Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Magnetic circular dichroism wikipedia , lookup
Optical amplifier wikipedia , lookup
Optical rogue waves wikipedia , lookup
Fiber-optic communication wikipedia , lookup
Optical aberration wikipedia , lookup
Nonimaging optics wikipedia , lookup
Surface plasmon resonance microscopy wikipedia , lookup
Silicon photonics wikipedia , lookup
Harold Hopkins (physicist) wikipedia , lookup
Confocal microscopy wikipedia , lookup
Optical tweezers wikipedia , lookup
Passive optical network wikipedia , lookup
Optical coherence tomography wikipedia , lookup
Photon scanning microscopy wikipedia , lookup
3D optical data storage wikipedia , lookup
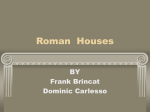
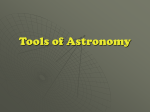
SPIE Newsroom 10.1117/2.1200704.0696 Novel methods used to test large flat mirrors Matt Novak and Julius Yellowhair The most accurate 2m-diameter flat mirror in the world was made using new surface-measurement techniques in concert with software that simulates polishing processes. The main issue faced when manufacturing a high-accuracy large flat mirror is measurement accuracy. It is difficult to measure a large flat mirror because interferometers require light reflected from the test surface to be focused back into the instrument in order to analyze the wavefront. Since a flat surface has no power, it is difficult to measure unless the collimated beam from the interferometer and the reference optic are as large as the flat. For meter-class flat mirrors, the cost of this system quickly becomes prohibitive. Another issue that affects the production of these large mirrors is the inability to scale up standard fabrication techniques. For example, continuous polishing (CP) machines manufacture small flat mirrors economically. However, for meter-class mirrors, the CP process becomes less feasible because the tool diameter of a CP machine must be three times larger than the parts being produced. Overcoming these challenges will enable the manufacture of high-precision large flat mirrors for space-based and astronomical applications. The most accurate technique for measuring a large flat is the Fizeau test,1 but this is cost prohibitive for flats ≥1m. On large flats this is usually done by testing subapertures and stitching the data together. While this method is accurate for measuring surface irregularities, it is not for low-order errors such as power and astigmatism. As an alternative, the Ritchey-Common test is sometimes used for large flats,1 however this has limited accuracy and requires a spherical reference mirror larger than the flat being tested. Facilities have traditionally used small tool polishing to produce flats that are too large for CP machines.2 The limiting factor in this approach is that the polishing runs are guided by test data that, if inaccurate, make it impossible to produce a highprecision large flat mirror. In addition, the geometry of the polishing tool has a direct impact on the results. In the past, the tool geometry was driven by experience and empirical results, Figure 1. Scanning pentaprism measurement system. (ELCOMAT and UDT are the companies that made the autocollimation equipment). sometimes resulting in inconsistencies in performance. We have addressed these issues by developing a very accurate metrology system for measuring large flats and using software simulation to aid in our tool design. Our testing method for large flats employs two instruments: we use a scanning pentaprism arrangement (see Figure 1) to measure low order errors and we use a large-aperture Fizeau interferometer (see Figure 2) to measure 1m subapertures in order to obtain surface irregularity data and other higher-order errors.3, 4 The scanning pentaprism system measures low-order surface errors such as power, astigmatism, coma, and trefoil and spherical aberration. The measurements taken with the Fizeau interferometer are stitched together to yield the higher-order surface errors and irregularities. We combine the scanning pentaprism data with the sub-aperture Fizeau data to provide state-of-theart surface measurement accuracy for ultra-precise large flats. The scanning pentaprism system allows us to characterize the residual power and lower-order errors to approximately 10nm root-mean-square (rms) accuracy. The stitched sub-aperture Fizeau data has uncertainty on the order of 3nm rms for a 2mclass flat. Continued on next page 10.1117/2.1200704.0696 Page 2/2 SPIE Newsroom In conclusion, we have developed unique equipment and capabilities that enable us to manufacture extremely accurate 2m-class flats. Future developments will include the extension of capabilities for large computer-controlled polishing up to 4m diameters. This large machine capacity combined with advancements in high-accuracy metrology will enable us to efficiently produce large diameter flat mirrors for a variety of unique systems. The authors wish to acknowledge the contributions of Jim Burge, Marty Valente, and the team of talented opticians and technicians who made this work possible. Author Information Figure 2. Layout of large-aperture Fizeau interferometer created at our facility. OAP: off-axis paraboloid. Matt Novak and Julius Yellowhair College of Optical Sciences University of Arizona Tucson, Arizona Matt Novak is senior optical engineer in the Optical Engineering and Fabrication Facility at the College of Optical Sciences, University of Arizona. Julius Yellowhair is a PhD candidate in the College of Optical Sciences, University of Arizona. References 1. D. Malacara, Optical Shop Testing, Wiley, 2nd ed., 1992. 2. H. H. Karow, Fabrication Methods for Precision Optics, Wiley, 1993. 3. S. Qian, W. Jark, and P. Z. Takacs, “The penta-prism ltp: a long-trace-profiler with stationary optical head and moving penta prism,” Revi. Sci. Instruments 66(3), pp. 2562–2569, 1995. 4. P. Mallik, C. Zhao, and J. H. Burge, “Measurement of a 2-m flat using a pentaprism scanning system,” Proc. SPIE 5869, 2005. doi:10.1117/12.618468. Figure 3. Plot demonstrating agreement between simulated and actual surface removal for a particular polishing run. Using this metrology system to guide final figuring, large flats can be finished to a very high accuracy. At the University of Arizona, we have a significant heritage in tooling technology for fabricating large aspheres. We have developed specialized software that accurately simulates figuring runs for a given tool geometry, pressure, and other parameters (see Figure 3). At the College of Optical Sciences, we successfully applied this technology to simulating polishing runs on large optical flats with small tools traditionally used on large aspheres. The simulations and actual results repeatedly matched within a few nanometers for 8h polishing runs at varying parameters on a 2m-class flat that we recently produced to <12nm rms figure error, including power and astigmatism. c 2007 SPIE—The International Society for Optical Engineering