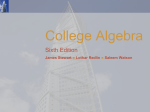
Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Superfluid helium-4 wikipedia , lookup
Condensed matter physics wikipedia , lookup
Superconductivity wikipedia , lookup
Thomas Young (scientist) wikipedia , lookup
Thermal conduction wikipedia , lookup
State of matter wikipedia , lookup
Lumped element model wikipedia , lookup
Equation of state wikipedia , lookup
Silver Sinter Heat Exchangers Construction of a sinter press and a BET-system to measure specific surface areas Semester Project Universität Basel Supervised by Prof. Dr. D. Zumbühl K. Schwarzwälder Tobias Bandi July 7, 2008 Declaration I have written this project thesis independently, solely based on the literature and tools mentioned in the chapters and the appendix. This document – in the present or a similar form – has not and will not be submitted to any other institution apart from the University of Basel. Bern, July 7, 2008 Tobias Bandi Contents 1 Introduction 1 2 Theory 2.1 Dilution Refrigerators . . . . . . . . . . 2.1.1 Cooling cycle . . . . . . . . . . 2.2 Nuclear refrigeration . . . . . . . . . . 2.3 Kapitza resistance . . . . . . . . . . . . 2.4 The BET method . . . . . . . . . . . . 2.4.1 Adsorption . . . . . . . . . . . 2.4.2 Derivation of the BET equation . . . . . . . 3 3 4 4 6 8 8 10 3 Materials and Methods 3.1 Sinter press . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.2 BET system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 14 16 4 Results and Discussion 4.1 Conclusions and Outlook . . . . . . . . . . . . . . . . . . . . . . . . 4.2 Acknowledgment . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 22 23 Bibliography 24 List of Figures 27 A Appendix 28 B Appendix 29 C Appendix 31 i . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . CHAPTER 1 Introduction Many exciting physical phenomena like superconductivity or superfluidity can only be observed at low temperatures near absolute zero. Once the physics is sufficiently understood, applications of these effects, also at higher temperatures, can be designed. In order to reach ultra low temperatures, complex experimental setups have to be designed. Modern dilution refrigerators, which reach temperatures below 10mK, rely on the ’evaporative cooling’ of mixtures of 3 He and 4 He. One difficulty limiting the cooling power of such cryostats is the weak thermal coupling between liquid helium and the surrounding matter. In order to minimize heat leaks, the incoming Helium gas has to be cooled on its way to the mixing chamber. This is usually done by transferring heat to the cold outgoing 3 He gas on its way to the still [1]. Also in nuclear refrigeration stages, efficient heat exchangers are of special importance. As the thermal boundary resistance, called Kapitza–resistance, is inversely proportional to the interface area, heat exchangers with large surface areas are used for the heat transfer. Usually sub–micron silver powder sinters are deployed for this purpose. This project aimed at fabricating silver powder sinters and measuring their surface area using the BET method. A press for compressing the silver powder was constructed as well as an oven in which the sintering took place. The BET method is based on adsorption of gas on a surface. Measuring the amount of gas adsorbed at equilibrium pressure allows to deduct the surface area of the sample. These measurements were done in a self–built system, optimized for measuring surface areas in the expected range. 1 Chapter 1 Introduction Tobias Bandi This work is structured as follows: In the following chapter, a brief overview over the theoretical background of dilution and nuclear refrigerators, the Kapitza– resistance and the BET method is given. Chapter 3 covers the materials and methods used to construct the press and the BET system. In chapter 4 the results are presented and discussed. This final chapter also contains the conclusions and an outlook. 2 CHAPTER 2 Theory 2.1 Dilution Refrigerators Modern dilution refrigerators rely on the ’evaporative cooling’ of mixtures of 3 He and 4 He. Below 0.85K, dilutions of 3 He and 4 He undergo a phase separation into a 3 He–rich and a 3 He–poor phase. Because of the higher zero–point energy of 3 He, the 3 He–rich phase is less dense and floats above the 3 He– poor phase. The amount of 3 He in the 3 He-poor phase is about 6% whereas the concentration of 4 He Figure 2.1: Schematic diagram of a dilution refrigerator. From [1] in the 3 He–rich phase is extremely 3 small. By pumping He–atoms from the 3 He–poor phase, the equilibrium is disturbed and 3 He–atoms have to cross the phase boundary to reestablish equilibrium. Energy is required to ’evaporate’ 3 He from the 3 He–rich phase to the 3 He–poor phase, leading to cooling of the system [1]. Figure 2.1 shows a schematic setup of a dilution refrigerator. 3 Chapter 2 Theory Tobias Bandi 2.1.1 Cooling cycle The 3 He is precooled in the helium bath and is then condensed at the 1K pot or condenser. The 3 He at the 1K pot is connected to the 3 He-rich phase of the mixing chamber through a flow impedance so that the pressure in the condenser is always larger than the condensation pressure. This ensures that all 3 He is condensed, minimizing heat transfer to the mixing chamber. The 3 He then flows into the mixing chamber to the concentrated phase. On its way there, it is additionally cooled by heat transfer to the outgoing gas in the 3 He-poor phase. Crossing the phase boundary, 3 He–atoms provide cooling power. The phase boundary thus is the coldest part of the system and the sample is located as near to it as possible. The 3 He atoms then migrate through the 3 He–poor phase to the still where they evaporate due to pumping and heating. The 4 He acts as a mechanical vacuum as there is virtually no mutual friction between the two isotopes. This is why the dilution process is also called ’upside–down evaporation’ [1, 2]. 2.2 Nuclear refrigeration Nuclear refrigeration is based on the magnetocaloric effect. Exposing a material to a changing magnetic field causes a change in temperature. This phenomenon can be used to reach extremely low temperatures down to a few microkelvin. If no magnetic field is applied, the nuclear spins in a paramagnet are randomly ordered. Upon turning Figure 2.2: Nuclear spins in an external magthe magnetic field on, 2I + 1 energy netic field, [3] levels with equidistant spacing are generated where I is the nuclear spin. The spacing is given by εm = −µn gn mB (2.1) 4 Chapter 2 Theory Tobias Bandi where µn is the nuclear magneton, gn the Landé g-factor (for nuclei ∼ = 2), m the magnetic quantum number and B the external magnetic field. If the system is cooled while exposed to the magnetic field, all nuclear spins will eventually relax into the ground state, see figure 2.2. The entropy S of this system is S=c B2 T2 (2.2) where c is a constant prefactor. From this relation follows, that if the magnetic field is decreased adiabatically, e.i. without changing the entropy (S = const.), the ratio B/T remains constant, and thus the temperature drops [1, 4, 5]. An overview over a cooling cycle is shown in figure 2.3. Figure 2.3: Schematic diagram of a magnetic refrigeration cycle. From [5] An appropriate material for the magnetic refrigeration is copper, as it meets the requirements of an ideal refrigerant better than most other materials [4]. The demagnetization stage is connected to silver sinters placed in the mixing chamber. After applying the magnetic field, the copper is cooled to the base temperature of the dilution refrigerator by heat transfer to the helium mixture through the silver heat exchangers. After that, the magnetic field is adiabatically decreased, which leads to the magnetic cooling. 5 Chapter 2 Theory Tobias Bandi 2.3 Kapitza resistance A bottleneck in cooling the copper demagnetization stage is the heat transfer to the liquid helium. At the boundary between liquid helium and the metal, a thin film of 4 He is formed due to the lower zero-point energy of 4 He. The heat transfer thus occurs in several steps, as schematically shown in figure 2.4. In the metallic bulk, conducting electrons are mainly responsible for the heat transport. They couple to phonons in the metal, which in turn couple to phonons in the 4 He–layer. From there the energy is finally transferred to the 3 He–atoms. Figure 2.4: Thermal coupling of liquid helium and metal [6] The Kapitza conductance of heat over a phase boundary was first described by the acoustic mismatch theory of Khalatnikov [7]. The theory bases on the analogy of phonon coupling to boundary scattering in optics. The efficiency of the crossing of phonons over the interface depends on the ratio of the sound velocities of the two materials. The critical angle of incidence αlc at which a phonon is transmitted is given by αlc = arcsin( vl ) vs (2.3) where vl and vs are the sound velocities in the liquid and the solid respectively. If the angle of incidence is larger than αlc , the phonon undergoes total reflection. Figure 2.5 shows a schematic representation of the refraction/reflection principle. The sound velocity of liquid helium is v4 He(l) = 200m/s and v3 He(l) = 183m/s. In metals the sound velocity is much larger: vCu ∼ = 4700m/s and vAg ∼ = 3600m/s [8]. This huge discrepancy in the sound velocities results in a very small critical angle (αlc < 3◦ ) and thus the probability for a phonon to cross the boundary is only about 6 Chapter 2 Theory Tobias Bandi 10−5 . The Kapitza–resistance for the heat flow over the interface is RK = c ∆T = AT 3 Q̇ (2.4) Q̇ is the heat flow across the interface, ∆T is the temperature difference of the two materials. c is a material–dependent constant and A is the interface area [1, 6, 7]. The acoustic mismatch theory is only a crude approximation to the reality. Nevertheless it is the best explanation for the thermal boundary resistance available today. The predicted Kapitza– resistance is only about a factor 3 smaller than experimentally determined values [9]. This holds true for the low limit of temperatures achievable with dilution refrigerators. At higher temperatures (T > 20mK) other effects like the thermal conductivity of the mixture in the pores of the sinter and the thermal conductivity of the sinter become dominant Figure 2.5: Phonon reflection and refraction at a liquid–solid interface and the temperature dependence of RK [6] goes down to ∼ T −1.5 [6, 9]. As the Kapitza–resistance is inversely proportional to the boundary area, it can be minimized by increasing A. This is why powder sinters, which have large surface areas, in the range of few square meters per gram, are good candidates for efficient heat exchangers. In most cases, silver powder is used, as the sound velocity in silver is small compared to other metals and because silver powders have a low sintering temperature [10–12]. 7 Chapter 2 Theory Tobias Bandi 2.4 The BET method The chemical, optical, mechanical and electrical properties of materials are largely determined by their surfaces. Many important chemical reactions like the heterogeneous catalysis, sorption and stationary phases in chromatography occur at surfaces. Porous materials, which have large surface areas, have a wide range of applications like pharmaceutics, medical implants, cosmetics, paints and waste gas treatments. In reactions which take place at surfaces, the reaction rate depends heavily on the surface properties as well as on the surface area available for the reaction. As an example, the Haber–Bosch reaction for the synthesis of ammonium takes place at the surface of appropriate catalysts. Figure 2.6 shows a cartoon and a chemical equation of the reaction. Nitrogen gas adsorbs on the surface and due to the interactions with the catalyst, the electronic orbitals are changed. In this adsorbed state, the activation barrier for the ad- Figure 2.6: Haber–Bosch reaction at the surface dition of hydrogen is lowered and the reaction of a heterogeneous can take place [13]. As the reaction is dependent catalyst on the surface, efforts were taken to maximize the surface areas of the catalysts. As the Haber–Bosch method is a perquisite for the synthesis of fertilizers and many other reactions, the optimization of the reaction was very important. The principle of the reaction was patented in 1910 by Carl Bosch, but it took till 1934, that a method for measuring the surface area of porous materials was proposed by Stephen Brunauer, Paul H. Emmett and Edward Teller, opening new possibilities for the characterization of catalysts and other porous materials [14]. 2.4.1 Adsorption The method proposed by Brunauer, Emmett and Teller is based on the adsorption of gas on a surface. Adsorption means the accumulation of molecules on a surface 8 Chapter 2 Theory Tobias Bandi forming a film. The process is driven by the surface energy of atoms and molecules. Dangling bonds at the surface can be saturated with adsorbed molecules by covalent, ionic or van der Waals bonding. Many parameters influence the adsorption, from which the gas pressure, the adsorption enthalpy, the surface area and the temperature are the most important ones. The process is referred to as Physisorption if the bonding is weak and mainly due to van der Waals forces. The enthalpy of physisorption is less than 20kJ/mol (hydrogen bond ∼ = 21kJ/mol) and the sorption is fast and reversible as there is no activation barrier. Physisorption can occur in multiple layers. The BET method relies on this type of sorption. On the other hand, if a stronger bonding occurs, e.g. covalent bonding, typically 50kJ/mol < ∆H < 400kJ/mol, the reaction is called Chemisorption. Only one layer can be formed as a surface atom or molecule is one bonding partner. For studying physisorption, it is convenient to adsorb gas on a surface at a constant temperature (isotherm), which lies near the boiling temperature of the gas, and to measure the amount adsorbed as a function of the gas pressure. Adsorption isotherms contain informations about the strength of the interaction as well as the surface area and the porosity of the samples. They are classified in six types by IUPAC, see figure 2.7 [15]. Figure 2.7: Types of physisorption isotherms, [15] The type I isotherm is characteristic for strong interactions between adsorbate (the substrate) and adsorbent (the adsorbing substance). After the formation of one monolayer no further adsorption occurs. Adsorption isotherms of the types III and V reveal weak interactions, e.g. water on a hydrophobic surface. 9 Chapter 2 Theory Tobias Bandi The most common situation is the type II isotherm. Initially, one complete monolayer is formed (strong increase of the isotherm). After that, the adsorption of multilayers takes place (linear region) and finally, at high relative pressures, the condensation of gas on the surface is initiated. The relative pressure is the gas pressure normalized with the condensation pressure of the adsorbent. Point B indicates the pressure at which one complete monolayer is formed. The information about the specific surface area lies in the low–pressure section of the isotherms. Types IV and V I are special cases of the type II sorption isotherms. Stepwise adsorption leads to type V I isotherms. The hysteresis loops in the type IV and V isotherms indicate the existence of pores. Capillary condensation leads to the formation of a meniscus in the pores, as depicted in figure 2.8. The process of formation of the meniscus is different from the process of desorption. This leads Figure 2.8: Capillary condensato the hysteresis in the sorption isotherm and tion in pores, [16] allows to draw conclusions about the total pore volume and the pore size distribution [17, 18]. All isotherms of the types II, IV and V I can be described by the BET theory. 2.4.2 Derivation of the BET equation The BET theory is an extension to the Langmuir equation describing the monolayer adsorption [19]. In this model, the fraction of the surface covered by adsorbate θ is given by θ= Bp 1 + Bp (2.5) where B is a constant dependent on the adsorbate/adsorbent pair and p is the relative gas pressure. The first monolayer forms according to the Langmuir mechanism. On top of this layer, multilayer–adsorption can take place. BET make five assumptions on which their theory is based: 10 Chapter 2 Theory Tobias Bandi • The surface of the adsorbate is homogeneous and the adsorption potential is equal at all points • There is no lateral interaction between the layers • Only the uppermost layer is in equilibrium with the gas phase • There is a characteristic heat of adsorption for the first layer. The adsorption of the second and upper layers underlies the heat of liquefaction. (Condensation and evaporation of the gas above its liquid phase) • At saturation pressure, the number of layers becomes infinite At equilibrium, for the first layer, the rate of adsorption must be equal to the rate of desorption: a1 ps0 = b1 s1 e−EADS /RT . (2.6) p is the gas pressure, EADS is the heat of adsorption, T is the temperature, a1 and b1 are are constants and s0 and s1 are the fractions of the surface area covered by 0 and 1 layers respectively. As every layer is only in equilibrium with the next–upper layer, this can be extended to all layers so that for the i–th layer ai psi−1 = bi si e−Ei /RT . (2.7) From the second assumption follows that for i = 1, E1 is equal to the heat of adsorption and for the other layers Ei (i > 1) is the heat of liquefaction. As the adsorption on the first and upper layers is equivalent to condensation, one can assume that the ratio of ai /bi (i > 1) is constant and therefor can be rewritten as g. The total surface area A of the sample and the total volume of gas adsorbed v are given by A= ∞ X i=0 si and v = v0 ∞ X (2.8) isi . i=0 v0 is the volume required to form one layer of adsorbate on an area of 1cm2 . This value depends on the crossectional area of one gas molecule. The fractions of the 11 Chapter 2 Theory Tobias Bandi surface covered by i layers, si , can now be expressed in the following way: a1 EADS /RT pe b1 p where x = peEL /RT g s1 = ys0 where y = s2 = xs1 = yxs0 si = yxi−1 s0 = cxi s0 (2.9) (2.10) (2.11) where c is c= a1 g EADS −EL /RT y = e x b1 (2.12) Thus the volume adsorbed v normalized with the volume required to form one complete unimolecular layer vm gives i cs0 ∞ v i=1 ix = P∞ i vm s0 [1 + c i=1 x ] P (2.13) The sums in the numerator and the denominator are geometrical series and equation 2.13 can be expressed as v cx = vm (1 − x)(1 − x + cx) (2.14) The fifth assumption states that the number of layers at the saturation pressure p0 goes to infinity. So if p = p0 then v = ∞ and x must be 1. Thus x is equal to p/p0 . If x is substituted in equation 2.14, it can be rewritten as cp v = vm (p0 − p)(1 + (c − 1)(p/p0 ) (2.15) This equation connects the amount of gas adsorbed with the pressure [14, 19]. For the purpose of graphical illustration of the equation, it can be brought to the following, linearized form: p 1 c−1 p = + v(p0 − p) vm c vm c p0 (2.16) In this form, the equation corresponds to a straight line with 1/vm c being the intercept with the y–axis and (c − 1)/vm c being the slope. In the range 0.05 < p/p0 < 0.3 the 12 Chapter 2 Theory Tobias Bandi linearity is usually best and a linear fit of the isotherm allows to determine c and vm . Figure 2.9 shows a representation of equation 2.14, calculated with different values of c. Figure 2.9: Curves of eq. 2.15 (n being the volume in mols) for different values of c: (A): c = 1; (B): c = 11; (C): c = 100; (D): c = 10000, From [19] Equation 2.16 can explain experimental data extremely well and it has enjoyed widespread use since its derivation by Brunauer, Emmett and Teller (some examples can be found in [20–22]). 13 CHAPTER 3 Materials and Methods In this section, the sinter press and the BET system that were built in this project are presented. Step–by–step instructions, on how to use the two devices, are given in the appendix. 3.1 Sinter press The requirements for the sinter press were the following: • The silver powder had to be pressed in an appropriate geometry under variable pressure • The sintering temperature had to be tunable • The atmosphere under which the sintering was performed had to be controllable The sinter was placed in a teflon box which was closed by a cap a with male die part. The inner dimensions were 4mm × 4mm × 20mm which equals 0.32cm3 . Teflon was chosen for its large expansion coefficient, compensating for the shrinking of the powder during sintering [23]. The body of the press was made of brass and was placed on a copper piece in which the heater (500W, 230V; Streuri GmbH, CH–9044 Wald) was placed. The 14 Chapter 3 Materials and Methods Tobias Bandi Figure 3.1: Section through a schematic picture of the sinter press press was fixed to a cap of a cubic vacuum chamber and was thermally isolated from the rest of the device, (Figure 3.1). The temperature of the press was measured by a thermocouple on the copper piece, and the heater was controlled with a commercial temperature–controller (Panasonic AKT4111100J from Distrelec AG, CH–8606 Nänikon). The wires leading to the heater and the thermocouple were transmitted through a feedthrough. The pressure was measured by a manometer consisting of a pirani–gauge combined with a capacitive membrane–sensor (THERMOVAC-Transmitter TTR 100; Oerlikon Leybold Vacuum GmbH, D-50968 Köln). The brass press body was screwed to the copper plate and thus was removable. The silver powder was pressed under various pressures resulting in different packing densities (pressing by hand or under a press at pressures up to 0.4 tons). Sintering was performed under 1bar of helium gas for various temperatures and durations. The silver powder used in all experiments was ’Silver Nanopowder’, 99.95% purity, ∼150 nm diameter (Inframat Advanced Materials LLC, 74 Batterson Park Road, Farmington, CT 06032 USA). The sintering time was measured after reaching the target temperature (which took about 7 min.). 15 Chapter 3 Materials and Methods Tobias Bandi 3.2 BET system The BET device for measuring surface areas was designed following previous researchers working with snow samples, which have specific surface areas similar to silver sinters [24–26]. Figure 3.2 shows a representation of the setup. The device consists of a dosing volume VD to which three valves are joined. The dosing volume is a cross–shaped tube fitting with connections to the valves and the manometer. The tube outer diameter is 6mm. All fittings and valves (except valve 4) were obtained from Swagelok (Arbor Ventil & Fitting AG, CH–5443 Niederrohrdorf). Valve 1 (quarter–turn plug) leads to a turbopump (Varian Turbo–V 81–M, Varian Inc., D–64289 Darmstadt) and a rotary pump (Alcatel 2012 A). Valve 3 is a needle valve that regulates the gas flow into the dosing volume. The connection to the sample volume VS is made by valve 2 (quarter–turn plug). Right behind valve 2 the tube outer diameter is reduced to 1/16” in order to minimize the dead volume of the sample volume. Valve 4 is a three–way valve (High Pressure Equipment Company, 1222 Linden, Erie, Pennsylvania 16505, USA). In this valve, the connection from valve 2 to the sample cell is always open, but there is another connection to the pump which can be closed. This allows to pump out the sample cell more efficiently. The system was checked for leaks with a leak detector (Smarttest HLT 560, Pfeiffer Vacuum, 35608 Asslar, Germany). At a base leaking rate of 2.1*10−7 (mbar l)/s no leaks were detected. Figure 3.2: Schematic setup of the BET instrument The volumina of the device were determined by expanding gas from another volume to the system. During the measurement of the surface area, the dosing volume was 16 Chapter 3 Materials and Methods Tobias Bandi kept at room temperature and the sample was cooled with liquid nitrogen, allowing adsorption. The temperature gradient had to be accounted for by introducing an effective volume VS,ef f . The specific surface area was determined by adsorption of N2 which is a standard adsorbent [19]. The volumina had to be designed according to the requirements of the experiment. The BET theory predicts that the amount of gas adsorbed depends on the pressure. If the dosing volume is too large, the pressure difference after the expansion is too small to be detected. If it is too small, too many points have to be recorded until higher relative pressures (p/p0 ) are reached. The adsorption isotherm is recorded as follows: The sample is pumped out for 3 hours or over night. Then the sample cell is immersed in liquid nitrogen. A given pressure of nitrogen gas is introduced in VD . From the ideal gas equation the exact number of molecules can be determined. Now the gas is expanded to VS,ef f and the pressure drops (1) because of the expansion to the dead volume of VS,ef f and (2) because of adsorption of N2 on the sample. In order to minimize the first effect, the sample volume is made as small as possible. Figure 3.3: A typical example of an adsorption isotherm The pressure at which the system settles, allows to determine the number of molecules adsorbed. By repeating this procedure several times, points on the adsorption isotherm are obtained. As the total amount adsorbed is the sum over the adsorption of every step and every measurement has an uncertainty, the error increases with every step. The error was estimated by error propagation calculations. 17 Chapter 3 Materials and Methods Tobias Bandi From a linear regression of the isotherm in the linear range the constant c and vm can be extracted. Then the specific surface area is calculated, assuming a coverage of 16.1 Å2 per nitrogen atom [11]. 18 CHAPTER 4 Results and Discussion Sinters have been fabricated with various packing densities, sintering temperatures and sintering times. In the sintering process, the particles grow into each other by material diffusion, without entering the liquid phase. However, below 250◦ C, only partial sintering was observed and the results were very brittle samples that easily broke apart. At 250◦ C the sinters showed a shiny surface which by eyesight looked like solid silver. The microscopic structure was revealed in the Scanning Electron Microscope (SEM). Figure 4.1: Sinter 4; 200◦ C, 2h 19 Chapter 4 Results and Discussion Tobias Bandi Figure 4.1 shows a micrograph of a sample sintered at 200◦ C for two hours. Some of the particles are already connected to their neighbors, but the majority of powder particles are still not sintered. At 250◦ C the particles were much more sintered, as can be seen in figures 4.2a and 4.2b. Figure 4.2a shows a picture of a fracture surface of a sample sintered during one hour. The surface of the same sinter is depicted in figure 4.2b. A sample sintered at 225◦ C (1h) had similar properties to the sinters baked at 200◦ C. (a) fracture surface (b) surface Figure 4.2: Sinter 3; 250◦ C, 1h Adsorption isotherms were measured of several samples and repetitive measurement was performed to estimate the reproducibility. A theoretical estimate of the surface are of the powder, assuming 150nm particle diameter, is 4.01m2 /g. The specific surface areas (SSA) measured, lied in the range of 1.5–2.3 m2 /g. The results of the measurements are depicted in figure 4.3. A tabular form of these results are given in the appendix, table A.1. The sample sintered at 200◦ C had a packing density of 62% and an SSA of 2.69 ± 0.31m2 /g. This relatively high value is due to the partial sintering of the powder. The samples sintered at 250◦ C had surface areas between 1.52 ± 0.32m2 /g and 2.38 ± 0.33m2 /g. The error of ∼15% is mainly due to the error of the manometer (15% up to 50mbar and 5% between 50mbar and 1000mbar). Compared to this, other effects were small. However, the reproducibility of the results is better, ∼ 2.7% which is an indication that the error is partially systematic and similar in all measurements. The specific surface area decreased with increasing packing density, see figure 4.4. 20 Chapter 4 Results and Discussion Tobias Bandi Figure 4.3: Specific surface area of sintered silver powder. Points with the same color indicate the results of repeated measurement of a sample. In order to connect the silver sinters with the demagnetization stage, copper wires of 0.07” diameter (California Fine Wire, Grover Beach, CA 93483-0446, USA) were placed in the silver powders and sintered to the powder. This was done by sawing slits into the teflon boxes and the brass press body in which the wires were lain. However, at 250◦ C sintering temperature, the wires were damaged during the baking process and broke off when the sinter was taken out of the teflon box. Using thicker wires could possibly solve this problem. 21 Chapter 4 Results and Discussion Tobias Bandi Figure 4.4: Specific surface area vs. packing density 4.1 Conclusions and Outlook The present project aimed at fabricating silver sinter powders and measuring their specific surface area. A press for sintering silver powder has been built and successfully tested. In the press, the packing density, the sintering temperature, the atmosphere and the geometry of the sinters can be controlled. The sintering of the powder was also affirmed by SEM micrographs. The specific surface area of the samples was measured in a self–built BET system using N2 –gas as adsorbent. The results are consistent with the expected values and the literature [10–12]. The effect of several sintering parameters has been estimated. The baking had to be performed at high enough temperatures in order to activate the sintering process and the specific surface area was a function of the packing density. However, for determining the optimal sintering parameters, further experiments are 22 Chapter 4 Results and Discussion Tobias Bandi required. If the attachment of thicker copper wires to the sinters is successful, it would be interesting to measure the electron temperature in a quantum dot coupled to silver sinter heat exchangers. The latter could possibly be attached to the wires connected to the experimental chip. In order to achieve this goal, a way to fit the heat exchangers into the mixing chamber would have to be realized. Another aim is the application of the silver heat exchangers in the demagnetization stage. 4.2 Acknowledgment Special thanks goes to my tutor Kai Schwarzwälder who guided me through this project for his great and very enthusiastic mentoring which allowed me to getting an idea of some of the fascinations and challenges of ultra low temperature physics. This project would have not been possible without the profound knowledge on the BET method by Tony Clark. My thanks also go to Kristine Bedner for her kind assistance at the SEM and all the members of the group of Prof. D. Zumbühl with whom I had the pleasure to work together in these exciting months. 23 Bibliography [1] Frossati, G.: Experimental Techniques: Methods for Cooling Below 300mK. In: JLTP 87 (1992), S. 595–633 (Cited on pages 1, 3, 4, 5, 7, and 27) [2] Craig, N ; Lester, T: Hitchhikers Guide to the Dilution Refrigerator. http: //marcuslab.harvard.edu/how\_to/Fridge.pdf, 2002 (Cited on page 4) [3] University of Lancaster ULT Group. http://www.lancs.ac.uk/depts/ physics/research/condmatt/ult/demag.htm, . – visited on June 18th 2008 (Cited on pages 4 and 27) [4] Pickett, G. R.: Microkelvin Physics. In: RPP 51 (1988), S. 1295–1340 (Cited on page 5) [5] Brück, E: Developments in magnetocaloric refrigeration. In: JPD 38 (2005), S. 381–391 (Cited on pages 5 and 27) [6] deWaard, A.: PhD thesis. 2003. – Leiden University, Leiden, The Netherlands (Cited on pages 6, 7, and 27) [7] vanSciver, S. W.: (Cited on pages 6 and 7) Helium Cryogenics. Springer, 1986 [8] Lide, D. R.: Handbook of Chemistry and Physics. CRC Press, 1990-1991 (Cited on page 6) [9] Cousins, D. J. ; Fisher, S. N. ; Guénault, A. M. ; Pickett, G. R. ; Smith, E. N. ; Turner, R. P.: T −3 Temperature Dependence and a Length Scale for the Thermal Boundary Resistance between Saturated Dilute 3 He–4 He Solution and Sintered Silver. In: PRL 73 (1994), S. 2583–2586 (Cited on page 7) 24 Bibliography Tobias Bandi [10] Keith, V. ; Ward, M. G.: A Recipe for Sintering Submicron Silver Powders. In: Cryogenics 24 (1984), S. 249–250 (Cited on pages 7 and 22) [11] Itoh, W. ; Sawada, A. ; Shinozaki, A. ; Inada, Y.: New Silver Powders with Large Surface Area as Heat Exchanger Materials. In: Cryogenics 31 (1991), S. 453–455 (Cited on page 18) [12] Franco, H. ; Bossy, J. ; Godfrin, H.: Properties of Sintered Silver Powders and their Application in Heat Exchangers at Millikelvin Temperatures. In: Cryogenics 24 (1984), S. 477–483 (Cited on pages 7 and 22) [13] Bozso, F. ; Ertl, G. ; Grunze, M. ; Weiss, M.: Interaction of Nitrogen with Iron Surfaces. In: POC 49 (1977), S. 18–41 (Cited on page 8) [14] Brunauer, S. ; Emmett, P. H. ; Teller, E.: Adsorption of Gases in Multimolecular Layers. In: JACS 60 (1938), S. 309–319 (Cited on pages 8 and 12) [15] SING, K. S. W. ; EVERETT, D. H. ; HAUL, R. A. W. ; MOSCOU, L. ; PIEROTTI, R. A. ; ROUQUEROL, J. ; SIEMIENIEWSKA, T.: REPORTING PHYSISORPTION DATA FOR GAS/SOLID SYSTEMS with Special Reference to the Determination of Surface Area and Porosity. In: PAC 57 (1985), S. 603–619 (Cited on pages 9 and 27) [16] Fletcher, A. J.: Isotherms and Adsorption Theory. http://www.staff. ncl.ac.uk/a.j.fletcher/isotherms.htm\#M, . – visited on June 21th 2008 (Cited on pages 10 and 27) [17] Cohan, L. H.: Sorption Hysteresis and the Vapor Pressure of Concave Surfaces. In: JACS 60 (1938), S. 433–436 (Cited on page 10) [18] Barrett, E. P. ; Joyner, L. G. ; Halenda, P. P.: The Determination of Pore Volume and Area Distributions in Porous Substances. I. Computations from Nitrogen Isotherms. In: JACS 73 (1951), S. 373–380 (Cited on page 10) [19] Gregg, S. J. ; Sing, K. S. W.: and Porosity, 2nd edition. London : (Cited on pages 10, 12, 13, 17, and 27) 25 Adsorption, Surface Area Academic Press, Inc., 1982 Bibliography Tobias Bandi [20] Peigney, A. ; Laurent, C. ; Flahaut, E. ; Bacsa, R. R. ; Rousset, A: Specific Surface Area of Carbon Nanotubes and Bundles of Carbon Nanotubes. In: Carbon 39 (2001), S. 507–514 (Cited on page 13) [21] Hanot, L. ; Domine, F.: Evolution of the Surface Area of a Snow Layer. In: EST 33 (1999), S. 4250–4255 (Cited on pages ) [22] Sing, K.: The use of Nitrogen Adsorption for the Characterisation of Porous Materials. In: CSA 187 (2001), S. 3–9 (Cited on page 13) [23] Kirby, R. K.: Thermal Expansion of Polytetrafluoroethylene (Teflon) From −190◦ to +300◦ C. In: JRNBS 57 (1956), S. 91–94 (Cited on page 14) [24] Bartels-Rausch, T. ; Ammann, M: A BET Instrument to Measure Very Low Specific Surface Areas. http://lch.web.psi.ch/pdf/anrep03/17.pdf, . – visited on June 21th 2008 (Cited on page 16) [25] Domine, F. ; Cabanes, A. ; Taillandier, A.-S. ; Legagneux, L.: Specific Surface Area of Snow Samples Determined by CH4 Adsorption at 77 K and Estimated by Optical Microscopy and Scanning Electron Microscopy. In: EST 35 (2001), S. 771–780 (Cited on pages ) [26] Legagneux, L. ; Cabanes, A. ; Domine, F.: Measurement of the Specific Surface Area of 176 Snow Samples Using Methane Adsorption at 77 K. In: JGR 107 (2002), S. ACH5–1–15 (Cited on page 16) 26 List of Figures 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 Schematic diagram of a dilution refrigerator. From [1] . . . . . . . . Nuclear spins in an external magnetic field, [3] . . . . . . . . . . . . Schematic diagram of a magnetic refrigeration cycle. From [5] . . . Thermal coupling of liquid helium and metal [6] . . . . . . . . . . . Phonon reflection and refraction at a liquid–solid interface [6] . . . Haber–Bosch reaction at the surface of a heterogeneous catalyst . . Types of physisorption isotherms, [15] . . . . . . . . . . . . . . . . . Capillary condensation in pores, [16] . . . . . . . . . . . . . . . . . Curves of eq. 2.15 (n being the volume in mols) for different values of c: (A): c = 1; (B): c = 11; (C): c = 100; (D): c = 10000, From [19] 13 3.1 3.2 3.3 Section through a schematic picture of the sinter press . . . . . . . Schematic setup of the BET instrument . . . . . . . . . . . . . . . . A typical example of an adsorption isotherm . . . . . . . . . . . . . 15 16 17 4.1 4.2 4.3 Sinter 4; 200◦ C, 2h . . . . . . . . . . . . . . . . . . . . . . . . . . . Sinter 3; 250◦ C, 1h . . . . . . . . . . . . . . . . . . . . . . . . . . . Specific surface area of sintered silver powder. Points with the same color indicate the results of repeated measurement of a sample. . . . Specific surface area vs. packing density . . . . . . . . . . . . . . . 19 20 B.1 Materials for pressing the silver powder . . . . . . . . . . . . . . . . 30 C.1 Schematic setup of the BET instrument . . . . . . . . . . . . . . . . 31 4.4 27 3 4 5 6 7 8 9 10 21 22 APPENDIX A C A [m2 /g] Error in A Sinter 2, 200 C, 1h 676 ± 4555 2.69 ± 0.307 11.44% Sinter 3, 250◦ C, 1h, 58%, M1 1840 ± 5100948 1.79 ± 0.368 20.56% Sinter 3, 250◦ C, 1h, 58%, M2 −124 ± 249 1.52 ± 0.323 21.28% Sinter 3, 250◦ C, 1h, 58%, M3 2220 ± 47660 1.72 ± 0.314 18.22% Sinter 6, 250◦ C, 1h, 53%, M1 4900 ± 248356 2.46 ± 0.340 13.80% Sinter 6, 250◦ C, 1h, 53%, M2 −419 ± 2478 2.26 ± 0.356 15.78% Sinter 6, 250◦ C, 1h, 53%, M3 −5860 ± 146272 2.32 ± 0.250 10.77% Sinter 7, 250◦ C, 1h, 51%, M1 −1080 ± 7486 2.13 ± 0.23 11.01% Sinter 7, 250◦ C, 1h, 51%, M2 −232 ± 435 2.15 ± 0.29 13.28% Sinter 7, 250◦ C, 1h, 51%, M3 −599 ± 3869 2.38 ± 0.33 14.06% Sinter-nr. ◦ Table A.1: Specific surface areas of sintered silver. Column 1 indicates sample number, sintering temperature, sintering time, packing density and number of measurement. 28 APPENDIX B Howto Fabrication of silver powder sinters Caution! Silver powders are nanoparticles, invisible and can easily be inhaled. When working with the powder, always use appropriate protection (gloves and mask) Pressing the Silver Powder • Fill a the teflon box about half with silver powder. Distribute it evenly. Close the teflon box with the cap with the long male die part. • Put the box into the brass press body and press using cap C, see figure B.1. Press either by hand or with the large press in the student practice, 3rd floor, DoP. • Repeat the procedure until the box is full of pressed silver powder. When the box is nearly full, switch to the cap with the short male die part. Sintering the pressed powder • Put the teflon box into the press body and screw latter to the copper piece of the heater • Close the cap of the vacuum chamber and pump for ∼10 minutes with the rotary pump. Flush the vacuum chamber with helium gas and pump again 29 Appendix B Appendix Tobias Bandi Figure B.1: Materials for pressing the silver powder • Fill the vacuum chamber with the desired amount of gas • Switch the Controller on. The upper red display shows the actual temperature and the green number is the target temperature. By pressing ’MODE’ and then ’↑’ or ’↓’ you can adjust the target temperature • Plug in the cable of the heater. Now the heating starts • After the desired time, unplug the heater and leave the system cool down (this takes about 45 minutes) • Remove the sinter from the teflon box and measure its weight to determine the packing density 30 APPENDIX C Howto Measurement of the BET surface Figure C.1: Schematic setup of the BET instrument • Unscrew the sample cell and put the sinter into it. Screw it on firmly • Flush the system several times with nitrogen gas • Pump the whole system with the turbo pump for min. 3 hours or over night. Heat out the system with the heating gun. • Immerse the sample cell in liquid nitrogen up to a certain level. During the whole experiment the level of liquid N2 has to be kept constant • Close valves 1, 2 and 4. Add a certain pressure of N2 gas to the dosing volume. Record this pressure 31 Appendix C Appendix Tobias Bandi • Open valve 2 and leave the system settle. Record the equilibrium pressure • Close valve 2 and add another amount of gas to VD . Record the pressure • Open valve 2, wait for equilibration and record the final pressure • Repeat this procedure up to a pressure of ∼300mbar (p/p0 ∼ = 0.3). Record ∼10–15 points between (0.05 < p/p0 < 0.3) Analysis of the Data The amount of gas in the system, before the expansion, is the sum of the amounts in the dosing volume and the sample volume: V1 = VD,1 + VS,1 = 1 (pD VD + pS VS ) RT (C.1) 1 peq (VD + VS ) RT (C.2) and after the expansion V2 = VD,2 + VS,2 = Thus the volume of gas adsorbed is given by: ∆VADS = V1 − V2 = VD (pD − peq ) + VS (pS − peq ) RT (C.3) The effect of the temperature gradient and the volume of the sample have to be accounted for in VS,ef f (effective volume). Therefor T in the above equations is always equal to the room temperature. By summing up the adsorbed volume over the steps, pairs of VADS and peq /p0 are obtained. They can then be plotted according to equation 2.16, figure 3.3. The errors can be determined by an error propagation calculation. A linear regression of the adsorption isotherm in the linear range leads to a linear equation. The slope is equal to Vc−1 and the intercept with the y–axis is mc 1/(Vm c). Thus Vm = 1 1 and c = slope + intercept Vm ∗ intercept (C.4) The sizes of the dosing volume and the (empty) sample volume at room temperature were: VD = 9.76 ± 0.83 cm3 and VS = 5.43 ± 0.54 cm3 . 32