Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
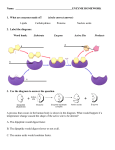
Proteases in the Food Industry USP Enzyme Workshop, July 9, 2009 Rockville, MD Outline • Protease definition & basic biochemistry • Protease sources & classifications • Commercial protease manufacturing • Nonfood protease applications • Protease applications in food processing • Protease assays – industry rationale 2 Protease Definition & Basic Biochemistry Proteins are polymers composed of linear chains of amino acids linked by peptide bonds*. Proteases are enzymes that catalyze the hydrolysis of peptide bonds in proteins and polypeptides. PHE VAL P2 P1 P1’ P2’ LEU MET GLY LEU HIS PHE LEU MET VAL Protease 3 Protease Definition & Basic Biochemistry • • • There are literally thousands of different protease molecules that have been isolated and characterized. There are several hundred proteases that have commercial relevance. There are numerous schemes for classifying proteases… These classification schemes provide a wealth of relevant information about each protease. Example: International Union of Biochemistry & Molecular Biology enzyme nomenclature system EC 3.4.22.2 papain EC 3.4.22.3 ficain EC 3.4.22.4 now covered by EC 3.4.22.32 and EC 3.4.22.33 EC 3.4.22.5 now EC 3.4.22.33 EC 3.4.22.6 chymopapain EC 3.4.22.7 asclepain EC 3.4.22.8 clostripain EC 3.4.22.9 now EC 3.4.21.48 EC 3.4.22.10 streptopain EC 3.4.22.11 now EC 3.4.24.56 (supplement 3) 4 Protease Classification By source organism: Animal: chymosin, trypsin, pepsin Plant: bromelain, papain, ficin Bacterial: subtilisin, bacillopeptidases Fungal: Aspergillopepsin By proteolytic mechanism: Serine proteases Threonine proteases Cysteine proteases Crystal structure of trypsin, a serine protease. Aspartic proteases Metalloproteases Glutamic acid proteases 5 Protease Mechanism Example: Serine Protease . The serine hydroxyl (OH) group of the protease conducts a nucleophilic attack on the carbonyl carbon of the scissile peptide bond of the substrate. 6 Protease Classification (Cont’d) By active pH range: Acid proteases Alkaline proteases High-alkaline proteases By peptide bond specificity: Endopeptidases Exopeptidases Carboxypeptidases 120 100 % R e la t iv e A c t iv it y Neutral proteases 80 Acid 60 Neutral 40 Alkaline 20 High-Alkaline 0 -20 0 2 4 6 8 10 12 14 pH Aminopeptidases AA-specific proteases 7 Protease Classification (Cont’d) Example: Subtilisin Carlsberg (EC 3.4.21.14) Endopeptidase Bacterial source: Bacillus subtilis Alkaline pH range (8-9 optimum) Serine protease Calcium-dependant (?) Relatively nonspecific (favor uncharged AA Crystal structure of Subtilisin Carlsberg in the P1 position). Commercial Products: Alcalase 2.4L (Novozymes) Protex 6L (Genencor) 8 Commercial Protease Manufacturing Animal & plant-derived proteases are produced primarily by extraction. Bacterial & fungal proteases are produced primarily by industrial-scale fermentation. Many bacterial & fungal proteases (and even some animal-derived proteases) have been genetically modified or engineered. Rationales for genetic modification: Transfer a gene to a more efficient host. Produce a multi-copy insert (plasmid). Better economics Modify expression and secretion signal sequences. Delete undesirable genes. Protein engineering – modify one or more amino acids in the primary protein sequence. Æ Improved catalytic activity Æ Modified catalytic specificity Æ Improved stability (pH, temperature, surfactants, etc.) Æ Modified pH and temperature profiles 9 Industrial Fermentation Processes Shake Flask Pre-seed Fermentation Seed Fermentation Main Fermentation 10 Industrial Fermentation: Recovery & Purification Cell separation Concentration 11 Industrial Fermentation: Recovery & Purification Liquid packaging Liquid formulation Polish filtration Granulation & Packaging 12 Nonfood Protease Applications Medicine Pharmacology & drug manufacture Laundry & dishwashing detergents (#1) Hard surface cleaning formulations Contact lens cleaning formulations Waste treatment Industrial applications Fermentation (fuel EtOH, etc.) Chondroitin & heparin production Animal feed additives Digestive supplements 13 Protease Applications in Food Processing Proteases are also used in a wide range of foods & food processing applications. Dairy: milk coagulation, flavor development Baking: gluten development Fish & seafood processing: fishmeals, enhanced oil recovery, aquaculture Animal protein processing: improved digestibility, reduced allergenicity, improved flavor, meat tenderization Plant protein processing: improved functionality & processing, generation of bio-active peptides. Yeast hydrolysis: flavor compounds. Production of Value-Added Food Ingredients 14 Protease Applications in Food Processing Basic rationale: Proteases are a powerful tool for modifying the properties of food proteins. Improved digestibility Improved solubility Modified functional properties: emulsification, fat-binding, water-binding, foaming properties, gel strength, whipping properties, etc. Improved flavor & palatability Improved processing: viscosity reduction, improved drying, etc. 15 An Example: Soy Protein Modification . Soybeans Solvent Extraction Defatted Soymeal Soy Oil Aqueous Extraction The protein in the soy isolate has been subjected to several harsh denaturing processes. As a result it has very poor solubility and functionality compared to a “native” soy protein. Isoelectric Precipitation CHO residue “Whey” Soy Protein Isolate (90%) 16 An Example: Soy Protein Modification SPI has very poor solubility & limited digestibility. It has poor functionality for many food applications. By treating the SPI with protease it is possible to restore much of the protein’s original solubility and functionality. Treatment of SPI with an alkaline endopeptidase (DH = 4%) significantly improves its solubility: Protein Solubility (% ) 120 100 80 Native SP 60 SP Isolate 40 SP Hydrolysate Improved solubility Æ improved digestibility, better performance in low-pH beverages. 20 0 0 2 4 6 8 10 12 pH 17 General Enzyme QA & QC Objectives: Assure that enzyme products are safe and effective and meet the regulatory requirements for their intended applications. Food-grade vs. technical-grade specifications GM vs. non-GM Shelf-life requirements & storage recommendations Formulations requirements Kosher, Chometz, Halal, and organic certifications Allergen statements Non-BSE and non-TSE statements Physical specifications – pH, specific gravity, color, etc. Microbiological specifications Activity specifications 18 Protease Activity Assays Just as there are hundred’s of commercially relevant proteases, there are very many analytical assay methods used to measure protease activity. FCC methods USP methods Industry methods (HUT assay, TNBS casein assay, etc.) Proprietary methods developed by enzyme producers & users At Genencor we have >35 different protease assays. Why so many? 19 Protease Assays: Producer’s Perspective From an industrial enzyme producer’s perspective, we have certain “demands” that we place on an enzyme assay method: Must be extremely repeatable & reproducible. Must be valid for all stages of production from main fermentation to final product. Wide range of activities. Should only use highly pure defined substrates and reagents. (We use a lot of synthetic peptide substrates.) Should be at temperature & pH that are close to enzyme’s optima. Should be readily adaptable to automation – we test many 100’s of samples every day. Does not necessarily need to reflect the performance of an enzyme in its intended applications. (A single product might have >20 different applications.) 20 Protease Assays: End-User’s Perspective “How is this protease product going to perform in my application?” Every application is unique…. For example, in a laundry detergent formulation proteases are combined with surfactants, oxidizers, and other ingredients and expected to remain stable for many months at room temperature. And they are also expected to have good efficacy in soil removal… In a food application the same protease molecule might be expected to hydrolyze whey protein to produce a specific bioactive peptide. Under defined parameters (substrate, pH, time, temperature, dosage, etc.) the protease should produce a defined concentration of the desired bioactive peptide. In an animal feed application… Well, you get the picture. 21 Protease Assays It is virtually impossible to develop a single assay method that meets the enzyme producer’s needs and all of the potential end-users’ needs. Enzyme producers work very diligently with our customers to identify the correct protease & usage conditions for their unique application. Then our QA release assay method and our specifications provide the necessary assurance that every batch of our protease product will give acceptable performance in our customer’s application. This is not an absolutely perfect system… For example, sometimes an unmeasured side-activity might be critical in an application. If this sideactivity varies significantly from batch-to-batch Æ problems. This is why we ask our customers a lot of questions and typically perform labscale studies to determine the best product and optimum usage parameters. 22 Thank You! Thank you for your kind attention. Questions? 23