Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Nanochemistry wikipedia , lookup
Self-assembled monolayer wikipedia , lookup
Glass transition wikipedia , lookup
Flux (metallurgy) wikipedia , lookup
Heat transfer physics wikipedia , lookup
Work (thermodynamics) wikipedia , lookup
Thermal radiation wikipedia , lookup
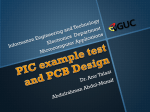
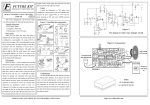
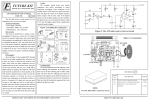
PCBs Thermophysical Properties in Lead-Free Assembling Process Assessment e-mail: [email protected] I. Plotog, M. Branzei, P. Svasta, M. Miculescu, T. Cucu A. Thumm “Politehnica” University of Bucharest, Center for Technological Electronics and Interconnection Techniques UPB-CETTI Bucharest, Romania Abstract— As elements of interconnection structures at level two in electronic packaging, the pads could be considered as a particular solution into a virtual space defined by the materials, geometry, surface finishes and substrate [1, 2]. The assembling processes emphasize the substrate contribution over thermal mass and heat transfer [3]. Each of the pad particular solution defined in the design stage will have unique values of thermophysical properties (THP) [2]. In the paper it will be presented the results of the THP measurements for different types of PCBs having particular solutions defined by the pad finishes, geometry and substrate materials using ANTER equipments (FlashLine 3000 thermal diffusivity system and Unitherm1161V dilatometer type). Finally, scientific and practical conclusions shall be drawn in order to improve the quality, reliability and increase the energetic efficiency of the reflow soldering process. IBL-Loettechnik GmbH, Koenigsbrunn, Germany are determined in principal by the thermophysical properties (THP) of substrate materials for the same soldering conditions. II. CONSEQUECES OF THE PCBS SUBSTRATE THERMOPHYSICAL PROPERTIES IN PRACTICE OF THE ASSEMBLING PROCESES The practice of the assembling processes, emphases the difficulties met when the PWBs substrates have as core materials glass (Fig. 1a) or aluminum (Fig. 1b) [4, 5]. Especially in case of glass core, on convection line was very difficult to obtain good results. After assembling process the Glass Circuit Boards (GCBs) present delaminations (Fig. 1a) and zones where the solder paste was melted only on electronic components terminals (Fig. 1c) being practical drayed on pads (Fig. 1d). Keywords- PCB substrate, pad, thermal diffusivity f I. INTRODUCTION In the last decade new type of printed wire boards (PWBs) having different core materials were promoted on the market. Requirements for improved heat of the power electronic components (Power LEDs applications, as example) led to a new printed circuit boards (PCBs) technology, realized by using as interconnection structures support PWBs having copper or aluminum substrates [4]. Requirements for a very clean or with high level of humidity environment led to create PCBs with glass substrate [5]. Typical applications are for medical instruments, products and devices. Addressing only to SMT issues, the new materials are a challenge for conventional assembling technologies. High thermal mass of the substrate makes difficult to be soldered these PCBs type using infraredconvection reflow oven in Surface Mounted Technology (SMT) assembling line, especially since the lead-free technology raised the process temperature [4, 5]. In these cases, Vapor Phase Soldering (VPS) technology seems to be the most appropriate for obtaining the best assembling results [4, 5, 6]. The above mentioned PWBs substrate technology present radically different thermal behavior compared to the classical types (FR4, FR2, CEM). The results of the practical experiments emphasize these differences especially regarding comparison between the imposed thermal profile (TP) of the oven and the real one’s at the PCB surface. These differences e a a c d b Figure 1. The assembling process of PWB with glass & aluminum core experience. Delaminations were not totally eliminated even was used a very low speed for conveyor (0.4m/min) according with TP P2 (Fig. 1e, f). The experiments demonstrated that the best assembling solution for PCBs having glass or metal core substrate was VPS [4, 5]. In order to point out the differences between the studied PCBs, as function of substrate material, in the first step of the experiments, all bare PCBs were simultaneously submitted to the same TP and VPS process, in the lead-free technology conditions. Their TP responses were investigated by adding temperature sensors on each board (Fig. 2). The testing profile was one normally used for a common FR4 board in the assembling line of an EMS company. It was used the same solder paste, SAC305 type3, OM338T Cookson. The results showed that the aluminum board needs more heat quantity, so it reaches reflow zone with some delay compared to FR4, and also, GCB increases its temperature very slowly and had a too short Time Above Liquidus (TAL) period in order to make a good solder joint (Fig. 3). As conclusion, the high thermal mass of metal and GCBs requires more heat and controlled heat transfer conditions in order to accomplish the requirements for a good soldering. The results of the previous experiments are determined by the rate at which heat is transferred from the working vapor to the PCBs characterized by the differences between the THP as function of their structure. and substrate core material. Each of the particular solution defined will have unique values for the THP with consequences over TP. The heat conduction in PCB substrate, the speed of heat transfer and heating inertia are influenced by the THP (conductivity & diffusivity) of 4P Soldering Model KPV, having as consequence the differences between specific TPs presented in figure 3. Thermal mass (THM) is a concept in electronic packaging which describes how the mass of the ensemble PCBs (substrate, metallic interconnection structures with pads having different finishes, solder paste deposits, components leads and body) provides "inertia" against temperature fluctuations determined by the TP in reflow soldering process. THM represent the ability of the ensemble PCBs to store the heat transmitted in the soldering process. Physically thermal mass is equivalent to thermal capacitance or heat capacity (Cth, (J K-1)): Cth = m c (1) Where: m = mass of PCB structure (kg) c = specific heat capacity (J kg-1 K-1) Thermal inertia is a measure of the thermal mass and the velocity of the thermal wave which controls the gradient materials temperature. Physically, inertia is equivalent to thermal effusivity (e, (W s1/2 K-1 m-2)): e = (λ ρ c)1/2 (1) Where: λ = thermal conductivity (W m ·K ) ρ= m/V, density (kg m-³) ρ c = volumetric heat capacity (J m-³·K-1) V = volume of PCB structure (m³) -1 Figure 2. GCB, Al and FR4 PCBs on carrier in VPS machine Volumetric heat capacity (VHC) describes the ability of PCB in the soldering process to store the heat as internal energy while undergoing a given temperature change according with TP, but without undergoing a phase change. For a given specific heat value of the material, one can convert it to the VHC multiplying the specific heat by the material density. In the soldering process, a higher value of the VHC, that means a longer time for the PCB ensemble to achieve temperature according with imposed TP for specific soldering process. The speed of heat diffusion is characterized by the thermal diffusivity (α) of PCB ensemble (PCB substrate, metallic interconnection structures, pads having specific finishes, solder paste deposits, components leads and cases), which govern the heat flow at the PCB surface and from the surface into their interior with the SI unit ( m²/s): 250 [°C] FR4 200 Al Glass 150 Carrier 100 50 0 0 60 120 180 240 300 -1 [s] 360 Figure 3. VPS thermal profile as function of substrate type As consequence, the PCBs can be considered a complex element in the Lead-Free assembling process completing the 4P Soldering Model key process variables (KPV): Pad-PastePin-Process [2]. Defined as final product of assembling process, the solder joints could be considered result of KPV synergistically interactions into reflow soldering process. Consequently the heat transfer according to specific reflow soldering process TP depend and is strongly influenced by the THP of the KPV, each of which being complex function defined in the Design for Manufacturing (DFM) stage. The pad variable is function of the different finishes types, geometry α=λ/ρc (2) Materials with high thermal diffusivity rapidly adjust their temperature to that of their surroundings, because the heat transfer is quickly in compare to their VHC (ρ c). In the soldering process the heat transfer must be controlled in order to realize TP on PCB assemble mass taking into consideration process time constant [7]. The heat transfer time constant τ can be defined as function of τcv. specific for the heat transfer by convection to the PCB and another, τth specific for the internal heat transfer by conduction into the PCB structure: τcv = ρ c V / h Acv =m c / hAcv = Cth Rcv (3) τth = Cth Rth = Cth x / λ Ath = m x / α ρ c Ath = x2 / α (4) Where: Acv = convective heat transfer surface areas (m2) Ath = PCB conductive heat transfer surface areas (m2) x = PCB structure thickness (m) = V / Ath h = heat transfer coefficient (W / m2 K) R = 1/h Acv, convective thermal resistance (K W-1) R = x/ λ Ath, conductive thermal resistance (K W-1) As general conclusion, τcv is proportional with masses ρV and larger heat capacities Cth lead to slower changes in temperature, while larger heat transfer surface areas Acv and better heat transfer h lead to faster temperature changes (3). Thermal diffusivity has influence in reducing τth in the heat transfer of soldering process (4), which is strongly dependent by ensemble PCB thickness. The practical problems are generated by the complex geometry of ensemble PCB, being difficult to estimate heat transfer time constant. In consequence result the necessity of extended THP measurements over the PCB assembly having different substrate materials. III. Thermal conductivity is calculated from (2) using value for diffusivity, specific heat and sample density. Figure 4. Schematic of flash diffusivity measurement and temperature rise curve. PCB THERMOPHYSICAL PROPERTIES ASSESSMENT A. Theoretical support Conclusions of the experiments at this stage emphasizes the influence of materials THP not only in assembling area but also in the development, specification, and quality control of materials used in electronics packaging and thermal management. The THP are measured for pure substances and intrinsic materials. In the electronic packaging the necessity of THP measurements not only for intrinsic materials but also for PCBs ensemble becomes strongly required. This data can be critical to a successful DFM of an electronic product, especially with the rapidly increasing cooling requirements in the assembling process that result from the packaging of higher performance devices. A variety of methods, involving both steady state and transient techniques, are available for measuring thermal diffusivity, specific heat and thermal conductivity. In order to define the soldering conditions for PCBs with different core materials, the THP of PCBs, GCB, CEM and FR4 types, were measured using ANTER equipments (FlashLine 3000 thermal diffusivity system and Unitherm11611V dilatometer type) specialized on the flash diffusivity method (ASTM E1461). The flash method (Fig.4) consists in heating one surface of a small disk of the material with a single pulse from a flash energy source, and measuring the resulting temperature rise on the opposite surface as a function of time [8, 9]. The thermal diffusivity value is obtained using formula: α = 1.388 x2/ t50 (4) Where: t50= the “half max rise time”, is the time for the back face temperature to reach 50% of its maximum value, and x is the thickness of the sample. The specific heat of a material sample can be measured with this method by comparing the sample temperature rise to the ones of a reference sample of known specific heat measured under the same conditions: c PCB sample = (m c ΔT)ref / (m c ΔT)PCB sample (5) The absorptive efficiency of the front surface of the samples to the energy pulse and the radiative efficiency of the back surface to the IR detector are controlled by coating the calibration and test samples with the same graphite film. B. Experiments In the experiments the multilayer structure of ensemble PCBs was take into consideration, an equivalent property referring to each of experimental structure being practically measured. The probes used (fig. 5) were made (for each PCB type) from bulk material of substrate, completed with copper foil, traces and assembled with components in order to emphases the THP differences function of PCB structure. Sample geometry is a disk with 31.5 mm in diameter. The thickness depends on PCBs type manufacturing stage. Figure 5. FR4 thermophysical properties measurements probes: a=FR4 base material, b=FR4 with traces, c= FR4 assembled with resistors 1206 type. C. Experiment result and disscutions The measurements results for the back face temperatures for FR4 type substrate material probes (Fig. 6) are used for THP calculations. The results are presented in Tab. 1. Could be notice the contribution of each layer; so, compared to FR4 substrate the copper traces increase the diffusivity and decrease the conductivity. Regarding to entire structure, the THP emphasize the major contribution of substrate in establishing of soldering process heat transfer necessities, according with TP requirements for each phase (Tab. 1). This conclusion offer practical solution for heat transfer time constant calculation as function of thickness and substrate material diffusivity with an acceptable error estimation. FR4 Substrate Substrate & Copper Traces IV. CONCLUSIONS The THP of PCBs as complex term of the “4P” Soldering Model emphasizes the major contribution of substrate as a function variable, especially from soldering process heat transfer necessities according with thermal profile requirements for each phase. Based on the experiments results and the THP measurements over intrinsic materials and ensembled PCB appear as consequence the necessity to transfer in the soldering process more heat to substrate by increasing heating rate on bottom side or preheat top side. The VPS using the boiling process ensures these conditions as consequence of physical principles and could be improved using infrared preheats. The experiments will be extended in order to realize a data base for printed circuit boards (PCB) having different core material as substrate and different pads finishes. ACKNOWLEDGMENT The authors are very grateful to the leading staff of IBLLöttechnik GmbH for continuous support and collaboration to fulfill experiments used in the presented paper. Many thanks from the authors to FELA Leiterplattentechnik GmbH, the company that supplied the glass and metal core PCBs for experiments and to Cookson Electronics which offered the solder pastes for experiments.. This paper represents the result of work done for promoting innovative technologies in the frame of INOINDEX project (CNMP: 91-002/2007). Substrate, Copper Traces & Components REFERENCES Figure 6. Temperature rise curves for FR4 probes TABLE I. PCB THERMOPHYSICAL PROPERTIES FR4 Probe Type T [°C] FR4 Substrate Substrate & Copper Traces Substrate, Copper Traces & Components 106 110 TABLE II. [1] 105 (α) (λ) (c) Thermal Thermal Specific Diffusivity Conductivity heat [cm2/s] [W/mK] [J/KgK] 0.0027 0.47 916 0.003 0.42 746 0.0021 0.38 936 COMPARATIVE MEASUREMCOMENTS OF THP FOR PCBS HAVING FR4, CEM1 AND GLASS SUBSTRATES (α) (λ) (c) Substrate Thickness Density Thermal Thermal Specific T [ºC] Type [mm] [g/cm3] Diffusivity Conductivity heat [cm2/s] [W/mK] [J/KgK] FR4 0.71 1.943 CEM1 1.51 1.563 GLASS 3.94 2.527 106 119 157 221 107 118 157 220 108 159 0.0021 0.0021 0.0019 0.0015 0.0011 0.001 0.0009 0.0008 0.0051 0.0042 0.387 0.394 0.405 0.422 0.236 0.231 0.219 0.175 0.658 0.616 936 958 1082 1221 1403 1425 1494 1612 511 581 R. Strauss, SMT Soldering Handbook, Butterworth-Heinemann Linacre House, Oxford, 1998 [2] P. Svasta, I. Plotog, T. Cucu, A. Vasile, A. Marin, 4 P Soldering Model for Solder Joints Quality Assessment, ISSE 2009,The 32nd International Spring Seminar on Electronics Technology, 13-17 May, Brno, Czech Republic proceedings ISBN 978-80-214-3874-3. [3] M. Branzei, P. Svasta, F. Miculescu, M. Miculescu, I.Plotog, Correlation Between the Thermo-physical Properties, Geometry and Microstructure of the SAC305 and SAC-X Typical Solder Joints, 17-20 Sep 2009, Gyula, Hungary, Conference proceedings, pp. 129-133. [4] Plotog I, Varzaru G, Turcu C, Cucu TC, Svasta P, Codreanu N. D, VPS Solution for Lead-Free Soldering in EMS Industries, ESTC 2008: Vol. 1, 2, Proceedings Pages: 121-124, London 2008 [5] Ioan Plotog, Paul M. Svasta, Norocel D. Codreanu, Traian C. Cucu, Carmen Turcu, Gaudentiu Varzaru, Gheorghe Lazar and Alexandru Batuca, “Investigations on Assembling of Electronic Packages onto Glass Substrates using Lead-free Technology”, 31st International Spring Seminar on Electronics Technology, ISSE 2008, Budapest, Hungary, May, 2008, Conference proceedings, pp. 415-419. [6] H. Leicht, A Thumm, Today's Vapor Phase Soldering. An Optimized Reflow Technology for Lead Free Soldering, IBL-Löttechnik GmbH, www.ibl-loettechnik.de, Germany [7] P. Svasta, V. Columbeanu, C. Ionescu, A. Vasile, Rezistoare. Proprietati, Caonstructie, Tehnologie, Aplicatii. Ed. Cavallioti, Bucharest 2007, pp. 21-47, ISBN 978-973-7622-39-6 [8] http://www.anter.com [9] http://www.calce.umd.edu/general/Facilities/laser_flash/Results.pdf [10] FELAM Thermoline, „Technical Documentation“, FELA Leiterplattentechnik, 2007.