Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Alternating current wikipedia , lookup
Voltage optimisation wikipedia , lookup
Printed circuit board wikipedia , lookup
Control system wikipedia , lookup
Opto-isolator wikipedia , lookup
Mains electricity wikipedia , lookup
Resistive opto-isolator wikipedia , lookup
Buck converter wikipedia , lookup
Rectiverter wikipedia , lookup
Switched-mode power supply wikipedia , lookup
Power MOSFET wikipedia , lookup
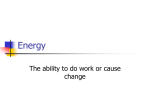
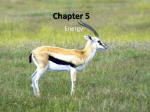
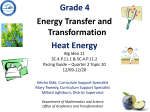
Optimization of a Boost Switching-mode Power Supply using Electro-thermal Modeling and Simulation Catalin Negrea, Marius Rangu Paul Svasta Electronics and Telecommunications Faculty “Politehnica” University Timisoara, Romania [email protected] Center of Technological Electronics and Interconnection Techniques “Politehnica” University Bucharest, Romania [email protected] Abstract— One of the major drawbacks in the typical design flow of electronic equipment is the lack of synchronization between design stages. Schematic design and thermal management are rarely correlated, although electrical and thermal parameters are very closely linked. Poor thermal design can have severe consequences on the reliability and functionality of the equipment and is often the main cause of component failure. As power density increases on the printed circuit board this problem becomes critical. Our paper presents a method of mixing electrical and thermal simulation with the goal of improving functional parameters and thermal stress behavior. Switching-mode power supply circuits have high power density and are likely to fail due to thermal stress, so as a support application for our method we will use a boost switching-mode power supply designed for automotive use . Keywords - spice model ;thermal model;design flow; electrothermal simulation; I. INTRODUCTION1 Thermal management is an important concern in the design of the any power application. When we are dealing whit hursh environmental conditions a detailed thermal analysis can be vital. Conventional design flow of electronic equipment offers limited possibilities for evaluating thermal effects on electronic assemblies due to the lack of correlation between the schematic design stage and the printed circuit board (PCB) layout design. Often a standard thermal simulation based on computational fluid dynamics (CFD) is not enough to reveal poor thermal management that has its origin not in the layout design, but in the early stages of component selection and schematic design. As a result of this miscorrelation between thermal and electrical parameters, in most cases a large number of tested PCB prototypes is needed until the design can be validated. II. PROCESS DESCRIPTION The conventional design flow implies several design stages depending on the complexity of the electronic assembly. Common for every design flow are the schematic design and PCB design stages. The interaction between these two stages has the objective of preserving the functional parameters specified in schematic design, in a certain mechanical configuration which represent the packaging of the entire assembly. This optimization process is iterative and needs several design cycles. The optimization can have two distinct goals: one is signal integrity and electromagnetic compatibility, the other is thermal management. Realistic thermal analysis requires having a basic layout. We can not obtain applicable design rules based only on schematic design and datasheet analysis. Previous attempts in electro-thermal simulation [1,2] only provided results regardless of PCB parameters. The link between electrical and thermal parameters was made by modeling thermal behavior based on electrical-thermal analogies using a Spice simulator. While this can be very useful in fine tuning schematic parameters it does not provide clear design directives for the layout engineer. The basic concept of our approach is illustrated in fig.1. Spice simulation and thermal simulation are used in a concurrent manner. Our approach is an attempt to close the loop on electrical and thermal simulation with the aim of reducing the number of prototypes needed for design validation. Figure1. Improvement of the conventional design flow using electro-thermal simulation 1 This paper is partially supported by Mentor Graphics, the EDA provider of “Politehnica” University of Timisoara III. CIRCUIT DESCRIPTION AND APPLICATION REQUIREMETS In automotive applications electronic assemblies have to withstand ambient temperatures from -40 to +80 oC. When we are dealing with high current power supplies operating at high ambient temperatures, special attention must be given to layout design in order to maintain the functional parameters of the circuit and junction temperatures within their limits. The circuit that will serve as an example to illustrate our optimization method is a boost switching mode power supply based on Linear Technology (LT) LT3757 high efficiency boost controller. The DC/DC boost converter topology used is illustrated in fig.2. Output filtering capacitors Output voltage Feedback Resistive Divider Current Sense Resistor Figure 3.Simplified LT3757 Boost Converter Schematic IV. MODELING OF THERMAL PARAMETERS IN SPICE Electrical simulation of the entire circuit, under specified load conditions, was done using Spice 3 simulation models for passive and active devices, except U1 for which LT’s proprietary macromodel was used. For active components M1 and D1, the thermal behavior at junction level was already integrated in the models. For passive components thermal behavior and non-ideal parameters were modeled based on manufacturer datasheet information. Figure 2. DC/DC Boost Converter Topology The application performance requirements are presented in table 1. TABLE I. PERFORMANCE PARAMETERS OF BOOST CONVERTER Parameter Nominal Output Voltage Maximum Output Voltage Variation Maximum output Curent Minimum Input Voltage Nominal Input Voltage Maximum Input Voltage Minimum Efficiency Operating temperature Switching frequency Abbreviation Value Unit Vout 24 V smax ±2 % Iout 2 A Vin_min 8 V Vin_nom 12 V Vin_max 16 V η 90 % T -40..+85 fsw 300 o C kHz The converter simplified schematic, with component identifiers and values is presented in figure 3. Those component identifiers will be used throughout the paper. The components represented in the simplified schematic are crucial for the functionality of the circuit, and will receive a detailed analysis. All components were chosen with high operating temperature ratings in order to satisfy automotive thermal stress demands. A. Resistors For resistors thermal modeling was implemented based on the thermal coefficient of resistance (TCR).The equation for electrical resistance at a certain temperature T is: R(T ) R(Tnom )[1 R (T Tnom )] (1) where R(T ) is the resistance at temperature T , Tnom is the nominal temperature (usually 20 oC), R is the thermal coefficient of resistance. For surface mount resistors R has values between 50..200 [ ppm / oC] . B. Capacitors In the case of capacitors three parameters can be considered: self capacitance which can vary in respect to temperature and applied voltage, equivalent series resistance (ESR) that is also temperature dependent, and equivalent series inductance (ESL) which practically has no significant variation in the operating temperature domain. The equivalent capacitor model is illustrated by figure 4. Figure 4. Equivalent capacitor model Variation of capacitance due to temperature change depends mostly on the type of dielectric of capacitor. This variation can be modeled based on the thermal coefficient of capacitance (TCC). The equation for capacitance at a specific temperature is: C (T ) = C (Tnom )[1 + a C (T - Tnom )] (2) where C (T ) is the capacitance at temperature T , Tnom is the nominal temperature (usually 20 oC), C is the thermal coefficient of capacitance. Figure 5 illustrates normalized capacitance as a function of temperature for the output capacitor C1, which has an aluminum electrolytic dielectric. Figure 5. Typical multiplier of capacitance as a function of temperature [9] A. SPICE Simulation In order to determine electro-thermal behavior of different components in the circuit an individual analysis is needed. SPICE allows individual temperature sweeps for each component by adding the model parameter “T_ABS” which defines the absolute temperature regardless of global temperature [4]. The goal is to determine the variations in performance parameters described in table 1 and dissipated power vs. temperature graphs. In our application critical components are: switching power transistor M1, output diode D1, output capacitors, inductor L1, feedback voltage divider resistors R2 and R3. 1) Switching power MOSFET The power transistor is the component with the highest power dissipation and can have huge impact on the efficiency of the boost converter. In the SPICE simulator M1’s junction temperature was varied in order to determine the influence on circuit parameters. The graph in figure 6 illustrates power dissipation and efficiency vs. temperature over M1’s possible operating range of -40..+175 oC. ESR can be calculated using the formula [10]: DF (T ) ESR(T ) f C (T ) [] (3) 2 where DF represents the dissipation factor which is temperature dependent , f is the operating frequency and C is the capacitance calculated using (2) at temperature T . DF has a nonlinear variation with temperature and is different for every capacitor type so its effect can not be generally modeled. It has to be extracted and implemented in the spice model manually. C. Inductors Inductors do not present large variations of inductance over de operating temperature range unless they are exposed to currents that exceed the maximum ratings. Usually inductance is within the components tolerance limits at maximum operating temperature. To accurately predict power dissipation ESR must be modeled. In our case inductor L1 has a maximum current rating of 15 A, and peak current flowing through it only 5.2 A so there is no need for additional modeling besides ESR. V. OPTIMIZATION The optimization process follows the basic steps in fig. 1. The detailed method of electro-thermal optimization will be discussed further with exemplification based on the application described in paragraph III. Figure 6. Power dissipation an efficiency of converter for M1 temperature sweep From the plot it can clearly seen that above 100 oC, dissipated power increases drastically and converter efficiency falls below the 90 % limit. 2) Output diode D1 is a fast switching schottky rectifier diode. Because forward voltage decreases with temperature rise dissipated power is increased. D1’s junction temperature was varied between operating temperature limits to determine the influence on circuit parameters. Figure 7 represents power dissipation and efficiency vs. temperature. Figure 7. Power dissipation an efficiency of converter for D1 temperature sweep 3) Output capacitors and inductor Capacitors and inductors dissipate heat due to parasitic components. Figure 8 presents inductor L1 and total output capacitors power dissipation in the circuit as a function of temperature in the case a global temperature sweep between -40 and +85 oC. B. Basic design rules By analyzing the data presented in charts from figures 6,7 and 8 some basic directions of optimization can be established: a) in order to maintain efficiency within the 90 % limit M1’s junction temperature must not exceed 105 oC. b) output diode power dissipation can benefit from the heat generated be other components at low ambient temperatures c) temperature difference between voltage divider resistors, together with switching noise (of about 900 mV peak to peak) can cause Vout to exceed variation limits; to avoid this the resistors must be kept at about the same temperature, and to further decrease the temperature difference effect 0.5%, ±50 ppm resistors can be used. C. PCB Layout To further analyze the circuit with a thermal simulation software we need a basic PCB layout with partial routing. We used a FR-4 substrate two layer board with 35 µm cooper. Traces were designed to support 4 A currents. Figure 10 presents component placement for the basic layout and board dimensions. Figure 8. Power dissipation vs. temperature for L1 and the output capacitors 32 mm 4) Feedback voltage divider The feedback voltage at input FBX of the boost controller sets the nominal output voltage. Variations of the divider ratio can easily cause Vout to exceed the allowed variation limits of 2%. In case of regular 0402 package resistors with 1% tolerance, TCC is ±100 ppm/oC. Percent change in output voltage as function of temperature difference between R1 and R2 is presented in figure 9. Figure 9. Change in output voltage vs. temperature difference between R1 and R2 62 mm Figure 10. PCB Layout and board dimensions D. Thermal simulation and modeling For thermal simulation we used Mentor Graphics HyperLynx Thermal. The designed layout is imported in IDF file format. In order to accurately determine case and junction temperatures, dissipated power as a function of temperature extracted from the SPICE simulations and junction-to-case thermal resistance data, must be modeled for each component. The horizontal board is cooled through natural convection. Ambient temperature is varied between -40 and +85 oC to determine conditions in which maximum operating temperatures are exceeded. Figure 11 show temperature distribution over the board at +50 oC ambient temperature, where the junction temperature of M1 exceeds the maximum allowed value. Using the design guidelines above a loop optimization process can be defined be cycling through steps C to G. VI. Figure 11. Thermal simulation results at Tamb=+50 oC Critical component case and junction temperature are listed in table 2. COMPONENT TEMPERATURE DATA AT TAMB = +50 OC TABLE II. M1 D1 L1 R1 R2 R3 Cout U1 Case 107 oC 118 oC 82 oC 60 oC 78 oC 98 oC 60.. 70 oC 64 oC Junction 119 oC 124 oC 82 oC RESULTS Using the optimization method described in paragraph 5 we where able to improve the design in order to meet application requirements listed in table 1. Four loop iterations were needed. Table 3 presents functional parameter evolution in the optimization process. TABLE III. Parameter Efficiency Maximum Vout Variation Ambient temperature FUNTIONAL PARAMETER EVOLUTION Iteration 1 Iteration 2 Iteration 3 Iteration 4 88.9 % 87.2% 89.4% 93.2% 2.87% 1.88% 1.54% 1.54% +40 oC +65 oC +70 oC +85 oC After 4 iterations the functional parameters are within limits and the optimization process can end. Figure 12 presents the temperature profile of the board after optimization. Board Cutouts E. SPICE Simulation with extracted temperature data Thermal data presented in table 2 was introduced in the SPICE simulation. Input voltage and load current were varied to determine performance degradation through the entire operating domain. In all cases efficiency was below 88.9 %. Output voltage Vout dropped to 23.31 V when minimum input voltage Vin_min was applied at the input. F. Performance Evaluation Results of the SPICE simulation show that at +50 oC ambient temperature efficiency requirements are not met and in some cases Vout drops below the 2% limit. M1’s dissipated power causes the efficiency degradation. D1's junction temperature is near the limit and the temperature difference between voltage divider resistors cause an output voltage drop. Additional layout design and thermal management is required in order to meet specifications. G. Layout and thermal management optimization Based on component thermal behavior determined at step A and thermal data extracted from the thermal simulation, a set of optimization guidelines can be defined: 1) In order to minimize the junction-to-air thermal resistance of M1, the heat dissipation cooper area connected to the drain pad must be increased. 2) Repositioning resistors R1 and R2 in an area with smaller temperature gradient will solve output voltage variation problems. 3) Repositioning of components to balance the thermal profile of the board. Figure 11. Thermal simulation results at +85 oC after optimization At +85 oC the power transistor junction temperature reaches 98.6 oC, allowing a safety margin of about 7 oC until the established limit of 105 oC is exceeded. Besides the guidelines defined in paragraph 5 G cooling was improved by: a) using board cutouts to improve convection near M1 and D1 (represented in figure 11) b) providing an larger convection area for M1 by repositioning the output capasitors and connectors VII. CONCLUSIONS An optimization method for the conventional design flow was developed, based on the correlation between electrical and thermal simulation parameters. The method involves running SPICE and thermal simulations in concurrent manner with the goal to evaluate the influence of different cooling solutions and layout configurations on the functional parameters of the circuit. The optimization process can be divided in to seven stages: SPICE modeling simulation – modeling thermal parameters and determining component thermal behavior in the circuit 2. Basic design rules – establishing basic guidelines for optimization 3. Basic PCB Layout – PCB layout design used as a starting point in thermal simulation 4. Thermal simulation – simulation of the defined PCB layout using dedicated software (Mentor Graphics HyperLynx Thermal was used) 5. SPICE Simulation using extracted thermal data – electrical circuit simulation based on component temperatures obtained in the thermal simulation 6. Performance evaluation 7. Layout and thermal management optimization – optimization of current design based on extracted data at step 1. The optimization process is iterative so steps 4 to 7 will be repeated until the design meets application requirements and can be validated. We applied the optimization method on a DC/DC boost converter intended for use in the automotive industry. Although our application circuit is relatively simple, wide temperature operating range required in the automotive industry posed several problems regarding thermal management. After four iterations of the optimization process described above, the overall design met all electrical specifications. By running concurrent electro-thermal simulations the need for several prototypes, which are usually used for thermal design validation, was eliminated. Our study shows that, by using optimization through electro-thermal simulation, without using additional hardware resources, thermal management can be improved and the number of prototypes can be significantly reduced. Further improvements to the described method ca be made by defining application specific strategies and automating the electro-thermal simulation data exchange. 1. REFERENCES Z. Jakopovic, “Electro-Thermal Modeling and Simulation of a PowerMOSFET”, Automatika Journal, Nr. 42, 2001, pp. 71-77 [2] T. Leitner, “Electro-Thermal Simulation Using a Circuit Simulator and a Modified SPICE3 Semiconductor Model Library”, MIXDES Int. Workshop, 1998, pp. 198-193. [3] D.Mitrani, J.Salazar,”Lumped and Distribuited Parameter SPICE Models of TE Devices Considering Temperature Dependent Material Properties”, Therminic Conference , Budapest 2007 . [4] A. Maxim, G. Maxim,”Modelarea si Simularea SPICE a Dispozitivelor Electronice”, Casa de Editura Venus, Iasi, 2000. [5] A. D. Krauss, A. Bar-Cohen, “Thermal Analysis and Control of Electronic Equipment”, Hemishere Publishing, 1983. [6] A. Pascu, “Transferul Termic în aparatele electronice”, Ed. Tehnică, 1995. [7] J. Sergent, A. Krum, “Thermal Management Handbook for Electronic Assemblies”, McGraw-Hill Publishing, 1998. [8] ***VISHAY Components, “Basics of Linear Fixed Resistors”, AN28771, 2008. [9] ***VISHAY Components, “146CTI Capacitor Datasheet, AN28771, 2010. [10] ***EPCOS Components,”Capacitor Thermal Design”, Application Note, 2005. [11] ***LINEAR Tehnology ,”LT3537 Datasheet”, 2010. [12] ***LINEAR Tehnology, “Thermal Resistance Table”. [1]