Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
SOLUTIONS
TO
APPENDIX I - SUPPLEMENTARY PROBLEMS USING MINITAB
CHAPTER 3 – QUALITY IMPROVEMENT AND COST REDUCTION
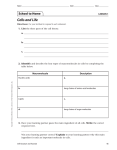
Q1. A bank investigating problems in account transfers collected data on 100
orders and stratified errors by Cost Center and Category. What conclusions can be
drawn as to the biggest problem areas? (filename: Gryna & Chua.MPJ, columns
C22, C23, C24)
SOLUTION:
Pareto analysis indicates that Cost Centers 266 and 263 account for a cumulative 88% of
the documented errors. Similar analysis shows that Documentation errors are the major
leading defect category, with 56% of errors falling into this category.
100
100
80
80
60
60
40
40
20
20
0
Cost Center
Count
Percent
Cum %
266
60
60.0
60.0
263
28
28.0
88.0
264
8
8.0
96.0
364
3
3.0
99.0
Other
1
1.0
100.0
Percent
Count
Pareto Chart of Cost Center
0
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Error Category
100
100
80
80
60
60
40
40
20
20
0
m
cu
o
D
Count
Percent
Cum %
ta
en
n
tio
tR
pu
n
I
56
56.0
56.0
e
rd
co
18
18.0
74.0
ng
di
o
C
Pr
11
11.0
85.0
g
si n
s
e
oc
er
sf
n
a
Tr
O
6
6.0
91.0
tR
pu
t
u
6
6.0
97.0
d
or
ec
Percent
Count
Pareto Chart of Error Category
0
3
3.0
100.0
Q2. A company seeking to improve its Work Order Fulfillment process collected
data on consecutive work orders to determine what departments and work order
types contributed most to overall work load. What can you conclude from the
collected data? What departments and work order types should be investigated
further? (filename: Gryna & Chua.MPJ, columns C26, C27, C28)
SOLUTION:
Pareto analysis shows that the department with the greatest number of work orders is the
Filling Department, followed by the Manufacturing and Shipping & Receiving
Departments. Unplanned Maintenance is the most frequent type of work order, far ahead
of Planned Maintenance Work Orders that fall into second place.
Further analysis of Work Order Type stratified by Department shows that Unplanned
Maintenance Work Orders originating in the Filling Department is the logical group to
investigate first for improvement opportunities.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Pareto Chart of Department
600
100
500
80
400
60
300
40
200
20
100
0
Department
Percent
Count
700
g
llin
Fi
Count
Percent
Cum %
314
50.7
50.7
uf
an
M
g
in
ur
t
ac
g
in
pp
i
Sh
&
ce
Re
110
17.8
68.5
g
in
iv
e
at
or
p
r
Co
84
13.6
82.1
g
in
ag
k
c
Pa
65
10.5
92.6
0
46
7.4
100.0
Pareto Chart of Work Type
600
100
500
80
400
60
300
40
200
20
100
Work Type
0
e
e
nc
nc
a
a
en
en
nt
nt
ai
ai
M
M
ed
ed
n
n
an
an
pl
Pl
n
U
Count
379
85
Percent
61.2
13.7
Cum %
61.2
75.0
Percent
Count
700
e
ov
M
77
12.4
87.4
lla
ta
s
In
n
tio
56
9.0
96.4
m
Re
al
ov
0
22
3.6
100.0
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Pareto Chart of Work Type by Department
ce
an ce
en nan
t
n te
ai
M ain
on l
M
ed
ti
n
la
va
n
ed e
al m o
l a nn
t
v
p
s
a
o
Un Pl
M
In
Re
Department = Corporate
Department = Filling
Department = Manufacturing
300
200
Count
100
Department = Packaging
300
200
100
Department = Shipping & Receiving
l
e
e
e
on va
nc anc
ov
ti
o
M ll a
na
n
m
a
e
tn e nte
R
st
ai
ai
In
M
M
d
d
e
e
n
n
an lan
pl
P
Un
0
Work Ty pe
Unplanned Maintenance
Planned Maintenance
Mov e
Installation
Remov al
0
e
e
e
n
al
nc
nc Mov atio ov
na ena
ll
m
a
e
t
R
n
st
a
ai
In
M
M
d
d
e
e
nn
nn
l a Pla
np
te
in
U
Work Type
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
CHAPTER 15 – INSPECTION, TEST AND MEASUREMENT
Q1. A pharmaceutical company conducts manual 100% inspection of incoming
glass vials prior to filling. This is done because defects discovered after filling a vial
with a drug are quite costly, as the product must be discarded. The company would
like to determine if a sampling procedure would be more cost effective. Major types
of defects scored were cracks, spikes and birdswings (thin strands extending from
one side to another). Parameters are:
Number of items in lot
Number of items in sample
Proportion defective in lot
Damage cost incurred if defective slips past inspection
Inspection cost per item
Probability lot will be accepted by sampling plan
10,000
1000
Calculate from data
$3,250
$1.20
0.96
Calculate the total cost of no inspection, sampling, and 100% inspection. What is
the break-even point? What do you recommend? Would your conclusion change if
an automated inspection system were installed that dropped costs of inspection by
half (to 0.60 per vial; all other parameters unchanged)?
(Gryna 022805.MPJ; C6-T Vial Status)
SOLUTION:
Calculate the total cost of no inspection, sampling, and 100% inspection.
Proportion defective in the lot is needed to complete the calculations. Using the
data provided, the proportion defective in the lot is estimated to be 0.0045.
No inspection:
NpA = (10,000) (0.0045) ($3,250) = $146,250
Sampling:
nI + (N-n)pAPa + (N-n)(1-Pa)I
= 1000 ($1.20) + (10,000 – 1000) (0.0045) ($3250) (0.96)
+ (10,000- 1000) (1-0.96) ($1.20)
= $127,997
100% inspection:
NI = 10,000 ($1.20) = $12,000
What is the break-even point?
Pb = I/A = $1.20 / $3,250 = 0.000369
What do you recommend?
The lowest cost option of the three under consideration is 100% inspection.
Given this, recommend continuing with 100% inspection.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Would your conclusion change if an automated inspection system were installed that
dropped costs of inspection by half (to 0.60 per vial; all other parameters unchanged)?
No. The cost of inspection is negligible compared to the costs of a defective vial
making its way through the filling process. A 50% reduction in inspection costs
would be insufficient to warrant a change.
Q2. A pipette is an instrument used to transfer small volumes of liquid from one
vessel to another with high precision and accuracy. A molecular biologist suspects
that poor experimental results may be the result of a faulty pipette, but does not
know which of three pipettes might be at fault. The three pipettes (1000 μl, 200 μl
and 20 μl units; designations indicate maximum intended volume) are tested at
settings to dispense half the maximum rated volume (that is, 500, 100 and 10 μl,
respectively). She takes thirty measures for each pipette. Which pipette has the
greatest bias on a percentage basis? What is the precision of each unit (reported as
one standard deviation)?
Gryna 022805.MPJ; Columns C8-C10; 1000ul, 200ul, 20ul)
SOLUTION:
Descriptive Statistics: 1000 ul, 200 ul, 20 ul
Variable
1000 ul
200 ul
20 ul
N
30
30
30
N*
0
0
0
Variable
1000 ul
200 ul
20 ul
Maximum
503.89
99.700
10.310
Mean
499.77
98.203
10.042
SE Mean
0.446
0.145
0.0313
StDev
2.44
0.796
0.171
Minimum
494.12
96.220
9.630
Q1
498.13
97.868
9.923
Median
499.53
98.020
10.065
Q3
501.72
98.830
10.195
Which pipette has the greatest bias on a percentage basis?
The 200 μl pipette has the greatest absolute bias (100-98.203) and percentage bias
((100-98.203)/100).
What is the precision of each unit (reported as one standard deviation)?
1000 μl: 2.44
200 μl: 0.796
20 μl: 0.171
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q3. The scientist also suspects that the 1000 μl pipette may not be as accurate at
lower volumes, and that she should use the 250 μl pipette for volumes at or under
250 μl. Prepare a scatterplot of data comparing actual dispensed volumes against
pipette volume setting. Is the suspicion correct?
(Gryna 022805.MPJ; Columns C11-12; Setting Volume, Dispensed Volume)
SOLUTION:
The scientist’s suspicion is correct. At volumes below 200 μl, there is a bias towards
dispensing less than the set volume. A scatter plot comparing dispensed volumes and
setting volumes is shown below. Given the data range, the bias is difficult to see in this
scatterplot.
Two additional scatterplots help visualize the problem; these are (a) the deviation in
dispensed volume from setting volume plotted against setting volume, and (b) percentage
deviation in dispensed volume plotted against setting volume. Both of these scatterplots
show a sharp increase in bias at and below the 250 μl setting.
Scatterplot of Dispensed Volume vs Setting Volume
1000
Dispensed Volume
800
600
400
200
0
0
200
400
600
Setting Volume
800
1000
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Scatterplot of Set - Dispensed vs Setting Volume
25
Set - Dispensed
20
15
10
5
0
0
200
400
600
Setting Volume
800
1000
Scatterplot of % Deviation vs Setting Volume
40
% Deviation
30
20
10
0
0
200
400
600
Setting Volume
800
1000
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q4. A project team was investigating the sanding process in a wood finishing
operation. Laminated (hard wood) components were sent through a rough sanding
operation. Occasionally there were places on the components where all the
laminated material was removed exposing the underlying fiber board. This defect
was referred to as a sand-through. The team wanted to explore the ability of the
operators to consistently and accurately characterize a sand-through. Using the data
below, determine if the team can have confidence in the operators’ results.
(Filename: Sand through Attribute Gage Study.mpj)
SOLUTION:
Sample
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Attribute
(Expert)
Go
No
No
No
No
No
No
No
No
No
No
No
No
No
Go
Go
Go
No
Go
No
go
no
no
no
no
no
no
no
no
no
no
no
no
no
go
go
no
no
go
no
Inspector 1
go
no
no
no
no
no
no
no
no
no
no
no
no
no
go
go
no
no
go
no
go
no
no
no
no
no
no
no
no
no
no
no
no
no
go
go
no
no
go
no
Inspector 2
go
no
no
no
no
no
no
no
no
no
no
no
no
no
go
no
go
no
go
no
Answer: (Minitab Stat>Quality Tools>Gage Study>Attribute Gage Study)
As the printout shows below, one inspector has good results and one inspector has
marginal results. The team decided the data was reasonably reliable but that the training
for sand-through inspection should be reviewed and additional attribute studies should be
planned to evaluate the other inspectors who make these evaluations.
Within Appraiser
Assessment Agreement
Appraiser # Inspected # Matched Percent (%)
1
20
20
100.0 ( 86.1, 100.0)
2
20
18
90.0 ( 68.3, 98.8)
95.0% CI
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
# Matched: Appraiser agrees with him/herself across trials.
Each Appraiser vs Standard
Assessment Agreement
Appraiser # Inspected # Matched Percent (%)
1
20
19
95.0 ( 75.1, 99.9)
2
20
18
90.0 ( 68.3, 98.8)
95.0% CI
# Matched: Appraiser's assessment across trials agrees with standard.
Assessment Disagreement
Appraiser # no/go Percent (%) # go/no Percent (%) # Mixed Percent (%)
1
1
20.0
0
0.0
0
0.0
2
0
0.0
0
0.0
2
10.0
Between Appraisers
Assessment Agreement
# Inspected # Matched Percent (%)
95.0% CI
20
18
90.0 ( 68.3, 98.8)
# Matched: All appraisers' assessments agree with each other.
All Appraisers vs Standard
Assessment Agreement
# Inspected # Matched Percent (%)
95.0% CI
20
18
90.0 ( 68.3, 98.8)
Q5. Sanding wood components is often done on a machine called a Timesaver
Sander. The reference surface is the flat belt that takes the product into the sanding
area. For a uniform sanding of the wood surface the part must lie reasonably flat on
the Timesaver belt. At regular intervals flatness is checked at an inspection station
prior to sanding. The project team investigating whether the product flatness could
be leading to defects decided to verify the ability to measure flatness. The data given
below is from their study. Decide whether the team has a measurement system
problem and what should be done about it.
(filename: Flatness Gage.mpj)
SOLUTION:
Part
Number
1
Curt
1.10
Michelle
1.10
Sherrie
1.15
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
1.10
1.35
1.35
1.20
1.10
1.00
1.00
0.75
0.70
0.70
0.50
1.50
1.45
0.20
0.10
1.10
1.10
1.35
1.40
1.10
1.30
1.40
1.20
1.20
1.00
1.00
0.85
0.85
0.65
0.75
1.55
1.50
0.20
0.20
1.20
1.25
1.35
1.40
1.15
1.30
1.30
1.15
1.15
1.00
1.00
0.85
0.85
0.80
0.70
1.45
1.45
0.00
0.20
1.10
1.15
1.30
1.29
Answer: (Minitab: Stat>Quality Tools>Gage Study>Crossed
A portion of the printout from Minitab is shown here. From the printout it seems
the MSA result is in the “dependent” zone. % Study Var is a bit high but not
totally unacceptable. Since the flatness measurement is a reasonableness check
the team could proceed with the project while looking into ways to improve
flatness measurements. Also, from the graphical output, it appears a couple of
parts gave the most variation in measurements. The team could look at these again
to identify the source of the measurement deviation.
Source
StdDev
(SD)
Study Var
(5.15*SD)
%Study Var
(%SV)
Total Gage R&R
Repeatability
Reproducibility
Operator
Operator*Part
Part-To-Part
Total Variation
0.060256
0.049598
0.034217
0.021645
0.026501
0.391281
0.395893
0.31032
0.25543
0.17622
0.11147
0.13648
2.01509
2.03885
15.22
12.53
8.64
5.47
6.69
98.83
100.00
Number of Distinct Categories = 9
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Gage R&R (ANOVA) for Response
Reported by :
Tolerance:
M isc:
G age name:
D ate of study :
Components of Variation
Response by Part
Percent
100
% Contribution
% Study Var
0.8
50
0
1.6
0.0
Gage R&R
Repeat
Reprod
1
Part-to-Part
2
3
Sample Range
0.2
2
_
R=0.042
LCL=0
2
1
3
10
2
Operator-Code
3
Operator-Code * Part Interaction
_
_
UCL=1.103
X=1.024
LCL=0.945
1.5
Average
Sample Mean
0.5
9
0.0
1.5
1.0
8
0.8
Xbar Chart by Operator-Code
1
7
1.6
UCL=0.1372
0.0
6
Response by Operator-Code
3
0.1
5
Part
R Chart by Operator-Code
1
4
Operator-Code
1
1.0
2
3
0.5
1
2
3
4
5
6
Part
7
8
9
10
Project: FLATNESS GAGE.MPJ; 11/12/2004; Six Sigma Project 002-04
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
CHAPTER 17 – BASIC CONCEPTS OF STATISTICS AND PROBABILITY
Q1. Glass slides used in microscopy must be of uniform thickness to maintain
optical properties. A company manufacturing slides suspected that the slides it was
producing were not as uniform as desired. Given 100 measures of slide thickness,
a) Summarize the data in tabular form
b) Summarize the data in graphical form
c) State your conclusions regarding the manufacturing process
(Gryna & Chua.MPJ, Column C1)
SOLUTION:
a) Descriptive Statistics: Thickness
Variable
Sum
Thickness
305.8971
Variable
Kurtosis
Thickness
-1.15
N
Mean
SE Mean
TrMean
StDev
Variance
CoefVar
100
3.0590
0.00643
3.0585
0.0643
0.00414
2.10
Minimum
Q1
Median
Q3
Maximum
Range
Skewness
2.9308
2.9997
3.0556
3.1190
3.2005
0.2698
0.07
b) Graphical Summary for Thickness
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Summary for Thickness
A nderson-Darling N ormality Test
2.96
3.00
3.04
3.08
3.12
3.16
3.20
A -S quared
P -V alue <
1.88
0.005
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
3.0590
0.0643
0.0041
0.06874
-1.14782
100
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
2.9308
2.9997
3.0556
3.1190
3.2005
95% C onfidence Interv al for M ean
3.0462
3.0717
95% C onfidence Interv al for M edian
3.0294
3.0879
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.0565
0.0747
Mean
Median
3.03
3.04
3.05
3.06
3.07
3.08
3.09
c) The analysis shows evidence of bimodality in the sample. The double peaks
suggest there are two processes being used to manufacture the glass slides, e.g.,
two different machines, types of machines, or shifts.
Q2. An outdoor advertiser interested in decreasing billboard print costs while
maintaining color quality tested three new types of ink, along with its current ink.
The number of hours to reach a quality set point under accelerated photo-bleaching
conditions was recorded for each ink type.
a) Generate boxplots for the data
b) What conclusions can be drawn based on the graphical display?
(Gryna & Chua.MPJ, Columns C6, C7)
SOLUTION:
a) Boxplots
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Boxplot of Hours vs Ink
300
290
Hours
280
270
260
250
240
230
Current
Type 1
Type 2
Type 3
Ink
b) The boxplots indicate that the Type 3 ink takes substantially longer to reach
the quality set point than does the current ink, and therefore is more resistant to
photo-bleaching. Furthermore, the variation is less than that of the other inks,
suggesting that it may have more consistent performance. Ink Types 1 and 2 are
similar in performance, with marginally higher median hours to reach the quality
set point. Assuming all other factors are equal, Type 3 ink is the best.
Q3. A company manufacturing pass-through autoclaves for heat sterilization of
hospital equipment received complaints that pressure within the chamber is not
being maintained for one of its models. Design engineers suspected the problem
originated from the new type of gasket used seal the exit door. To test this
hypothesis, engineers tested the two types of gasket and obtained the pressure
(kgf/cm2) at which gaskets failed under constant, peak temperature.
a) Prepare boxplots for the data
b) Do the data support the hypothesis? Why or why not?
(Gryna & Chua.MPJ, Columns C9, C10)
SOLUTION:
a) Boxplots
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Boxplot of Pressure
3.108
New
Original
3.106
3.104
Pressure
3.102
3.100
3.098
3.096
3.094
3.092
3.090
Panel variable: Gasket
b) No, the data do not support the hypothesis. The median pressure at which failure
occurs is higher for the new gaskets, rather than lower.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q4. A dry cereal manufacturer has a machine for filling boxes that subsequently
are sold by weight. The machine is reset depending on the type of cereal (flake,
puffed), but boxes are all filled with a weight specification of 16 ounces ± 0.05
ounces. Data were collected across several runs of the two types of cereal.
a) Are the weights normally distributed?
b) What are the means and standard deviations of weight?
c) What percentage of each type will not meet the weight specification?
d) Would you recommend any changes to the filling process? If so, what?
(Gryna & Chua.MPJ, Columns C3, C4)
SOLUTION:
a) Probability plots and the Anderson-Darling test for normality indicate the weights
are normally distributed for both the flake and puffed types of cereal.
Probability Plot of Flake
Normal
99.9
Mean
StDev
N
AD
P-Value
99
Percent
95
90
16.00
0.02058
100
0.361
0.440
80
70
60
50
40
30
20
10
5
1
0.1
15.950
15.975
16.000
Flake
16.025
16.050
16.075
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Probability Plot of Puff
Normal
99.9
Mean
StDev
N
AD
P-Value
99
Percent
95
90
16.00
0.004853
100
0.305
0.562
80
70
60
50
40
30
20
10
5
1
0.1
15.980 15.985 15.990 15.995 16.000 16.005 16.010 16.015
Puff
b) The mean weights and standard deviations are:
Descriptive Statistics: Flake, Puff
Variable
Flake
Puff
N
100
100
Mean
16.005
15.998
StDev
0.0206
0.00485
While the means are nearly identical and on target, the puffed cereal has a much
more narrow distribution of weight than does the flake cereal.
c) All of the samples taken are within the 16 ± 0.05 ounce specification. However,
note that the filling process for the flake cereal is much more likely to produce out
of spec product because of the greater spread in weights. (While not required as
part of the solution, a capability analysis shows Cpk values of <1 and >2 for the
flake and puffed cereal filling processes, respectively. This indicates poor
capability for the flake process).
d)
Descriptive Statistics: Flake, Puff
Variable
Flake
Puff
N
100
100
Mean
16.005
15.998
StDev
0.0206
0.00485
Minimum
15.952
15.979
Maximum
16.045
16.009
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Histogram of Flake, Puff
Normal
15.96 15.98 16.00 16.02 16.04
90
Flake
Puff
80
Puff
70
Frequency
Flak e
Mean
16.00
StDev 0.02058
N
100
Mean
StDev
N
60
16.00
0.004853
100
50
40
30
20
10
0
15.96 15.98 16.00 16.02 16.04
d) Recommend reducing the variation in the flake cereal filling process.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
CHAPTER 18 – STATISTICAL TOOLS FOR ANALYZING DATA
Q1. The United States Golf Association (USGA) sets restrictions on the mass and
size of golf balls. The ball mass must not exceed 1.620 ounces (0.04593 kg), and
should have a minimum diameter of 1.680 inches. A golf ball manufacturer took a
random sample of 1000 balls from its production line and measured the weight and
diameter.
a) What proportion of balls in the sample fail to meet the weight specification?
b) Diameter specification?
c) Both specifications?
(filename: Gryna & Chua.MPJ, columns C30, C31)
SOLUTION:
a) Four balls have a mass that exceeds 0.04593 kg (these are: 0.045931, 0.045932,
0.045935, 0,045941, 0.045951). This yields a proportion of (4/1000) = 0.004, or
0.4%.
b) Two balls have a diameter that is less than the minimum of 1.680 inches (these
are: 1.679520, 1.679912). this yields a proportion of (2/1000) = 0.002, or 0.2%.
c) There are no balls that fail to meet both specifications.
Scatterplot of Weight vs Diameter
1.68
0.04595
0.04593
Weight
0.04590
0.04585
0.04580
0.04575
1.680
1.682
1.684
1.686 1.688
Diameter
1.690
1.692
1.694
1.696
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q2. The USGA also regulates the coefficient of restitution (COR) of the ball. A
COR of 0.8 means that if a golf ball is dropped from a height of 10 feet, it will
rebound to a height of 8 feet. Through the process of impedance matching, clubface
and ball hardness can be adjusted to attain a specific COR. A golf ball
manufacturer recently changed its ball design with the goal of reducing variation in
the COR. Given the original and new ball designs,
a) Was the company successful in reducing COR variation (assume identical
clubface test conditions)?
b) Does the new design meet the target standard deviation of 0.00230?
c) What proportion of the sampled balls from the original and new designs
exceed the COR limit of 0.83?
(filename: Gryna & Chua.MPJ, columns C32, C33)
SOLUTION:
a) Yes, the company was successful in reducing COR variation; this is evident by the
standard deviation and other measures of variation).
Descriptive Statistics: COR (Original), COR (New)
Variable
COR (Original)
COR (New)
Mean
0.81989
0.82008
SE Mean
0.000108
0.0000743
Variable
COR (Original)
COR (New)
Median
0.81990
0.82010
Maximum
0.83190
0.82820
StDev
0.00341
0.00235
Variance
0.0000117
0.00000552
CoefVar
0.42
0.29
Minimum
0.81000
0.81190
Range
0.02190
0.01630
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Histogram of COR (Original), COR (New)
0
3
6
9
2
5
8
1
81 .81 .81 .81 .82 .82 .82 .83
0.
0
0
0
0
0
0
0
COR (Original)
200
COR (New)
Frequency
150
100
50
0
8
0.
10
3
6
9
2
5
8
1
81 .81 .81 .82 .82 .82 .83
0.
0
0
0
0
0
0
b) Yes, the target of standard deviation of 0.00230 has been met. Although the new
standard deviation is 0.00235, the 95% confidence interval includes the target value.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Summary for COR (New)
A nderson-Darling N ormality Test
0.8125
0.8150
0.8175
0.8200
0.8225
0.8250
0.8275
A -S quared
P -V alue
0.37
0.429
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
0.82008
0.00235
0.00001
-0.043637
0.164743
1000
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
0.81190
0.81850
0.82010
0.82160
0.82820
95% C onfidence Interv al for M ean
0.81994
0.82023
95% C onfidence Interv al for M edian
0.81990
0.82030
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.00225
0.00246
Mean
Median
0.8199
0.8200
0.8201
0.8202
0.8203
c) Three balls in the original sample exceed the specification of 0.83 (these are: 0.8319,
0.8308, 0.8306), which yields a proportion of 3/1000 = 0.003. None of the balls sampled
from the new ball design exceed the specification.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Dotplot of COR (Original)
0.810
0.813
0.816
0.819
0.822
COR (Original)
0.825
0.828
0.831
Each symbol represents up to 2 observations.
Dotplot of COR (New)
0.8125
0.8150
0.8175
0.8200
COR (New)
0.8225
0.8250
0.8275
Each symbol represents up to 3 observations.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q3. A penetrometer is a device used to measure the firmness of fruit. A
horticultural company has developed a new variety of tomato that it believes is
firmer and therefore more suitable for shipping in lower-cost, less protective
containers. Firmness measurements (kg force needed to penetrate the skin with a
0.8 cm tip) were collected on a random sample of 75 tomatoes at the breaker stage of
fruit development from each of an older variety, and the new variety (one measure
per fruit).
a) State a hypothesis to evaluate the claim
b) Evaluate the claim using a standard hypothesis testing approach.
c) Evaluate the claim using the confidence limit approach.
(filename: Gryna & Chua.MPJ, columns C36, C37)
SOLUTION:
a) The hypothesis to be tested is that the new variety is firmer than the old variety.
More specifically, the null (H0) and alternative (HA) hypotheses are:
H0: There is no difference in firmness between the old and new varieties
HA: The new variety is firmer than the old variety.
b) The data for both the old and new varieties are normally distributed, and have
approximately equal variances. Given this, a two-sample t-test with pooled
variances is appropriate. The test result indicates that the null hypothesis can be
rejected, and that the new variety is significantly more firm than the old variety.
Probability Plot of Old Variety
Normal
99.9
Mean
StDev
N
AD
P-Value
99
Percent
95
90
5.916
0.4726
75
0.370
0.417
80
70
60
50
40
30
20
10
5
1
0.1
4.5
5.0
5.5
6.0
Old Variety
6.5
7.0
7.5
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Probability Plot of New Variety
Normal
99.9
Mean
StDev
N
AD
P-Value
99
Percent
95
90
6.105
0.3892
75
0.281
0.633
80
70
60
50
40
30
20
10
5
1
0.1
5.0
5.5
6.0
6.5
New Variety
7.0
7.5
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Test for Equal Variances for Old Variety, New Variety
F-Test
Test Statistic
P-Value
Old Variety
1.47
0.097
Lev ene's Test
Test Statistic
P-Value
New Variety
0.30
0.35
0.40
0.45
0.50
0.55
95% Bonferroni Confidence Intervals for StDevs
3.08
0.081
0.60
Old Variety
New Variety
5.0
5.5
6.0
6.5
7.0
7.5
Data
Two-sample T for New Variety vs Old Variety
New Variety
Old Variety
N
75
75
Mean
6.105
5.916
StDev
0.389
0.473
SE Mean
0.045
0.055
Difference = mu (New Variety) - mu (Old Variety)
Estimate for difference: 0.188440
95% lower bound for difference: 0.071428
T-Test of difference = 0 (vs >): T-Value = 2.67 P-Value = 0.004
148
Both use Pooled StDev = 0.4329
DF =
c) Minitab automatically generates a confidence interval for the difference between
the means (for a two-sided test), or a lower or upper bound for a one-sided test.
Because we are interested in whether the firmness of the new variety is greater
than that of the old variety, a one-sided, 95% lower bound for the difference is
appropriate. Minitab provides this value with the two-sample t-test discussed in
(b), above. Because the value of 0.0714 is greater than zero, we can conclude that
the new variety is significantly firmer than the old variety at an alpha level of
0.05.
If a single-sided test were done, the resulting 95% CI would be reported by
Minitab as follows: 95% CI for difference: (0.048742, 0.328138). Note that
this interval also does not include zero.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q4. A seed company testing germination conditions for new cotton varieties
obtained data for the number of days required for 50% germination under
standard, controlled conditions. Data were collected for 40 samples of seed for each
of four varieties.
a) Plot the data. What conclusions can be made?
b) Conduct an ANOVA for the data.
c) Is there a significant difference in germination time among the varieties tested?
(Gryna & Chua.MPJ, Columns C12-15
SOLUTION:
a) Histograms of the data show the data from each variety to be approximately
normally distributed; this is confirmed by the Anderson-Darling tests for
normality (all p>0.05). Further, the data for each variety have approximately
equal variances, as shown by the non-significant Bartlett’s and Levene’s test
statistics. Varieties A and B have the shortest mean germination time, while C
and D have mean germination times of at least one day longer.
Summary for Variety A
A nderson-Darling N ormality Test
10.5
11.0
11.5
12.0
12.5
A -S quared
P -V alue
0.37
0.420
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
11.268
0.539
0.291
0.002541
-0.406569
40
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
10.300
10.925
11.300
11.675
12.500
95% C onfidence Interv al for M ean
11.095
11.440
95% C onfidence Interv al for M edian
11.100
11.400
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.442
0.693
Mean
Median
11.1
11.2
11.3
11.4
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Summary for Variety B
A nderson-Darling N ormality Test
10.0
10.5
11.0
11.5
A -S quared
P -V alue
0.49
0.214
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
11.068
0.499
0.249
-0.266262
0.240108
40
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
12.0
9.800
10.700
11.000
11.475
11.900
95% C onfidence Interv al for M ean
10.908
11.227
95% C onfidence Interv al for M edian
10.900
11.200
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.409
0.641
Mean
Median
10.90
10.95
11.00
11.05
11.10
11.15
11.20
Summary for Variety C
A nderson-Darling N ormality Test
11.5
12.0
12.5
13.0
13.5
14.0
A -S quared
P -V alue
0.63
0.096
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
12.925
0.685
0.469
0.572018
0.478406
40
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
14.5
11.400
12.425
12.900
13.275
14.700
95% C onfidence Interv al for M ean
12.706
13.144
95% C onfidence Interv al for M edian
12.600
13.000
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.561
0.879
Mean
Median
12.6
12.7
12.8
12.9
13.0
13.1
13.2
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Summary for Variety D
A nderson-Darling N ormality Test
11.2
12.0
12.8
A -S quared
P -V alue
0.46
0.254
M ean
S tDev
V ariance
S kew ness
Kurtosis
N
12.488
0.626
0.392
0.137107
-0.320390
40
M inimum
1st Q uartile
M edian
3rd Q uartile
M aximum
13.6
11.200
12.100
12.400
12.975
14.000
95% C onfidence Interv al for M ean
12.287
12.688
95% C onfidence Interv al for M edian
12.100
12.859
95% C onfidence Interv al for S tD ev
9 5 % C onfidence Inter vals
0.513
0.804
Mean
Median
12.0
12.2
12.4
12.6
12.8
Test for Equal Variances for Var Stacked
Bartlett's Test
Test Statistic
P-Value
Variety A
4.71
0.194
Lev ene's Test
Test Statistic
P-Value
Variety
Variety B
1.54
0.205
Variety C
Variety D
0.4
0.5
0.6
0.7
0.8
0.9
1.0
95% Bonferroni Confidence Intervals for StDevs
b) ANOVA results and residual plots are shown below. The residual plots indicate
no problems with regard to interpretation of the ANOVA table.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
One-way ANOVA: Var Stacked versus Variety
Source
Variety
Error
Total
DF
3
156
159
S = 0.5918
SS
99.338
54.634
153.972
Level
Variety
Variety
Variety
Variety
A
B
C
D
MS
33.113
0.350
R-Sq = 64.52%
N
40
40
40
40
Mean
11.268
11.068
12.925
12.488
StDev
0.539
0.499
0.685
0.626
F
94.55
P
0.000
R-Sq(adj) = 63.83%
Individual 95% CIs For Mean Based on
Pooled StDev
---------+---------+---------+---------+
(--*--)
(--*---)
(--*--)
(--*--)
---------+---------+---------+---------+
11.40
12.00
12.60
13.20
Pooled StDev = 0.592
Residual Plots for Var Stacked
Normal Probability Plot of the Residuals
Residuals Versus the Fitted Values
99.9
2
99
1
Residual
Percent
90
50
10
0
-1
1
0.1
-2
-1
0
Residual
1
-2
11.0
2
Histogram of the Residuals
12.5
13.0
2
20
Residual
Frequency
12.0
Fitted Value
Residuals Versus the Order of the Data
30
10
0
11.5
-1.2
-0.6
0.0
0.6
Residual
1.2
1.8
1
0
-1
-2
1 10 20 30 40 50
60
70 80 90 100 110 120 130 140 150 160
Observation Order
c) The ANOVA shows there is a statistically significant difference in germination
time among the four varieties.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q5. Marbles are classified according to size, with the standard size having a
diameter of approximately 5/8 inches at the widest point. Larger marbles are called
shooters, while those measuring 1/2 inches and less in diameter commonly are
referred to as “peewees.” Historically, pewee marbles sometimes were the result of
errors during production runs of standard and shooter size marbles. Assume fifty
marbles were randomly sampled from a production batch.
a) What proportion of marbles is ½ inch or less in diameter?
b) What are the 95% Confidence Limits for population fraction of pewees
(defective) based on this sample?
(Gryna & Chua.MPJ, Column C17)
SOLUTION:
a) Two marbles have a diameter that is ½ inch or less. This represents a proportion
of 2/50, or 4% (0.04) of the sample.
Dotplot of Marble Diameter
0.500
0.525
0.550
0.575
Marble Diameter
0.600
0.625
b) A one proportion analysis yields a 95% Confidence Interval of 0.49% to 13.7%.
Minitab also provides a one proportion test, with 0.5 as the default proportion to
test against.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Test and CI for One Proportion
Test of p = 0.5 vs p not = 0.5
Sample
1
X
2
N
50
Sample p
0.040000
95% CI
(0.004881, 0.137138)
Exact
P-Value
0.000
Q6. The “rainfast” period of an herbicide is the length of time between application
and the point at which rainfall or irrigation does not reduce product performance.
Various adjuvants (additives) are available that assist in spreading and sticking
product to a leaf surface. A pesticide company claims that its new non-ionic
surfactant reduced the rainfast period from six to four hours for a major
commercial herbicide. To test this claim, a competitor conducted a controlled study
and measured the number of hours required for rainfastness for the product with
and without the adjuvant.
a) Plot the data
b) Do the data support the company’s claim of a reduction in the rainfast
period by use of the adjuvant?
c) Do the data support the company’s claim of a four hour rainfast period?
(Gryna & Chua.MPJ, Columns C19, C20)
SOLUTION:
a) Boxplots of the data are below (boxplots are appropriate alternatives to histograms
when sample sizes are less than 40 points). Note that the data for “No Adjuvant”
are negatively skewed, with a numerically higher median rainfast period.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Boxplot of No Adjuvant, With Adjuvant
9
No Adjuvant
With Adjuvant
8
7
6
5
4
3
2
1
b) A two-sample, one-sided t-test of the data supports the company’s claim that
the adjuvant decreases the rainfast period. Given the data skew and departure
from normality, a non-parametric test may be advisable; a Mann-Whitney test for
a difference in the medians also supports the claim.
Two-Sample T-Test and CI: No Adjuvant, With Adjuvant
Two-sample T for No Adjuvant vs With Adjuvant
No Adjuvant
With Adjuvant
N
35
35
Mean
5.77
4.66
StDev
1.52
1.14
SE Mean
0.26
0.19
Difference = mu (No Adjuvant) - mu (With Adjuvant)
Estimate for difference: 1.11571
95% lower bound for difference: 0.57965
T-Test of difference = 0 (vs >): T-Value = 3.47 P-Value = 0.000
= 63
DF
Mann-Whitney Test and CI: No Adjuvant, With Adjuvant
No Adjuvant
With Adjuvant
N
35
35
Median
6.370
4.570
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Point estimate for ETA1-ETA2 is 1.310
95.0 Percent CI for ETA1-ETA2 is (0.650,1.940)
W = 1536.0
Test of ETA1 = ETA2 vs ETA1 > ETA2 is significant at 0.0003
The test is significant at 0.0003 (adjusted for ties)
c) Although the claim of a reduced rainfast period is supported (above), the data
do not support the claim of a four hour rainfast period. A one-sample t-test
against a test mean of four hours indicates a significant difference (rainfast period
is not equal to four hours), and the 95% CI does not include four.
One-Sample T: With Adjuvant
Test of mu = 4 vs not = 4
Variable
With Adjuvant
N
35
Mean
4.65714
StDev
1.13929
SE Mean
0.19258
95% CI
(4.26578, 5.04850)
T
3.41
P
0.002
Q7. Multiple Drug Resistant (MDR) bacteria are a growing health problem.
Hospitals are a significant point source of drug resistance, and may facilitate the
spread of drug resistant bacteria through waste disposal systems. A hypothetical
study examined the MDR bacterial count (Colony Forming Units per ml) from the
effluent water of hospitals and private residences in three different states. What
conclusions may be drawn regarding the incidence of MDR bacteria among the
hospitals? Among the residences?
(filename: Gryna 022805.MPJ, Columns C22-24, Source, State, CFU/ml)
SOLUTION:
Boxplots of the data suggest that the CT hospitals have the lowest incidence of MDR
bacteria, followed by NY and NJ. For residences, CT had the lowest incidence, followed
by NJ and NY.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Boxplot of CFU/ml vs Source, State
9
8
7
CFU/ml
6
5
4
3
2
1
0
State
Source
CT
NJ
Hospital
NY
CT
NJ
Residence
NY
The data for the hospitals are approximately normally distributed, and the variances may
be assumed to be equal among the states. An ANOVA of the hospital data indicates a
significant difference in MDR bacteria incidence among the states. Further, Tukey’s
multiple pairwise comparisons show that each state is significantly different from the
other.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Probability Plot of CFU/ml
Normal
99
Mean
StDev
N
AD
P-Value
95
90
4.093
1.715
30
0.245
0.740
Percent
80
70
60
50
40
30
20
10
5
1
0
1
2
3
4
5
CFU/ml
6
7
8
9
Test for Equal Variances for CFU/ml
Bartlett's Test
Test Statistic
P-Value
CT
1.31
0.520
Lev ene's Test
State
Test Statistic
P-Value
1.06
0.361
NJ
NY
0.5
1.0
1.5
2.0
2.5
95% Bonferroni Confidence Intervals for StDevs
One-way ANOVA: CFU/ml versus State
Source
DF
SS
MS
F
P
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
State
Error
Total
2
27
29
56.49
28.85
85.34
S = 1.034
Level
CT
NJ
NY
N
10
10
10
28.25
1.07
26.44
R-Sq = 66.20%
Mean
2.440
5.800
4.040
StDev
0.913
1.254
0.893
0.000
R-Sq(adj) = 63.69%
Individual 95% CIs For Mean Based on
Pooled StDev
-----+---------+---------+---------+---(----*-----)
(----*-----)
(-----*----)
-----+---------+---------+---------+---2.4
3.6
4.8
6.0
Pooled StDev = 1.034
Tukey 95% Simultaneous Confidence Intervals
All Pairwise Comparisons among Levels of State
Individual confidence level = 98.04%
State = CT subtracted from:
State
NJ
NY
Lower
2.213
0.453
Center
3.360
1.600
Upper
4.507
2.747
-----+---------+---------+---------+---(-----*-----)
(-----*-----)
-----+---------+---------+---------+----2.0
0.0
2.0
4.0
State = NJ subtracted from:
State
NY
Lower
-2.907
Center
-1.760
Upper
-0.613
-----+---------+---------+---------+---(-----*-----)
-----+---------+---------+---------+----2.0
0.0
2.0
4.0
For the residences, the data also may be assumed to be normally distributed, with equal
variances among the states. An ANOVA indicates a significant difference in MDR
bacteria incidence among the states. A Tukey’s multiple pairwise comparison indicates
that CT is significantly different from both NJ and NY, but that NJ and NY are not
significantly different at a family-wide error rate of 0.05 (mean difference includes zero).
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Probability Plot of CFU/ml
Normal
99
Mean
StDev
N
AD
P-Value
95
90
0.9543
0.4045
30
0.475
0.224
Percent
80
70
60
50
40
30
20
10
5
1
0.0
0.5
1.0
CFU/ml
1.5
2.0
Test for Equal Variances for CFU/ml
Bartlett's Test
Test Statistic
P-Value
CT
1.53
0.466
Lev ene's Test
State
Test Statistic
P-Value
0.58
0.565
NJ
NY
0.1
0.2
0.3
0.4
0.5
0.6
0.7
95% Bonferroni Confidence Intervals for StDevs
0.8
One-way ANOVA: CFU/ml versus State
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Source
State
Error
Total
DF
2
27
29
SS
2.3091
2.4365
4.7455
S = 0.3004
Level
CT
NJ
NY
N
10
10
10
MS
1.1545
0.0902
R-Sq = 48.66%
F
12.79
Mean
0.6020
0.9810
1.2800
P
0.000
R-Sq(adj) = 44.85%
StDev
0.2316
0.3015
0.3552
Individual 95% CIs For Mean Based on
Pooled StDev
------+---------+---------+---------+--(-----*------)
(------*-----)
(------*-----)
------+---------+---------+---------+--0.60
0.90
1.20
1.50
Pooled StDev = 0.3004
Tukey 95% Simultaneous Confidence Intervals
All Pairwise Comparisons among Levels of State
Individual confidence level = 98.04%
State = CT subtracted from:
State
NJ
NY
Lower
0.0456
0.3446
Center
0.3790
0.6780
Upper
0.7124
1.0114
---+---------+---------+---------+-----(------*-----)
(------*-----)
---+---------+---------+---------+------0.50
0.00
0.50
1.00
State = NJ subtracted from:
State
NY
Lower
-0.0344
Center
0.2990
Upper
0.6324
---+---------+---------+---------+-----(------*------)
---+---------+---------+---------+------0.50
0.00
0.50
1.00
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q8. For the coming year the mailroom manager wanted to determine his staffing
level. He had been receiving some complaints about late mail and wanted to assure
had the right resources. His first analysis was to monitor his workload to see if how
it compared to his forecast. His resource plan used 3500 pieces per day as a
maximum. He collected daily data for three weeks. What can be said about the
projected workload?
(filename: Transactional.mtw, column C1)
SOLUTION:
One-Sample T: Pieces of Mail
Test of mu = 3500 vs > 3500
Variable
Pieces of Mail
N
15
Mean
3603.73
StDev
142.77
SE Mean
36.86
95%
Lower
Bound
3538.81
T
2.81
P
0.007
Reject the Null hypothesis since p is less than alpha of 0.05.
The projected workload exceeds his resource plan maximum of 3500.
Q9. The packaging department of a book warehouse was being evaluated for
performance to goal. The average number of orders processed per person per day
was expected to be 28. 20 people were selected at random and the number of orders
processed recorded. Can it be concluded that the packaging department is meeting
its goal?
(filename: Transactional.mtw, column C3)
SOLUTION:
One-Sample T: Book Orders
Test of mu = 28 vs not = 28
Variable
Book Orders
N
20
Mean
28.5000
StDev
1.6059
SE Mean
0.3591
95% CI
(27.7484, 29.2516)
T
1.39
P
0.180
p-value is greater than alpha of 0.05. Therefore fail to reject the null
hypothesis. Also, note the confidence interval. It includes the goal of 28.
The packaging department is meeting its goal.
Q10. During a major league baseball game many balls are lost to the public or
removed from play for other reasons. To prepare for a major league baseball game
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
umpires need to prepare a number of baseballs prior to the game. The league has set
the number of balls to be prepared to 40 to assure a 95% confidence that they would
have enough for any game. This was based on an average number of lost balls of 32
and a standard deviation of 4. Based on more recent data from 40 games, is 40
enough balls to complete 95% of games without running out? How many should
they prepare to be 99% confident they will not run out?
(filename: Transactional.mtw, column C5)
SOLUTION:
One-Sample T: Baseballs
Test of mu = 32 vs not = 32
Variable
Baseballs
N
40
Mean
38.4500
StDev
4.5118
SE Mean
0.7134
95% CI
(37.0071, 39.8929)
T
9.04
P
0.000
40 is not enough because the mean value is not at 32 although the standard deviation
is about the same. To assure enough balls to complete 95% of games, the umpires
should prepare the mean value plus 2X the standard deviation of the original data,
since the number of lost balls is normally distributed. Therefore prepare 38.5 + 2*4.5
= 47. (round up to 48, four dozen)
99% confidence requires the mean plus 2.6X the standard deviation. This would be
38.5 + 2.6*4.5 = 49. (1 or 2 more – I think it is worth it)
Q11. The post office charges 37 cents to deliver a letter. Each letter is supposed to
weigh 1 ounce. The officials at the post decided to determine the rate of compliance
with the 1 oz specification. To do this they took 100 letters with a 37 cent stamp
affixed. Can the officials conclude that the average weight of a letter with a 37 cent
stamp is no more than 1.49 ounces? They normally charge for the next ounce if the
weight goes over 1.5 ounces. What portion of the letters should be returned for
insufficient postage?
(filename: Transactional.mtw, column C7)
SOLUTION:
One-Sample T: Letter Weight (oz)
Test of mu = 1.2 vs > 1.2
Variable
Letter Weight (o
N
100
Mean
1.07530
StDev
0.29691
SE Mean
0.02969
95%
Lower
Bound
1.02600
T
-4.20
P
1.000
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
To determine the % of letters weighing >= 1.5 oz, use CALC>Probability
Distributions>Normal, use the above mean and StDev to obtain:
Cumulative Distribution Function
Normal with mean = 1.0753 and standard deviation = 0.26969
x
1.49
P( X <= x )
0.937938
1-.937938 = .062062% above 1.49 oz
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q12. A project team was trying to find the factor that had the most influence on the
number of calls answered. Over a period of time they collected and verified data
covering 2 shifts, 2 operators, and 2 processes. Which factor has the biggest effect on
the number of calls processed?
(filename: Transactional.mtw, columns C9-C12)
SOLUTION:
Two-Sample T-Test and CI: Number, Operator
Two-sample T for Number
Operator
Bill
Cathy
N
12
12
Mean
27.58
27.92
StDev
3.78
3.06
SE Mean
1.1
0.88
Difference = mu (Bill) - mu (Cathy)
Estimate for difference: -0.333333
95% CI for difference: (-3.242996, 2.576329)
T-Test of difference = 0 (vs not =): T-Value = -0.24
Both use Pooled StDev = 3.4367
P-Value = 0.814
DF = 22
P-Value = 0.000
DF = 22
Two-Sample T-Test and CI: Number, Process
Two-sample T for Number
Process
Process A
Process B
N
11
13
Mean
25.09
30.00
StDev
2.84
1.73
SE Mean
0.86
0.48
Difference = mu (Process A) - mu (Process B)
Estimate for difference: -4.90909
95% CI for difference: (-6.86763, -2.95055)
T-Test of difference = 0 (vs not =): T-Value = -5.20
Both use Pooled StDev = 2.3052
Two-Sample T-Test and CI: Number, Shift
Two-sample T for Number
Shift
Day
Evening
N
10
14
Mean
28.00
27.57
StDev
2.75
3.84
SE Mean
0.87
1.0
Difference = mu (Day) - mu (Evening)
Estimate for difference: 0.428571
95% CI for difference: (-2.520066, 3.377209)
T-Test of difference = 0 (vs not =): T-Value = 0.30
Both use Pooled StDev = 3.4340
P-Value = 0.766
DF = 22
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Only the factor Process has a significant effect (all data groups are normal, all subgroup
variances are equal).
Q13. A team working on inventory accuracy wanted to see if the changes they
implemented had had a significant positive effect on the accuracy of inventory as
measured by the weekly audit. Each week 100 inventory locations are selected at
random and if the item is correct and the quantity is within 1% of the computer
count then the location is judged as accurate. The team had 6 weeks of data from
early in the project and the 6 most current weeks. Each number is the number of
locations judged to be accurate by the auditor. Can the team claim to have made a
significant improvement in inventory accuracy?
(filename: Transactional.mtw, columns C14-15)
SOLUTION:
Inv Acc Initial
79
70
82
84
71
81
Inv Acc Now
76
78
75
84
88
86
Two-Sample T-Test and CI: Inv Acc Initial, Inv Acc Now
Two-sample T for Inv Acc Initial vs Inv Acc Now
Inv Acc Initial
Inv Acc Now
N
6
6
Mean
77.83
81.17
StDev
5.91
5.53
SE Mean
2.4
2.3
Difference = mu (Inv Acc Initial) - mu (Inv Acc Now)
Estimate for difference: -3.33333
95% CI for difference: (-10.69706, 4.03039)
T-Test of difference = 0 (vs not =): T-Value = -1.01
Both use Pooled StDev = 5.7242
P-Value = 0.337
DF = 10
There is no statistically significant difference in performance.
Q14. A New Product Development team decided to test the effectiveness of two
versions of a CAD program that claimed to find design criteria that did not meet
recommended industry practice. Twelve designs were selected with varying levels of
complexity. Each finding was verified by the design team as a legitimate problem. Is
there a difference in the effectiveness of the two applications?
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
(filename: Transactional.mtw, columns C18-C19)
SOLUTION:
Paired T-Test and CI: CAD App 1, CAD App 2
Paired T for CAD App 1 - CAD App 2
CAD App 1
CAD App 2
Difference
N
12
12
12
Mean
11.6667
13.5833
-1.91667
StDev
2.1034
3.1176
3.28795
SE Mean
0.6072
0.9000
0.94915
95% CI for mean difference: (-4.00573, 0.17240)
T-Test of mean difference = 0 (vs not = 0): T-Value = -2.02
P-Value = 0.068
There is no statistical difference in performance at the 5% significance level. However,
there is a difference at the 10% (alpha = 0.10) significance level.
Q15. A project team in one plant found that a department running the same process
but in another plant was able to complete the required paperwork in less time than
in their plant. To test the theory that the layout of the paper forms was a critical
factor the team set up a trial. Five operators from each plant would complete
paperwork for a production run using Layout A one time and Layout B the other
time. The order in which they used the forms was randomized. Is there a difference
in the time required to complete the documentation based on layout?
(filename: Transactional.mtw, columns C21-C23)
SOLUTION:
Operator
1
2
3
4
5
6
7
8
9
10
Layout A
11
43
14
84
52
37
44
57
54
76
Layout B
25
46
43
77
56
45
46
62
58
63
Paired T-Test and CI: Layout A, Layout B
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Paired T for Layout A - Layout B
Layout A
Layout B
Difference
N
10
10
10
Mean
47.2000
52.1000
-4.90000
StDev
23.3181
14.2552
11.29848
SE Mean
7.3738
4.5079
3.57289
95% CI for mean difference: (-12.98244, 3.18244)
T-Test of mean difference = 0 (vs not = 0): T-Value = -1.37
P-Value = 0.203
There is NO difference in the time required to complete the documentation based
on layout.
Q16. Two people assigned to review documents for errors were given 12 completed
documents. Each reviewer examined the 12 documents and recorded the error
count. Is there a difference in ability to identify errors between these two reviewers?
(filename: Transactional.mtwm columns C25-C27)
SOLUTION:
Document
1
2
3
4
5
6
7
8
9
10
11
12
Reviewer 1
5
6
10
6
8
4
10
4
7
11
7
7
Reviewer 2
8
6
7
5
4
4
3
5
3
5
6
4
Paired T-Test and CI: Reviewer 1, Reviewer 2
Paired T for Reviewer 1 - Reviewer 2
Reviewer 1
Reviewer 2
Difference
N
12
12
12
Mean
7.08333
5.00000
2.08333
StDev
2.31432
1.53741
2.93748
SE Mean
0.66809
0.44381
0.84798
95% CI for mean difference: (0.21695, 3.94972)
T-Test of mean difference = 0 (vs not = 0): T-Value = 2.46
P-Value = 0.032
There is a statistically significant difference.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q17. A pest control company tested a new insecticide for effectiveness on
mosquitoes with the following results:
Mosquitoes
Killed
Surviving
New Formula
95
13
Old Formula
81
17
Brand A
73
21
Brand B
72
22
What is the conclusion about the new formula?
(filename: Transactional.mtw, columns C29-C31)
SOLUTION:
Chi-Square Test: Killed, Surviving
Expected counts are printed below observed counts
Chi-Square contributions are printed below expected counts
Killed
95
87.99
0.558
Surviving
13
20.01
2.456
Total
108
2
81
79.84
0.017
17
18.16
0.074
98
3
73
76.58
0.168
21
17.42
0.737
94
4
72
76.58
0.274
22
17.42
1.206
94
Total
321
73
394
1
Chi-Sq = 5.491, DF = 3, P-Value = 0.139
Effectiveness is independent of formula used.
Q18. A purchasing department was evaluating the possibility of using a new
supplier of business cards. Over a six month period orders were sent to the current
supplier and two proposed suppliers. Should the purchasing department make the
change?
Correct Order
Problem Orders
ACME Cards
33
7
Omega Cards
57
16
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Current Supplier
211
18
(filename: Transactional.mtw columns C33-35)
SOLUTION:
Chi-Square Test: Correct Orders, Problem Orders
Expected counts are printed below observed counts
Chi-Square contributions are printed below expected counts
Correct
Orders
33
35.20
0.138
Problem
Orders
7
4.80
1.014
2
57
64.25
0.818
16
8.75
6.004
73
3
211
201.55
0.443
18
27.45
3.255
229
Total
301
41
342
1
Total
40
Chi-Sq = 11.672, DF = 2, P-Value = 0.003
1 cells with expected counts less than 5.
The outcome of orders is dependent on supplier. Looking more closely, the current
supplier’s observed correct orders exceeds the expected correct orders, and the
problem orders observed is less than expected. The opposite is true for both ACME
and Omega. Don’t change suppliers!
Q19. A project team was evaluating the performance of projects. The team collected
results on the relative success of new products and associated variables Product
Type, Division, and Region. Is success dependent on any of these association
variables?
(filename: Transactional.mtw, columns C37-C42)
Product Type
Low End
Middle
High End
Low End
Middle
High End
Low End
Middle
High End
Division
Meters
Meters
Meters
Systems
Systems
Systems
Meters
Meters
Meters
Region
US
US
US
US
US
US
ROW
ROW
ROW
Exceeded Goal
0
2
2
1
1
3
0
1
2
Met Goal
5
4
5
4
2
3
3
4
2
Did not meet
2
1
1
1
1
0
3
2
1
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Low End
Middle
High End
Systems
Systems
Systems
ROW
ROW
ROW
0
1
2
3
2
2
2
1
0
SOLUTION:
The format above is typical of a download from a company database. The data is discrete
and the desired test is a Contingency Table (chi-square) test. In order to run the test in
Minitab the data must be summarized. For this problem, the data must be summarized
three times so that Product Type, Division, and Region can be assessed. A tool to assist
this is Stat>Basic Stats>Statistics; then check only the sum, uncheck the defaults.
Product Type_1
High
Low
Med
Exceeded Goal_1
9
1
5
Met Goal_1
12
15
12
Did Not Meet_1
2
8
5
Division_1
Meters
Systems
Exceeded Goal_2
7
8
Met Goal_2
23
16
Did not meet_2
10
5
Region_1
ROW
US
Exceeded Goal_3
6
9
Met Goal_3
16
23
Did not meet_3
9
6
From here, proceed with the contingency table analysis.
Product
Type
1
Did
Exceeded
Met
Not
Goal_1
Goal_1 Meet_1
9
12
2
5.00
13.00
5.00
3.200
0.077
1.800
Total
23
2
1
5.22
3.409
15
13.57
0.152
8
5.22
1.484
24
3
5
4.78
0.010
12
12.43
0.015
5
4.78
0.010
22
Total
15
39
15
69
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Chi-Sq = 10.157, DF = 4, P-Value = 0.038
2 cells with expected counts less than 5. {this warning
requires us to consider the results with caution. With
expected cell counts less than 5 some of the accuracy of
the test is diminished.
Division
Exceeded
Goal_2
1
7
8.70
0.331
Met
Goal_2
23
22.61
0.007
Did
not
meet_2
10
8.70
0.196
Total
40
2
8
6.30
0.456
16
16.39
0.009
5
6.30
0.270
29
Total
15
39
15
69
Chi-Sq = 1.268, DF = 2, P-Value = 0.530
Region
Exceeded
Goal_3
6
6.74
0.081
Met
Goal_3
16
17.52
0.132
Did
not
meet_3
9
6.74
0.758
2
9
8.26
0.066
23
21.48
0.108
6
8.26
0.619
38
Total
15
39
15
69
1
Total
31
Chi-Sq = 1.764, DF = 2, P-Value = 0.414
From this analysis it appears the degree of success in projects is dependent only on the
type of product in development. It may suggest that the design group responsible for the
particular product type/line may be operating differently than the others. Of course it
could be the markets in which the products compete. More investigation would be needed
to make those determinations.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part
of this Manual may be displayed, reproduced or distributed in any form or by any means, without the prior
written permission of the publisher, or used beyond the limited distribution to teachers and educators
permitted by McGraw-Hill for their individual course preparation. If you are a student using this Manual,
you are using it without permission.
Q20. A project team looking into call center effectiveness collected data on the number of
calls vs. the quality of the outcome. When the call did not reach a conclusion in an expected
amount of time the call was judged to be a defect. Data was collected over 4 weeks. What
is the prediction (regression) equation?
(filename: Transactional.mtw, columns C44-C46)
SOLUTION:
Day
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Number
of Calls
139
208
163
296
218
220
238
326
132
135
128
339
336
278
Defective
Results
12
28
14
35
16
12
21
28
13
11
11
50
50
39
Day
15
16
17
18
19
20
21
22
23
24
25
26
27
28
Number
of Calls
239
129
217
208
175
230
246
257
118
216
287
289
185
227
Defective
Results
29
13
22
20
15
35
24
25
11
17
39
46
15
25
Fitted Line Plot
Fitted Line Plot
C4 = - 11.87 + 0.1632 Number of Calls
C4 = 7.44 - 0.0246 Number of Calls
+ 0.000419 Number of Calls**2
S
R-Sq
R-Sq(adj)
50
6.04305
76.4%
75.5%
S
R-Sq
R-Sq(adj)
50
5.85184
78.7%
77.0%
40
C4
C4
40
30
30
20
20
10
10
100
150
200
250
Number of Calls
300
350
100
150
200
250
Number of Calls
300
350
Regression Analysis: Defective Results versus Number of Calls
The regression equation is
Defective Results = - 11.87 + 0.1632 Number of Calls
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
S = 6.04305
R-Sq = 76.4%
R-Sq(adj) = 75.5%
Analysis of Variance
Source
Regression
Error
Total
DF
1
26
27
SS
3077.95
949.48
4027.43
MS
3077.95
36.52
F
84.28
P
0.000
Polynomial Regression Analysis: Defective Results versus Number of Calls
The regression equation is
Defective Results = 7.44 - 0.0246 Number of Calls + 0.000419 Number of Calls**2
S = 5.85184
R-Sq = 78.7%
R-Sq(adj) = 77.0%
Analysis of Variance
Source
Regression
Error
Total
DF
2
25
27
SS
3171.33
856.10
4027.43
MS
1585.66
34.24
F
46.30
P
0.000
Sequential Analysis of Variance
Source
Linear
Quadratic
DF
1
1
SS
3077.95
93.38
F
84.28
2.73
P
0.000
0.111
Conclude that there is a statistically significant, positive relationship between number of calls
and defective results. A non-linear model has marginally better explanatory power than a linear
model.
Q21. A project team was assigned to study the environmental system in a large office
building. As might be expected, there seemed to be complaints across the entire
temperature range. The team took some data to see how the number of complaints related
to the room temperature. Based on the data shown, what recommendations could the team
propose?
(filename: Transactional.mtw, columns C48-C49)
SOLUTION:
Temperature
Complaints
Temperature
Complaints
Temperature
Complaints
Temperature
Complaints
72
9
71
2
69.7
0
70.8
1
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
69.9
71.2
69.3
73.6
71.9
69.7
69.3
72.1
69.1
70.3
72.9
70.2
71.3
70.3
71.1
71
70.2
71.8
70.2
70.4
69.4
68.6
70.2
68.4
0
1
3
16
5
1
2
10
5
0
6
0
1
0
1
2
0
3
0
0
4
5
1
10
71.9
72.6
72.3
69.1
73.4
71.1
71.9
69.8
72.4
69.2
71.5
73.3
70.7
69.7
72.1
70.1
68.7
71.6
70.2
71.6
71.8
70.6
70.7
71.6
7
7
6
7
21
0
5
2
12
2
5
20
1
0
5
0
8
3
0
6
5
0
1
2
69.5
71.9
70.9
70.8
69.9
72.3
73.2
70.7
69.9
70.7
73
72.4
72.2
69.7
69.7
69.9
72.3
70.9
71.5
72
69.7
71.5
70.6
71.4
3
2
0
0
2
8
14
0
1
0
15
6
3
3
3
1
10
0
3
3
3
1
0
2
69
68.7
70.5
71.2
70.2
69.7
69.3
70.2
70
70
70.3
69.7
69.4
69.4
70.8
71.4
69.9
72.2
69.3
70.1
70.8
70
71.2
70.2
6
6
0
3
0
1
2
1
1
0
0
0
4
4
0
5
1
5
1
0
0
2
3
1
Fitted Line Plot
Complaints = 9802 - 278.2 Temperature
+ 1.974 Temperature**2
S
R-Sq
R-Sq(adj)
20
1.71619
84.2%
83.9%
Complaints
15
10
5
0
68
69
70
71
72
Temperature
73
74
Polynomial Regression Analysis: Complaints versus Temperature
The regression equation is
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
Complaints = 9802 - 278.2 Temperature + 1.974 Temperature**2
S = 1.71619
R-Sq = 84.2%
R-Sq(adj) = 83.9%
Analysis of Variance
Source
Regression
Error
Total
DF
2
97
99
SS
1520.67
285.69
1806.36
MS
760.333
2.945
F
258.15
P
0.000
Sequential Analysis of Variance
Source
Linear
Quadratic
DF
1
1
SS
513.84
1006.82
F
38.96
341.84
P
0.000
0.000
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
CHAPTER 19 – STATISTICAL TOOLS FOR DESIGNING FOR QUALITY
Q1. Hospital equipment must have a reliable source of power, and ideally is protected
from brownouts, surges, unstable (“dirty”) power, in addition to total power loss. Assume
an Uninterruptible Power System (UPS) approved by the Food and Drug Administration
for a heart-lung ventilator has a MTBF of 100,000 hours. What is the reliability for a
period of 10 days? 30 days? 100 days? 365 days? Plot the reliability against time.
Assume an exponential distribution.
SOLUTION:
Using the formula for reliability, R = e –t/µ, we obtain the following:
t (Period of failure-free
operation, in hours)
10 x 24 = 240
30 x 24 = 720
100 x 24 = 2400
365 x 24 = 8760
µ (MTBF)
R (Reliability)
100,000
100,000
100,000
100,000
0.9976
0.9928
0.9763
0.9161
Scatterplot of Reliability vs Days
1.00
0.99
0.98
Reliability
0.97
0.96
0.95
0.94
0.93
0.92
0.91
0
100
200
Days
300
400
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
Q2. A hard drive is a critical component of a computer. Many EIDE computer hard
drives have a MTBF of approximately 400,000 hours, while MTBF for SCSI drives
typically is higher, ranging through 1.2 million hours. Assuming continuous operation,
what is the chance of each type of drive running for one year without failure? At what time
period will approximately 50% of a population of each drive type have failed?
SOLUTION:
The reliability needs to found for a period of 1 year, or 365 x 24 = 8760 hours. Using the
formula for reliability, R = e –t/µ, we obtain the following:
Drive Type
µ (MTBF, in hours)
R (Reliability)
EIDE
400,000
0.9783
SCSI
1,200,000
0.9927
Using the same equation, we can calculate the time period at which R=50%. Because
e -0.693 = 0.500, a population of EIDE drives could be expected to reach 50% failed at 400,000 x
0.693 = 277,200 hours, or over 31 years. For SCSI drives, the period is calculated as 1,200,000
x 0.693 = 831600 hours, or over 94 years.
Q3. The U.S. National Institute of Justice establishes standards for the ballistic resistance
of body armor. The NIJ specifies for all armor types under prescribed test conditions a
maximum depth of deformation of 44 mm (1.73 inches). Assume partial specifications as
follows: a Type II –A bulletproof vest must be resistant to a 357 Magnum, 158 gr Jacketed
Soft Point fired at a minimum velocity of 381 m/s, while a Type II vest is resistant to the
same test ammunition with a minimum velocity of 425 m/s. A manufacturer is testing vests
intended as Type II-A and Type II armor.
a) What is the safety factor for the armor tested under Type II-A test conditions?
b) What is the safety factor for testing under Type II test conditions?
c) What proportion of manufactured armor meets or exceeds Type II-A
specification? Type II specification?
(Gryna 022805.MPJ; Columns C1, C2)
SOLUTION:
a) The safety factor may be calculated after finding the mean and standard deviation in
vest deformation, shown below for both types of tests:
Descriptive Statistics: 381 m/s, 425 m/s
Variable
381 m/s
425 m/s
N
100
100
Mean
35.833
41.918
StDev
1.215
1.301
Minimum
33.060
38.450
Maximum
38.621
45.156
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
The safety factor for armor tested under the Type II-A conditions is (35.8 – 44.0) /
1.215) = -6.7. Taking the absolute value, this becomes 6.7
b) Following the same procedure as above, the safety factor for the armor tested under
Type II conditions is abs((41.9 – 44.0)/1.301) = 1.6.
c) None of the vests tested under the Type II-A conditions exceeded the 44mm
deformation specification. The specification limit is more than 6 standard deviations
away from the mean; in practical terms, 100% of the armor will meet or exceed the
Type II-A specification.
Cumulative Distribution Function
Normal with mean = 35.833 and standard deviation = 1.215
x
44
P( X <= x )
1.00000
For the Type II test, the cumulative distribution function indicates that approximately
94.5% of the armor will meet or exceed the 44 mm specification.
Cumulative Distribution Function
Normal with mean = 41.918 and standard deviation = 1.301
x
44
P( X <= x )
0.945235
Q4. The FDA applies Recognized Consensus Standards when evaluating new medical
devices. The air burst test is one such standard applied since the late 1970s to supplement
the older, tensile test to measure the elasticity and strength of latex male condoms.
Assuming a minimum air volume of 16L to pass inspection and a manufacturing process
that produces condoms is tested, with results as shown. What is the safety factor relative to
the specification?
(Gryna 022805.MPJ, Column C4)
SOLUTION:
After finding the mean and standard deviation as follows:
Descriptive Statistics: Air Burst Volume (L)
Variable
Air Burst Volume
N
200
Mean
18.043
StDev
0.715
Minimum
16.202
Maximum
19.853
the safety factor may be calculated as (18.0 – 16.0) / 0.715 = 2.8. That is, the specification limit
(assumed to be the worst stress expected) is 2.8 standard deviations away from the mean value.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
BONUS QUESTION: The FDA applies Recognized Consensus Standards when evaluating
new medical devices. The air burst test is one such standard applied since the late 1970s to
supplement the older, tensile test to measure the elasticity and strength of latex male
condoms. Assuming a minimum air volume of 16L to pass inspection and a manufacturing
process that produces condoms is tested, with results as shown. Calculate the average air
burst volume (L) and variance. What percentage of product will be expected to fail
(assume leaking condoms are eliminated from the test)?
(Gryna 022805.MPJ, Column C4)
SOLUTION:
Calculate the average air burst volume (L) and variance.
Descriptive Statistics: Air Burst Volume (L)
Variable
Air Burst Volume
N
200
N*
0
Variable
Air Burst Volume
Q3
18.586
Mean
18.043
SE Mean
0.0505
StDev
0.715
Minimum
16.202
Q1
17.504
Median
18.043
Maximum
19.853
Mean air burst volume = 18.0 L
Variance = (0.0505)2 = 0.00255
What percentage of product will be expected to fail (assume leaking condoms are eliminated
from the test)?
The data are approximately normally distributed…
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
Probability Plot of Air Burst Volume (L)
Normal
99.9
Mean
StDev
N
AD
P-Value
99
Percent
95
90
18.04
0.7147
200
0.361
0.442
80
70
60
50
40
30
20
10
5
1
0.1
16
17
18
19
Air Burst Volume (L)
20
…so that an approximate Z score may be found as Z = (16.0 – 18.0) / 0.715 = -2.8. From a
normal distribution table, the proportion of total area under the curve below 16.0 is 0.0026,
meaning that about 0.26% of the products may be expected to fail. More precise estimation
can be obtained from Minitab, which yields an estimate of 0.21%.
Cumulative Distribution Function
Normal with mean = 18.043 and standard deviation = 0.715
x
16
P( X <= x )
0.0021360
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
CHAPTER 20 – STATISTICAL PROCESS CONTROL
Q1. Municipal public transportation systems typically include multiple bus lines. New bus
routes and additional busses periodically are added or removed to accommodate changes in
demand. To facilitate service decisions, a city bus route was monitored on consecutive days
for one month and total travel time and passenger load recorded for the lunchtime run.
Given the data, is there any evidence that travel time is changing? Number of passengers?
(Gryna 022805.MPJ; Columns C14-16; Day, Travel Time, Passengers)
SOLUTION:
There is no clear evidence that either travel time or number of passengers is increasing or
decreasing consistently over the 30 day period. Note, however, that there is a strong cycle in
number of passengers, reflecting normal patterns of travel due to the work week (fewer
passengers on the weekends). Individual value and moving range charts are below.
I-MR Chart of Travel Time (minutes)
Individual V alue
U C L=82.26
80
75
_
X=73.37
70
65
LC L=64.47
1
5
9
13
17
21
O bser vation
25
29
33
37
41
U C L=10.93
M oving Range
10.0
7.5
5.0
__
M R=3.34
2.5
0.0
LC L=0
1
5
9
13
17
21
O bser vation
25
29
33
37
41
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
I-MR Chart of Passengers
50
Individual V alue
U C L=45.97
40
_
X=29.37
30
20
5
5
10
1
5
LC L=12.77
1
9
13
17
21
O bser vation
25
29
33
37
41
U C L=20.39
M oving Range
20
15
10
__
M R=6.24
5
0
LC L=0
1
5
9
13
17
21
O bser vation
25
29
33
37
41
Q2. The incidence of various adverse effects (side effects) from vaccines routinely is
monitored via the Vaccine Adverse Event Reporting System. Such surveillance can
facilitate trending and decisions regarding administration to populations at risk. Given the
hypothetical counts (assume constant number of doses administered) across three adverse
event types over time, what can you conclude?
(Gryna 022805.MPJ; Columns C27-29, Year, Event Type, Adverse Events)
SOLUTION:
Control charts indicate no clear trends in adverse event reporting for the three event types over
the 30 year period. Note, however, that in year 23 there was an unusually high number of rashes
and injection site hypersensitivity incidents reported, well above the upper control limit. Reports
of fever also were high in year 23, but just within the control limits. The data suggest that a
special cause was present in year 23 that boosted the number of reported adverse events.
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
Chart for adverse event of “Rash.”
I-MR Chart of Adverse Events
Individual V alue
250
1
200
U C L=166.3
150
_
X=113.0
100
LC L=59.6
50
1
4
7
10
13
16
O bser vation
25
22
19
150
M oving Range
1
28
1
100
U C L=65.6
50
__
M R=20.1
0
2
1
4
7
10
13
16
O bser vation
19
2
LC L=0
22
25
28
Control chart for adverse event “Injection site hypersensitivity.”
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
I-MR Chart of Adverse Events
1
Individual V alue
180
U C L=164.7
150
_
X=118.8
120
90
LC L=72.9
60
1
4
7
10
13
16
O bser vation
19
22
25
28
1
M oving Range
80
1
60
U C L=56.33
40
__
M R=17.24
20
0
LC L=0
1
4
7
10
13
16
O bser vation
19
22
25
28
Control chart for adverse event “Fever.”
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.
I-MR Chart of Adverse Events
Individual V alue
300
U C L=294.6
275
_
X=249.4
250
225
LC L=204.2
200
1
4
7
10
13
16
O bser vation
19
22
25
28
M oving Range
60
U C L=55.54
45
30
__
M R=17
15
0
LC L=0
1
4
7
10
13
16
O bser vation
19
22
25
28
PROPRIETARY MATERIAL. © 2007 The McGraw-Hill Companies, Inc. All rights reserved. No part of this
Manual may be displayed, reproduced or distributed in any form or by any means, without the prior written
permission of the publisher, or used beyond the limited distribution to teachers and educators permitted by McGrawHill for their individual course preparation. If you are a student using this Manual, you are using it without
permission.