char, Met. Finish., 70 (9) (1972)36. 11 M. Sarojamma and T. L. Rama Char, Electroplat. Met. Finish., 23 (10)(1970) 13. 12 W. H. Cleghorn, S. Gowri, R L. Elsie and B. A. Shenoi, Met.' Finish., 67 (8) (1969) 65. 13 L. Domnikov, Met. Finish., 68 (4) (1970) 56. 14 S. Gowri, E L. Elsie and B. A. Shenoi, Met. Finish,, 65 (12) (1967) 67. 15 V.W. Machu and M. F. M. el-Ghandour, Werkst. Korros., 11 (1960) 628. 16 V.W. Machu and M. F. M. eI-Ghandour, Werkst. Korros., 11 (1960)481. 17 M. Matsuoka, R. Kammel and U. Landau, Plat. Surf. Finish., 74 (10)(1987) 56. 18 S. K. Ray and T. Banerjee, Electroplat. Met. Finish., 20 (4) (1967) 109. 19 C. U. Chisholm and R. J. G. Carnegie, Electrodepos. Surf. Treat., 1 (1972-1973) 367. 20 M. R. el-Sharif, A. Watson and C. U. Chisholm, Trans. Inst. Met. Finish., 66 (1988) 34. 21 A. Watson, C. U. Chisholm and M. R. el-Sharif, Trans. Inst. Met. bTnish., 64 (1986) 387. 22 L. Domnikov, Met. Finish., 62 (3)(1964) 61. 23 U. Erb, A. M. E1-Sherik, G. Palumb and K. T. Aust, Nanostr. Mater., 2 (1993) 383. 24 A. M. Alfantazi, A. M. E1-Sherik and U. F.rb, Scr. Metall. et Mater., (1994) in press.