Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Design, Fabrication and Characterization of a
Suspended Heterostructure
by
Vincent Louis Philippe Leduc
A thesis submitted to the
Department of Physics, Engineering Physics & Astronomy
in conformity with the requirements for
the degree of Master of Science
Queen’s University
Kingston, Ontario, Canada
September 2007
c Vincent Louis Philippe Leduc, 2007
Copyright Abstract
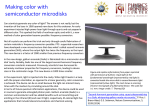
This thesis presents the design and theoretical modeling of an aluminum gallium arsenide/gallium arsenide heterostructure from which suspended nanoscale mechanical
resonators with embedded two-dimensional electron gas (2DEG) can be made. The
mechanical characteristics of the resonator and the piezoelectric actuation scheme
are investigated using finite-element modeling. For a 836 nm-long, 250 nm-wide and
164 nm-thick beam with gold electrodes on top, out-of-plane flexural vibrations are
verified to be piezoelectrically excited at the beam’s fundamental frequency of 925.6 MHz.
Fabrication recipes for the making of ohmic contacts to the 2DEG, Hall bars and
suspended structures are developed using the designed crystal structure. Electrical
properties of the 2DEG are evaluated in both large, unsuspended structures as well
as in sub-micron size suspended structures.
It is found that the 2DEG has a reasonable electron density of 7.04 × 1011 cm−2
and electron mobility of 1.72 × 105 cm2/V·s.
i
Acknowledgments
To begin with, I would like to thank my thesis advisor Rob Knobel for his patience,
generosity and invaluable comments. I also wish to thank Guy Austing and Zbig
Wasilewski for their assistance in crystal growth and design.
Special thanks to Olubusola Koyi for showing me so much of what I needed to
know when I started. Thanks also for the many amusing discussions. Special thanks
to Greg Dubejsky as well for all the help over the course of my master’s.
My thanks also go out to all the other students who worked in our labs in the
past two years : Jennifer Campbell, Mark Patterson, Allan Munro, Kyle Kemp and
Ben Lucht. Without all your work this project would not have been possible.
Thanks to all my office mates for the discussions and hockey pools : Greg, Busola,
Jennifer, Steve, Aaron, Ben and Tom.
The departmental staff also receives my acknowledgments. I want to especially
thank Loanne Meldrum and Tammie Kerr for their help and for making administrative
matters clear and easy enough for me to comprehend. Thanks to Kim MacKinder,
ii
for the many times she helped me find the parts I needed and for all the help with the
cryogenics. Thanks to Gary Contant and Chuck Hearns for helping someone who’s
never been very good with his hands in the machine shop.
Thanks to Donna, John and especially Jennifer, who did all the driving, for the
many nice hiking trips. Hope we get to do some even better ones. Thanks to Lenko
for all the squash and badminton games.
Finally I would like to send thanks to my family.
Thanks to my uncle Pierre and my aunt Marthe for their warm welcome when
they allowed me to stay at their home in Montréal for the occasional conference or
summer school.
Merci à mon père Robert, à ma mère Hélène et à ma soeur Évelyne et ma grandmère Lucille pour leur support tout au long de mes années d’université. Sans vous je
ne sais pas comment j’aurais fait. Je vous aime tous.
iii
Contents
Abstract
i
Acknowledgments
ii
Contents
iv
List of Abbreviations and Symbols
ix
List of Tables
xvii
List of Figures
xix
Chapter 1 Introduction
. . . . . . . . . . . . . . . . . . . . . . . . . .
1
Introduction to NEMS and Nanomechanics . . . . . . . . . . . . . . .
1
1.1.1
Characteristics of NEMS . . . . . . . . . . . . . . . . . . . . .
2
1.1.2
Applications of NEMS . . . . . . . . . . . . . . . . . . . . . .
4
1.2
Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
1.3
Scope of Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
1.1
iv
1.4
Organization of Thesis . . . . . . . . . . . . . . . . . . . . . . . . . .
8
Chapter 2 Background . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
2.1
Nanomechanics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
2.1.1
Vibrating Mode Shapes and Frequencies . . . . . . . . . . . .
11
2.1.2
Transient Behavior of a Vibrating Beam . . . . . . . . . . . .
19
The Quest for Displacement Detection Limit . . . . . . . . . . . . . .
23
2.2.1
The Quantum Harmonic Oscillator . . . . . . . . . . . . . . .
25
2.2.2
Limiting Factors for Displacement Sensing . . . . . . . . . . .
29
2.3
GaAs Usage in Mechanical Devices . . . . . . . . . . . . . . . . . . .
32
2.4
Piezoelectric Actuation in GaAs . . . . . . . . . . . . . . . . . . . . .
41
2.5
The Quantum Hall Effect in Two-dimensional Electron Gases . . . .
52
2.5.1
Inversion Layers and Modulation Doping . . . . . . . . . . . .
52
2.5.2
The Quantum Hall Effect . . . . . . . . . . . . . . . . . . . .
55
2.6
Suspended Two-dimensional Electron Gases . . . . . . . . . . . . . .
60
2.7
The Piezoelectric, SET-based, Displacement Detector . . . . . . . . .
62
2.2
Chapter 3 Design and Simulation of Heterostructure
. . . . . . . .
70
3.1
Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
71
3.2
Simulations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
73
3.2.1
73
Simulations of Electronic Properties . . . . . . . . . . . . . . .
v
3.2.2
Mechanics simulations . . . . . . . . . . . . . . . . . . . . . .
Chapter 4 Fabrication
77
. . . . . . . . . . . . . . . . . . . . . . . . . . .
82
4.1
Wafer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
83
4.2
Ohmic Contacts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
84
4.3
Design of Patterns . . . . . . . . . . . . . . . . . . . . . . . . . . . .
85
4.4
Electron Beam Lithography . . . . . . . . . . . . . . . . . . . . . . .
85
4.4.1
Spin-coating of Resist Layers
. . . . . . . . . . . . . . . . . .
87
4.4.2
Patterning . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
89
4.4.3
Pattern Developing . . . . . . . . . . . . . . . . . . . . . . . .
91
4.4.4
Evaporation . . . . . . . . . . . . . . . . . . . . . . . . . . . .
93
4.4.5
Lift-off . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
94
4.4.6
Pattern Alignment . . . . . . . . . . . . . . . . . . . . . . . .
94
Wet Etching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
99
4.5.1
Etching of the Wafer . . . . . . . . . . . . . . . . . . . . . . .
99
4.5.2
Mask Removal
4.5
. . . . . . . . . . . . . . . . . . . . . . . . . . 105
4.6
Reactive Ion Etching . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
4.7
Observation of Patterns and Structures . . . . . . . . . . . . . . . . . 107
Chapter 5 Experiments
5.1
. . . . . . . . . . . . . . . . . . . . . . . . . . 108
Testing of Contacts . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
vi
5.2
Testing of 2DEG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
5.2.1
Procedures for Quantum Hall Effect Measurements . . . . . . 111
5.2.2
Procedures for Illumination of 2DEG . . . . . . . . . . . . . . 114
5.2.3
Results for a Large Unsuspended Hall Bar . . . . . . . . . . . 115
5.2.4
Results for a Small Suspended Hall Bar and Beams . . . . . . 122
Chapter 6 Future Work
. . . . . . . . . . . . . . . . . . . . . . . . . . 136
6.1
Heterostructure redesign . . . . . . . . . . . . . . . . . . . . . . . . . 136
6.2
Improve Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
6.3
Continue Characterization . . . . . . . . . . . . . . . . . . . . . . . . 140
6.4
Experimental Test of Actuation . . . . . . . . . . . . . . . . . . . . . 140
6.5
Integration with Sensitive Amplifiers . . . . . . . . . . . . . . . . . . 140
Chapter 7 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Bibliography
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Appendix A Apparatus . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
A.1 Cryogenics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
A.1.1 He-3 refrigerator . . . . . . . . . . . . . . . . . . . . . . . . . 157
A.1.2 Cooling Procedures . . . . . . . . . . . . . . . . . . . . . . . . 159
A.2 Wiring and Filters . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162
A.3 Mounting Stage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163
vii
A.4 Wire Bonding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
A.5 Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
A.5.1 Lock-in Amplifiers . . . . . . . . . . . . . . . . . . . . . . . . 164
A.5.2 Pre-Amplifiers . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
A.5.3 Programmable Current Source . . . . . . . . . . . . . . . . . . 165
A.5.4 Current Source . . . . . . . . . . . . . . . . . . . . . . . . . . 165
A.5.5 Multimeters . . . . . . . . . . . . . . . . . . . . . . . . . . . . 165
A.5.6 Temperature Controller
. . . . . . . . . . . . . . . . . . . . . 166
A.5.7 Superconducting Magnet and Power Supply . . . . . . . . . . 166
Appendix B List of Programs . . . . . . . . . . . . . . . . . . . . . . . 167
Appendix C 1DPoisson Input Files . . . . . . . . . . . . . . . . . . . . 172
Appendix D Health and Safety Issues . . . . . . . . . . . . . . . . . . 175
viii
List of Abbreviations and Symbols
∆xSQL Standard Quantum Limit
∆xzp Zero Point motion of an oscillator
ǫij
Component of strain
~
Planck’s constant divided by 2π
µ
Carrier mobility; Damping coefficient
ν
Poisson’s ratio
ωn
Angular frequency of mode n
ω
Angular frequency
Â1
Real amplitude operator
Â2
Complex amplitude operator
Ĥ
Hamiltonian operator
ix
N̂
Number operator
P̂
Momentum operator
X̂
Position operator
φ
Electrostatic potential
ρ
Mass density; Charge density
ρSD
Source-drain sheet resistance
σij
Component of stress
θn
Slope of deformation of a beam in mode n
ǫ
Strain
σ
Stress
ξ
Permittivity matrix
c
Elastic stiffness matrix
d
Piezoelectric coefficients matrix
E
Electric field vector
Q
Electric charge density displacement vector
s
Elastic compliance matrix
x
ξs
Static dielectric constant
ξ∞
High-frequency dielectric constant
B
Magnetic field strength
cij
Elastic stiffness component
d
Depletion length
dij
Piezoelectric coefficient
En
Bending energy of mode n
E
Young’s modulus; Energy
e
Electronic charge
EF
Fermi energy level
G
Bulk modulus
g
Spin degeneracy factor
h
Thickness; Planck’s constant
I
Current
Iz
Bending moment
kB
Boltzmann’s constant
xi
l
Length
lφ
Temperature-dependent phase breaking length
My
Torque
na
Carrier area density
Q
Quality factor
q
Electronic charge
RH
Hall resistance
RL
Longitudinal resistance
sij
Elastic compliance component
T
Temperature
TQL
Minimum noise temperature of an amplifier
un (x, t) Time-dependent displacement of a doubly-clamped beam in mode n
U (x, t) Time-dependent displacement of a doubly-clamped beam
VG
Gate voltage
VH
Hall voltage
VL
Longitudinal voltage
xii
w
Width
wm
Mechanical width
wef f
Effective width
2DEG Two-dimensional electron gas
AC
Alternating Current
AFM Atomic Force Microscope
Alx Ga1−x As Aluminum Gallium Arsenide in a mole fraction of x Al and (1−x) GaAs
AlGaAs Aluminum Gallium Arsenide
CAD Computer Assisted Design
DC
Direct Current
EBL Electron Beam Lithography
FEM Finite-Element Modeling
FET Field Effect Transistor
FFT Fast Fourier Transform
GaAs Gallium Arsenide
GPIB General Purpose Interface Bus
xiii
H2
Dihydrogen gas
H2 O2 Hydrogen peroxide
HF
HydroFluoric acid
I-V
Current-Voltage
I/O
Input/Output
IVC
Inner Vacuum Can
LaB6 Lanthanum hexaboride
LED Light-Emitting Diode
LT-GaAs Low-temperature grown GaAs
MBE Molecular Beam Epitaxy
MEMS Micro Electro-Mechanical Systems
MF319 A PMGI solvent
MIBK Methyl IsoButyl Ketone
MMCX Type of RF coaxial connector
MOCVD Metal Organic Chemical Vapour Deposition
MOSFET Metal Oxide Semiconductor Field Effect Transistor
xiv
MSDS Material Safety Data Sheet
N2
Dinitrogen gas
Nano Remover PG A PMGI solvent
NEMS Nano Electro-Mechanical Systems
NPGS Nano Pattern Generation System
PCD Probe Current Detector
PG 101 A PMGI developer
PID
Proportional/Integral/Derivative (controller)
PIN
p-type/intrinsic/n-type (diode)
PMGI Polymethylglutarimide
PMMA Polymethylmethacrylate
QND Quantum Non-Demolition
QPC Quantum Point Contact
RF
Radio Frequency
RIE
Reactive Ion Etching
RPM Rotation Per Minute
xv
RTA Rapid Thermal Annealer
SdH
Shubnikov-de Haas (oscillations)
SEM Scanning Electron Microscopy; Scanning Electron Microscope
SET Single Electron Transistor
TTL Transistor-Transistor Logic (signal)
XP 101 A PMGI developer
xvi
List of Tables
2.1
Material properties of GaAs and Alx Ga1−x As [35, 36] . . . . . . . . .
2.2
The six components of strain as defined for an infinitesimal cubic el-
34
ement (see figure 2.7). The first line gives the elongation, while the
second line gives shearing strain [37, 12]. . . . . . . . . . . . . . . . .
4.1
37
Electron beam lithography settings. All patterning is done at an accelerating voltage of 40 kV. Magnification refers to the magnification
factor. The feature size is usually the desired width of the smallest
feature (e.g. the width of a beam). The center-to-center distance represents the spacing between the two centers of exposure points. The
line spacing is the spacing between two lines of exposure. Offset is the
pattern origin offset needed for good alignment between patterns at
high magnification and patterns at low magnification. . . . . . . . . .
5.1
89
Results of 2DEG characterization and physical dimensions for sample A117
xvii
5.2
Observable plateaus in the Hall resistance of sample A, where i =
h/e2 RH and RH = VH /I. I was taken to be constant at 0.500 V/10.093 MΩ =
4.9539 × 10−8 A. Fitted by averaging VH over plateaus. . . . . . . . . 119
xviii
List of Figures
1.1
Quality factor of mechanical resonators varying in volume from macroscale to nanoscale. The maximum attainable Q seems to decrease
linearly with the logarithm of the volume of the devices [2].
2.1
. . . . .
Example of a doubly-clamped beam made in GaAs/AlGaAs. The scale
bar shows one micron. . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2
3
11
A beam of length l, width w and thickness h. A cross-sectional element
of length dx and area A = wh is shown, while the displacement U (x, t)
in the z direction is a function of x and time t only [13]. . . . . . . .
2.3
12
Definition of angle θ. R(x) gives the radius of curvature at point x. x′
represents the displaced neutral axis of a bent cantilever while x gives
the original neutral axis. The angle θ is formed by the tangent at point
x on x′ and x [13].
2.4
. . . . . . . . . . . . . . . . . . . . . . . . . . .
14
Mode shapes for the first four modes of flexural out-of-plane vibration
for a doubly-clamped beam [13].
xix
. . . . . . . . . . . . . . . . . . . .
17
2.5
Resonant frequency plotted against beam length for Euler-Bernoulli
theory (plain curve) and experimental measurements (points) on piezoelectric Al0.3 Ga0.7 As doubly-clamped resonators. Notice that while
Euler-Bernoulli theory seems to describe well the beam length dependence of resonant frequency it fails to predict the exact frequencies
when the beam material is not isotropic nor homogeneous. In this
case, the beams are made of three Al0.3 Ga0.7 As layers, two of which
are heavily Si-doped. There is of course the expected deviation caused
by irregularities in the beam shape due to the fabrication procedure
[15]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6
18
Expected amplitude of motion near the resonance of the fundamental
flexural mode for a doubly-clamped beam in GaAs (ρ = 5.3 g/cm3 , E =
101 GPa). Here l = 3 µm, w = 0.8 µm, h = 0.2 µm with a Q of
2000. A force (F0 /l) cos ωt of magnitude F0 = 1 nN is distributed over
the surface of the beam and its frequency ω varied within ±2% of
the resonant frequency. The resonant frequency is ≈ 99.7 MHz. The
amplitude of motion of the resonator’s mid-point is displayed on the
vertical axis with a maximum of ≈ 2.64 nm at resonance.
2.7
. . . . . .
24
A cubic volume element undergoing deformation given by the displacement vector u of the origin O [12]. . . . . . . . . . . . . . . . . . . .
xx
36
2.8
A GaAs tuning fork with electrode configuration for in-plane flexural
vibrations [41]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9
42
Left : A typical GaAs wafer with primary flat on the bottom and secondary flat at a right angle on the left-hand side of the wafer. Crystal
directions are indicated. Right : a possible configuration for a piezoelectric doubly-clamped beam designed for actuation (or sensing) of
the of out-of-plane flexural motion. [31, 40]. . . . . . . . . . . . . . .
45
2.10 The optimal electrode placement on a beam oriented in one of x1 =
h011i for out-of-plane flexural motion. Electrode polarities are indicated [40].
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
2.11 Crystal design for the actuation mechanism described in [43]. The top
drawing shows how an electric field applied in the piezoelectric layer
(resistive intrinsic GaAs) causes longitudinal strain. However in this
case the piezoelectric layer is centered on the neutral axis and so only
longitudinal oscillations can be excited. The two remaining drawings
show how for the same direction of electrical field, the cantilever can
be made to go up or down simply by moving the piezoelectric layer
below or above the neutral axis.
xxi
. . . . . . . . . . . . . . . . . . . .
48
2.12 The efficiency of the actuation method in [43] is demonstrated with
applied AC signals of amplitude as low as 5 µV to a cantilever with
ω0 ≈ 8 MHz; Q = 2700; l = 4µm; w = 0.8 µm; t = 0.2 µm. The
position of the cantilever is monitored by optical interferometry.
. .
49
2.13 A. Change in amplitude with respect to the DC bias voltage applied to
the ground electrode. B. Drawing showing the change in the depletion
region width when a DC bias voltage is applied. C. Three different PIN
diode designs can provide increasing, constant or decreasing amplitude
with applied DC bias [43]. . . . . . . . . . . . . . . . . . . . . . . . .
50
2.14 A. Scanning electron microscopy image of the doubly clamped beam.
B. Change in frequency and amplitude caused by different applied biases. C. Opposite crystal orientations give opposite behaviors for the
change in frequency with bias voltage. The inset shows steps in frequency caused by the addition of 10 mV bias voltage [43].
. . . . . .
51
2.15 Schematic view of a metal-oxide-semiconductor field effect transistor
(MOSFET). An inversion layer is formed at the interface of the semiconductor, p-type silicon, and the insulator, silicon dioxide. The electric field is provided by a positive voltage applied on the aluminum
gate deposited on the surface. Heavily doped regions near the source
and drain provide the carriers [44]. . . . . . . . . . . . . . . . . . . .
xxii
53
2.16 Electron energy levels diagram for a MOSFET. The electric field applied on the aluminum gate causes the bands to bend near the insulator
layer. The conduction band falls below the Fermi level in this region.
The electrons start by filling the hole states at the bottom of the valence band, however, when all these states are filled up to the Fermi
level, the remaining carriers populate the conduction band. Thus, a
conducting two-dimensional gas is obtained [44].
. . . . . . . . . . .
54
2.17 Electron energy levels diagram for a AlGaAs/GaAs heterojunction.
Since pure GaAs remains slightly p-type, the electrons falling from
the n-doped AlGaAs occupy first the hole states at the bottom of the
valence band but eventually fill the potential well at the interface.
There, a two-dimensional electron gas is formed [44]. . . . . . . . . .
2.18 A typical Hall bar [44].
. . . . . . . . . . . . . . . . . . . . . . . . .
55
57
2.19 Magnetoresistance measurements performed on a suspended 2DEG
showing negative magnetoresistance at low magnetic field strengths.
The inset show spin-splitting at higher magnetic fields [49].
xxiii
. . . . .
63
2.20 (a) Nanomechanical resonator in GaAs in [110] orientation. (b) Circuit
used for magnetomotive technique. (c) Mechanical response of the
beam around the 115.4 MHz resonance peak (in-plane vibrations were
used). The different curves indicate the response for magnetic fields
ranging from 1 T to 12 T [49]. . . . . . . . . . . . . . . . . . . . . . .
64
2.21 (a) Micrograph of the GaAs/AlGaAs suspended structure showing circuit used for magnetomotive technique. Suspended quantum dot structures are coupled to the beam in order to investigate how they interact. The quantum dots are created by using the edge depletion effect
: indentations are made at a 65◦ angle in a rectangular beam. (b) Mechanical response of the beam for different driving powers. Note that
considerable nonlinearity appears as the power is increased. The inset
show the response for varying magnetic fields [50]. . . . . . . . . . . .
65
2.22 (a) A micrograph of the piezoelectric QPC displacement detector. (1)
The wire providing the out-of-plane force. (2) and (5) are the source
and drain for the ohmic contacts to the 2DEG. (3) and (4) are the two
QPC defined on the beam, but only one was used at a time [58].
xxiv
. .
66
2.23 (a) Schematic of the experiment. A magnetic field actuates the beam
up and down using the current provided by the local oscillator (LO).
A lock-in amplifier is used to monitor the current through the QPC.
(b) The current response of the QPC near the resonant peak [58]. . .
67
2.24 (a) Proposed heterostructure design. The sacrificial layer may be selectively etched by an HF dip. A 2DEG is formed at the interface of the
GaAs and the Al0.3 Ga0.7 As using the well-known modulation doping
technique. (b) Sketch of the NEMS device. The upper half of the diagram show the SET, whose island is connected to a detection electrode
while the lower half shows the actuation electrode accompanied by two
ohmic contacts to the 2DEG [10].
3.1
. . . . . . . . . . . . . . . . . . .
68
Diagram of the designed 2DEG heterostructure for applications to suspended structures. The doping used in the donor layers was 1.5 × 1019
cm−3 .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
xxv
72
3.2
Plot of the conduction band plotted against depth in the heterostructure as simulated in 1DPoisson [61] in the nonsuspended case. The
Fermi level is set at zero. Near the surface, the conduction band
boundary condition was set to a 0.6 eV Schottky barrier to account
for the effect of surface states according to the numbers found in literature for GaAs [61, 64, 65]. A second well is seen just above the
sacrificial layer, however, this must be considered as non-conducting
since a low-temperature GaAs was grown there. An electron density
of 5.238 × 1011 cm−2 is obtained in the 2DEG layer.
3.3
. . . . . . . . .
78
Plot of the conduction band plotted against depth in the heterostructure as simulated in 1DPoisson [61] for the suspended case.
The
Fermi level is set at zero. The conduction band boundary conditions
is set to 0.6 eV Schottky barriers at the surface, to account for the
exposed GaAs cap layer [61, 64, 65]. The bottom layer, however, is
low-temperature GaAs and has was set to 0.47 eV as per the numbers
found in reference [66]. The 2DEG layer has an electron density of
4.750 × 1011 cm−2 .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
xxvi
79
3.4
Mosaic depicting the shape of a beam in time with the beam starting from rest and moving under the voltage applied to the actuation
electrode on the right end. The time interval between each snapshot
is ≈ 0.2 ns and the color bar gives the potential (blue is −3 V, red is
+3 V). a) Positive voltage is applied to the beam at rest. The beam
start to bend upwards. b) Beam has bent upwards while potential is
reducing. c) Beam center reaches its apex; the voltage is near zero,
becoming negative. d) Beam returns to its equilibrium position under
the influence of a negative voltage. e) Voltage starts back once again
towards zero; the beam moves down. f ) After the beam center reaches
its minimum, the beam start moving up again under positive voltage.
4.1
81
SEM picture of an array of four beam patterns in close proximity.
The beam ends show a curvature that was not defined in the original
pattern design and is caused by the proximity effect. . . . . . . . . .
xxvii
86
4.2
Diagram of a complete fabrication process.
a) PMGI covered by
PMMA are spin-coated on the wafer. b) Patterned is exposed in a
SEM. c) Pattern is developed in a solution of MIBK:isopropanol in
a 1:3 ratio. This develops the top layer of PMMA. d) The exposed
PMGI on the bottom layer is removed under the opening made in the
PMMA by use of a PMGI developer (XP101). Further ‘undercut’ is
obtained by a dip in MF319. e) Metal film is evaporated (physical vapor deposition using an electron beam evaporator). f ) The remaining
resist is lifted off by a proprietary solvent (Nano Remover PG). Two
choices are available for the rest of the process. I. If RIE is used to
create the mesa : 1) Evaporated Ni/Ge/Au ohmic contacts are first
annealed at 415◦ C for 15 seconds. 2) A 60 nm thick Ni mask is applied
and the mesa is created by RIE in BCl3 gas. 3) Finally the Ni mask
is removed and the sacrificial layer removed by a solution of HF. II. If
liquid etching is used to prepare the mesa : 2) The mesa is protected
by a metal mask (Ti or Ni) and etched in a citric acid/hydrogen peroxide mixture. 1) The contacts are evaporated and annealed. 3) Mask
is removed and removal of the sacrificial layer is made by dipping in HF. 95
xxviii
4.3
Schematic view of the fine alignment process. In the drawing, coarse
alignment is already done and four ohmic contacts with outgoing electric leads are visible in dark gray under the four alignment windows.
The black represents the area of the field of view that is not scanned
by the SEM and includes portions of pattern A which are not desirable
to be exposed. Finally, the “L”-shaped polygons are positioned over
their corresponding squares of pattern A with the computer mouse in
NPGS [69]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4
SEM picture showing the holes etched unintentionally in the mesa of
a large Hall bar structure that was protected by a titanium mask.
4.5
98
. 101
SEM picture showing the poor shape resulting from the definition of a
mesa with the citric acid / hydrogen peroxide etchant for a ≈ 500 nm
beam. The titanium mask was of the shape of a rectangular beam and
was removed in HF.
4.6
. . . . . . . . . . . . . . . . . . . . . . . . . . . 102
SEM picture showing the undercut made by etching the Al0.7 Ga0.3 As
sacrificial layer for 1 minute in a 5% HF solution. The heterostructure
being somewhat transparent at 20 kV accelerating voltage, we are able
to see the shape of the sacrificial layer underneath. The sacrificial layer
is slightly over-etched, as indicated by the two ends of the beam being
just above and below the remaining Al0.7 Ga0.3 As support.
xxix
. . . . . . 104
4.7
SEM picture showing mesa as defined by RIE in a BCl3 gas using a
60 nm thick nickel mask. The beams of this pattern are, in ascending
order, ≈ 300 nm, ≈ 400 nm, ≈ 500 nm, ≈ 650 nm and ≈ 1.1 µm wide.
106
5.1
Circuit used for testing contacts to 2DEG. . . . . . . . . . . . . . . . 109
5.2
A typical I-V trace obtained for Ni/Ge/Au ohmic contacts with the microscope light turned off. The contacts were square-shaped, ≈ 200 µm
of side and ≈ 400 µm apart, center-to-center. As can be seen, the curve
is quite linear, indicating that the contacts are ohmic for this current
range. A linear fit gives an intercept of −1.95 × 10−9 A and an overall
resistance of ≈ 671 Ω (the inverse of the slope). Error bars are shown
but difficult to see on this scale.
5.3
. . . . . . . . . . . . . . . . . . . . 110
Circuit used for magnetoresistance measurements on sample A. SR830
and SR850 refer to Stanford Research Systems lock-in amplifiers [81].
5.4
112
Circuit used for magnetoresistance measurements on sample B. SR830
and SR850 refer to Stanford Research Systems lock-in amplifiers [81].
On the other hand, SR 5113 refers to the 5113 model pre-amplifier
from Signal Recovery [84]. 5206 refers to the lock-in amplifier model
by EG&G, which has since been bought by Signal Recovery. . . . . . 113
5.5
Circuit used for illumination of samples. A simple standard red LED
was used. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
xxx
5.6
The first pattern used in characterizing the 2DEG. The scale bar at
the bottom indicates a millimeter. The source and drain pads are left
and right while the remaining pads connected to thin transverse leads
are used to measurement the longitudinal and transverse voltages.
5.7
. 116
Sample A : the Hall bar (not suspended) used for taking magnetoresistance measurements. The dimensions of the bar are shown : the
spacing between two longitudinal leads was 391.1 µm, the width of the
bar was 105.1 µm and the total length of the bar was 1373.6 µm.
5.8
. . 117
eVH plotted against IB for the illuminated sample for 0.017 ≤ B ≤
0.2 T. The inverse of the slope of the linear fit gives an electron sheet
density of (7.04 ± 0.01) × 1011 cm−2 (see subsection 2.5.2 for the theory
concerning this). The intercept is non-zero because of the uncertainty
5.9
in the readings of our instruments for very small magnetic fields.
. . 118
Magnetoresistance measurements after illumination of sample A.
. . 120
5.10 Longitudinal resistance plotted against inverse magnetic field after illumination of sample A. Spin polarization is clearly visible at high
magnetic fields. No evidence of a beat is present, which could indicate
that two subbands are conducting in the 2DEG. Parallel channels as
these would likely have different frequencies in 1/B and hence would
produce a beat [47].
. . . . . . . . . . . . . . . . . . . . . . . . . . . 121
xxxi
5.11 Suspended Hall bar used for characterization of the 2DEG. The mesa
definition etch (in this case RIE) went deeper than the bottom of the
sacrificial layer and thus a similar shape to that of the suspended Hall
bar can be seen under it.
. . . . . . . . . . . . . . . . . . . . . . . . 122
5.12 Effect of pulses from the LED on the two-wire resistance of a suspended
micron-wide beam such as the one in figure 5.17 at T ≃ 77 K. The pulse
duration was one second and a relaxation time of one minute is allowed
between each of the 10 pulses. The current through the LED at each
of the pulses is approximately 1 mA. . . . . . . . . . . . . . . . . . . 124
5.13 Effect of pulses from the LED on the longitudinal resistance of a suspended Hall bar such as the one in figure 5.11 at T ≃ 300 mK (a
four-wire measurement). The measured resistance is the longitudinal
voltage difference across the Hall bar, divided by the measured sourcedrain current. The pulse duration was one second and a relaxation time
of one minute is allowed between each of the 10 pulses. The current
through the LED at each of the pulses is approximately 1 mA.
. . . 125
5.14 Longitudinal resistance and Hall resistance as a function of magnetic
field for a ≈ 500 nm-wide suspended Hall bar, such as the one in figure
5.11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
xxxii
5.15 Conduction band energy relative to the Fermi level (set at zero) for the
heterostructure in the unetched case and for cases where it was etched
5 nm on all sides, and etched 10 nm on all sides. In all cases an electron
density of ≈ 5 × 1011 cm−2 is predicted in the 2DEG (diminishing the
more material is etched).
. . . . . . . . . . . . . . . . . . . . . . . . 129
5.16 ‘Swiss cheese’ motif found in the sacrificial layer of a suspended Hall
bar. The circular gaps in the sacrificial layer are caused by the HF
solution reaching the sacrificial layer through holes left in the mesa by
the citric acid etch step that defined the mesa.
. . . . . . . . . . . . 131
5.17 A suspended one-micron-wide beam. The sidewall of the heterostructure shows no sign of attack by the HF suspension. . . . . . . . . . . 132
5.18 An undercut alignment mark with the sidewall of the heterostructure
looking intact after an HF dip.
6.1
. . . . . . . . . . . . . . . . . . . . . 133
Conduction band energy relative to the Fermi level (set a zero) for the
proposed new design of the heterostructure. The sacrificial layer is a
full 1000 nm thick but is plotted only until a depth of 400 nm in the
heterostructure in order to keep the figure clear. An electron density
of 5.174 × 1011 cm−2 is predicted in the 2DEG.
xxxiii
. . . . . . . . . . . . 138
6.2
Conduction band energy relative to the Fermi level (set a zero) for
the proposed new design of the heterostructure when the sacrificial
layer has been removed. The plot assumes a barrier of 0.72 eV for the
AlGaAs/vacuum interface. An electron density of 5.508 × 1011 cm−2 is
predicted in the 2DEG.
. . . . . . . . . . . . . . . . . . . . . . . . . 139
A.1 Drawing of the HE-3-SSV He-3 refrigerator and cryostat [87]. . . . . . 158
A.2 Drawing of both sides on the mounting stage. On the left, the side
facing down towards the superconducting magnet is where the sample
is glued and wired bonded to the various DC and RF leads. On the
right is the side facing up away from the magnet and towards the top
of the cryostat where the wires exit. The black represents conductive
metal. All of the backside of the board is a ground plane, as is the area
under where the sample is glued. . . . . . . . . . . . . . . . . . . . . 163
xxxiv
Chapter 1
Introduction
1.1
Introduction to NEMS and Nanomechanics
While micro electro-mechanical systems (MEMS) have invaded the industry in a
variety of fields [1], nano electro-mechanical systems (NEMS) have yet to do the
same. If the former can be described as a class of devices using mechanical parts,
usually several micrometers in size coupled to electronic transducers; the latter can
be thought of similarly, but scaled down with dimensions measured in nanometers.
1
CHAPTER 1. INTRODUCTION
1.1.1
2
Characteristics of NEMS
Even though the dimensions of NEMS devices are very small, they are still larger than
the atomic scale, and the fundamental rules of mechanics remain a good approximation. The most important behavior of rigid bodies used in electro-mechanical systems
is the resonant frequency of that body. Vibration modes come into play in every device making use of vibrating beams, cantilevers, membranes or any other resonating
body. The main advantage in shrinking devices from MEMS to NEMS is that their
smaller dimensions make it possible to reach higher frequencies while maintaining a
high mechanical responsivity. In specific terms, that means that NEMS are able to
respond to smaller forces, lower thermal gradients and require less driving power to
operate than MEMS [2]. This in turn makes NEMS ideal candidates for becoming
very sensitive high-bandwidth transducers operating in the microwave domain, i.e.
the frequency range from ≈ 100 MHz to several GHz.
These advantages are afforded to NEMS by not only their small size, but also by
their potentially extreme surface-to-volume ratios; the scaling laws of the forces [3]
and our ability to design and fabricate NEMS with intricate structure. While we are
able to construct impressive structures, fabrication of such small devices remains a
challenge. In particular, there are currently no mature and reliable parallel processes
that allow for mass production of devices with very fine features. Imprinting and
embossing are the finest parallel processes available to date, but are not as popular
CHAPTER 1. INTRODUCTION
3
Figure 1.1: Quality factor of mechanical resonators varying in volume from macroscale to nanoscale. The maximum attainable Q seems to decrease linearly with the
logarithm of the volume of the devices [2].
as other serial processes, for they have not been developed commercially. As such,
most often a serial process such as electron beam lithography is chosen. Fabrication
will be discussed more thoroughly later on.
One might expect the quality factor, Q, for which 1/Q is roughly defined for
now as representing the degree of internal dissipation of a resonator, to increase in
smaller devices since there are likely to be fewer internal defects. In fact there seems
to be an opposite trend as suggested by the plot in figure 1.1. This is due to the
increasing importance of the surface of the device as it reaches nanometer size. Thus,
the limiting factor for high Q becomes less of an internal dissipation problem, and
more of a surface one. In fact, for the same dimensions, polycrystalline resonator
CHAPTER 1. INTRODUCTION
4
present Q-factors very close to other resonators made from pure crystals [2]. Reliable
ways of obtaining high Q presently remain elusive.
1.1.2
Applications of NEMS
As expected, NEMS have a multitude of possible applications. A sample of them will
be briefly described here.
Firstly, NEMS resonators can be used for detecting a single spin using a powerful
technique named magnetic resonance force microscopy (MRFM) [4, 5]. By attaching
a magnetic tip to an ultra-sensitive cantilever and exciting electrons with an RF field,
it is possible to detect single spins in a region close to the tip (a “resonant slice”).
This can be thought of as a mechanically-detected magnetic resonance imaging. It
is hoped that this technique may evolve so that direct molecular imaging becomes
possible. This would allow, for example, the identification of unknown chemicals by
directly looking at the atoms composing a molecule while simultaneously determining
the spatial arrangement of the atoms. The molecular structure of complex proteins
could be obtained in this manner.
A different approach to this problem is one involving large arrays of mass sensing
NEMS resonators. When molecules attach themselves to vibrating body, the body
should experience a frequency shift, which is detectable in a NEMS resonator. The
idea is that using arrays of beams of different chemical coatings will allow us to
CHAPTER 1. INTRODUCTION
5
record the so-called signature of a chemical : expose the array to that chemical and
the beams will each react differently to it. A simple example of this as a hydrogen
detector is demonstrated in [6].
BioNEMS are what could be called one of the holy grails of nanotechnology.
Indeed, they have been speculated about for quite some time in works of fiction.
They would be devices small enough to be inserted inside cells, and advanced enough
to perform reactions with the chemical species in that volume. Currently this field
is more or less limited to using atomic force microscopy (AFM) to interact with
biomolecules [2].
This is but a very limited overview of the applications for NEMS. However, it is
exciting to imagine that NEMS devices can be designed to fulfill a multitude of tasks
improving speed, accuracy and reducing size over current microtechnology.
1.2
Motivation
One of the most exciting applications of NEMS is undoubtedly that they be used to
investigate fundamental science. Specifically, with ultra-sensitive displacement sensing of NEMS resonators, one could probe the inner workings quantum mechanics in
several ways. To start with, since Heisenberg’s uncertainty principle places limits
on the precision one can measure amplitude and phase (or any non-commuting observables), it should be possible to experimentally test it on a macroscopic (relative
CHAPTER 1. INTRODUCTION
6
to particles) nanomechanical resonating body [7]. Secondly, there is not complete
agreement on how, or even if, such large objects should obey quantum mechanics [8].
Thirdly, if this is possible, then the most interesting experiment to perform would be
to place a nanomechanical resonator in a coherent superposition of states, and carefully monitor its transition for quantum mechanics to classical mechanics. Indeed,
to this day, no one has a clear idea of how the collapse of the wavefunction occurs;
the explanation of the mechanism is very dependent on the chosen interpretation of
quantum mechanics [9]. It is hoped that the quantum-to-classical transition of such
a large mass may provide us with answers [8].
To achieve this goal, there are a priori two challenges to overcome. The first is
to cool down and place a nanomechanical resonator in a quantum mechanical state.
The second challenge, and the one concerning this work, is to design and implement
sensitive, low-noise transducers that allow us to study a resonator placed in such a
state.
1.3
Scope of Work
This section will describe briefly the work that was done in order to introduce the
next chapter in which background information is covered.
In order to overcome the aforementioned challenges, a design was made of an
AlGaAs/GaAs heterostructure that meets the requirements of the proposal for an
CHAPTER 1. INTRODUCTION
7
ultra-sensitive piezoelectric displacement sensor described in [10]. This device, in
short, consists of a piezoelectric resonating beam (with embedded two-dimensional
electron gas) coupled to an actuation electrode and a single-electron transistor. Selfconsistent Poisson-Schrödinger simulations were made to ensure that the heterostructure yielded a two-dimensional electron gas (2DEG) along the middle of the beam
and with appropriate electron density. Furthermore, finite-element modeling of the
device was done to characterize fundamental modes of vibration and verify the actuation mechanism.
Once the crystal was grown, a recipe for depositing and annealing ohmic contacts
to the 2DEG was developed. Contacts were deposited using electron beam lithography
and physical vapor deposition. The wafers were then annealed in a rapid thermal
annealer. Current-voltage (I-V) characteristics of the contacts were tested in a probe
station with data acquisition software.
A wet etching recipe for creating mesas in the wafer (reliefs that confine the
2DEG laterally to some shape) was developed using a combination of citric acid and
hydrogen peroxide. This, combined with the ohmic contacts recipe, allowed us to
fabricate Hall bars, in which the quantum Hall effect can be observed when varying the
perpendicular magnetic field at low temperatures. The obtained magnetoresistance
measurements were used to calculate the electron mobility and density of the 2DEG
in a microscopic Hall bar at T = 300 mK.
CHAPTER 1. INTRODUCTION
8
The following logical step was to fabricate suspended Hall bars, so that electron
density may be evaluated in suspended structures. Doubly-clamped beams of different widths were also built in the hope that they may be used for evaluating the
2DEG depletion length and to test piezoelectric actuation. Upon testing the transport properties in those Hall bars and beams however, it was found that the 2DEG
was depleted, unless illuminated by a light-source at room temperature. Thus, further testing was done on the suspended structures to see the cause of this problem
and a redesign of the heterostructure was proposed.
It was originally envisioned that piezoelectric actuation of doubly-clamped beams,
accompanied by some form of displacement sensing, would complete the work in
this thesis. However, this could not be done in the end because of the unexpected
depletion of the 2DEG in suspended structures. Full completion of the project, i.e. the
building of a working ultra-sensitive piezoelectric displacement detector is a longerterm project which will likely require at least two more years.
1.4
Organization of Thesis
Chapter 2 will present theoretical background information and reviews relevant publications. It explains much of what is needed to understand this project and its
motivation.
Chapter 3 details the design and numerical modeling of the heterostructure that
CHAPTER 1. INTRODUCTION
9
is so crucial to the project.
Chapter 4 discusses all the fabrication processes that were developed in order to
fabricate suspended nanostructures out of the heterostructure.
Chapter 5 reviews the experiments that were done to characterize the electrical
characteristics of the two-dimensional electron gas in the heterostructure.
Chapter 6 looks at future work that needs to be done in order to bring the project
to full completion.
Finally, chapter 7 summarizes the conclusions.
Chapter 2
Background
This chapter will review the theory and literature necessary for a full understanding
of the work that was done and its underlying motivation. It will also discuss some
concepts pertaining to future work on this project.
2.1
Nanomechanics
Since this work deals with the design, fabrication and characterization of nanomechanical resonators and their displacement detectors, I will derive the equations determining their vibration, in particular in the out-of-plane flexural case. The derivation
will be made according to what is commonly named Euler-Bernoulli theory, which
ignores rotational inertia and shear. For simplicity and relevance, the modeling will
deal with rectangular cross-section beams of homogeneous isotropic material, clamped
10
CHAPTER 2. BACKGROUND
11
Figure 2.1: Example of a doubly-clamped beam made in GaAs/AlGaAs. The scale
bar shows one micron.
at both ends [11, 12, 13, 14]. Figure 2.1 shows an example of what a doubly-clamped
beam made in GaAs/AlGaAs looks like in a scanning electron microscopy image.
2.1.1
Vibrating Mode Shapes and Frequencies
Consider first the simple one-dimensional problem of finding the out-of-plane flexural
displacement U (x, t) = U (x)U (t) of a beam positioned as in figure 2.2. The x-axis is
positioned along the beam’s neutral axis, i.e. an imaginary line passing through the
exact center of the beam. A cross-sectional element of length dx and area A = wh
would be subject to forces from the neighboring elements Fz (x + dx) and −Fz (x)
on each of its faces and torques −My (x + dx) and My (x). Balancing the forces and
12
CHAPTER 2. BACKGROUND
U(x,t)
z
y
x
h
dx
w
l
Figure 2.2: A beam of length l, width w and thickness h. A cross-sectional element
of length dx and area A = wh is shown, while the displacement U (x, t) in the z
direction is a function of x and time t only [13].
torques about one side of the element results in the following equations, where ρ is
the mass density :
∂ 2 U (x, t)
Fz (x + dx) − Fz (x) − ρA dx
=0
∂t2
(2.1)
Fz (x + dx) dx − My (x + dx) + My (x) = 0
(2.2)
For linear modeling purposes, we may expand the equations using Taylor series
about the point x, and eliminate the higher order terms in dx, giving :
∂ 2 U (x, t)
∂Fz
= ρA
∂x
∂t2
∂My
Fz (x) = −
∂x
(2.3)
(2.4)
To calculate the torque, we will need to define several quantities. The first is
Young’s modulus, E, defined as the ratio of stress to strain when a material is under
13
CHAPTER 2. BACKGROUND
tension. Stress, strain and Young’s Modulus will be discussed in greater detail later
in the thesis.
Next, we need the beam’s bending moment of inertia defined as the moment of
inertia about the z axis [13]
Iz =
Z
2
z dA =
A
Z
w/2
−w/2
Z
h/2
z 2 dz dy =
−h/2
wh3
,
12
(2.5)
with the result for Iz being for a rectangular beam of width w and thickness h.
The Euler-Bernoulli theory states that the local radius of curvature at point x on
the neutral axis x is equal to [13]
R(x) =
EIz
.
My (x)
(2.6)
We now define the bending angle θ as the angle formed by the local tangent to
the displaced neutral axis x′ and the original neutral axis x. This is made clear upon
examination of figure 2.3, where to keep the diagram as simple as possible the neutral
axis of a cantilever was drawn. A small change ds along the displaced neutral axis
will be accompanied by a change dθ of angle θ. Thus, ds = R(x)dθ and
dθ(x)
1
My (x)
=
=
.
ds
R(x)
EIz
(2.7)
Two observations can now be made, both in the case of a small bending angle θ.
The first is that ds ≃ dx so that
My (x)
dθ(x)
≃
dx
EIz
(2.8)
14
CHAPTER 2. BACKGROUND
z
x
x+dx
x
ds
θ
θ+dθ
dθ
R(x)
R(x + dx)
Figure 2.3: Definition of angle θ. R(x) gives the radius of curvature at point x. x′
represents the displaced neutral axis of a bent cantilever while x gives the original
neutral axis. The angle θ is formed by the tangent at point x on x′ and x [13].
15
CHAPTER 2. BACKGROUND
as per equation 2.7.
The second observation is that the change in deflection with the x coordinate is
given by
dU (x)
= tan θ(x) ≃ θ,
dx
(2.9)
which represents the slope of the beam’s deformation. By combining equations 2.8
and 2.9, the final expression for torque appears as
My = EIz
∂ 2 U (x, t)
.
∂x2
(2.10)
This makes the Euler-Bernoulli approximation valid only for small deformations.
A wave equation results from equations 2.3, 2.4 and 2.10 :
∂2
∂x2
∂ 2 U (x, t)
∂ 2 U (x, t)
EIz
=
−ρA
.
∂x2
∂t2
(2.11)
For a uniform beam, EIz does not vary in x, so it becomes
EIz
∂ 4 U (x, t)
∂ 2 U (x, t)
=
−ρA
,
∂x4
∂t2
(2.12)
which can be satisfied by a solution of the form
U (x, t) = U (x)e−iωt ;
U (x) = eκx .
(2.13)
(2.14)
16
CHAPTER 2. BACKGROUND
More accurately, κ will have to take on values of ±β or ±iβ, where
β=
√
ω
ρA
EIz
1/4
,
(2.15)
giving a real spatial solution of
U (x) = a cos βx + b sin βx + c cosh βx + d sinh βx.
(2.16)
Now, boundary conditions must be applied. Since a doubly-clamped beam is
considered here, we require that
[U (x)]x=0 = [U (x)]x=l
dU (x)
=
dx
x=0
dU (x)
=
dx
= 0,
(2.17)
x=l
that is, the displacement and speed of both ends are always zero. The first two
conditions impose that a = −c and b = −d, leaving us with a solution of
U (x) = a (cos βx − cosh βx) + b (sin βx − sinh βx) .
(2.18)
The last two boundary conditions imply that
b=a
(sin βl + sinh βl)
(cos βl − cosh βl)
0 = a (1 − cos βl cosh βl) .
and
(2.19)
(2.20)
Therefore a may take on any value if the values of β are confined to a discrete set
of values determined by
cos βn l cosh βn l = 1,
(2.21)
17
CHAPTER 2. BACKGROUND
Un(x)
x
Figure 2.4: Mode shapes for the first four modes of flexural out-of-plane vibration for
a doubly-clamped beam [13].
where n gives the mode number. Solved numerically, the solutions are β1 l = 4.73004,
β2 l = 7.8532, β3 l = 10.9956, β4 l = 14.1372 [13] and so on. β0 is not allowable because
it would produce a singularity. The final expression of Un (x), the mode shape of
mode number n, takes on this form :
sin βn l + sinh βn l
Un (x) = an (cos βn x − cosh βn x) +
(sin βn x − sinh βn x) .
cos βn l − cosh βn l
(2.22)
The resulting first four mode shapes are displayed in figure 2.4.
Referring back to equation 2.15, it is seen that the mode frequencies are given by
ωn =
s
EIz (βn l)2
.
ρA l2
(2.23)
A more complete description is given in [11], for here we have ignored both the beam’s
rotational inertia and shear. However, for mechanical resonators where the variation
CHAPTER 2. BACKGROUND
18
Figure 2.5: Resonant frequency plotted against beam length for Euler-Bernoulli
theory (plain curve) and experimental measurements (points) on piezoelectric
Al0.3 Ga0.7 As doubly-clamped resonators. Notice that while Euler-Bernoulli theory
seems to describe well the beam length dependence of resonant frequency it fails to
predict the exact frequencies when the beam material is not isotropic nor homogeneous. In this case, the beams are made of three Al0.3 Ga0.7 As layers, two of which are
heavily Si-doped. There is of course the expected deviation caused by irregularities
in the beam shape due to the fabrication procedure [15].
in fabricated dimensions is large, the Euler-Bernoulli approximation is a good enough
guide.
Figure 2.5 shows a comparison of the Euler-Bernoulli theory and experimental
measurements realized with piezoelectric resonators in Al0.3 Ga0.7 As.
19
CHAPTER 2. BACKGROUND
2.1.2
Transient Behavior of a Vibrating Beam
Energy of a Vibrating Beam
Now that the mode shapes and frequencies of a vibrating beam are known, the transient behavior should also be discussed, that is, the time-dependence of the motion.
The deflection of a beam vibrating in the manner previously discussed varies
harmonically in time [11]:
u(x, t) =
X
Un (x)Un (t)
(2.24)
X
Un (x) (An cos ωn t + Bn sin ωn t) .
(2.25)
n
=
n
This is simply a consequence of equations 2.13 and 2.16. The sum is carried
over all the superimposed normal modes. However, we are mainly concerned in this
work with high Q resonators so that modes are well separated in frequency. Thus
the motion of the resonator near the mode at frequency ωn will not be influenced
by contributions from other modes. Henceforth the sum will be dropped and the
deflection labeled as un (x, t).
The energy accumulated in bending the beam is given by the work done in order to
mold the beam into a mode shape. This ‘strain energy’ is expressed mathematically
as [14, 11] :
1
En =
2
Z
hdθn Mn i
(2.26)
20
CHAPTER 2. BACKGROUND
for mode shape Un (x). Here, the integral runs over the length l of the beam and
the h i delimiters indicate an average value in time over a period. Mn is the mode’s
torque, defined as
Mn = EIz
∂ 2 un (x, t)
∂x2
(2.27)
and θn is the slope of the deformation of the beam :
θn =
∂un (x, t)
.
∂x
(2.28)
We now have
dθn
∂θn
∂t ∂θn
=
+
dx
∂x
∂x ∂t
∂θn
=
∂x
∂ 2 un (x, t)
=
∂x2
(2.29)
(2.30)
(2.31)
and
dθn =
∂ 2 un (x, t)
dx.
∂x2
(2.32)
This leaves us with
EIz
En =
2
Z l *
0
∂ 2 un (x, t)
∂x2
2 +
dx
(2.33)
and
∂ 2 un (x, t)
= −βn2 un (x, t) ,
2
∂x
(2.34)
21
CHAPTER 2. BACKGROUND
therefore using equation 2.15, we obtain
En =
=
Now, αn =
Rl
0
ρA
ωn2
2
ρA
ωn2
2
Z
0
l
u2n (x, t) dx
Un2 (t)
Z
0
(2.35)
l
Un2 (x)dx.
(2.36)
Un2 (x)dx will only be a function of (βn l) so it is a constant with
dimensions of length solely dependent on mode number. Furthermore, let m∗n = ρAαn
be an effective mass and kn = m∗n ωn2 an effective spring constant. It appears then
that the bending energy of the beam in a given mode is simply that of an harmonic
oscillator:
1
En = m∗n ωn2 Un2 (t)
2
1 = kn Un2 (t) .
2
(2.37)
(2.38)
If the normalization for U (x) is chosen properly, then hUn2 (t)i would be the mean
square amplitude of the resonator’s maximum, length-wise.
Driven-Damped Harmonic Oscillator
In practice, one must also consider in a first approximation a vibrating beam as a
driven-damped oscillator.
Dissipation in nanomechanical resonators remains a poorly understood phenomenon. The available literature offers many different explanations for why it occurs
22
CHAPTER 2. BACKGROUND
including thermoelastic loss, attachment loss and loss due to the measurement process itself (see [14] and references therein). There are also several ways of modeling
dissipation including defining a complex Young’s modulus but including a simple
velocity-dependent damping term in the wave equation is sufficient for our purposes.
We assume here that damping has negligible effect on the mode shapes, as described
by Un (x) - which implies low loss.
Our previous wave equation was equation 2.12 and with the added terms for
driving force and damping it now takes the form of
ρA
∂ 2 un (x, t)
∂un (x, t)
∂ 4 un (x, t)
+
EI
+µ
= Fn (x, t),
z
2
4
∂t
∂x
∂t
(2.39)
where µ is the damping coefficient and F (x, t) the force per unit length applied on
the beam, for a given mode. Note that the latter can be used both to represent the
actual intended driving force of the beam, but also can include terms representing
noise modeled as certain random forces. To obtain the equation of motion, we need
to multiply by Un (x) and integrate over the length of the beam. It is also useful to
remember that un (x, t) = Un (x)Un (t) and that ∂x4 Un (x) = βn4 Un (x). The integration
proceeds as :
∂ 2 Un (t)
ρA
∂t2
Z
0
l
Un2 (x) dx
+
EIz βn4 Un (t)
Z
0
l
Un2 (x) dx
Z
∂Un (t) l
µUn2 (x)
+
∂t
0
Z l
=
Un (x)Fn (x, t) dx.
0
(2.40)
23
CHAPTER 2. BACKGROUND
Referring back to the definition of αn =
ρAαn
where γn =
Rl
0
Rl
0
Un2 (x) dx, we obtain
∂ 2 Un (t)
∂Un (t)
= fn (t),
+ EIz αn βn4 Un (t) + γn
2
∂t
∂t
µUn2 (x) dx and fn (t) =
Rl
0
(2.41)
Un (x)F (x, t) dx. With a few substitutions
using equations 2.23, m∗n = ρAαn and kn = m∗n ωn2 , the equation simplifies to
m∗n
∂Un (t)
∂ 2 Un (t)
+ γn
+ kn Un (t) = fn (t),
2
∂t
∂t
(2.42)
which represents the equation of motion for a driven-damped oscillator vibrating in
mode n. We may now define an effective quality factor Q =
ωn m∗n/γn ,
valid in the
small damping limit where γn ≪ ωn .
The expected amplitude of oscillations for a doubly-clamped beam in GaAs is
calculated using the theory shown in this section and plotted in figure 2.6.
2.2
The Quest for Displacement Detection Limit
In recent years, a bit of a race has developed in the scientific community towards
reaching the limits of position detection. Heisenberg’s uncertainty principle [16] is
well known for imposing limits of simultaneous knowledge of position and momentum.
Consequently, there is a fundamental limit on the precision with which one may
repeatedly measure the position of an object.
A lot of the underlying motivation for this comes from the push for gravitational
wave detection. As of 2005, the Laser Interferometer Gravitational Wave Observatory
CHAPTER 2. BACKGROUND
24
Amplitude of motion HnmL
3
2.5
2
1.5
1
0.5
98
99
100
101
Frequency of driving force HMHzL
Figure 2.6: Expected amplitude of motion near the resonance of the fundamental
flexural mode for a doubly-clamped beam in GaAs (ρ = 5.3 g/cm3 , E = 101 GPa).
Here l = 3 µm, w = 0.8 µm, h = 0.2 µm with a Q of 2000. A force (F0 /l) cos ωt of
magnitude F0 = 1 nN is distributed over the surface of the beam and its frequency ω
varied within ±2% of the resonant frequency. The resonant frequency is ≈ 99.7 MHz.
The amplitude of motion of the resonator’s mid-point is displayed on the vertical axis
with a maximum of ≈ 2.64 nm at resonance.
25
CHAPTER 2. BACKGROUND
(LIGO) has achieved a displacement sensitivity of about 30 times the fundamental
limit using macroscopic masses [17]. In a different approach, R. G. Knobel and A.
N. Cleland performed an experiment in 2003 involving a nano-scale resonator whose
displacement is detected by a single-electron transistor that reached a factor of 100
from the limit [18]. The current known record stands at a factor of 3.9, a feat
accomplished by Naik et al. [19].
Now, it is but an assumption that mechanical structures as large as nano-scale
resonators should even obey quantum mechanics. Indeed, many believe a superposition of states for a body that large to be impossible or at least that such states may
only exist for very short amounts of time (see for example references [9, 17]). On
the other hand, if it is possible, then it would be reasonable to treat a resonator as a
quantum harmonic oscillator, since it has already been established that the classical
harmonic oscillator can describe its classical motion. Therefore, a brief overview of
the quantum harmonic oscillator and a derivation of the limit of displacement sensing
will now be made.
2.2.1
The Quantum Harmonic Oscillator
When the classical Hamiltonian for an harmonic oscillator undergoes quantization, it
becomes an operator given by
Ĥ =
1 2 1
P̂ + mω02 X̂ ,
2m
2
(2.43)
26
CHAPTER 2. BACKGROUND
where P̂ and X̂ are the momentum and position operators respectively.
According to Schrödinger’s time-independent equation, Ĥ |x, pi = E |x, pi, applying this operator to any eigenstate expressed in the position/momentum basis will
give the energy of the oscillator. However, using the formalism of creation and annihilation operators, it is possible to rewrite the Hamiltonian in the basis of energy
eigenstates. In this case, we have
Ĥ =
1
N̂ +
2
~ω0 ,
(2.44)
where N̂ is the so-called number operator. When applied to an energy eigenstate,
it will have the energy level for eigenvalue: N̂ |ni = n |ni. Thus, in the energy
eigenstates basis, the energy of the oscillator is given by
Ĥ |ni =
1
n+
2
~ω0 |ni .
(2.45)
A key point that must be understood is that n gives the occupation factor of the
mechanical mode with frequency ω0 . In essence, the higher n will be, the greater the
amplitude of the motion will be, for the mode at frequency ω0 .
The Energy Basis and Zero-Point Motion
By using the aforementioned creation and annihilation operators in the energy basis,
it becomes simple [20] to show that n must be a non-negative integer, i.e. n ∈
{0, 1, 2, 3, ...}. It appears then that the energy of a quantum harmonic oscillator
27
CHAPTER 2. BACKGROUND
may never be zero. This minimum energy is often called zero-point energy and is
equal to
1
E0 = ~ω0 .
2
(2.46)
Naı̈vely, one could then assume that the smallest detectable motion would be that of
an oscillator with only zero-point energy. In that case, if the oscillator has mass m,
the wave function is described by a Gaussian distribution of width
2 1/2
x
=
r
~
≡ ∆xzp .
2mω
(2.47)
This is the zero-point motion of a quantum harmonic oscillator. In literature, that
value is also defined as the limit of measurement, for it can be also obtained straight
from Heisenberg’s uncertainty principle [21, 17]. The standard quantum limit, or
∆xSQL =
r
~
,
2mω
(2.48)
is defined as this root mean square amplitude. In theory, it is the smallest displacement one can hope to detect with a given oscillator-detector pair, although in practice
there are some additional limiting factors, as will be discussed later. Note that the
bigger this figure is, the easier it will be to reach it with a detector.
Aside on the Measurement of the Displacement Amplitude
Several ways exist of measuring the displacement amplitude of an oscillator. The
first and simplest, which has already been introduced, is the ‘amplitude and phase’
CHAPTER 2. BACKGROUND
28
method, in which the transducer will ask the resonator “what is your amplitude and
phase ?”. The experimenter then gets values for a1 and a2 (the real and complex
amplitudes) which are related to position and momentum by the following relation :
X̂ +
i
P̂ = Â1 + iÂ2 e−iωt .
mω
(2.49)
It is this method upon which the standard quantum limit is defined and does indeed
represent the minimum amount of error given when using this ‘amplitude and phase’
method on a single measurement. However, other ways of measuring can improve on
this. Furthermore, the ‘amplitude and phase’ technique does not avoid back-action,
meaning that the values of a1 and a2 are influenced by the act of measuring.
A ‘back-action-evading’ measurement [21] or ‘quantum non-demolition’ (QND)
measurement [22, 23] is one which can be, in principle, repeated time after time
without back-action perturbing the measured observable. In fact, back-action is redirected to unwanted observables. A first example of a QND measurement is quantum
counting, in which a transducer asks the oscillator “What is your number of quanta
? but, do not tell me anything about your phase”. In theory, n can be known with
arbitrary accuracy using this method. It is also a fact that quantum counting can
determine the magnitude of the amplitude (a21 + a22 )1/2 with far more accuracy than
the amplitude and phase technique when n ≫ 1. This is because for the amplitude
29
CHAPTER 2. BACKGROUND
and phase method
∆a1 = ∆a2 ≥
~
2mω
1/2
,
(2.50)
1
mω 2
Â1 + Â22 − ,
2~
2
(2.51)
while we have for quantum counting that
N̂ =
with theoretically no lower bound on ∆n [21].
Another possible measurement would be a back-action-evading measurement of
the real amplitude a1 , leaving a2 completely indeterminate [21].
In practice, however, a QND scheme is difficult to implement. An interaction
Hamiltonian that commutes with N̂ is needed so that n is not perturbed by the measurement. This requires an strictly non-linear interaction (e.g. quadratic, quartic,
and so on). For example, for a quantum counting measurement at microwave frequencies, it is known that quadratic coupling to a resonator by a transducer is hard
to achieve [21].
2.2.2
Limiting Factors for Displacement Sensing
In order to reach the limits of displacement sensing, there are several factors that
must be considered. Firstly, the thermal fluctuations of the motion of an object
must be sufficiently low. Secondly, quantum fluctuations will place a lower limit on
the motion of a body as well as the minimum disturbance caused by a displacement
transducer.
30
CHAPTER 2. BACKGROUND
Thermal Fluctuations
Whenever a mechanical mode is allowed to exchange energy with a thermal bath, its
will take on random fluctuations distributed according to the Bose-Einstein distribution so that, on average, the energy is given by
hEi = ~ω
1
1
+ ~ω/k T
B
2 e
−1
.
(2.52)
When kB T ≪ ~ω, the average energy drops to a fraction of ~ω. We then say
that the mode is frozen-out. This is desirable so that the thermal fluctuations do not
amount to be higher than the spacing between energy levels: this will guarantee that
the energy level will not change randomly (hence, the term frozen-out). It seems,
then, that one should choose low temperatures combined with high frequencies to
reach the quantum limit of displacement sensing, however, doing so will augment the
need for more and more sensitive transducers. This arises from the fact that usually
higher frequencies mean lower amplitudes for resonators, and that ∆xSQL too gets
lower with increasing frequency, meaning it will be harder to reach.
Quantum Fluctuations
Quantum fluctuations encompass many phenomena that can all be fundamentally
attributed to different expressions of Heisenberg’s uncertainty principle.
Firstly, there is the zero-point motion given by ∆xSQL , as explained earlier. In
addition, the measurement apparatus itself will impart some motion onto a resonator,
31
CHAPTER 2. BACKGROUND
a phenomenon dubbed back-action. For a phase-insensitive linear amplifier measuring the position of a quantum harmonic oscillator, it can be modeled as a “noise
temperature”, calculated to be [24]
TQL =
~ω0
.
ln 3 mω
(2.53)
If this is translated into a position variance and combined with the zero-point
motion, one obtains [21, 7]
∆xQL =
r
~
≈ 1.35 ∆xSQL .
ln 3 mω
(2.54)
∆xQL is a much more realistic benchmark than ∆xSQL for estimating the quantum
limit for a given resonator-amplifier system because it incorporates both the resonator’s zero-point motion and accounts for the minimum possible back-action made
by the amplifier.
This represents the best one can hope for but in practice there will be once again
more limiting factors that can be globally categorized as measurement noise. These
factors may include shot noise [25], 1/f noise [26] or thermal noise interference. Note
as well that most amplifiers impart more than the minimum amount of back-action
of the system they are measuring. Many argue that single electron transistors are at
a disadvantage in this respect while quantum point contacts [27, 28] represent truly
quantum-limited amplifiers with minimum back-action [29, 30].
CHAPTER 2. BACKGROUND
2.3
32
GaAs Usage in Mechanical Devices
Even though the overwhelming majority of the electronic chips that surround us are
based on silicon materials and processing technology, it would be an oversight to
ignore what the III-V semiconductors have to offer. Specifically, we are interested
here in gallium arsenide (GaAs) and its related compounds.
Methods are now available to create almost atomically perfect (with very few defects) crystals of successive layers of these compounds, such as metal organic chemical
vapor deposition (MOCVD) or molecular beam epitaxy (MBE) [31, 32]. Combined
with etching processes, they allow us to manufacture extremely thin structures of
mixed composition, yet still of almost perfect crystallinity. Indeed, mono atomic layers are not uncommon [33]. Advantages of GaAs over Si include its direct energy gap,
which allows GaAs devices to be interfaced easily with optical technologies. This is
compared to Si, which has an indirect band gap, though there are ways around this
such as porous silicon or superlattices [34]. The defect generation rate during growth
is also lower for GaAs than Si, meaning that it will perform with better reliability in
specialized markets where high doses of radiation are common [33].
Most important in this work is the fact that GaAs and its best developed alloy, the
ternary aluminum gallium arsenide (AlGaAs), have piezoelectric and piezoresistive
properties. GaAs, like many other III-V compounds arranges itself in a zincblende
crystal, a crystal structure made up of two face-centered cubic lattices shifted by a
CHAPTER 2. BACKGROUND
33
vector (1/4, 1/4, 1/4), representing a quarter of a diagonal in the crystal’s unit cube. In
the case of GaAs, one sublattice is composed entirely of gallium, while the other is
composed of arsenic.
Unlike elemental semiconductor crystals like silicon, inversion symmetry is not
respected at all lattice sites in GaAs because of the two different elements composing
the crystal. As a consequence of the mixed composition, electrons tend to shift
towards the arsenic atoms, which actually results in a dipole moment oriented in the
crystal’s [111] axis. Thus a non-vanishing piezoelectric coefficient is present for GaAs.
Additionally, each pair of the eight {111} surfaces will have a surface richer in As,
and one richer in Ga meaning that growth rates and etch rates will be influenced by
orientation of the faces [35].
Table 2.1 presents a few of the material properties of relevance for GaAs and
Alx Ga1−x As, where x indicates the mole fraction of Al. For most quantities, a linear
interpolation between the values for GaAs and AlAs is sufficient to obtain values for
Alx Ga1−x As (this is sometimes called Vegard’s Law)[36, 32]. Note that in this work,
the acronym Alx Ga1−x As is used to strictly describe the ternary compound, that is,
0 < x < 1.
34
CHAPTER 2. BACKGROUND
Table 2.1: Material properties of GaAs and Alx Ga1−x As [35, 36]
Property
GaAs
Alx Ga1−x As
Crystal structure
Zincblende Zincblende
3
Density ρ (g/cm )
5.360
5.36 − 1.6x
Elastic stiffness coefficients cij (GPa):
c11
118.8
118.8 + 1.4x
c12
53.8
53.8 + 3.2x
c44
59.4
59.4 − 0.5x
−12
−1
Elastic compliance coefficients sij (10
Pa ) :
s11
11.7
11.7 + 0.3x
s12
3.7
3.7 + 0.2x
s44
16.8
16.8 + 0.2x
Young’s modulus E (GPa)
85.3
85.3 − 1.8x
Poisson’s ratio ν
0.31
0.31 + 0.1x
Bulk modulus (GPa) G
75.5
75.5 + 2.6x
Piezoelectric coefficient d14 (pm V−1 )
−2.69
−2.69 − 1.13x
Static dielectric constant ξs
13.18
13.18 − 3.12x
High-frequency dielectric constant ξ∞
10.89
10.89 − 2.73x
Stress and Strain
In order to have clear definitions of the table’s quantities, several quantities must be
defined and first come stress and strain. Stress is defined as the force per area acting
across any given surface of a volume element of a material. In the completely general
case, stress may act in any direction relative to a surface inside (or on) a solid, and
thus is best described by tensor algebra rather than a simple vector. For a force F
normal to an area A, stress σ = F/A. In the most general case, dFj =
PN
i=1
σij dAi ,
where N is the number of dimensions, dFj the components of the resulting force, σij
the components of stress and dAi the areas of the sides of an infinitesimal volume
element.
CHAPTER 2. BACKGROUND
35
The direction of stress components can be decomposed in two: normal stress,
where the force acts perpendicular to the surface and shearing stress, where the
forces acts parallel to the surface. Therefore, at first glance for a cubic element, three
components are required to describe normal stress (σxx , σyy and σzz ) and six components for shearing stress (σxy , σyx , σxz , σzx , σyz and σzy ). However, at equilibrium
and for two perpendicular sides of a cubic element, the components of shearing stress
perpendicular to the line of intersection of these sides are equal. Hence, σxy = σyx ,
σxz = σzx , σyz = σzy and only six components are necessary for a complete description
of stress [12].
As for strain, a suitable definition must be made stating how to measure it, but
suffice it to say that it represents the amount of deformation in a stressed material.
For example, consider a small cubic volume of side dl in a beam. Under stress, this
volume will deform and for small flexural vibration we may use the approximation
that its cross-section will remain unchanged, while its length varies. The strain would
then be the change in length over its original length otherwise known as elongation
: strain ǫ =
∆l/dl
[37]. However there is another type of strain called shearing strain
which can be thought of as the distortion of the angle between the faces of the cubic
element. Figure 2.7 shows how two points, A and B deform under a displacement of
the origin O to O′ by a displacement vector u = (ux , uy , uz ). It is first understood
from the figure that the displacement in the x-direction of the point A to the point
36
CHAPTER 2. BACKGROUND
z
dx
O
dy
dx
u
dy
uy
ux
x
y
uy + ∂u
∂x dx
A’
dz
B
O
x
O’
A
y
B’
B
A
y
x
ux + ∂u
∂y dy
Figure 2.7: A cubic volume element undergoing deformation given by the displacement vector u of the origin O [12].
A′ is
ux +
∂ux
dx,
∂x
(2.55)
where the first term gives the absolute displacement in the x-direction and where the
second term corrects for the increase of the coordinate x. It is then said that the
unit elongation at point O in the x-direction is ∂ux /∂x. The same reasoning may be
applied to the y- and z-directions and these constitute the first three components of
strain.
To obtain the remaining components of strain, one needs to examine the change
in angle between the planes of the cubic element. The right-hand side of figure
2.7 exemplifies by showing the situation between the planes xz and yz. The ydisplacement of from point A to A′ is
uy +
∂uy
dx
∂x
(2.56)
CHAPTER 2. BACKGROUND
37
Table 2.2: The six components of strain as defined for an infinitesimal cubic element
(see figure 2.7). The first line gives the elongation, while the second line gives shearing
strain [37, 12].
y
x
z
ǫxx = ∂u
ǫyy = ∂u
ǫzz = ∂u
∂x
∂y
∂z
y
y
x
z
z
x
+ ∂u
ǫxz = ∂u
+ ∂u
ǫyz = ∂u
+ ∂u
ǫxy = ∂u
∂y
∂x
∂z
∂x
∂z
∂y
but the change in angle from the segment OA to O′ A′ is simply ∂uy /∂x. Similarly for
OB and O′ B ′ the change in angle equals ∂ux /∂y. Thus the angle AOB, originally a
right angle, is changed by a total of ∂uy /∂x + ∂ux /∂y, a quantity giving the shearing
strain between the xz and yz planes. An equivalent logic may be used to obtain
the remaining two components of strain, which give the shearing strain between the
planes xy and xz and the planes yx and yz. To summarize, table 2.2 gives the six
components of strain, as defined for the deformation of an infinitesimal cubic element
[12].
Young’s Modulus and Bulk Modulus
Young’s modulus (E) represents the ratio of stress to strain when a material is under
tension, i.e. a force trying to pull apart a material. This very same ratio may be
different when forces are compressive and pressure is applied to shrink the material.
In this case, the ratio is named bulk modulus (G) [37].
Young’s modulus describes the relation between elongation and normal stress in
38
CHAPTER 2. BACKGROUND
isotropic materials (materials for which elastic properties remain equal in all directions). For example,
ǫxx =
σxx
.
E
(2.57)
The bulk modulus gives the relation between shearing strain and shearing stress in
isotropic materials [12]. Again, for example
ǫxy =
σxy
.
G
(2.58)
Poisson’s Ratio
Poisson’s ratio is the quantity that specifies how much an element contracts laterally
when extension is applied longitudinally. Simply put, Poisson’s ratio (ν) is defined
from the following equations for an extension in the x-direction [12] :
ǫyy = −ν
σxx
E
ǫzz = −ν
σxx
E
(2.59)
Stiffness and Compliance Matrices
As not every material can be considered isotropic, it might be desired to have stressstrain relations that include the varying elastic properties in the different directions.
This is afforded to us by full 6 × 6 matrices that give the relation between stress and
strain and vice-versa, the components of which are called elastic coefficients. A full
definition of these for GaAs and Alx Ga1−x As follows.
39
CHAPTER 2. BACKGROUND
Material Properties of GaAs and Alx Ga1−x As
While it may seem redundant to included both the elastic stiffness coefficients, elastic compliance coefficients, Young’s modulus, Poisson’s ratio and bulk modulus, they
could all be useful depending on the formulation desired. For quick and simple modeling, considering GaAs as an isotropic material might be sufficient. However, it should
be noted that Young’s modulus and Poisson’s ratio do change with orientation within
the GaAs crystal, as seen in reference [35]. The values given earlier in table 2.1 are
for tension applied along [110] and contraction applied in a perpendicular direction.
Although some of the properties are temperature dependent, temperature was not
specified here nor in the references as it there is little data and consensus on the
values near T = 0 [38].
The definition of material properties matrices for the crystallographic coordinate
system in which (x1 , x2 , x3 ) = ([100] , [010] , [001]) follows.
Because of the zincblende structure, the stiffness matrix c takes on this form :
0
0
c11 c12 c12 0
c
c
c
0
0
0
12 11 12
c
c
c
0
0
0
12 12 11
.
c=
0
0
0 c44 0
0
0
0
0 c44 0
0
0
0
0
0
0 c44
(2.60)
40
CHAPTER 2. BACKGROUND
The compliance matrix s resembles the stiffness matrix in form and can be obtained by replacing cij ’s by their corresponding sij ’s. The stress-strain relationship
can be written as σ = cǫ or ǫ = sσ in strain-stress form, where
σxx
σ
yy
σ
zz
σ=
σ
xy
σxz
σyz
(2.61)
is the stress matrix, whose components have units of force per area and where
ǫxx
ǫ
yy
ǫ
zz
ǫ=
ǫ
xy
ǫxz
ǫyz
(2.62)
is the strain matrix, whose components are unitless. Note that s = c−1 .
A set of coupled equations are required to describe the piezoelectric effect. In
41
CHAPTER 2. BACKGROUND
strain-charge form, they are
ǫ = sE=0 σ + dT E,
(2.63)
Q = cσ + ξ σ=0 E.
(2.64)
Here, E is the electric field vector of dimensions (3×1) and ξ is the dielectric constant
(permittivity) matrix of dimensions (6 × 3). sE=0 indicates the strain matrix when
no electric field is applied. Similarly, ξ σ=0 indicates the dielectric constant matrix
when no stress is present. Q is the electric charge density displacement vector of
dimensions (6 × 1), whose components have units of charge per area.
The piezoelectric coefficient matrix d therefore needs to be of dimensions 3 × 6
and takes form as:
0
0 0 0 d14 0
d = 0 0 0 0 d14 0
0 0 0 0
0 d14
(2.65)
Due to the zinc-blende structure and the chosen coordinate system, all components
but d14 , d25 and d36 vanish and they are all equal in value.
2.4
Piezoelectric Actuation in GaAs
In the early 1990’s, Soderkvist, Hjort and others conducted an extensive investigation
of piezoelectric resonators and sensors made with GaAs [39, 40, 41]. They found
CHAPTER 2. BACKGROUND
42
Figure 2.8: A GaAs tuning fork with electrode configuration for in-plane flexural
vibrations [41].
that GaAs could be used in piezoelectric transducers almost as efficiently as quartz.
Depending on the desired vibration modes, care had to be taken to have the resonator
in the proper crystal orientation and the electrodes be properly placed. For example,
figure 2.8 shows a GaAs piezoelectric tuning fork structure [41].
Since the most common GaAs wafer orientation is the (100) variety, it helps to
rotate the coordinate system from (x1 , x2 , x3 ) = ([100] , [010] , [001]) to one in which
x3 = [100], i.e. x3 is normal to the wafer’s surface. The transformations that need
to be applied are described in reference [42]. Accordingly, the other relevant material
properties will also have to be “rotated” for the equations to remain consistent.
We may then choose arbitrarily the orientation of the x1 and x2 axes as long as
they remain perpendicular to each other and both perpendicular to x3 . Thus, using
a (x01 , x02 , x03 ) = ([01̄1] , [01̄1̄] , [100]) coordinate system as a reference, a general coordinate system (x1 , x2 , x3 ) obtained by a right-hand rule rotation of angle φ around
43
CHAPTER 2. BACKGROUND
x03 = x3 will yield a piezoelectric coefficient matrix of
0
0
0 2 sin 2φ −2 cos 2φ
0
d14
.
d=
0
0
0
2
cos
2φ
2
sin
2φ
0
2
− cos 2φ cos 2φ 0
0
0
2 sin 2φ
(2.66)
Referring back to the coupled piezoelectric equations, particularly the term dT E,
expressed as
0
0
− cos 2φ
0
0
cos 2φ
E
1
0
0
0
d14
E ,
2
2
2 sin 2φ 2 cos 2φ
0
E
3
0
−2 cos 2φ 2 sin 2φ
0
0
2 sin 2φ
(2.67)
it is seen that the third column elements will be multiplied with the E3 component of
the electric field. In essence, they show the response to an out-of-plane electric field
44
CHAPTER 2. BACKGROUND
in our coordinate system. The result of the multiplication is
−E3 cos 2φ
E3 cos 2φ
0
d14
,
2
2E sin 2φ + 2E cos 2φ
1
2
2E
sin
2φ
−
2E
cos
2φ
2
1
2E3 sin 2φ
(2.68)
where the first three components are contributions to elongation and the last three
add to shearing strain. Therefore if out-of-plane flexural vibrations are desired and
with an hypothetical beam oriented along x1 , φ =
nπ/2
should be chosen in order
to maximize the elongation, meaning that any of the h011i directions will fulfill the
requirement. A possible orientation of a GaAs piezoelectric beam along with a typical
GaAs (100) wafer are depicted in figure 2.9.
Note that with this particular setup, the elongation will be caused in-plane, in the
x1 and x2 directions. Because the beam is clamped, the oscillations in the elongation
will couple to flexural vibrations when of appropriate frequency. In fact, Masmanidis
et. al [43] demonstrate that this works for cantilevers as well as doubly-clamped beams
as long as the piezoelectric layer is off-center with regard to the object’s neutral axis.
No elongation can be directly caused in the x3 direction.
Now that the proper orientation for a flexural resonator has been determined, care
45
CHAPTER 2. BACKGROUND
[100]
[100]
[011]
x3
x 2 [011]
x1
[011]
[011]
Figure 2.9: Left : A typical GaAs wafer with primary flat on the bottom and secondary flat at a right angle on the left-hand side of the wafer. Crystal directions are
indicated. Right : a possible configuration for a piezoelectric doubly-clamped beam
designed for actuation (or sensing) of the of out-of-plane flexural motion. [31, 40].
must be given to how its motion will be detected, if one is to make a piezoelectric
sensor. In fact, the same conditions will apply to an actuator, because of the duality
of the piezoelectric effect : not only will an applied electric field produce strain, but
an applied strain will conversely produce an electric field. The duality makes the
piezoelectric effect particularly suited for applications where it is desired to detect
the motion of a structure excited to resonate at its fundamental frequency.
It has been established that a field normal to the wafer surface is needed for
out-of-plane flexural motion, however, more accurately the electric field needs to be
changed across the cross-section of the beam [40]. Detection of the displacement of a
piezoelectric structure occurs as follows. A mechanical stress (or strain) will displace
the dipoles of GaAs (and AlGaAs) such that a polarization field is created. Surface
and volume bound charges appear and generate an electric field. It is precisely those
46
CHAPTER 2. BACKGROUND
x3
−
x2
+
x1
+
−
Figure 2.10: The optimal electrode placement on a beam oriented in one of x1 = h011i
for out-of-plane flexural motion. Electrode polarities are indicated [40].
charges which allow us to detect that stress occurs in a piezoelectric material. If the
charges were neutralized, there would then be no effective way of detection. Good
conductors will not make suitable piezoelectric materials for this reason. However,
electrodes attached to piezoelectric materials will neutralize the bound surface charges
and allow one to detect stress by monitoring the current (or total charge) drawn from
the electrode during the neutralization process.
The placement of the electrodes will be critical in determining what motion is
detected or caused. The most suitable electrode configuration and their polarities
for out-of-plane flexural motion is showed in figure 2.10 (the polarities are reversed
depending on the direction of motion). This arrangement will allow the charges on all
four surfaces of a doubly-clamped beam to be detected, however it is not an absolute
necessity to have all four electrodes, two will be sufficient as will be seen later.
The most important fact to keep in mind is that the electrical field must be
varied in an asymmetric fashion inside the beam, with respect to the beam’s neutral
axis. This is well demonstrated by the piezoelectric actuation mechanism described
CHAPTER 2. BACKGROUND
47
recently by Masmanidis et al. [43]. Although they use only a pair of electrodes in
both a GaAs cantilever and a GaAs doubly-clamped beam, they manage to excite
vibrations because their piezoelectrically active layer is not centered on the neutral
axis.
An ingenious design (see figure 2.11) using a p-type/intrinsic/n-type (PIN) diode
allows for a completely integrated actuation mechanism requiring no metal electrodes
other than simple bond pads far removed from the resonator.
A p-type substrate directly below the suspended structure connects to the p-type
bottom layer of the PIN diode and acts as a ground electrode. The top n-type layer
of the PIN diode serves as the driving electrode, where an AC signal is applied. If
the voltage remains below the cut-in and above diode breakdown, no current flows in
the diode and an electric field causes strain the the intrinsic GaAs layer.
The advantages of this method are that it is integrated, efficient and tunable. The
efficiency is demonstrated by the authors in figure 2.12. Amplitudes as low as 5 µV
with powers as low as 5 fW are used to drive a cantilever.
Finally, Masmanidis et al. show that their actuation technique is tunable in two
ways by application of a DC bias voltage on the ground electrode.
Firstly, one can change the amplitude of oscillation by changing the width of the
depletion region in the PIN diode, thereby making the piezoelectrically active layer
larger or thinner as seen in figure 2.13. The authors also demonstrate that different
CHAPTER 2. BACKGROUND
48
Figure 2.11: Crystal design for the actuation mechanism described in [43]. The
top drawing shows how an electric field applied in the piezoelectric layer (resistive
intrinsic GaAs) causes longitudinal strain. However in this case the piezoelectric layer
is centered on the neutral axis and so only longitudinal oscillations can be excited.
The two remaining drawings show how for the same direction of electrical field, the
cantilever can be made to go up or down simply by moving the piezoelectric layer
below or above the neutral axis.
CHAPTER 2. BACKGROUND
49
Figure 2.12: The efficiency of the actuation method in [43] is demonstrated with
applied AC signals of amplitude as low as 5 µV to a cantilever with ω0 ≈ 8 MHz; Q =
2700; l = 4µm; w = 0.8 µm; t = 0.2 µm. The position of the cantilever is monitored
by optical interferometry.
PIN diode design can be made to have decreasing, constant or increasing amplitude
with bias voltage.
Secondly, they show that a frequency shift is caused in doubly-clamped beams
when a DC bias is applied (see figure 2.14). The frequency shift is also accompanied
by a change in amplitude. The frequency shift can be made positive or negative
depending on the crystallographic orientation of the beam, which is a demonstration of
piezoelectric anisotropy (meaning that the sign of the piezoelectric coefficient changes
when orientations are reversed).
CHAPTER 2. BACKGROUND
50
Figure 2.13: A. Change in amplitude with respect to the DC bias voltage applied to
the ground electrode. B. Drawing showing the change in the depletion region width
when a DC bias voltage is applied. C. Three different PIN diode designs can provide
increasing, constant or decreasing amplitude with applied DC bias [43].
CHAPTER 2. BACKGROUND
51
Figure 2.14: A. Scanning electron microscopy image of the doubly clamped beam. B.
Change in frequency and amplitude caused by different applied biases. C. Opposite
crystal orientations give opposite behaviors for the change in frequency with bias
voltage. The inset shows steps in frequency caused by the addition of 10 mV bias
voltage [43].
CHAPTER 2. BACKGROUND
2.5
52
The Quantum Hall Effect in Two-dimensional
Electron Gases
2.5.1
Inversion Layers and Modulation Doping
The two-dimensional electron gas is a physical manifestation of a more general phenomenon named inversion layer, which can form at the interface of a conductor and
an insulator once an electric field is applied. A well-known technique for creating inversion layers is that which is commonly used in the metal-oxide-semiconductor field
effect transistor (MOSFET, see figure 2.15). As the name puts it plainly, a semiconductor is covered by an insulator (often silicon dioxide) and an electric field applied
by a metal gate on the surface, attracting electrons to the semiconductor-insulator
interface. There, they sit in a quantum well, causing their motion perpendicular to
the interface to be quantized. As a result, they lose two degrees of freedom and are
forced to propagate in a plane. This process is named ‘band bending’ for the effect
the applied gate voltage has on the conduction band, as shown in figure 2.16. Near
the interface, the conduction band can be seen to fall below the Fermi level, indicating
that the material will conduct in this region.
In a MOSFET, the carriers (electrons) are provided by heavily n-doped regions
near the source and the drain. Impurities as they are, the dopants significantly
increase the scattering of the electrons in the inversion layer. Additionally, the many
53
CHAPTER 2. BACKGROUND
+VG
+++++++++++++++++++++
1111111111111111111111
0000000000000000000000
0000000000000000000000
1111111111111111111111
D
00000
11111
0000000000000000000000
1111111111111111111111
00000
11111
00000
11111
0000000000000000000000
1111111111111111111111
Al
000
111
000000000000000000000000
111111111111111111111111
000
111
00000
11111
00000
11111
0000000000000000000000
1111111111111111111111
000
111
000000000000000000000000
111111111111111111111111
000
111
00000
11111
00000
11111
000
111
000000000000000000000000
111111111111111111111111
000
111
00000
11111
00000
11111
SiO 2
000
111
000000000000000000000000
111111111111111111111111
000
111
00000
11111
00000
11111
000
111
000000000000000000000000
111111111111111111111111
000
111
00000
11111
00000
11111
S 11111
00000
n
−−−−−−−−−−−−−−−−−
n
p−Si
Figure 2.15: Schematic view of a metal-oxide-semiconductor field effect transistor
(MOSFET). An inversion layer is formed at the interface of the semiconductor, ptype silicon, and the insulator, silicon dioxide. The electric field is provided by a
positive voltage applied on the aluminum gate deposited on the surface. Heavily
doped regions near the source and drain provide the carriers [44].
defects present in the insulator layer will also contribute to scattering. Thus it is
generally desirable to remove the defects of the insulator and the dopants from the
vicinity of the inversion layer.
A solution to the first problem is to use not a simple oxide layer as the insulator,
but rather a crystalline material in which there is nearly an absence of defects. Since
AlGaAs has a wider band gap than GaAs, it can be used as the insulator at the
semiconductor-insulator interface. By using molecular beam epitaxy (MBE), it is
also possible to make atomically sharp transitions of these two materials. Therefore
AlGaAs and GaAs make ideal candidates for obtaining inversion layers and have
indeed been used in this manner for several years [45, 46, 44, 47].
Finally, in order to distance the dopants from the inversion layer, the modulation
doping technique was developed and is afforded to us by MBE. By concentrating
54
CHAPTER 2. BACKGROUND
EF
1111
0000
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
eVG 1111
0000
1111
0000
1111
0000
1111
0000
1111
SiO 2
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
Al
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
1111
0000
00001111
1111
0000
1111
Conduction
Band
Valence
Band
Figure 2.16: Electron energy levels diagram for a MOSFET. The electric field applied
on the aluminum gate causes the bands to bend near the insulator layer. The conduction band falls below the Fermi level in this region. The electrons start by filling
the hole states at the bottom of the valence band, however, when all these states
are filled up to the Fermi level, the remaining carriers populate the conduction band.
Thus, a conducting two-dimensional gas is obtained [44].
the dopants in thin layers, separated from the AlGaAs/GaAs interface by “buffer
layers”, the dopants are moved hundreds of Angstroms away in “donor layers”. The
donor layers are usually thin, but highly doped, and so this distribution of dopants
is sometimes called “delta doping” in reference to a delta function. The buffer layers
are layers of crystalline AlGaAs and remain undoped so that their defect density is
low.
In the AlGaAs/GaAs heterostructure, an electric field is provided by the ionized
dopants found in the donor layers. The GaAs layer is of course made as pure as
possible to reduce defects but will remain typically weakly p-type [44]. The electrons
falling from the donor layers to the potential well first fill a few states at the bottom
55
CHAPTER 2. BACKGROUND
AlGaAs
GaAs
Conduction
Band
Conduction
Band
EF
Valence
Band
E
z
Valence
Band
Figure 2.17: Electron energy levels diagram for a AlGaAs/GaAs heterojunction. Since
pure GaAs remains slightly p-type, the electrons falling from the n-doped AlGaAs
occupy first the hole states at the bottom of the valence band but eventually fill the
potential well at the interface. There, a two-dimensional electron gas is formed [44].
of the valence band but eventually occupy states in the conduction band below the
Fermi energy, at the heterojunction (see figure 2.17). In this way, a two-dimensional
electron gas is obtained there.
2.5.2
The Quantum Hall Effect
The quantum Hall effect is commonly used in determining the characteristics of a
2DEG, as seen in the many examples already presented [48, 49, 50, 51]. Its discovery was announced in 1980 by von Klitzing, Dorda and Pepper and it was for this
CHAPTER 2. BACKGROUND
56
discovery that von Klitzing was awarded the 1985 Nobel prize in physics. A short
introduction to the effect will be made followed by an explanation of how it may be
used to measure the characteristics of a 2DEG.
Two-dimensional systems of electrons exposed to magnetic fields can display under
certain conditions in the longitudinal direction infinite scattering time, meaning that
no scattering occurs and the resistance vanishes. This is accompanied by quantized
steps in the Hall resistance (transverse direction) defined as RH = VH/I and going in
steps of h/e2 j where VH is the Hall voltage, I is the current flowing in the longitudinal
direction and j is an integer.
When exposed to magnetic fields, the energy levels of electrons in a 2DEG will
further split into Landau levels. In an ideal case these are sharp, δ functions in
a density of states diagram. In reality, because of impurities found in experimental
samples, a broadening of the Landau levels occurs and the levels are highly degenerate.
The degeneracy increases linearly with magnetic field and so as the field is varied,
the Fermi level may jump from one Landau level to in between two Landau levels
and vice-versa. This causes what are called Shubnikov-de Haas (SdH) oscillations in
the longitudinal resistance, as whenever a Landau level is completely filled, the Fermi
level must lie between Landau levels, and the resistance vanishes.
57
CHAPTER 2. BACKGROUND
VL
l
y
S
VH
w
I
D
x
Figure 2.18: A typical Hall bar [44].
Experimental Aspects of the Quantum Hall Effect
Important information can be gathered from the observation of the quantum Hall
effect. The carrier density along with its mobility can be determined using the magnetoresistance measurements.
The experimental requirements for observing the quantum Hall effect are low
temperatures, two-dimensional electron systems, strong magnetic fields perpendicular
to the surface and a Hall bar. The Hall bar (see figure 2.18) is a multiple terminal mesa
structure allowing one to observe SdH magnetoresistance oscillations and measure the
Hall resistance. It uses a source and a drain for current and two or more perpendicular
leads for measuring the longitudinal voltage drop. Opposite leads can be used to
measure the Hall voltage.
58
CHAPTER 2. BACKGROUND
Carrier density
There are at least two ways of calculating the carrier density in a 2DEG. The first one
involves only the classical Hall effect. In this simple case, the Hall voltage is given by
[52]
IB
na e
IB
,
⇒ na =
eVH
VH =
(2.69)
(2.70)
where na is the electron sheet density and B the perpendicular field strength. After
magnetoresistance measurements are taken, one can use them in the near zero field
region, i.e. well before SdH oscillations start showing, to get the density. For instance,
by plotting IB against eVH , the density can be obtained from the slope.
The second method of calculating the carrier density involves the SdH oscillations.
SdH oscillations are periodic when plotted against 1/B . The period of the oscillations
allows us to calculate the density according to [49, 47]
na =
ge
,
h∆ (1/B )
(2.71)
where g is the spin degeneracy factor and ∆ (1/B ) is the period in 1/B of the SdH
oscillations. The spin degeneracy factor depends on whether the energy levels are
spin-split or not : at low magnetic fields no spin splitting of the energy levels is
visible, thus g = 2 should be used since electrons are spin-half particles. At higher
magnetic fields, once the Zeeman energy splitting is larger than the width of the
59
CHAPTER 2. BACKGROUND
Landau levels, a factor of g = 1 should be included.
Carrier Mobility
The carrier mobility is a measure of how much dissipation occurs in the 2DEG when
no magnetic fields are applied. In many ways it represents the quality of a 2DEG and
the ability of the electrons within it to conduct. Note that for comparison purposes,
the mobility must be evaluated at near zero magnetic field, for it becomes usually
very different in value in the quantized Hall regime. It can be simply found from the
zero-field resistivity and density [44]:
µ=
1
,
ρSD na e
(2.72)
where µ is the mobility and ρSD is the source-drain resistivity. One should keep in
mind that for a two-dimensional system resistivity has the same units as resistance,
Ω. For this reason, its units are sometimes labeled Ω/ instead of Ω · m in three
dimensions. Equally often is the term sheet resistance used in place of resistivity.
This can be calculated using the zero-field source-drain resistance with
ρSD =
W I
l VSD
(2.73)
where W is the width of the 2DEG, l the length between the two leads used for
measuring longitudinal voltage drop, I the source-drain current and VSD is the sourcedrain voltage.
CHAPTER 2. BACKGROUND
2.6
60
Suspended Two-dimensional Electron Gases
The first suspended structures with embedded 2DEGs came in 1998 by Blick et al.
[48] and Beck et al. [53]. Because of the piezoelectric properties of the material used,
GaAs, it was surmised that they would allow the realization of sensitive, microwave
bandwidth, displacement detectors. Another possible application considered were
bolometers for high-sensitivity calorimetry.
The approach used at the time resembles what is being used in this work. It
consisted of successive layers of GaAs and AlGaAs, arranged and doped in such a
way that, by the modulation doping technique, a 2DEG was created and a sacrificial
layer was present, thus allowing for the suspension of structures.
The quantum Hall effect is commonly used to characterize suspended 2DEGs or
otherwise more conventional 2DEGs. By performing some magnetoresistance measurements, one can estimate the carrier mobility and density and possibly other parameters, one of which will be discussed later. Several differences were found in these
compared to the ones in conventional Hall bars.
Since suspended structures are usually small, on the order of a micron in length,
lest they collapse, their width is much smaller than a conventional Hall bar. Edge
depletion then becomes a non-negligible factor. Surface states at the sidewalls of
the structure will partially deplete the carriers of 2DEG on each side, reducing the
effective width of the gas from the mechanical width, wm to w = wm − 2d, where d is
CHAPTER 2. BACKGROUND
61
the depletion length. This length, for a single wm , will vary from sample to sample
as it is dependent on several factors including electron density, mobility and sheet
resistivity. The rate of cooling of a sample is also believed to affect depletion length
[45].
It can be said that for any large mesa structures, where the mechanical width wm
is many times that of the edge depletion length d, w ≃ wm . However this will not be
true of smaller mesas where wm is of the same order as d.
Sheet resistance can be determined from a large sample in which edge depletion
is negligible. However, due to the fact that a wafer might be inhomogeneous, one
cannot count on the fact that the sheet resistance of a small sample would remain the
same. Edge depletion near a conducting channel may also create additional electron
scattering, thereby increasing the sheet resistance. Electron density is simply not
guaranteed to be the same in the large samples than in small ones either.
Therefore Choi et al. developed a method based on localization theory [54] for
determining the effective width which does not depend on the mobility nor sheet
density. By measuring the magnetoresistance at a fixed temperature, it is possible to
determine w uniquely since
"
#
2 2 2 −1/2
∆R
e
w
B
R e2
lφ − lφ−2 +
=
R
L π~
3~2
(2.74)
gives the magnitude of the magnetoresistance. Here, at a fixed temperature T , R is
the zero field resistance of the channel, ∆R is the change in resistance, L is the length
CHAPTER 2. BACKGROUND
62
of the channel, e the charge of an electron, B is the magnitude of the perpendicular
magnetic field applied and lφ is the temperature-dependent phase breaking length
[55]. They obtain for their samples d ranging from 300 nm to 800 nm [45], while Blick
et al. estimate it to be from 175 nm to 230 nm in their suspended structures [56, 49].
The smaller depletion lengths probably result from the higher electron mobility and
density of the latter case. Interestingly, edge depletion can be exploited to make
electronic systems of even lower dimensionality, such as 1D channels or quantum dots
[50, 57].
Therefore, when considering resonators with embedded 2DEGs a minimum mechanical width will be required in order for current to flow, thereby influencing resonant mode frequencies if the resonator is actuated for in-plane vibrations and placing
a lower bound on mass of the resonator.
2.7
The Piezoelectric, SET-based, Displacement
Detector
While NEMS devices using GaAs/AlGaAs heterostructures have been realized before,
there are few examples. The earliest work was done by Blick and Hoeberger et
al. [49, 50] and Cleland et al. [58] in 2002. There was a cantilever-based device
created in 1998 by Beck et al. [53] but is more in realm of MEMS than NEMS. A
CHAPTER 2. BACKGROUND
63
Figure 2.19: Magnetoresistance measurements performed on a suspended 2DEG
showing negative magnetoresistance at low magnetic field strengths. The inset show
spin-splitting at higher magnetic fields [49].
micromechanical cantilever incorporating a 2DEG was also used by Harris et al. in
2001 [51].
In the first case, suspended structures were fabricated using an GaAs/AlGaAs
heterostructure. Vibrational properties of the beams were characterized by driving
them using the magnetomotive technique [13], but the real goal of the experiments
was to investigate transport in suspended 2DEGs and quantum dots. Figures 2.20
and 2.21 show beams realized for those experiments with accompanying mechanical
response. In the first example, a simple GaAs beam was used while in the latter the
full GaAs/AlGaAs heterostructure was employed.
Cleland et al., however, went further by directly making use of the 2DEG as part
64
CHAPTER 2. BACKGROUND
Figure 2.20: (a) Nanomechanical resonator in GaAs in [110] orientation. (b) Circuit
used for magnetomotive technique. (c) Mechanical response of the beam around
the 115.4 MHz resonance peak (in-plane vibrations were used). The different curves
indicate the response for magnetic fields ranging from 1 T to 12 T [49].
of a displacement sensing transducer. Quantum point contacts (QPC) defined on
2DEGs have been recognized since the work of van Wees et al. [28, 59] to show
quantized plateaus in their conductance in steps of
2e2/h.
Electrostatic potentials at
the QPC’s electrodes restrict the flow of carriers in the 2DEG in this manner. Thus
if a QPC is properly biased to in-between two conductance steps, very little change
in electrostatic potential can lead to a large change in conductance. This makes the
QPC a potentially very sensitive charge detector.
In Cleland’s work, however, the temperature of the sample was not low enough
for quantized conductance steps to be observed. The I-V characteristics of the QPC
were simply characterized and that information used in detecting the beam motion.
CHAPTER 2. BACKGROUND
65
Figure 2.21: (a) Micrograph of the GaAs/AlGaAs suspended structure showing circuit
used for magnetomotive technique. Suspended quantum dot structures are coupled to
the beam in order to investigate how they interact. The quantum dots are created by
using the edge depletion effect : indentations are made at a 65◦ angle in a rectangular
beam. (b) Mechanical response of the beam for different driving powers. Note that
considerable nonlinearity appears as the power is increased. The inset show the
response for varying magnetic fields [50].
CHAPTER 2. BACKGROUND
66
Figure 2.22: (a) A micrograph of the piezoelectric QPC displacement detector. (1)
The wire providing the out-of-plane force. (2) and (5) are the source and drain for
the ohmic contacts to the 2DEG. (3) and (4) are the two QPC defined on the beam,
but only one was used at a time [58].
The resonator was actuated with the magnetomotive technique, however the working principle of the displacement detector was not based on this technique. When
the beam is bent in an out-of-plane fashion by the magnetic forces in a gold wire
running on top of it, electric fields generated by the piezoelectric effect will modulate
the potential of the QPC on top. This in turn creates a detectable change in the current flowing through the QPC. Figure 2.22 shows a micrograph of the device, while
figure 2.23 depicts a more explicative diagram of the experiment accompanied by the
current response observed.
The same year, Knobel and Cleland proposed a more ambitious device; a piezoelectric, single electron transistor (SET) based displacement sensor with a resonator
made of a GaAs/AlGaAs heterostructure [10]. Instead of detecting the piezoelectric
67
CHAPTER 2. BACKGROUND
Figure 2.23: (a) Schematic of the experiment. A magnetic field actuates the beam up
and down using the current provided by the local oscillator (LO). A lock-in amplifier
is used to monitor the current through the QPC. (b) The current response of the
QPC near the resonant peak [58].
charge induced by the beam’s flexure with a QPC, they propose to use a SET. Since
the I-V profile of the SET is extremely sensitive to the charge accumulated on its
island, a whole detection electrode would be placed on top of the beam, and wired to
the island of the SET (effectively becoming the island).
Another electrode at the opposite end of the beam will provide actuation of the
beam when excited by a RF signal. One can expect considerable back-action from
the detection electrode as the circuit connected to it will also influence the charge on
the island. The ground plane for the detection and actuation signals is provided by
ohmic contacts made to the 2DEG passing through the beam. Figure 2.24 shows a
schematic of the proposed experiment.
√
For a 1 GHz resonator, it is estimated that a sensitivity of order 10−17 m/
Hz
can
be obtained with the measuring scheme, which represents a significant improvement
68
CHAPTER 2. BACKGROUND
Figure 2.24: (a) Proposed heterostructure design. The sacrificial layer may be selectively etched by an HF dip. A 2DEG is formed at the interface of the GaAs and
the Al0.3 Ga0.7 As using the well-known modulation doping technique. (b) Sketch of
the NEMS device. The upper half of the diagram show the SET, whose island is
connected to a detection electrode while the lower half shows the actuation electrode
accompanied by two ohmic contacts to the 2DEG [10].
√
on simply using capacitive coupling (3.8 × 10−15 m/
Hz
is achieved in one of the most
recent experiments using capacitive coupling [7]). Included in this figure are the
current and back-action noise of the SET [10]. Furthermore, accompanying such high
frequencies as required to approach the regime where ~ω ≥ kB T , are small amplitudes
of motion that clearly do not favor capacitive coupling while the piezoelectric scheme
remains quite sensitive in small, stiff oscillators.
Consider the following argument. Piezoelectric detection is sensitive to changes
in the strain in the beam (specifically here to the elongation). Let ǫmin be the minimum detectable change in strain. Then both the minimum detectable force and the
69
CHAPTER 2. BACKGROUND
minimum detectable displacement are [53]
Fmin =
Ewh2
6l
ǫmin
and
2
2l
ǫmin .
Umin =
3h
(2.75)
(2.76)
(2.77)
Both scale favorably (become smaller) as dimensions are reduced while keeping the
same aspect ratio. For capacitive coupling, on the other hand, let the smallest detectable displacement be dmin . If we model the coupling as a parallel plate capacitor
(say between the gate electrode of an SET and a metal film on the surface of a beam),
then
dmin ∝
A
,
Cmin
(2.78)
where A is the area of the side of the gate electrode and the side of the metal film
and Cmin the minimum detectable change in capacitance. If A = lhf , that is, the
product of the length of the beam and of the thickness of the metal film, then this also
scales favorably with diminishing length, but slower than in the piezoelectric case.
While this does not compare the absolute value of sensitivity, it demonstrates how
piezoelectric coupling has its sensitivity raised faster than capacitive coupling with
shrinking dimensions. As mentioned earlier, the absolute sensitivity if the SET-based
piezoelectric detection scheme is already expected to be smaller than the best result
obtained to date using capacitive coupling [10, 7].
Chapter 3
Design and Simulation of
Heterostructure
As part of this project, a 2DEG heterostructure was designed and simulated so that
suspended resonators with embedded 2DEG may be built. This is similar to the
work done or proposed in references [48, 49, 50, 10], as discussed in chapter 2. In this
chapter, a review of the design process for the heterostructure will be made including
any simulations that helped refine the design and its actual composition.
70
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
3.1
71
Design
The design of the device proposed in [10] had to respect three conditions : (1) ability
to make suspended nanoresonators (2) presence of a 2DEG extending in both suspended parts and as-is parts of the wafer (3) use of piezoelectric materials. With
the knowledge described in chapter 2, a design was conceived that would fulfill all
conditions.
The choice of an GaAs/AlGaAs heterostructure was an evident one, for it can
provide a 2DEG while both intrinsic materials are piezoelectric. In order to suspend
a beam, a sacrificial layer had to be included. To determine which material that layer
would be, as opposed to the material of the beam itself, one has to consider which
etchant will be used to remove it. This etchant needs to etch the sacrificial layer but
not the remaining layers. The choice was made to go with hydrofluoric acid (HF)
as an etchant, as it provides sufficient selectivity between low percentage and high
percentage aluminum in AlGaAs layers [48, 49, 60] (see chapter 4).
It was therefore decided that the AlGaAs layers surrounding the 2DEG would be
composed of Al0.3 Ga0.7 As while the sacrificial layer would be made of Al0.7 Ga0.3 As,
the latter being etched much faster in HF than the former. 5 nm thick GaAs cap layers
would go both on top of the beam and on the bottom (i.e. just on top of the sacrificial
layer) to prevent oxidation of the AlGaAs layers, as in the case of [48, 49]. Carriers
would be provided by delta doping (n-type) the AlGaAs layers surrounding the 2DEG,
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
72
5 nm GaAs cap layer
30 nm undoped Al0.3 Ga0.7As
77 nm
2DEG
164 nm
2 nm δ-doped Al0.3 Ga0.7 As
40 nm undoped Al0.3 Ga0.7As
10 nm undoped GaAs
40 nm undoped Al0.3 Ga0.7As
600 nm
2 nm δ-doped Al0.3 Ga0.7 As
30 nm undoped Al0.3 Ga0.7As
5 nm LT-GaAs cap layer
600 nm Al0.7 Ga0.3As sacrificial layer
GaAs substrate
Figure 3.1: Diagram of the designed 2DEG heterostructure for applications to suspended structures. The doping used in the donor layers was 1.5 × 1019 cm−3 .
using the modulation doping technique. The decision was made to use a quantum
well in making a 2DEG for reasons of symmetry. Having AlGaAs/GaAs interfaces
and identical doping layers on both sides of the 2DEG layer produces symmetrical
band bending resulting in a symmetric quantum well, as opposed an asymmetric one
as seen in chapter 2, figure 2.17. See figure 3.1 for complete details on the final
heterostructure design.
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
3.2
73
Simulations
To ensure that the design was sound, two types of simulations were done before the
crystal was grown. First, simulations determining the conduction band profile of the
heterostructure and the carrier density in the different layers were done. Then, to verify that the actuation method was sound, finite-element modeling (FEM) simulations
of vibrating beams made out of the heterostructure were made. These mechanical
simulations allowed us to see what fundamental frequency of vibration to expect
with a beam covered with metal electrodes, giving a slightly different result than the
simplified Euler-Bernoulli theory.
3.2.1
Simulations of Electronic Properties
Self-consistent Poisson-Schrödinger simulations using Greg Snider’s 1DPoisson program [61, 62, 63] were made of the heterostructure. These calculations solve Poisson’s
equation (relating the electrostatic potential to the charge density) and Schrödinger’s
equation in a self-consistent manner.
Before discussing the results, I will briefly explain how the two equations interact
and how the simulations are performed. The simulations were made in one dimension
and so we may write Schrödinger’s equation as
2
~ d
1 d
−
+ V (z) ψj (z) = Ej ψj (z),
2 dz m∗ (z) dz
(3.1)
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
74
where z is the coordinate representing the depth in the heterostructure, m∗ (z) is the
effective mass of electrons, Ej the energy and ψj (z) the wavefunction. The chosen
potential energy is V (z) = −qφ(z) + ∆Ec (z), where q is the electronic charge, φ(z) is
the electrostatic potential and ∆Ec (z) is a pseudopotential correction introduced by
Snider et al. to account for the band offset at the interface of different materials [61].
To relate all of this to Poisson’s equation, we must find the charge density. To
start with, the occupation number of state j near T = 0 K is given by the Fermi-Dirac
distribution :
m∗ (z)
nj (z) =
π~2
Z
∞
Ej
1
1 + e(E−EF )/kB T
dE.
(3.2)
Now we can get the density of electrons by computing
n(z) =
s
X
j=1
|ψj (z)|2 nj (z),
(3.3)
where s is the number of bound states.
Finally, the charge density will simply by given by the density of ionized donors,
ND (z) (which are positive), subtracted by the electron density :
ρ(z) = q (ND (z) − n(z)).
Thus, within materials, Poisson’s equation takes the form of
d
dz
d
ξ(z)
dz
φ(z) = −
q (ND (z) − n(z))
,
ξ0
(3.4)
where ξ(z) and ξ0 are the material permittivity and the permittivity of vacuum respectively.
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
75
The algorithm used in the simulation is the following (note here that the subscript
indicates iteration number and not energy level) [61]:
1. Solve Schrödinger’s equation with a trial potential φi (z) giving an initial value
of Vi (z) for potential energy.
2. Compute ni (z) using the obtained eigenenergies and wavefunctions from step
1.
3. i → i + 1. Calculate φi (z) from Poisson’s equation using ni−1 (z) found at step
2.
4. Insert φi (z) into a new expression for potential energy Vi (z).
5. If |φi (z) − φi−1 (z)| < α ∀z, terminate (where α is some error criteria). Else,
return to step 1.
Note that this procedure does not always converge. The numerical calculations are
made using the finite difference method, in which the heterostructure is meshed into
multiple small regions. If desired, the mesh size can be varied in different sections
of the heterostructure, but the total number of elements can never exceed 1000 in
1DPoisson [61].
Boundary conditions must be applied at the surface of the heterostructure and
and the interface with the substrate. For our purposes, a Schottky barrier of 0.6 eV
is applied at the surface to account for the effect of surface states in GaAs [61,
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
76
64, 65]. At the substrate, the only boundary condition that is required is that the
slope of the conduction band goes to zero, as the material remains the same and is
far from the doped layers. The remaining inputs to the simulation are the layers
(thickness and material), the doping concentration and type, the temperature and
mesh size. The simulations were conducted at a temperature of 1 K, adjusting the
doping concentration and geometry to produce a 2DEG with an electron density of
≈ 5 × 1011 cm−2 .
Results
At first, it was seen that a second 2DEG was forming at the interface of the sacrificial
layer and the adjacent GaAs cap layer (at around 160 nm deep). This was not
optimal since it meant having two layers of 2DEG outside regions where the wafer
would be suspended; potentially having some transport effects between the two. Thus
Zbig Wasilewski at NRC in Ottawa suggested that we make the lower GaAs cap
layer a low-temperature grown layer. This made the layer non-conductive because of
the many defects introduced in the crystal. This eliminates the lower 2DEG while
maintaining a protective layer for the AlGaAs layer above. Figures 3.2 and 3.3 show
plots of the conduction band in the as-is (not suspended) case and the suspended
case, respectively. In the suspended heterostructure, an electron density of 4.750 ×
1011 cm−2 is calculated for the 2DEG layer and 5.238 × 1011 cm−2 is calculated for the
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
77
non-suspended 2DEG.
3.2.2
Mechanics simulations
Finite element models of a beam made out of the heterostructure were built and simulated using the commercial software package CoventorWare [67]. These simulations
allowed us in first place to see the effect of gold electrodes would have on the vibrational properties of the beam, something not accounted for by Euler-Bernoulli theory.
Secondly, we could verify that the actuation mechanism worked well by orienting the
beam in the chosen crystallographic orientation and simulating a RF voltage signal
applied on an actuation electrode with the 2DEG layer providing a ground plane.
As the crystallographic orientations are fixed in CoventorWare, all of the material
properties tensors had to be rotated in order to simulate a beam oriented in one of
the h011i directions.
With a target of designing a beam with a fundamental frequency of 1 GHz, the
appropriate dimensions were calculated using the Euler-Bernoulli formalism giving
l = 836 nm, w = 250 nm. The thickness of the heterostructure is h = 164 nm. The
230 nm-long gold electrodes were modeled to be 25 nm thick and were positioned at
both beam ends, their length being determined by the optimal placement found in
[10].
By a modal analysis, the fundamental mode is found to be out-of-plane flexural at
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
78
0.8
Conduction band energy (eV)
0.7
Conduction band energy (eV)
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
0
100
200
300
400
500
Distance from surface (nm)
600
700
Figure 3.2: Plot of the conduction band plotted against depth in the heterostructure
as simulated in 1DPoisson [61] in the nonsuspended case. The Fermi level is set at
zero. Near the surface, the conduction band boundary condition was set to a 0.6 eV
Schottky barrier to account for the effect of surface states according to the numbers
found in literature for GaAs [61, 64, 65]. A second well is seen just above the sacrificial
layer, however, this must be considered as non-conducting since a low-temperature
GaAs was grown there. An electron density of 5.238 × 1011 cm−2 is obtained in the
2DEG layer.
79
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
0.8
Conduction band energy (eV)
0.7
Conduction band energy (eV)
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
0
20
40
60
80
100
Distance from surface (nm)
120
140
160
Figure 3.3: Plot of the conduction band plotted against depth in the heterostructure
as simulated in 1DPoisson [61] for the suspended case. The Fermi level is set at zero.
The conduction band boundary conditions is set to 0.6 eV Schottky barriers at the
surface, to account for the exposed GaAs cap layer [61, 64, 65]. The bottom layer,
however, is low-temperature GaAs and has was set to 0.47 eV as per the numbers
found in reference [66]. The 2DEG layer has an electron density of 4.750 × 1011 cm−2 .
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
80
the frequency of 925.6 MHz, representing a slight deviation from the targeted 1 GHz.
The second is found to be in-plane transverse and the third torsional, however these
do not couple to the piezoelectric actuation scheme.
A transient analysis with the beam actuated from rest by a 3 V amplitude RF
voltage signal of frequency corresponding to the fundamental mode on the actuation
electrode verifies that the actuation mechanism is working as predicted, as shown in
figure 3.4.
A steady-state, harmonic simulation for a Q ≈ 100 at resonance gives a maximum
displacement of 0.26 nm at the beam’s midpoint.
CHAPTER 3. DESIGN AND SIMULATION OF HETEROSTRUCTURE
81
Figure 3.4: Mosaic depicting the shape of a beam in time with the beam starting
from rest and moving under the voltage applied to the actuation electrode on the
right end. The time interval between each snapshot is ≈ 0.2 ns and the color bar
gives the potential (blue is −3 V, red is +3 V). a) Positive voltage is applied to
the beam at rest. The beam start to bend upwards. b) Beam has bent upwards
while potential is reducing. c) Beam center reaches its apex; the voltage is near zero,
becoming negative. d) Beam returns to its equilibrium position under the influence of
a negative voltage. e) Voltage starts back once again towards zero; the beam moves
down. f ) After the beam center reaches its minimum, the beam start moving up
again under positive voltage.
Chapter 4
Fabrication
This chapter will present a survey of the fabrication process for making Hall bars and
suspended beams using the designed heterostructure, which was discussed in chapter
3. Topics will range from the design of patterns to electron beam lithography, evaporation, etching and annealing of ohmic contacts to the embedded 2DEG. Appendix
D examines safety issues encountered while performing fabrication.
Several fabrication recipes were developed and tested over the duration of this
work. Many of them did not produce the expected results. The most successful ones
will be discussed here but also the biggest “pitfalls”.
To start off, an explanation of the requirements for making a suspended structure
with integrated 2DEG is made. In order to make useful suspended beams, several
elements have to be in place. First a mesa has to be etched in the wafer, that is,
82
CHAPTER 4. FABRICATION
83
a relief created in the shape of the beam and the contacts by removing material all
around. This is accomplished by depositing an etch mask over the desired region,
preventing that surface from being washed away during an etching process. It is also
desirable that this mask may be removed in the end leaving a clean surface over the
device.
Ohmic contacts must also be provided as a means of passing current though the
2DEG, but since the contacts’ material is not the same as the etch mask, these two
patterns must be applied separately. Therefore use of a pattern alignment technique
is made to align a pattern with its contacts, or vice-versa.
Finally, one must remove the material under the beam in a step called sacrificial
etch, detailed later on.
4.1
Wafer
The wafer used was grown at the National Research Council in Ottawa by Zbig
Wasilewski, to whom I am very grateful. The design of the crystal structure is
discussed extensively in chapter 3. Recall that the wafer is constituted of a GaAs
substrate covered by a Al0.7 Ga0.3 As sacrificial layer and topped with the Al0.3 Ga0.7 As/
GaAs heterostructure, where a 2DEG is formed. The surface of the wafer is GaAs
and the wafer flats indicated a (100) GaAs wafer (see figure 2.9).
For all practical purposes, the electron beam lithography instructions should apply
CHAPTER 4. FABRICATION
84
to any patterns a user wishes to make on a GaAs wafer; however the numerous etch
steps and annealing step remain relevant to the case of our particular AlGaAs/GaAs
heterostructure.
4.2
Ohmic Contacts
To connect a 2DEG to wiring and instruments, ohmic contacts must be made. These
are metal layers that, once annealed, diffuse down into the heterostructure by forming
spikes and thus provide electrical contact to the 2DEG from the surface of the wafer
[68]. An often used alloy is that of nickel, germanium and gold. Successive layers of
these elements can be heated in a rapid thermal annealer to make an ohmic electrical
contact to a 2DEG, i.e. the current-voltage behavior is linear and passing through
the origin.
The recipe, suggested by Guy Austing, is to evaporate 25 nm of nickel, 55 nm of
germanium and 80 nm of gold. Then, anneal in a rapid thermal annealer (RTA) at
415 ◦ C for 15 seconds in a N2 (95%) H2 (5%) atmosphere (a mixture called forming
gas). It was found that a pure N2 atmosphere worked too, as long as sufficient time
and flow was given to remove oxygen from the chamber.
Through experimentation, it was determined that heating wafers up to 415 ◦ C in
a convection oven (much slower heating rate than a RTA) while flowing forming gas
does not produce ohmic contacts.
CHAPTER 4. FABRICATION
4.3
85
Design of Patterns
Design of electron beam lithography patterns is made using a commercial pattern
generation software and hardware package called NPGS, or Nano Pattern Generation
System [69]. Patterns first have to be drawn in a CAD program, organized by layers
and entities ordered for patterning. The pattern file defines the geometry, the different
layers, and the number of different dosages desired. A run file, created from the
pattern file, will further specify the magnification and probe current used in each of
the layers, the value of the dosages, the spacing between two exposure points, the
spacing between two lines and other less important parameters.
NPGS does not take the proximity effect into account (by which structures in close
proximity effectively will have their dosages increased) so when designing patterns
with large, prevalent and intricate geometry, the dosages will need to be modified
from another “roomier” pattern. Figure 4.1 shows an example of how the proximity
effect deforms the ends of a several beam patterns in close proximity.
4.4
Electron Beam Lithography
Electron beam lithography (EBL) uses the focused electron beam of a scanning electron microscope to make patterns on top of a resist-coated wafer. This particular
CHAPTER 4. FABRICATION
86
Figure 4.1: SEM picture of an array of four beam patterns in close proximity. The
beam ends show a curvature that was not defined in the original pattern design and
is caused by the proximity effect.
CHAPTER 4. FABRICATION
87
technique is used because it is well-known and provides the means for making geometrical shapes with 10 nm resolution in a reliable manner. Line widths of 70 nm
or less are not uncommon with our particular equipment.
The working principle of EBL is based on polymers (EBL resists) that break
down when sufficiently exposed to an electron beam, making them soluble in certain
solvents. Because the solvent selectively dissolves the exposed regions of EBL resist
layers, it is called a developer. This effectively cuts a window in the shape of the
exposed region in the EBL resist layer.
4.4.1
Spin-coating of Resist Layers
The process is as follows. Firstly, the wafer must be spin coated with EBL resist
layers, namely PMGI and then PMMA [70, 71]. The reasons for using two layers of
resist will become evident later on. To that end, the wafer is cleaned in deionized
water, followed by a dip in isopropanol and baked using a hotplate at 180 ◦ C for five
minutes in order to drive off moisture. The wafer is then held in a vacuum chuck
in the spin-coater. To ensure that the whole surface gets coated in the most even
fashion, liquid PMGI SF9 (9 % in cyclopentanone) is laid over all the surface of the
wafer.
Spinning occurs at 4000 RPM for 45 seconds, yielding a resist thickness of 500
nm (film thickness spin-curves are available from [71]). Hard baking for 7 minutes at
CHAPTER 4. FABRICATION
88
180 ◦ C follows. Liquid PMMA (3% by weight in anisole) is placed over the surface of
the wafer. The spin coating occurs using the exact same parameters as before, this
time for a thickness of 120 nm [71]. Next, a hardbake for 10 minutes at 180 ◦ C in
done. The wafer is then cleaved into small enough samples if necessary (usually, ≈
7 mm by 5 mm) using a diamond-tipped scribe tool. Giving the chips a rectangular
shape is desirable since it allows us to keep track of crystal orientations using the
original wafer’s flats.
If for some reason the coat obtained is not uniform, it may be necessary to remove
the layer entirely. For example a dust particle may have been present, creating a streak
in the resist layer. Uniform layers of resist are a requirement for precision electron
beam lithography. PMMA can be removed using an acetone dip, while PMGI can be
removed in Microchem’s proprietary solvent Nano Remover PG [71].
Also worth noting is the fact that because of its surface tension the resist forms
bumps on the contour of the wafer, a so-called edge bead. As such the edges of a
wafer may not be suitable for lithography. Thus, if possible, it is best to coat a whole
wafer first, and then cleave it. If constrained to spin coating small samples, a good
technique for reducing edge bead is to use a vacuum chuck with an off-center hole.
This way the resist will be pushed mainly to one side of the sample, leaving most of
its sides bead free.
CHAPTER 4. FABRICATION
89
Table 4.1: Electron beam lithography settings. All patterning is done at an accelerating voltage of 40 kV. Magnification refers to the magnification factor. The
feature size is usually the desired width of the smallest feature (e.g. the width of a
beam). The center-to-center distance represents the spacing between the two centers
of exposure points. The line spacing is the spacing between two lines of exposure.
Offset is the pattern origin offset needed for good alignment between patterns at high
magnification and patterns at low magnification.
Magnification
1000
1000
1000
1000
200
110
Feature Size
≤ 200 nm ≈ 500 nm ≥ 1 µm ≥ 3 µm large large
Dose (µC/cm2 )
≥ 600
500
450
450
450
450
Current (pA)
10
10
10
30
500
≥ 2000
Center-to-center (nm) 4.35
4.35
4.35
10.15
21.74 26.36
Line Spacing (nm)
4.35
4.35
4.35
10.15
21.74 26.36
Offset (µm)
0,0
0,0
0,0
0,0
-2,-2 -2,-2
4.4.2
Patterning
The actual patterning is accomplished in a JEOL JSM-6400 SEM [72] retrofitted with
an ion pump, LaB6 filament, computer-controlled beam blanker and NPGS.
After attaching the sample to the sample mount a small scratch is made at one
corner of the sample (by convention the lower left corner), as it will be used to obtain
a good focus on the sample surface. The electron beam reacts with both the PMMA
layer and the PMGI layer, therefore, to minimize unwanted exposure, one should
sneak up on the scratch without passing over any regions where patterns are to be
made.
Once good focus is obtained, the beam should be blanked using the probe current
detector (PCD) and the wafer moved so that the beam will be over an unexposed
region. The PCD is a cup placed in the way of the beam that allows us to measure
CHAPTER 4. FABRICATION
90
the beam current. With it, the current may be set to the desired value for the next
lithographic layer. The magnification also needs to be manually set to the correct
value, after which the beam blanker can be switched to external control, the PCD
removed and the NPGS patterning routine launched.
The specifics of the patterning settings are written in table 4.1, but further explanations are in order. A magnification factor of 1000 times is always used to pattern
the smallest features, as the SEM activates fewer magnification circuits than at a
magnification factor that is not a power of ten. This leads to reduced noise in the
electron beam. Besides magnification, there are five other important parameters while
patterning. These are dose, beam current, center-to-center distance and line spacing
and origin offset.
The dose specifies how much charge per area or per line the sample receives.
Usually, the smaller the feature size is the higher the dose needs to be, because
inside large patterns the proximity effect is more pronounced. For an area dose, it is
measured in NPGS in
µC/cm2 .
The beam current will determine the amount of charge per unit of time hitting
the sample. As such, for a given area and a given dose, a higher current will allow
the patterning to finish sooner. In NPGS, the default unit for current is pA. The
current can be measured by activating the PCD, which is connected to an ammeter.
There are limitations, however, to using high current. Typically, a current no higher
CHAPTER 4. FABRICATION
91
than 2000 pA is used, as greater currents can be difficult from time to time to obtain.
Changing the current inside a patterning layer at a constant magnification will likely
produce a small shift in the patterning.
This brings us to origin offset. With a bit of testing, the offset needed to keep patterns aligned between the highest magnification layers and the lowest magnification
layers can be found.
The actual patterning proceeds in a point by point fashion. Lines are completed by
a succession of exposure points and areas are swept by a succession of lines. Centerto-center distance allows the user to control the distance between two points, and line
spacing the distance between two lines. This means that if sharp angles are desired in
small structures, these values should be made small, on the order of 5 nm. For very
large area however, they need not be so low and distances of 20 nm or more work
well.
4.4.3
Pattern Developing
Developing begins by dipping the sample in MIBK:isopropanol in a 1:3 ratio [71]
by volume for one minute, then rinsed in isopropanol and dried with N2 . This first
chemical removes the exposed PMMA. A color change can be seen under an optical
microscope. Then, a 90 seconds dip in PG 101 or XP 101 [71], both PMGI developers,
is done with the rinse being deionized water followed by isopropanol. The sample is
CHAPTER 4. FABRICATION
92
dried with N2 as usual. This removes the exposed PMGI, leaving the wafer surface
exposed where patterns were drawn. Next, a 5 seconds dip in MF319 [71] is made
(rinse and dry procedure unchanged). This creates undercut, i.e. it removes some of
the unexposed PMGI, “undercutting” the PMMA (see figure 4.2).
Thus, when evaporating materials, the PMMA layer provides the mask while
the PMGI will be used to lift off the excess material on top of the wafer. This is
possible because of the undercut: it leaves a space for the Nano Remover PG to come
in contact with the PMGI and lift off everything that was deposited on top of the
remaining resist. The undercut of the PMGI is also essential to avoid tearing, ripping
or shredding of the deposited film when lifting-off [71].
A note about the develop times. The times mentioned are appropriate for specific
dosages and coats of resist (optimal dosage is particularly sensitive to bake time
and spin speeds as well as feature size). They may need to be changed if some
parameters were off, often indicated by abnormal shapes or colors when observing
the sample under the microscope. One also has to be careful not to overdevelop.
This is particularly true of the MF319 dip, as it removes unexposed PMGI and can
cause a too large undercut leading to a collapse of the PMMA mask.
CHAPTER 4. FABRICATION
4.4.4
93
Evaporation
We used physical vapor deposition, a process by which metals are heated in high
vacuum to evaporate and deposit on a relatively cooler wafer placed over the metal
source.
We are equipped with a dual source evaporator. The first is a standard, twomaterials, thermal evaporator in which the heat is provided resistively. It was mainly
used to practice fabrication until the second source could be brought to operational
status. This second source is a 3 kW Thermionics RC-series 3-crucibles linear electron
beam evaporator [73]. Heating is caused by an electron beam directed at the materials.
This source was the one primarily used for fabrication of our devices since the ohmic
contacts to our 2DEG samples required three materials, namely nickel, germanium,
and gold.
The materials should be heated slowly and care should be taken that the electron
beam does not veer off the materials to hit the crucibles nor the evaporator’s copper
structure. When the desired evaporation speed is reached (say one to three Angstroms
per second), the material is left to evaporate for approximately a minute to outgas
any impurity and only then is the shutter opened. Once the target film thickness is
reached the shutter is closed and the evaporator turned off and left to cool for at least
ten minutes to ensure minimal oxidation once air is allowed back in to the bell jar,
after venting with nitrogen.
CHAPTER 4. FABRICATION
4.4.5
94
Lift-off
When evaporation is done, the remaining resist on the wafer must be removed, leaving
behind only metal in the shape of the desired pattern on the wafer’s surface. By
dipping the wafer in an appropriate solvent, the PMGI is attacked and the PMMA
and the metal adherent to it “lift-off”.
The samples are put in a proprietary PMGI solvent, Nano Remover PG [71] heated
at 78 ◦ C. They are left for several minutes with occasional stirring to ensure clean
lift-off of the PMGI. In some cases, it may help to put the beaker in an ultrasound
bath for a few seconds. This particularly helps in lifting-off nickel and aluminum
films. Titanium, gold and germanium are relatively easy to lift-off and do not generally require this. To finish, the sample are rinsed in deionized water, followed by
isopropanol and dried with nitrogen.
This concludes the process of electron beam lithography (see figure 4.2 for a
schematic overview).
4.4.6
Pattern Alignment
Devices requiring layers of different metals to be evaporated will need multiple steps
of EBL. To ensure that the subsequent patterns are aligned to the previous ones, one
has to use the SEM to image patterns already on the wafer. In general, one should
refer to the NPGS manual [69] for complete instructions, but a short explanation will
95
CHAPTER 4. FABRICATION
e−
1111111111
0000000000
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
a)
Spin-coating
b) Exposure in SEM
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
c) PMMA developing
1111111111
0000000000
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
d) PMGI developing
and undercut
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
e)
Evaporation
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
f)
Lift-off
hν hν hν hν hν
1111111111
0000000000
0000000000
1111111111
1111111111
0000000000
0000000000
1111111111
0000000000
1111111111
1)
Annealing
T = 415 C, 15 s
PMMA
PMGI
GaAs substrate
00
11
00
11
1111111111
0000000000
00
11
0000000000
1111111111
2) RIE or wet etch
11
00
00
11
00
11
3) Mask removal,
HF suspension
00
11
00 Heterostructure
11
Exposed PMMA
00
11
00
11
Exposed PMGI
00 Sacrificial layer
11
Evaporated metal film (mask or contact)
Figure 4.2: Diagram of a complete fabrication process. a) PMGI covered by PMMA
are spin-coated on the wafer. b) Patterned is exposed in a SEM. c) Pattern is developed in a solution of MIBK:isopropanol in a 1:3 ratio. This develops the top layer
of PMMA. d) The exposed PMGI on the bottom layer is removed under the opening made in the PMMA by use of a PMGI developer (XP101). Further ‘undercut’
is obtained by a dip in MF319. e) Metal film is evaporated (physical vapor deposition using an electron beam evaporator). f ) The remaining resist is lifted off by
a proprietary solvent (Nano Remover PG). Two choices are available for the rest of
the process. I. If RIE is used to create the mesa : 1) Evaporated Ni/Ge/Au ohmic
contacts are first annealed at 415◦ C for 15 seconds. 2) A 60 nm thick Ni mask is
applied and the mesa is created by RIE in BCl3 gas. 3) Finally the Ni mask is removed and the sacrificial layer removed by a solution of HF. II. If liquid etching is
used to prepare the mesa : 2) The mesa is protected by a metal mask (Ti or Ni) and
etched in a citric acid/hydrogen peroxide mixture. 1) The contacts are evaporated
and annealed. 3) Mask is removed and removal of the sacrificial layer is made by
dipping in HF.
CHAPTER 4. FABRICATION
96
follow. For example, pattern A is first patterned, developed and a nickel mask is
evaporated. Some processing is done on the wafer and the nickel mask is removed.
The wafer receives a fresh coat of electron beam resist. Pattern B (ohmic contacts)
must then be aligned to pattern A, for it consists a different material, namely an alloy
of nickel, germanium and gold. The example of pattern A and pattern B will be kept
in this section in order to explain the process of pattern alignment which is broken
down into two steps.
The first, coarse alignment, consists of positioning certain features of pattern A
under alignment windows. These windows are regions of the field of view that will be
scanned by the SEM. The coarse alignment is done by using the SEM’s mechanical
stage (x-y translation and rotation). Additionally, the beam rotation knob on the
SEM can be used which causes the image to be rotated (internally in the SEM’s
circuits).
It is possible to do coarse alignment without ever looking at pattern A. One only
has to plan ahead when patterning A and pattern an alignment cross some distance
from A. This cross is no more than a large “+” sign made to be easy to find when
imaging. When doing coarse alignment to B, if the position of the cross relative to
A was recorded, the user only has to creep over to the cross, using high current if
necessary to see it, and center it on screen. The cross should also be kept level by
rotating the stage (preferably) or the image. The electron beam can then be blanked
CHAPTER 4. FABRICATION
97
and the necessary relative displacement entered in the mechanical stage’s computer
interface. This procedure usually works very well, and will provide a coarse alignment
to within ≈ 10 µm − 50 µm of the desired position, without even having to expose
any part of pattern A.
Once the coarse alignment is finished, one then proceeds with fine alignment.
NPGS provides a graphical interface which allows the user to move virtual alignment
marks over corresponding features in the image of pattern A using the computer’s
mouse. NPGS then calculates a transformation matrix based of the displacement
of these virtual alignment marks that will be applied to the new pattern (B). The
suggested shape of these marks is that of an “L”. Figure 4.3 presents a schematic of
the fine alignment step.
The fine alignment step must be carried out at the same magnification and current
that B is to be patterned with, because any change in these parameters could induce
a shift in image position or rotation. However, the center-to-center distance and line
spacing can be made much larger in order to minimize the exposure of the area under
the alignment windows.
The corrections made by NPGS at the fine alignment step have to stay within
the field of view, or else and error will be produced. For this reason, it is best to
use the mechanical stage as much as possible to align the features of A to the virtual
alignment marks in order to minimize the NPGS’s corrections.
CHAPTER 4. FABRICATION
98
Figure 4.3: Schematic view of the fine alignment process. In the drawing, coarse
alignment is already done and four ohmic contacts with outgoing electric leads are
visible in dark gray under the four alignment windows. The black represents the
area of the field of view that is not scanned by the SEM and includes portions of
pattern A which are not desirable to be exposed. Finally, the “L”-shaped polygons
are positioned over their corresponding squares of pattern A with the computer mouse
in NPGS [69].
CHAPTER 4. FABRICATION
99
To conclude the example of patterns A and B, the shapes of the ohmic contacts
may once again by patterned over the corresponding squares of pattern A (which
defined a ‘mesa’). The Ni, Ge and Au are evaporated and the wafer annealed, making
ohmic contacts.
4.5
Wet Etching
Wet etching is done by dipping the sample in a previously prepared etchant solution
for a controlled amount of time. The sample is then dipped in an etch stop solution,
often deionized water. This is followed by drying with N2 . In the case of a fragile
suspended structure, a critical point dryer may be used, as the surface tension of
the etchant or the rinsing liquid can break a suspended beam (or any other structure
with a lot of exposed surface area). This allows the sample to be dried in supercritical
carbon dioxide by avoiding the liquid to gas phase change.
The chemicals used were almost exclusively obtained from Sigma-Aldrich, Transene and Acros Organics USA [74, 75, 76].
4.5.1
Etching of the Wafer
The original mesa etch was done in a citric acid and hydrogen peroxide mixture. This
solution was chosen for two reasons : one is the availability of reliable information on
this etchant, the other is that the etch rates of both GaAs and Al0.3 Ga0.7 As can be
CHAPTER 4. FABRICATION
100
made close by controlling the volume ratio citric acid to hydrogen peroxide [77].
However, it was found that this etchant was not an optimal solution. Tested
with both titanium and nickel masks, it attacked the mesa in several places, leaving
holes in the mesa (see figure 4.4). These are likely caused by porous regions in the
mask. Simply applying titanium over a whole wafer and stripping it off with HF did
not produce these holes, therefore the likely culprit is the citric acid / H2 O2 based
solution. It is also known that HF should not attack the GaAs surface, nor the
heterostructure.
This undesirable etching action occurred invariably with use of a titanium mask
up to 50 nm thick, though increasing the mask thickness and applying a thin layer
of gold (5 nm) on top reduced the occurrences of holes in the mesa. There is a limit
to this however, as the Ti mask must be removed by a dip in HF. If the mask is too
resilient, its removal in HF slows considerably and the sacrificial layer of the wafer is
attacked to a too great extent, too soon in the fabrication process.
Using a nickel mask has the advantage that a selective etchant can be used for
its removal, so that the sacrificial layer is not attacked. However, even with a 60 nm
thick Ni mask, holes were still observed in the mesa.
It was thought that pores in metal masks may be caused by impurities left on the
wafer’s surface prior to evaporation. However, improved cleaning procedures prior
to evaporation did not eliminate the holes in the mesa. The procedures included
CHAPTER 4. FABRICATION
101
Figure 4.4: SEM picture showing the holes etched unintentionally in the mesa of a
large Hall bar structure that was protected by a titanium mask.
cleaning the wafer in isopropanol and deionized water, dehydrating on a hotplate and
blowing clean with nitrogen just prior to evaporating.
A dry plasma cleaning process may improve the cleanliness of the wafer’s surface
by removing any residual PMGI that was left after developing.
Secondly, with the citric acid / H2 O2 mixture, the etch of the material was not
uniform so that small structures were produced with uneven features, as seen in
figure 4.5. This meant that, realistically, it could only be used to produce large
structures with feature size of a micron or more. Finally, the etch was much too slow
to produce structures of specific width reliably: the etch depth has to be greater or
equal to 164 nm, meaning that a beam is etched sideways for ≈ 328 nm if the etch
CHAPTER 4. FABRICATION
102
Figure 4.5: SEM picture showing the poor shape resulting from the definition of a
mesa with the citric acid / hydrogen peroxide etchant for a ≈ 500 nm beam. The
titanium mask was of the shape of a rectangular beam and was removed in HF.
is completely isotropic. This is not always the case, as the different crystal planes of
GaAs and AlGaAs present different etch rates. As such, it is even hard to control the
width of the structure precisely using wet etch. Therefore it is advisable to use a dry
etch technique for mesa definition.
Nevertheless, this etchant mixture can still be successfully used to make mesa
structures of large size. For example, sample A, discussed in chapter 5, was fabricated
using citric acid and hydrogen peroxide. The recipe goes as follows and is adapted
from reference [77]:
1. Prepare 50 % citric acid by mixing 1 g of citric acid to 1 mL of deionized water.
CHAPTER 4. FABRICATION
103
The dissolution is an endothermic reaction and in consequence is quite slow. It
is recommended that a magnetic stirrer be used and the solution be left stirring
for at least 15 minutes after the citric acid has visibly dissolved.
2. The hydrogen peroxide solution used is of 30 % concentration and in our case
was bought from Sigma-Aldrich [74]. H2 O2 degrades into water and dioxygen.
To slow down this reaction, the solution contains a stabilizing agent and is kept
in a refrigerator.
3. Mix the 50 % citric acid with the 30 % hydrogen peroxide solution in a
Vcitric /VH2 O2 = 1/20 volume ratio (this makes the etch rates relatively the same
between all materials of the heterostrucure). This should be done right before
etching, so as to prepare a fresh mixture.
4. Etch wafer in mixture, typically from 3 1/2 minutes to 4 1/2 minutes. Successive
color changes from green to red, then back to green should be visible. When the
colors stop changing, it presents a good indication that the etchant has reached
the sacrificial layer (which is quite thick compared to the heterostructure) and
that the mesa is now formed.
5. Rinse in deionized water.
Note that if wet etching is used to define the mesa, then ohmic contacts must not
be patterned and annealed first. They must be deposited and annealed only once
CHAPTER 4. FABRICATION
104
Figure 4.6: SEM picture showing the undercut made by etching the Al0.7 Ga0.3 As
sacrificial layer for 1 minute in a 5% HF solution. The heterostructure being somewhat
transparent at 20 kV accelerating voltage, we are able to see the shape of the sacrificial
layer underneath. The sacrificial layer is slightly over-etched, as indicated by the two
ends of the beam being just above and below the remaining Al0.7 Ga0.3 As support.
the mesa is defined. If they are not, the liquid etchant tends to etch trenches in the
mesa where it connects to the ohmic contact pads. This causes the pads to become
completely disconnected from the mesa, making the contacts useless.
The other wet etch step of the wafer is the HF dip for sacrificial layer etch. By
submerging the samples in a 5% HF solution for 1 minute, a 1 µm wide beam can be
suspended, as shown in figure 4.6.
The etching of the sacrificial layer is a very time-dependent etch. If the sample
is left too long under the etchant, more than the beam will be suspended, meaning
CHAPTER 4. FABRICATION
105
that more than the beam will move under strain. One can expect that the mechanical
response (hence the piezoelectric response as well) will be very different from that of a
simple doubly-clamped beam. If the sample is not etched long enough, then of course
the beam will not be suspended. It is also worth mentioning that, in truth, not only
the sacrificial Al0.7 Ga0.3 As layer is attacked but also the intermediate Al0.3 Ga0.7 As
layers, albeit much slower. For 10% HF at room temperature, the etch rate is of
≈ 500 nm/min for Al0.7 Ga0.3 As while it is of ≈ 0.2 nm/min for Al0.3 Ga0.7 As [60].
4.5.2
Mask Removal
A titanium mask can be removed by simply dipping in 5% HF for a few seconds or
until the mask is gone by visual inspection. This will also attack the sacrificial layer
slightly.
A nickel mask may be removed in the commercially available nickel etchant TFG
[75]. This etchant works best when heated to 50 ◦ C or else the etch is too slow. It is
safe to use on GaAs and AlGaAs, however after prolonged use (e.g. over 45 minutes
in the room-temperature solution) is is seen to begin attacking the GaAs/AlGaAs
heterostructure. An etch time of seven minutes at 50 ◦ C effectively removes a nickel
mask 60 nm thick without visibly attacking the wafer.
CHAPTER 4. FABRICATION
106
Figure 4.7: SEM picture showing mesa as defined by RIE in a BCl3 gas using a 60
nm thick nickel mask. The beams of this pattern are, in ascending order, ≈ 300 nm,
≈ 400 nm, ≈ 500 nm, ≈ 650 nm and ≈ 1.1 µm wide.
4.6
Reactive Ion Etching
Reactive ion etching (RIE) was done on the samples by Guy Austing of the National
Research Council in Ottawa. This produced the mesa structure, leaving the wafers
ready for etching of the sacrificial layer after nickel mask removal. BCl3 plasma was
used with the etch depth set to 1050-1100 nm. Titanium is not a suitable mask for
use with this gas, as it gets attacked. The samples were fixed in the plasma chamber
with oil and so had to cleaned with acetone, isopropanol and deionized water before
the next fabrication steps. Figure 4.7 shows the mesa defined for beams of several
widths by RIE in BCl3 .
CHAPTER 4. FABRICATION
107
The bottom part of figure 4.2 illustrates the various steps following electron beam
lithography that were just discussed.
4.7
Observation of Patterns and Structures
For quick observation, samples are put under an optical microscope. However, as
many of the structures made are very small, this is not always the most useful observation tool. Further observation of the fabricated devices can be done either in our
SEM or our atomic force microscope (AFM). The SEM is used mainly to measure
lengths and widths of non-static sensitive samples with NPGS. It is also equipped
with a tilting stage which can be useful in taking measurements and pictures of a
suspended structure. On the other hand, the AFM has a greater resolution that can
be used to observe very fine features. Mesa heights are better determined by imaging
in the AFM than in the SEM.
Chapter 5
Experiments
The experiments conducted to characterize different parameters of the heterostructure
will be described in this chapter. Specifically, resistance and I-V behavior of contacts
to the 2DEG, electron density and mobility in the 2DEG, both in a large Hall bar
and small suspended beams, were tested. The apparatus used in these experiments
in discussed in greater details in appendix A, while the software programs are listed
in appendix B.
5.1
Testing of Contacts
The contacts deposited on the wafer had to be tested to ensure that, once annealed,
they allowed ohmic contact to the 2DEG. For every wafer this was an essential step,
since ohmic contact to the 2DEG is never guaranteed. In particular, too strong
108
109
CHAPTER 5. EXPERIMENTS
V
Contacts, 2DEG
I
Figure 5.1: Circuit used for testing contacts to 2DEG.
variations of temperature, time interval or atmosphere at the annealing step may all
result in failed ohmic contacts.
Testing of the contacts is done with the use of a probe station. Sharp needles
are gently lowered onto pairs of contacts. These needles are connected in series
to a current source and in parallel to a voltmeter. The circuit is shown in figure
5.1. All instruments relay measurements to a computer using GPIB bus connections.
Generally, the current is varied from −1 µA to 1 µA in steps of 10 nA. Then direction
of sweep is reversed to see if any hysteresis is present.
A LabVIEW [78] program was developed to accomplish this. It increments the
applied current between a start current and a stop current (using a Keithley 220
current source [79]) while recording the voltage drop across the needles (using an HP
multimeter [80]). A real-time I-V plot is displayed, giving the user an opportunity
to see if the contacts are behaving in an ohmic fashion. Ohmic behavior exists if the
110
CHAPTER 5. EXPERIMENTS
curve is linear and goes through the origin. When the sweep is completed, a simple
linear regression is applied to give an estimate of the combined resistance of the two
contacts and the 2DEG between them. A typical trace of the I-V data acquired for
a good ohmic contact can be seen in figure 5.2.
−6
1
Typical I−V curve of Ni/Ge/Au ohmic contacts
x 10
0.8
I = 0.0014898 V − 1.9514e−9
0.6
0.4
Current (A)
0.2
0
−0.2
−0.4
−0.6
−0.8
−1
−5
−4
−3
−2
−1
0
Voltage (V)
1
2
3
4
5
−4
x 10
Figure 5.2: A typical I-V trace obtained for Ni/Ge/Au ohmic contacts with the
microscope light turned off. The contacts were square-shaped, ≈ 200 µm of side and
≈ 400 µm apart, center-to-center. As can be seen, the curve is quite linear, indicating
that the contacts are ohmic for this current range. A linear fit gives an intercept of
−1.95 × 10−9 A and an overall resistance of ≈ 671 Ω (the inverse of the slope). Error
bars are shown but difficult to see on this scale.
CHAPTER 5. EXPERIMENTS
111
As a rule of thumb, it can be seen if there is indeed conduction between the two
contacts by looking at the voltage reading on the voltmeter which stabilizes at values
lower than 40 µV when it is the case. Then there is a good chance that the needles are
making proper electrical contact with the pads. In order for this to happen, enough
downwards pressure has to be applied to the needle so that it starts to move laterally.
However, too much pressure will lightly scratch the contact, or the needle may even
slip off the contact and damage the wafer’s surface.
5.2
Testing of 2DEG
Measurements of the electron mobility and density in the 2DEG were done using
the quantum Hall effect using the theory discussed in chapter 2. This meant that,
for some source-drain excitation, the longitudinal voltage VL , hall voltage VH and
current I had to be recorded as a function of the magnetic field B, all of which can
be done using a Hall bar pattern. These measurements were conducted first in a nonsuspended, large Hall bar (sample A), then in a small suspended Hall bar (sample
B).
5.2.1
Procedures for Quantum Hall Effect Measurements
In the first experiment performed on sample A, the circuit was setup as in figure
5.3. A 0.5 V sinusoidal AC excitation at 17 Hz was sent through a large 10.093 MΩ
112
CHAPTER 5. EXPERIMENTS
Input B
on SR530
SR830
10.093 MOhms
Hall bar
Sine Out
0.500 V, 17 Hz
TTL Out
on SR830
Input A
on SR530
Reference
on SR530
17 Hz
Input A
on SR830
Input B
on SR830
Figure 5.3: Circuit used for magnetoresistance measurements on sample A. SR830
and SR850 refer to Stanford Research Systems lock-in amplifiers [81].
resistor and the source and drain leads of the Hall bar. Stanford Research Systems
[81] lock-in amplifiers were used to measure longitudinal voltage drop (model SR830)
and Hall voltage (model SR530). The SR530 was frequency-locked to the TTL signal
from the SR830. The SR830 provided as well the AC excitation through its signal
generator.
The magnetic field was changed slowly using the superconducting magnet’s power
supply (model CS4-10V) fabricated by Cryomagnetics [82]. At the same time, continuous measurements were taken using the lock-in amplifiers. All instruments I/O
was handled by programs written for Matlab [83] over a National Instruments [78]
GPIB interface. The sweeps were performed at rates of ≈ 0.002 T/s or ≈ 0.01 A/s for
our particular magnet power supply/superconducting magnet combination. Usually,
113
CHAPTER 5. EXPERIMENTS
Input A
on 5206
Input B
on 5206
SR830
SR 5113 voltage
pre−amplifier
10.093 MOhms
Suspended Hall bar
Input A
on SR830
Sine Out
0.100 V, 17 Hz
TTL Out
on SR830
17 Hz
Reference
on SR850
Reference
on 5206
SR 5113 voltage
pre−amplifier
Input A
on SR830
Figure 5.4: Circuit used for magnetoresistance measurements on sample B. SR830
and SR850 refer to Stanford Research Systems lock-in amplifiers [81]. On the other
hand, SR 5113 refers to the 5113 model pre-amplifier from Signal Recovery [84]. 5206
refers to the lock-in amplifier model by EG&G, which has since been bought by Signal
Recovery.
data was taken from zero field to ±9 T and then swept back to zero.
In the second experiment, in which a suspended Hall bar was used (sample B), the
circuit is shown in figure 5.4, where the main differences are that the voltage across
the resistor in series with the excitation was monitored and that pre-amplifiers were
used for measuring VH and VL . The Hall bar used is shown later on in figure 5.11.
A different strategy was used for changing the magnetic field. In lieu of slowly
sweeping the magnetic field from 0 T to 9 T and continuously taking measurements,
the field was varied in small increments to specific values (for example in steps of
CHAPTER 5. EXPERIMENTS
114
0.05 T). This is better in some ways, as the temperature of the sample goes up
because of eddy currents induced in the metal structure of the cryostat whenever the
field is changing. Changing the field in small steps means that time can be allowed
for the temperature to return to normal at each field value. In addition, this allows
for a longer measuring time at each field value (it is a good idea to wait 5-7 time
constants when measuring with lock-in amplifiers). However, sweeps made with this
method are coarser (less data) or simply much longer than sweeps like the ones used
in the first experiment.
5.2.2
Procedures for Illumination of 2DEG
A variable DC voltage supply was used to slowly increase the voltage until current
flowed through a standard red LED mounted over the sample. A resistor limited
current through the LED.
In the case of sample A, only the minimal voltage for current to flow was used
as indicated by the voltage drop across the resistor. With a resistor of 297 Ω in
series with the LED, one-second pulses of 2.1 V giving a current of 0.1 mA were made
until longitudinal resistance in the Hall bar did not drop significantly further, at zero
magnetic field. The resistance of the wiring (without current-limiting resistor) was
measured to be ≈ 200 Ω at room temperature. The circuit is depicted in figure 5.5.
For sample B, a slightly different procedure was used. A Matlab program was
115
CHAPTER 5. EXPERIMENTS
V
297 Ohms
sample
293 K
300 mK
Figure 5.5: Circuit used for illumination of samples. A simple standard red LED was
used.
written that allows the user to specify the desired current through the LED, the
number of pulses of light, the duration of pulses and the relaxation time between
pulses. The program then increases the voltage supplied to the LED until the desired
current is reached. For the duration of the program, the resistance of the sample is
monitored with a lock-in amplifier and recorded. The wiring being different (same
circuit, but shorter wires), it took only 0.9 V to get 1 mA flowing through the LED
for the second experiment.
5.2.3
Results for a Large Unsuspended Hall Bar
The first Hall bar pattern used in characterizing the 2DEG is pictured in figure 5.6,
while the actual Hall bar (not suspended) used is shown in figure 5.7 with the size
CHAPTER 5. EXPERIMENTS
116
Figure 5.6: The first pattern used in characterizing the 2DEG. The scale bar at the
bottom indicates a millimeter. The source and drain pads are left and right while
the remaining pads connected to thin transverse leads are used to measurement the
longitudinal and transverse voltages.
of the bar being indicated. The transverse leads were connected to large Ni/Ge/Au
ohmic contacts (visible in light gray on the images) that were be wire-bonded to a
circuit board. As this is a large structure, concerns about the electron depletion width
and occasional defect in the mesa can be put aside.
A table summarizing the results of the 2DEG characterization of sample A is seen
in table 5.1 (after illumination). The plot in figure 5.8 was used to determine the
classical carrier density at zero-field.
Figure 5.9 shows the Hall resistance and longitudinal resistance as a function of
magnetic field. The longitudinal resistance clearly shows SdH oscillations, where the
regions of zero resistance are aligned with the plateaus in the Hall voltage. The SdH
CHAPTER 5. EXPERIMENTS
117
Figure 5.7: Sample A : the Hall bar (not suspended) used for taking magnetoresistance
measurements. The dimensions of the bar are shown : the spacing between two
longitudinal leads was 391.1 µm, the width of the bar was 105.1 µm and the total
length of the bar was 1373.6 µm.
Table 5.1: Results of 2DEG characterization and physical dimensions for sample A
Characteristic
Value
na (zero field, classical) (7.04 ± 0.01) × 1011 cm−2
na (low field, SdH)
(7.19 ± 0.03) × 1011 cm−2
na (high field, SdH)
(6.9 ± 0.2) × 1011 cm−2
µ
(1.72 ± 0.02) × 105 cm2/V·s
l
782.2 µm
w
105.1 µm
118
CHAPTER 5. EXPERIMENTS
eVH vs IB
−25
20
x 10
experimental
linear
eVH = 1.424e−016*IB − 1.151e−025
na = (7.04 ± 0.01) x 1011 cm−2
15
eVH (CV)
10
5
0
−5
0
0.2
0.4
0.6
0.8
IB (AT)
1
1.2
1.4
−8
x 10
Figure 5.8: eVH plotted against IB for the illuminated sample for 0.017 ≤ B ≤
0.2 T. The inverse of the slope of the linear fit gives an electron sheet density of
(7.04 ± 0.01) × 1011 cm−2 (see subsection 2.5.2 for the theory concerning this). The
intercept is non-zero because of the uncertainty in the readings of our instruments
for very small magnetic fields.
CHAPTER 5. EXPERIMENTS
119
Table 5.2: Observable plateaus in the Hall resistance of sample A, where i = h/e2 RH
and RH = VH /I. I was taken to be constant at 0.500 V/10.093 MΩ = 4.9539×10−8 A.
Fitted by averaging VH over plateaus.
i (theoretical) i (experimental)
3
3.019 ± 0.002
4
4.024 ± 0.002
5
5.030 ± 0.004
6
6.038 ± 0.005
7
7.045 ± 0.007
8
8.053 ± 0.007
10
10.07 ± 0.01
12
12.08 ± 0.01
14
14.10 ± 0.01
16
16.13 ± 0.02
oscillations start at B ≃ 0.25 T and the observable plateaus are listed in table 5.2.
The plateaus are all measured higher than their theoretical value. The uncertainty
included in the table is that of the standard deviation of linear fits over the plateaus.
What is not included, however, is the uncertainty in the measured value for the large
current-limiting resistor in series with the Hall bar. The current going through the
resistor and Hall bar was considered constant, which is in itself an approximation.
This experiment was never optimized for noise or sensitivity, as its purpose was only
to characterize the 2DEG, so deviations are expected.
Figure 5.10 shows the SdH oscillations plotted against inverse magnetic field. The
graph can be used to calculate the electron density from the period of the oscillation
both in the low-field case and in the high-field case.
120
CHAPTER 5. EXPERIMENTS
Magnetoresistance measurements after illumination
10000
Hall resistance
Longitudinal resistance
Resistance (Ω)
8000
6000
4000
2000
0
0
1
2
3
4
5
Magnetic field (T)
6
7
8
Figure 5.9: Magnetoresistance measurements after illumination of sample A.
9
121
CHAPTER 5. EXPERIMENTS
Longitudinal resistance vs inverse of magnetic field
6000
5000
Resistance (Ω)
4000
3000
2000
1000
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1/B (1/T)
Figure 5.10: Longitudinal resistance plotted against inverse magnetic field after illumination of sample A. Spin polarization is clearly visible at high magnetic fields. No
evidence of a beat is present, which could indicate that two subbands are conducting
in the 2DEG. Parallel channels as these would likely have different frequencies in 1/B
and hence would produce a beat [47].
CHAPTER 5. EXPERIMENTS
122
Figure 5.11: Suspended Hall bar used for characterization of the 2DEG. The mesa
definition etch (in this case RIE) went deeper than the bottom of the sacrificial layer
and thus a similar shape to that of the suspended Hall bar can be seen under it.
5.2.4
Results for a Small Suspended Hall Bar and Beams
Suspended Hall bar patterns (figure 5.11) and beam patterns were made in order to
evaluate transport properties in small structures. The Hall bar pattern was to be used
to measure electron density, mobility and depletion width. Several beams (such as
those shown in figure 4.7) ranging from ≈ 300 nm to ≈ 1.1 µm would provide another
way of evaluating the depletion width by seeing which of them had a conducting
2DEG.
Upon trying out simple magnetoresistance measurements on the devices, however,
it was found that they did not conduct unless they were exposed to a source of light,
CHAPTER 5. EXPERIMENTS
123
such as that from a microscope light or the LED at the bottom of the cryostat
being constantly lit. The suspension process had depleted the 2DEG and the latter
would only conduct while submitted to some optical excitation. Even after the LED
illuminated the samples and was turned off, the samples returned to high resistance.
The effect of pulses of light from the LED is shown in figure 5.12 for the two-wire
resistance of a micron-wide suspended beam at T ≃ 77 K and in figure 5.13 for the
longitudinal resistance of a ≈ 500 nm-wide suspended Hall bar at T ≃ 300 mK (a
four-wire measurement). In those two measurements, the voltage across the LED is
increased in small increments until the desired current through the LED is reached,
causing steps in the LED current before the first pulse.
Concerning the quantum Hall effect, it could not be observed in suspended structures : some slight magnetoresistance effects were visible, but these were clearly not
SdH oscillations. The Hall voltage remained near zero for every magnetic field value
and no plateaus were observed. The measurements are displayed in figure 5.14.
These figures (5.12, 5.13 and 5.14) were included for completeness, however the
resistance values they display should not be considered to be the actual resistance
of the samples. The absence of the quantum Hall effect suggests that no 2DEG is
present in the samples and thus that their resistance is very high. Lower resistance
values than in reality are measured in samples that do not conduct as artifacts of the
measurement circuit.
124
CHAPTER 5. EXPERIMENTS
6
Longitudinal resistance (ΜΩ)
Longitudinal resistance (MΩ)
5
4
3
2
1
0
0
100
200
300
400
500
600
700
Current through LED (mA)
Time (s)
1.4
Current through LED (mA)
1.2
1
0.8
0.6
0.4
0.2
0
0
100
200
300
400
500
600
700
Time (s)
Figure 5.12: Effect of pulses from the LED on the two-wire resistance of a suspended
micron-wide beam such as the one in figure 5.17 at T ≃ 77 K. The pulse duration
was one second and a relaxation time of one minute is allowed between each of the 10
pulses. The current through the LED at each of the pulses is approximately 1 mA.
125
CHAPTER 5. EXPERIMENTS
800
Longitudinal resistance (Ω)
Longitudinal resistance (Ω)
700
600
500
400
300
200
100
0
0
100
200
300
400
500
600
700
Current through LED (mA)
Time (s)
1.4
Current through LED (mA)
1.2
1
0.8
0.6
0.4
0.2
0
0
100
200
300
400
500
600
700
Time (s)
Figure 5.13: Effect of pulses from the LED on the longitudinal resistance of a suspended Hall bar such as the one in figure 5.11 at T ≃ 300 mK (a four-wire measurement). The measured resistance is the longitudinal voltage difference across the
Hall bar, divided by the measured source-drain current. The pulse duration was one
second and a relaxation time of one minute is allowed between each of the 10 pulses.
The current through the LED at each of the pulses is approximately 1 mA.
126
CHAPTER 5. EXPERIMENTS
390
50
Longitudinal resistance (Ω)
Hall resistance (Ω)
380
370
30
360
20
Hall resistance (Ω)
Longitudinal resistance (Ω)
40
350
10
340
330
0
0
1
2
3
4
5
Magnetic field (T)
6
7
8
9
Figure 5.14: Longitudinal resistance and Hall resistance as a function of magnetic
field for a ≈ 500 nm-wide suspended Hall bar, such as the one in figure 5.11.
CHAPTER 5. EXPERIMENTS
127
The same phenomenon was confirmed by suspending the leads of sample A (a
large Hall bar) and testing the 2DEG using a probe station in the dark. For the
10 µm-wide suspended leads, resistance went from 66 kΩ under the microscope light
to 226 kΩ by turning off the microscope light, room lights and covering the probe
station with a dark cloth. Note that the two thin leads are connected through a large
stretch that was not suspended, as its geometry was never designed for this (see figure
5.6).
It was thought that there was five possible reasons for the 2DEG to deplete after
going through HF suspension.
1. The low-temperature GaAs (LT-GaAs) layer at the bottom of the heterostructure is depleting the 2DEG. The presence of this layer is a major difference
between our design and other designs that were successful in the past by Blick
et al.[48, 49, 50].
2. The HF suspension etch is attacking the heterostructure.
3. The HF suspension etch is attacking the contacts. Another difference is that
Blick et al. deposited a gold metallization layer over the ohmic contacts, protecting them during the HF dip.
4. The edge depletion width in our samples was too large.
5. The reactive ion etching steps may damage the 2DEG by implanting ions in the
CHAPTER 5. EXPERIMENTS
128
heterostructure. This was reported in reference [56] as a reduction in electron
mobility.
Even though these five hypotheses are not mutually exclusive, the first thing to
do was to test them individually at least.
LT-GaAs
To test the first hypothesis, a relatively large (10 µm wide by ≈ 100 µm long) suspended Hall bar pattern was designed. It was made wide enough that edge depletion
would not be a significant factor. The device was fabricated and, after the HF suspension etch, was put an additional time in citric acid to etch the LT-GaAs layer
away (along with around 5 nm) on all sides. By controlling the volume ratio of 50%
citric acid / 30 % H2 O2 to 1/2, the etch rate of GaAs can be slowed to only 6 nm
per minute, while Al0.3 Ga0.7 As is etched at only 2.7 nm per minute [77]. This is slow
enough that is it controllable, and by leaving the sample in the etchant for a minute,
the LT-GaAs layer and the top GaAs were etched away.
Even though Poisson-Schrödinger simulations (see figure 5.15) indicated that a
2DEG would still be present, the etch did not improve conduction on the 2DEG in
any way. In fact, the device behaved as an open circuit after this step. This does not
seem to support the hypothesis that the LT-GaAs is responsible for the depletion of
the 2DEG, but neither does it constitute an absolute proof that the LT-GaAs isn’t.
129
CHAPTER 5. EXPERIMENTS
0.8
Unetched heterostructure
Etched 5 nm
Etched 10 nm
0.7
Conduction band energy (eV)
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
0
20
40
60
80
100
Distance from original surface (nm)
120
140
160
Figure 5.15: Conduction band energy relative to the Fermi level (set at zero) for the
heterostructure in the unetched case and for cases where it was etched 5 nm on all
sides, and etched 10 nm on all sides. In all cases an electron density of ≈ 5×1011 cm−2
is predicted in the 2DEG (diminishing the more material is etched).
CHAPTER 5. EXPERIMENTS
130
The etch rate of LT-GaAs in the etchant is unknown, so it remains unclear how much
of it was etched. Because this layer is at the bottom of the suspended structures, it is
very hard to discern in SEM images and impossible to scan using our AFM, so that
we do not have the means to quantitatively evaluate the etching action.
On the other hand, Zbig Wasilewski, at NRC in Ottawa, who suggested the use of
LT-GaAs believes it to be safe. LT-GaAs has indeed been used with success a number
of times before in FETs and in high-mobility modulation-doped 2DEGs [85, 86]. In
none of these cases does the LT-GaAs layer come exposed to air or vacuum, as this
is the case in our suspended structures.
Still, it must be considered that because the mesa of this device was etched in
citric acid, many holes are present in the suspended heterostructure. The presence
of these holes allowed the final etch in citric acid to attack the heterostructure from
within and the HF to attack the sacrificial layer in regions where it normally would
not (like under large leads, or under the contacts). This is evident in SEM images
where a ‘Swiss cheese’ motif in the sacrificial layer is visible under the heterostructure
(see figure 5.16).
Because we were not able to eliminate these defects caused by wet etching in the
mesa, the test is not to be considered fully reliable. The unavailability of RIE at
Queen’s University forces us to use wet etching when working on campus. The RIE
process discussed in chapter 4 works well for obtaining mesas free of defects, however
CHAPTER 5. EXPERIMENTS
131
Figure 5.16: ‘Swiss cheese’ motif found in the sacrificial layer of a suspended Hall bar.
The circular gaps in the sacrificial layer are caused by the HF solution reaching the
sacrificial layer through holes left in the mesa by the citric acid etch step that defined
the mesa.
CHAPTER 5. EXPERIMENTS
132
Figure 5.17: A suspended one-micron-wide beam. The sidewall of the heterostructure
shows no sign of attack by the HF suspension.
use of an outside facility is required.
Heterostructure and HF dip
Not by examining figure 5.11 nor figure 5.17 nor figure 5.18 can we detect evidence
that the heterostructure is attacked at all by the HF suspension etch. It was remarked
in chapter 4 that the etch speed of Al0.3 Ga0.7 As in 10% HF is only of 0.2 nm/min. For
the one-minute, 5% HF dip needed to suspend 1 µm-wide beams, this represents an
unsignificant amount. As for intrinsic GaAs, the other component of the heterostructure, it is known that HF does not attack it. This was tested in our lab by dipping a
clean, unetched sample in HF and was not attacked. Therefore, it seems unlikely the
CHAPTER 5. EXPERIMENTS
133
Figure 5.18: An undercut alignment mark with the sidewall of the heterostructure
looking intact after an HF dip.
HF attacking the heterostructure is the problem.
Ohmic contacts and HF dip
Another possibility is that the HF is attacking the contacts, rendering them useless
unless exposed to light. Many experiments involving Ni/Ge/Au ohmic contacts to
a 2DEG make use of small contacts covered by a metal overlay, often Ti/Pt/Au in
successive layers [68]. Titanium, however, can not be used in our case since HF
attacks it very fast, meaning that the HF suspension etch would remove the overlay.
Blick et al. too used an overlay on top of their contacts [56], though it is unclear
exactly what metals they chose. So far our single attempt using a metal overlay
CHAPTER 5. EXPERIMENTS
134
(Ni/Au) did not produce an ohmic I-V behavior. Furthermore, the average resistance
measured was ten times higher than with our traditional large ohmic contacts with
no overlay. More experimentation is required.
Edge Depletion
If the edge depletion width was too great in each of our suspended samples, then this
would explain the depletion of the 2DEG. The widest suspended beam without any
defects in the mesa in which conduction was tested is just over one micron wide. If
edge depletion is to blame, then the depletion width would be of ≈ 500 nm or more.
This is more than twice what was observed (220 nm) for a similar heterostructure in
reference [56].
The 2DEG was also found to be depleted in 10 µm-wide suspended Hall bars.
These bars, on the other hand, were compromised by holes in the mesa, as they were
fabricated using the citric acid/hydrogen peroxide etch. Their width is large enough
that it is tempting to conclude that edge depletion is not a factor. However, as each
hole in the mesa likely produces its own depleted region, a high enough density of
them would probably deplete the 2DEG in its entirety.
Therefore, fabrication of larger suspended structures free of defects using RIE is
needed for a definitive answer.
CHAPTER 5. EXPERIMENTS
135
Reactive Ion Etching Damage
Blick et al. realized in [56] that their RIE step was reducing the electron mobility by
a factor of 27, event through their nickel mask. In subsequent publications [49, 50],
they mention using reducing the RF power of their RIE process to 10 W and using a
bias of less than 40 V.
Because an outside facility was used, we are unaware of the settings used for our
single RIE process. Even though the reduction in mobility observed by Blick et al. is
a benign problem in comparison with our observations, it would be advisable in the
future to specify that a low power and bias are preferable.
Chapter 6
Future Work
6.1
Heterostructure redesign
In light of the depletion of the 2DEG in suspended structures a new design for the
heterostructure is proposed. This new design does not contain a LT-GaAs or even a
GaAs layer above the sacrificial layer. The sacrificial layer is made a full micron thick
in order to facilitate taking pictures of suspended structures in a SEM. The absence
of any GaAs cap layer at the bottom will prevent another 2DEG from forming there
in unsuspended parts of the wafer. In suspended structures, its absence will allow
the lower Al0.3 Ga0.7 As to oxidize. This should not affect the 2DEG more than the
oxidation that occurs at the mesa’s sidewalls, so significant problems are not expected.
136
CHAPTER 6. FUTURE WORK
137
The GaAs central 2DEG layer is made thicker (from 10 nm to 20 nm) on recommendation from Zbig Wasilewski, which should increase the electron mobility. The
2DEG layer is also kept at the center (sharing the beam’s neutral axis) to take advantage of having the piezoelectrically active layer entirely off-axis, as explained in
chapter 2. The resulting conduction band profile is shown in figure 6.1 for the unsuspended case and in figure 6.2 for the suspended case (the simulation input files
are shown in appendix C). As before, the expected electron density in the 2DEG is
≈ 5 × 1011 cm−2 in both cases.
A GaAs layer could still be included above the sacrificial layer, but this would
sacrifice a bit the versatility of the wafer, as two separate 2DEGs may form in the
unsuspended crystal (this was the approach used by Blick et al.). This would produce
conduction band profiles similar to those shown in chapter 3 (see figures 3.2 and 3.3).
6.2
Improve Fabrication
The definition of the mesa using wet etching has been problematic, as the masking is
not completely effective and small holes are etched throughout the mesa. With the use
of an oxygen plasma cleaning process before application of the mask and/or different
masks materials, it is hoped that the occurrence of the defects will be reduced.
On the other hand, Queen’s University will soon have its own RIE processing
facility. The parts are currently disassembled, but once the space is found, plumbing
138
CHAPTER 6. FUTURE WORK
0.8
Conduction band energy (eV)
0.7
Conduction band energy (eV)
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
0
50
100
150
200
250
Distance from surface (nm)
300
350
400
Figure 6.1: Conduction band energy relative to the Fermi level (set a zero) for the
proposed new design of the heterostructure. The sacrificial layer is a full 1000 nm
thick but is plotted only until a depth of 400 nm in the heterostructure in order to
keep the figure clear. An electron density of 5.174 × 1011 cm−2 is predicted in the
2DEG.
139
CHAPTER 6. FUTURE WORK
0.8
Conduction band energy (eV)
0.7
Conduction band energy (eV)
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
0
20
40
60
80
100
Distance from surface (nm)
120
140
160
Figure 6.2: Conduction band energy relative to the Fermi level (set a zero) for the
proposed new design of the heterostructure when the sacrificial layer has been removed. The plot assumes a barrier of 0.72 eV for the AlGaAs/vacuum interface. An
electron density of 5.508 × 1011 cm−2 is predicted in the 2DEG.
CHAPTER 6. FUTURE WORK
140
done and machine re-assembled, RIE will be available and wet etching need not be
used any longer for mesa definition. Mesas free of defects will then be easier to obtain.
6.3
Continue Characterization
Once suspended structure with 2DEG are obtained, characterization should be continued by doing magnetoresistance measurements and evaluating the edge depletion
width.
6.4
Experimental Test of Actuation
It would be desirable to test the piezoelectric actuation mechanism experimentally.
This would allow us to evaluate the damping and verify which resonant modes we are
able to excite in our devices. For the first few tests, displacement would only have to
be sensed using relatively simple methods, like optical interferometry or a solid-state
FET-based electrometer.
6.5
Integration with Sensitive Amplifiers
The ultimate goal of this project is, as mentioned in chapter 2, to construct an ultrasensitive displacement sensing device. Once the actuation scheme is tested and the
mechanical response of beams characterized, sensitive amplifiers should be connected
CHAPTER 6. FUTURE WORK
141
to the detection electrode. The design in [10] calls for a single electron transistor
to be used, however, other amplifiers could also be used, such as a quantum point
contact defined with electrodes since unsuspended parts of the wafer also contain a
2DEG. Note that since the frequency of resonance of the oscillators is expected to be
high (≈ 1 GHz), the radio-frequency versions of these amplifiers will likely have to be
implemented.
If the frequency of the resonator used is high enough, and if a dilution refrigerator
is used so that the temperature is low enough, we may then attempt to place the
resonator in the “frozen-out” state of its fundamental mode. Some back-action cooling
mechanism (see [19]) may be needed for this. If the detection scheme is sensitive
enough, it might be then possible to observe displacements ever-approaching zeropoint motion.
Chapter 7
Conclusions
An AlGaAs/GaAs heterostructure was designed and modeled for use in the piezoelectric displacement sensing scheme described in [10]. The design incorporated several
key elements :
• Ability to make suspended structures. This was verified by making suspended
beams using the selective wet etching of a sacrificial layer.
• Presence of a 2DEG. A 2DEG of appropriate characteristics (µ = 1.72 ×
105 cm2/V·s, na = 7.04 × 1011 cm−2 ) was found in unsuspended mesas. However
the 2DEG was found to be depleted in suspended structures as no conduction
can be observed unless the sample is exposed to light.
• Use of piezoelectric materials. By using AlGaAs and GaAs to fulfill the previous
142
CHAPTER 7. CONCLUSIONS
143
two requirements, this requirement was already taken care of due to their piezoelectricity. The proper crystal orientation of the suspended beams and placement of an actuation electrode was determined. Piezoelectric actuation was
simulated in FEM software and was found to be able to excite the fundamental, flexural out-of-plane mode of a 836 nm-long, 250 nm-wide and 164 nm-thick
beam at 925.6 MHz.
Fabrication recipes for making suspended structures out of this crystal were developed. Electron beam lithography settings were determined to be able to make beam
patterns 300 nm-wide or less. Optimal etch times and etchant concentration for mesa
definition, nickel mask removal and sacrificial layer removal were found.
While no wet etching process was found that could define mesas free of defect holes,
a dry etching recipe using RIE was developed and found to yield mesas without any
holes.
An improved design of the heterostructure is suggested that eliminates the possibly
problematic layer of LT-GaAs and is expected to have a higher electron mobility in
the 2DEG because of a larger GaAs layer at the center.
Bibliography
[1] H. Baltes, O. Brand, G. K. Fedder, C. Hierold, J. G. Korvink, and O. Tabata,
editors. Advanced Micro & Nanosystems Volume 1. WILEY-VCH Verlag GmbH
& Co. KGaA Weinheim, 2004.
[2] M. L. Roukes. Nanoelectromechanical systems. In Technical Digest of the 2000
Solid-State Sensor and Actuator Workshop, Hilton Heaf Isl., SC., June 2000.
[3] T. Hayashi. The world of micromechanism. In The Fourth International Micromachine Symposium, pages 1–14, October 1998.
[4] J. A. Sidles, J. L. Garbini, K. J. Bruland, D. Rugar, O. Züger, S. Hoen, and
C. S. Yannoni. Magnetic resonance force microscopy. Reviews of Modern Physics,
67(1), 1995.
[5] D. Rugar, R. Budakian, H. J. Mamin, and B. W. Chui. Single spin detection by
magnetic resonance force microscopy. Nature, 430:329–332, 2004.
144
BIBLIOGRAPHY
145
[6] X. M. H. Huang, M. Manolidis, Seong Chan Jun, and J. Hone. Nanomechanical
hydrogen sensing. 86(14):143104–1 – 143104–3, 2005.
[7] M. D. LaHaye, O. Buu, B. Camarota, and K. C. Schwab. Approaching the
quantum limit of a nanomechanical resonator. Science, 304, 2004.
[8] A. J. Leggett. Testing the limits of quantum mechanics: motivation, state of
play, prospects. J. Phys.: Condens. Matter, 14:R415–R451, 2002.
[9] R. Penrose. On gravity’s role in quantum state reduction. General Relativity
and Gravitation, 28(5), 1996.
[10] R. G. Knobel and A. N. Cleland. Piezoelectric displacement sensing with a
single-electron transistor. Appl. Phys. Lett., 81(12):2258–2260, 2002.
[11] S. Timoshenko, D. H. Young, and Jr. W. Weaver. Vibration Problems in Enginering. Wiley and Sons New York, 1974.
[12] S. Timoshenko and J. N. Goodier. Theory of Elasticity. McGraw-Hill, Inc. New
York, 1951.
[13] A. N. Cleland. Foundations of Nanomechanics. Springer-Verlag Berlin Heidelberg New York, 2003.
[14] M. D. LaHaye. The radio-frequency single-electron transistor displacement detector. PhD thesis, University of Maryland, 2005.
BIBLIOGRAPHY
146
[15] P. Kumar, L. Li, L. Calhoun, P. Boudreaux, and D. DeVoe. Fabrication of
piezoelectric Al0.3 Ga0.7 As microstructures. Sensors and Actuators A, 115:96–
103, 2004.
[16] W. Heisenberg. Ueber den anschaulichen Inhalt der quantentheoretischen Kinematik und Mechanik. Zeitschrift fuer Physik, 172(43), 1927.
[17] K. C. Schwab and M. L. Roukes. Putting the mechanics into quantum mechanics.
Physics Today, 58(7):36–42, 2005.
[18] R. G. Knobel and A. N. Cleland. Nanometer-scale displacement sensing using a
single electron transistor. Science, 424:291–293, 2003.
[19] A. Naik, O. Buu, M. D. LaHaye, A. D. Armour, A. A. Clerk, M. P. Blencowe, and
K. C. Schwab. Cooling a nanomechanical resonator with quantum back-action.
Nature, 443, 2006.
[20] R. L. Liboff. Introductory Quantum Mechanics. Addison Wesley San Francisco,
fourth edition, 2003.
[21] C. M. Caves, K. S. Thorne, W. P. Drever, V. D. Sandberg, and N. Zimmermann.
On the measurement of a weak classical force coupled to a quantum-mechanical
oscillator. part i. issues of principle. Reviews of Modern Physics, 52(2), 1980.
BIBLIOGRAPHY
147
[22] K. S. Thorne, R. W. P. Drever, C. M. Caves, M. Zimmermann, and V. D.
Sandberg. Quantum nondemolition measurements of harmonic oscillators. Phys.
Rev. Lett., 40(11), 1978.
[23] P. Grangier, J. A. Levenson, and J.-P. Poizat. Quantum non-demolition measurements in optics. Nature, 396, 1998.
[24] C. M. Caves. Quantum limits on noise in linear amplifiers. Phys. Rev. D, 26(8),
1982.
[25] H. Birk, M. J. M. de Jong, and C. Schönenberger. Shot-noise suppression in the
single-electron tunneling regime. Phys. Rev. Lett., 75(8), 1995.
[26] M. S. Keshner. 1/f noise. Proceedings of the IEEE, 70(3), 1982.
[27] D. A. Wharam, T. J. Thornton, R. Newbury, M. Pepper, H. Ahmed, J. E. F.
Frost, D. G. Hasko, D. C. Peacock, D. A. Ritchie, and G. A. C. Jones. Onedimensional transport and the quantisation of the ballistic resistance. J. Phys.
C: Solid State Phys., 21:L209–L214, 1988.
[28] B. J. van Wees, H. van Houten, C. W. J. Beenakker, J. G. Williamson, L. P.
Kouwenhoven, D. van der Marel, and C. T. Foxon. Quantized conductance of
point contacts in a two-dimensional electron gas. Phys. Rev. Lett., 60(9):848–850,
1988.
BIBLIOGRAPHY
148
[29] A. N. Korotkov. Continuous quantum measurement of a double dot. Phys. Rev.
B, 60(8), 1999.
[30] A. A. Clerk, S. M. Girvin, and A. D. Stone. Quantum-limited measurement and
information in mesoscopic detectors. Phys. Rev. B, 67, 2003.
[31] S. A. Campbell. The Science and Engineering of Microelectronic Fabrication.
Oxford University Press, Inc. New York, 1996.
[32] M. Ohring. Materials Science of Thin Films. Academic Press London, 2002.
[33] R. C. Woods and A. L. Powell. The impact of III-V semiconductors on microelectromechanical systems. Engineering science and education journal, pages
271–275, 1994.
[34] L. Pavesi and D. J. Lockwood. Silicon Photonics. Springer New York, 2004.
[35] K. Hjort, J. Soderkvist, and J.-A. Schweitz. Gallium arsenide as a mechanical
material. J. Micromech. Microeng., (4):1–13, 1984.
[36] S. Adachi. GaAs, AlAs and Alx Ga1−x As: Material parameters for use in research
and device applications. J. Appl. Phys., 58(3):R1–R29, 1985.
[37] K. R. Symon. Mechanics. Addison-Wesley, Inc. Phillipines, third edition, 1971.
[38] Rainer Poerschke, editor. Landolt-Börnstein Catalog. Springer, 2007.
BIBLIOGRAPHY
149
[39] K. Fricke. Piezoelectric properties of GaAs for application in stress transducers.
J. Appl. Phys., 70(2):914–918, 1991.
[40] J. Soderkvist and K. Hjort. Flexural vibrations in piezoelectric semi-insulating
GaAs. Sensors and Actuators A, 39, 1993.
[41] J. Soderkvist and K. Hjort. The piezoelectric effect of GaAs used for resonators
and resonant sensors. J. Micromech. Microeng., 28(4), 1994.
[42] W. G. Cady. Piezoelectricity, vols. 1 and 2. Dover, New York, 1964.
[43] S. C. Masmanidis, R. B. Karabalin, I. De Vlaminck, G. Borghs, M. R. Freeman,
and M. L. Roukes. Multifunctional nanomechanical systems via tunably coupled
piezoelectric actuation. Science, 317:780–783, 2007.
[44] R. E. Prange and S. M. Girvin, editors. The Quantum Hall Effect. SpringerVerlag New York, 1987.
[45] K. K. Choi, D. C. Tsui, and K. Alavi. Experimental determination of the edge
depletion width of the two-dimensional electron gas in GaAs/Alx Ga1−x As. Appl.
Phys. Lett., 50(2):110–112, 1987.
[46] D. C. Tsui, H. L. Stormer, and A. C. Gossard. Two-dimensional magnetotransport in the extreme quantum limit. Phys. Rev. Lett., 48(22):1559–1562, 1982.
BIBLIOGRAPHY
150
[47] Y. Ochiai, N. Aoki, L.-H. Lin, A. Andersen, C. Prasad, F. Ge, J. P. Bird,
D. K. Ferry, T. Risaki, K. Ishibashi, Y. Aoyagi, and T. Sugano. Beating of
the Shubnikov-de Haas oscillations in GaAs/AlGaAs quantum-dot arrays. Jpn.
J. Appl. Phys., 40(3B), 2001.
[48] R. H. Blick, M. L. Roukes, W. Wegscheider, and M. Bichler. Freely suspended
two-dimensional electron gases. Physica B, 249-251:784–787, 1998.
[49] E. M. Hohberger, R. H. Blick, F. W. Beil, W. Wegscheider, M. Bichler, and
J. P. Kotthaus. Magnetotransport in freely suspended two-dimensional electron
systems for integrated naomechanical resonators. Physica E, 12:487–490, 2002.
[50] J. Kirschbaum, E. M. Hohberger, R. H. Blick, W. Wegscheider, and M. Bichler.
Integrating suspended quantum dot circuits for applications in nanomechanics.
Appl. Phys. Lett., 81(2):280–282, 2002.
[51] J. G. E. Harris, R. Knobel, K. D. Maranowski, A. C. Gossard, N. Samarth, and
D. D. Awschalom. Magnetization measurements of magnetic two-dimensional
electron gases. Phys. Rev. Lett., 86(20):4644–4647, 2001.
[52] D. A. Neamen. Semiconductor Physics and Devices Basic Principles. McGrawHill New York, third edition, 2003.
BIBLIOGRAPHY
151
[53] R. G. Beck, M. A. Eriksson, M. A. Topinka, R. M. Westervelt, K. D. Maranoswki,
and A. C. Gossard. GaAs/AlGaAs self-sensing cantilevers for low temperature
scanning probe microscopy. 73(8):1149–1151, 1998.
[54] P. Santhanam, S. Wind, and D. E. Prober. One-dimensional electron localization
and superconducting fluctuations in narrow aluminum wires. Phys. Rev. Lett.,
53(12):1179–1182, 1984.
[55] B. L. Altshuler and A. G. Aronov. Electron-Electron Interactions in Disordered
Systems. North-Holland Amsterdam, 1985.
[56] R. H. Blick, F. G. Monzon, W. Wegscheider, F. Stern M. Bichler, and M. L.
Roukes. Magnetotransport measurements on freely suspended two-dimensional
electron gases. Phys. Rev. B, 62(24):103–107, 2000.
[57] E. M. Hohberger, T. Kramer, W. Wegscheider, and R. H. Blick. In situ control of
electron gas dimensionality in freely suspended semiconductor membranes. Appl.
Phys. Lett., 82(23):4160–4162, 2003.
[58] A. N. Cleland, J. S. Aldridge, D. C. Driscoll, and A. C. Gossard. Nanomechanical displacement sensing using a quantum point contact. Appl. Phys. Lett.,
81(9):1699–1701, 2002.
[59] B. J. van Wees, L. P. Kouwenhoven, E. M. M. Willems, J. E. Mooji, H. van
Houten., C. W. J. Beenakker, J. G. Williamson, and C. T. Foxon. Quantum
BIBLIOGRAPHY
152
ballistic and adiabatic electron transport studied with quantum point contacts.
Phys. Rev. B., 43(15):12431–12453, 1991.
[60] M. M. A. J. Voncken, J. J. Schermer, G. J. Bauhuis, P. Mulder, and P. K. Larsen.
Multiple release layer study of the intrinsic lateral etch rate of the epitaxial lift-off
process. Appl. Phys. A, 79:1801–1807, 2004.
[61] I-H. Tan, G. L. Snider, L. D. Chang, and E. L. Hu. A self-consistent solution of Schrödinger-Poisson equations using a nonuniform mesh. J. Appl. Phys.,
68(8):4071–4076, 1990.
[62] J. H. Luscombe and A. M. Bouchard. Electron confinement in quantum nanostructures: Self-consistent Poisson-Schrodinger theory. Phys. Rev. B, 46(16):262–
268, 1992.
[63] S. E. Laux and F. Stern. Electron states in narrow gate-induced channels in Si.
Appl. Phys. Lett., 49(2):91–93, 1986.
[64] J. L. Freeouf and J. M. Woodall. Schottky barriers: An effective work function
model. Appl. Phys. Lett., 39(9):727–729, 1981.
[65] R. Ragi and B. Nabet. Modeling the C-V characteristics of heterodimensional
Schottky contacts. In ESSDERC 2002, pages 623–626, 2002.
BIBLIOGRAPHY
153
[66] H. Shen, F. C. Rong, R. Lux, J. Pamulapati, M. Taysing-Lara, M. Dutta, E. H.
Poindexter, L. Calderon, and Y.Lu. Fermi level pinning in low-temperature
molecular beam epitaxial GaAs. Appl. Phys. Lett., 61(13), 1992.
[67] Coventor, Inc., Cary, NC 27513 USA, Tel: (919) 854 7500.
[68] R. P. Taylor, P. T. Coleridge, M. Davies, Y. Feng, J. P. McCaffrey, and P. A. Marshall. Physical and electrical investigation of ohmic contacts to AlGaAs/GaAs
heterostructures. J. Appl. Phys., 76(12):7966–7972, 1994.
[69] JC Nabity Lithography Systems, Bozeman, MT 59717 USA, Tel: (406) 587 0848.
[70] Rohm and Haas Company, Philadelphia, PA 19106-2399 USA, Tel: (215) 592
3000.
[71] Microchem Corp. (MCC)., Newton, MA 02464 USA, Tel: (617) 965 5511.
[72] JEOL Ltd. 1-2, Musashino 3-chome Akishima Tokyo 196-8558 Japan, Tel: +81
42 543 1111.
[73] Thermionics Vacuum Products, Port Townsend, WA 98368 USA, Tel: (800) 962
2310.
[74] Sigma-Aldrich, St. Louis, MO 63103 usa, Tel: (800) 521 8956.
[75] Transene Company Inc., Danvers, MA 01923 USA, Tel: (978) 777 7860.
BIBLIOGRAPHY
154
[76] Acros Organics USA, Morris Plains, NJ 07950 USA, Tel: (800) 766 7000.
[77] G. C. DeSalvo, W. F. Tseng, and J. Comas. Etch rates and selectivities of citric
acid/hydrogen peroxide on GaAs, Al0.3Ga0.7As, In0.2Ga0.8As, In0.53Ga0.47As,
In0.52Al0.48As, and Inp. Journal of the electrochemical society, 139(3):831–835,
1992.
[78] National Instruments Canada, Vaudreuil-Dorion, QC J7V 8P5 Canada, Tel:
(800) 433 3488.
[79] Keithley Instruments Inc., Cleveland, OH 44139 USA, Tel: (800) 552 1115.
[80] Hewlett-Packard Company Ltd., Mississauga, Ontario L4W 5G1 canada, Tel:
(905) 206 4725.
[81] Stanford Research Systems Inc., Sunnyvale, CA 94089 USA, Tel: (408) 744 9040.
[82] Cryomagnetics, Inc., Oak Ridge, TN 37830 USA, Tel: (865) 482 9551.
[83] The MathWorks, Inc., Natick, MA 01760-2098 USA, Tel: (508) 647 7000.
[84] SIGNAL RECOVERY AMETEK Advanced Measurement Technology Inc., Oak
Ridge, TN 37831-2011 USA, Tel: (865) 483 2118.
[85] H. Thomas, J. K. Luo, D. V. Morgan, and E. Kohn. Low-temperature grown
GaAs insulators for GaAs FET applications. Semicond. Sci. Technol., 11:1333–
1338, 1996.
BIBLIOGRAPHY
155
[86] M. R. Melloch, D. C. Miller, and B. Das. Effect of a GaAs buffer layer grown at
low temperature on a high-electron-mobility modulation-doped two-dimensional
gas. Appl. Phys. Lett., 54(10):943–945, 1989.
[87] Janis Research Company Inc., Wilmington, MA 01887-0696 USA, Tel: (978) 657
8750.
[88] G. S. Dubejsky. Fabrication and DC characterization of single electron transistors
at low temperature. Master’s thesis, Queen’s University, 2007.
Appendix A
Apparatus
A.1
Cryogenics
The cryogenic equipment was supplied by Janis [87]. A model HE-3-SSV cryostat is
fitted with a 9 T superconducting magnet. Its accompanying dewar is of insulated
fiber glass and aluminum construction and holds 48 liters of liquid. The cryostat
includes the refrigeration system and most of the wiring. The only wiring on the
dewar are the superconducting magnet leads. Other than this, the dewar is simply
a container vessel which allows the cryostat to bathe in liquid He-4 and allows us to
recuperate the evaporated gas.
156
APPENDIX A. APPARATUS
A.1.1
157
He-3 refrigerator
The He-3 refrigerator has several key components. First, there is a closed He-3 system
consisting of a He-3 reservoir and a He-3 pot, to which the sample mount is in good
thermal contact, and a charcoal pump. It is by pumping on liquid He-3 in the He-3
pot with the charcoal pump that the sample mount can be cooled to ≈ 300 mK. The
rate of pumping is controlled by varying the flow of liquid He-4 in a capillary wound
around the charcoal pump. When pumping on the He-3 pot, the helium gathers in
the charcoal. The helium can then be returned to the He-3 storage tank at the top
of the cryostat by heating a wire wound heater mounted on the charcoal pump. Its
temperature is measured by a silicon diode.
Second, there are two separate system for handling the He-4. One is, as mentioned
before, the capillary wound around the charcoal pump and has the purpose of cooling
it down. The capillary has an intake directly in the liquid He-4 bath, and the flow
rate of the helium inside it is simply controlled by a flow meter valve at the top of
the cryostat. Pressure is simply supplied by the evaporating He-4 inside the dewar,
which has been hermetically sealed.
The other system is the 1 K pot system. A He-4 pot is situated around the tube
connecting the He-3 pot and the charcoal pump and allows the He-3 to condense
into the He-3 pot. By directly pumping on the 1 K pot with a mechanical pump, its
temperature can be lowered to close to 1 K. A siphon feeds liquid He-4 from the bath
APPENDIX A. APPARATUS
158
Figure A.1: Drawing of the HE-3-SSV He-3 refrigerator and cryostat [87].
in the dewar to the 1 K pot. The rate of pumping can be finely tuned with use a long
needle valve. This rate must be kept just right, for pumping too much will result in
an empty 1 K pot and thus a warm one. Not pumping enough will flood the 1 K pot
with liquid He-4, which is at 4.2 K, much too high to condense He-3.
Therefore, for continuous operation of the He-3 refrigerator at low temperatures,
an equilibrium between the pumping rate and condensation rate of the He-3 must be
established by tuning the various valves.
APPENDIX A. APPARATUS
159
The cryostat is also equipped so that the mounted sample rests in vacuum with
the addition of an inner vacuum can (IVC) covering all the elements mentioned above.
This IVC can be evacuated using an access port on top of the cryostat. A drawing
of the cryostat is seen in figure A.1.
A.1.2
Cooling Procedures
After the sample is mounted and all the circuitry connected and verified, the IVC
must be mounted and sealed with indium gasket on the cryostat. It then must be
leaked-checked with a leak detector. This is accomplished in three steps : first by
back filling the 1 K pot with dry He-4 and checking the He-4 background in the IVC
to check for a leak between the two and second by spraying He-4 on the outside seal
of the IVC to verify the quality of this seal. The third check is made to check for
leaks in the He-3 system. In this case, one only has to check the He-3 background in
the IVC and record the pressure of the He-3 storage tank for future reference.
Next, all leads, heaters and thermometers should be checked. If any problems are
detected they can be more easily remedied at this stage than later on. This concludes
the room temperature check.
The liquid nitrogen cooldown follows. First the leak detector is disconnected from
the cryostat, which is inserted into the dewar. ≈ 200 Torr of dry nitrogen gas is
then introduced into the IVC through valve V3 for use as an exchange gas. Keeping
APPENDIX A. APPARATUS
160
the 1 K pot needle valve closed (V2), the 1 K pot is pumped on. Dry He-4 gas is
flowed through the charcoal pump cooling capillary to prevent air from blocking it.
Next liquid nitrogen is inserted in the dewar until it is full. Pumping of the 1 K
pot is made. Until the liquid nitrogen level reaches the 1 K pot needle valve or the
1 K pot temperature reaches below 100 K, the valve must be turned 1/4 of a turn
and then closed approximately every 30 minutes to prevent it from freezing. After
that, pumping of the 1 K pot should cease and ≈ 5 psi of dry He-4 gas is introduced
into the 1 K pot to prevent liquid nitrogen from collecting inside. After the fill is
finished, the He-4 flow through the charcoal pump capillary can stop. When the base
of the cryostat reaches near liquid nitrogen temperatures, say ≈ 80 K, all heaters and
thermometers as well as the wiring should be checked. This concludes the nitrogen
cooldown.
The last part of the process is the liquid helium cooldown which will lead to He-3
condensation in the He-3 pot. Now the IVC must be re-evacuated and can be checked
again for He-3 background if desired. The liquid nitrogen is blown out of the dewar
by dry He-4 gas. The He-4 background inside the IVC should be monitored to ensure
that no leaks are present. After all the liquid nitrogen is blown out and to make sure
that no liquid nitrogen is left in the charcoal pump cooling capillary, dry He-4 should
be flowed in it. 1 K pot should be pumped from now on. Transfer of liquid He-4
begins while the He-4 background in the IVC is monitored. If it remains leak tight,
APPENDIX A. APPARATUS
161
the leak detector can be disconnected and the IVC left under vacuum. The 1 K pot
needle valve needs to be opened and closed at regular intervals just like in the case of
the liquid nitrogen transfer. When the liquid He-4 transfer is finished, however, the
needle valve can be left slightly open in order to cool the 1 K pot.
Next helium gas must be allowed to escape the dewar through the charcoal pump
capillary so as to cool the charcoal pump. One must take care that air is never sucked
into that capillary, as it will freeze. Therefore, one must wait for positive pressure to
build inside the dewar. After the 1 K pot has reached 1.5 K and the charcoal pump
has reached below 5 K all of the He-3 should be gathered inside the charcoal pump
and so pumping can cease by ceasing the flow of He-4 in the cooling capillary. By
keeping the 1 K pot as cool as possible and heating the charcoal pump to 40 - 45 K,
all of the He-3 can be condensed into the He-3 pot. After the He-3 pot temperature
drops below 1.8 K, it is recommended to wait 1.5 hours while keeping the 1 K pot
as cool as possible. After that period, the heater on the charcoal pump may be
turned off and the flow inside its cooling capillary restored. The temperature of the
charcoal pump has to remain below 5 K and can be controlled to a certain extent by
adjusting the flow in the capillary. The sample mount is expected to cool down to
base temperature within less than an hour.
Warm-up of the cryostat is accomplished simply by closing the 1 K pot needle
valve. This prevents liquid He-4 from reaching the 1 K pot, thus warming it up and
APPENDIX A. APPARATUS
162
causing the He-3 to not condense but instead gather in the charcoal pump. As the
temperature of the whole system increases, the He-3 will eventually be driven back
to the He-3 storage tank.
A.2
Wiring and Filters
The wiring on the cryostat was installed by Mark Patterson and Greg Dubejsky. 19
DC wires and 4 coaxial RF lines go from the top of the cryostat down to the sample
mount. All wires are heat-sunk at the 1 K plate, just below the 1K pot. Details of
the wiring are available in Greg Dubejsky’s thesis [88].
The DC wires go through various filters. At room temperature, a Pi filter is
placed, which attenuates signal with 10 MHz < f < 1 GHz with greater than 75 dB
attenuation. At T = 1 K a metallic powder filter, fabricated by Greg Dubejsky, served
to attenuate signals with frequency greater than 1 GHz [88].
Since signal used in lock-in detection were of low frequency (17 Hz), in the second experiment, band pass filters on the pre-amplifiers were used to eliminate the
unwanted signals below the 10 MHz mark.
To eliminate noise sources as much as possible, a signal analyzer was used by
Kyle Kemp to identify sources and eliminate them by either physically moving the
instruments or rewiring the power connections.
APPENDIX A. APPARATUS
163
Figure A.2: Drawing of both sides on the mounting stage. On the left, the side facing
down towards the superconducting magnet is where the sample is glued and wired
bonded to the various DC and RF leads. On the right is the side facing up away
from the magnet and towards the top of the cryostat where the wires exit. The black
represents conductive metal. All of the backside of the board is a ground plane, as is
the area under where the sample is glued.
A.3
Mounting Stage
The mounting stage with circuit board was designed by Greg Dubejsky, Mark Patterson, Jennifer Campbell and Rob Knobel. It consists of a circular board which can
be screwed onto the very bottom of the cryostat. 19 pins are provided for DC wires,
while two MMCX connectors are available for connecting radio-frequency (RF) lines.
A drawing of both sides of the mounting stage is shown in figure A.2.
APPENDIX A. APPARATUS
A.4
164
Wire Bonding
Very thin aluminum wires are bonded (soldered) using ultrasonic power to the leads
of the circuit board and to the ohmic contacts on the wafer. On Dr. Lockwood’s
Westbond wire bonder (at Queen’s University), the setting used were a power of 420,
a time of 30 ms and a 45 degree feed angle for both the first bond and the second
bond.
A.5
Equipment
This section lists in detail the equipment used in the course of the measurements.
A.5.1
Lock-in Amplifiers
Stanford Research Systems [81] lock-in amplifiers (models SR530, SR830 and SR850)
were used in addition to an EG&G (now Signal Recovery) 5206 lock-in amplifier.
A.5.2
Pre-Amplifiers
Two Signal Recovery [84] pre-amplifiers (model 5113) were used. They were run on
batteries whenever possible. These pre-amplifiers are equipped with variable bandpass
filters, than were used to eliminate signals outside the frequency range of interest.
APPENDIX A. APPARATUS
A.5.3
165
Programmable Current Source
A Keithley 220 [79] programmable current source was used in testing ohmic contacts
and large devices.
A.5.4
Current Source
A “safe” current source, that is, a current source of low power and low current protecting devices under test from electrostatic discharges was used in testing small
suspended beams that can not handle much power. The current source is equipped
with a variable resistor parallel to the device under test, allowing the current to be
slowly turned up in a safe manner. It was conceived and built by Mark Patterson in
the summer of 2006.
A current of I = 10 nA is flowed in the devices and the voltage V is measured using
a voltmeter. The resistance of the device Rd can be calculated using the following
formula (obtained from Greg Dubejsky) :
V
106 Ω
Rd =
I
106 Ω − V /I
A.5.5
(A.1)
Multimeters
A GPIB-enabled HP 34401A [80] multimeter was used whenever a multimeter was
needed.
APPENDIX A. APPARATUS
A.5.6
166
Temperature Controller
A LakeShore temperature controller was used to monitor the temperature of the 1 K
pot, the charcoal pump, the sample mount and the bottom of the superconducting
magnet. The controller can also be set to control the temperature of the charcoal
pump with use of a PID controller and the heater mounted on the pump. Additionally,
the various temperature readings can be monitored over GPIB.
A.5.7
Superconducting Magnet and Power Supply
A Cryomagnetics CS4-10V [82] magnet power supply was used, over a GPIB connection, to control the magnetic field produced by a 9T superconducting magnet placed
at the bottom of the dewar.
Appendix B
List of Programs
A non-negligible effort was put into writing data acquisition and control programs for
our instruments. The programming was done using a combination of Matlab [83] and
LabVIEW [78]. Use was made of the sample code written by Mark Patterson in the
summer of 2006 as templates but was extended by the author. The programs themselves may be found on Dr. Knobel’s laboratory computers at Queen’s University.
1. ReadLockinStateSR830.m : Records all important settings of a SR850 or a
SR850 lock-in amplifier.
2. ReadLockinStateSR530.m : Records all important settings of a SR530 lock-in
amplifier.
3. ReadLockinState5206.m : Records all important settings of a EG&G 5206 lockin amplifier.
167
APPENDIX B. LIST OF PROGRAMS
168
4. ReadLockinSnapshotSR830.m : Reads an instantaneous snapshot of X and Y
on a SR830 lock-in amplifier (this will not work for a SR850).
5. ReadLockin830.m : Reads the X value quickly followed by the Y value on a
SR830 or SR850 lock-in amplifier.
6. ReadLockinSR530.m : Reads the X value quickly followed by the Y value on a
SR530 lock-in amplifier.
7. ReadLockin5206.m : Reads the X value followed by the Y value on a EG&G
5206 lock-in amplifier.
8. GetTimeConstant830.m : Retrieves the time constant setting of a SR830 or
SR850 lock-in amplifier.
9. GetTimeConstant530.m : Retrieves the time constant setting of a SR530 lock-in
amplifier.
10. GetTimeConstant5206.m : Retrieves the time constant setting of a EG&G 5206
lock-in amplifier.
11. GetLPSlope5206.m : Retrieves the low-pass filer slope of a EG&G 5206 lock-in
amplifier.
12. GetSensitivity5206.m : Retrieves the sensitivity of a EG&G 5206 lock-in amplifier.
APPENDIX B. LIST OF PROGRAMS
169
13. GetReserveMode5206.m : Retrieves the reserve mode of a EG&G 5206 lock-in
amplifier.
14. GetPhaseShift5206.m : Retrieves the phase shift of a EG&G 5206 lock-in amplifier.
15. SetSensitivity5206.m : Sets the sensitivity of a EG&G 5206 lock-in amplifier.
16. SetTimeConstant5206.m : Sets the time constant of a EG&G 5206 lock-in amplifier.
17. SetLockinAuxOut.m : Set the DC voltage on any of the aux out connectors on
an SR830 or SR850 lock-in amplifier.
18. SetCurrentKeithley220.m : Sets the desired current on a Keithley 200 current
source.
19. OperateKeithley220.m : Turns ON and OFF the current on a Keithley 220
current source.
20. SlowMagnetSweepLockin.m : Sweeps the magnet slowly while recording readings from two independent lock-in amplifiers.
21. SpecificFieldLockin2.m : Sweeps the magnetic field to specific values and records
readings from three lock-in amplifiers at each value (designed for four-wires
measurements). This program contains an option to wait at each value of
APPENDIX B. LIST OF PROGRAMS
170
the magnetic field for the temperature to stabilize in a specified range so that
measurements at an almost constant temperature may be taken.
22. SpecificFieldLockin 2WireMagnetoresistanceVersion.m : Similar to
SpecificFieldLockin2.m except designed for two-wires measurements only.
23. StartMagnetSweep.m : Used to zero the magnet or sweep the magnetic field
over a specified range at a specified rate using the Cryomagnetics CS4-10V [82]
magnet power supply.
24. QuickMagnetSweep.m : Used to sweep the magnetic field to a new value using
the Cryomagnetics CS4-10V [82] magnet power supply.
25. ReadMagnetField.m : Retrieves the magnetic field strength from Cryomagnetics
CS4-10V [82] magnet power supply.
26. Illuminate.m : Increases the voltage applied to a LED circuit until current passes
a certain threshold, and then makes several pulses of light of specified duration,
waiting for the specified relaxation time in between pulses. The program reads
from one lock-in amplifier to record longitudinal resistance in a Hall bar and
one multimeter to record the current through the LED.
27. Current vs Voltage 2.vi : Sweeps the current of a Keithley current source from
the specified range and records the voltage obtained from a HP multimeter.
Used for testing ohmic contacts.
APPENDIX B. LIST OF PROGRAMS
171
28. GetNoiseSpectrum.vi : Records the FFT spectrum from a SR725 signal analyzer
and allows the user to save it to a file. Used for tracking down and eliminating
noise sources.
Appendix C
1DPoisson Input Files
Heterostructure :
surface
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
AlGaAs
substrate
schottky=0.6 v1
t=5nm
t=30nm
Nd=0
t=2nm
Nd=1.5e19
t=40nm
Nd=0
t=10nm
t=40nm
Nd=0
t=2nm
Nd=1.5e19
t=30nm
Nd=0
t=5nm
t=600nm
Na=0
x=.3
x=.3
x=.3
x=.3
x=.3
x=.3
x=.7
v1
0.0
v2
0.0
schrodingerstart=0
schrodingerstop=164nm
temp=1K
dy=4
maxiterations=500
172
173
APPENDIX C. 1DPOISSON INPUT FILES
Suspended heterostructure :
surface
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
substrate
schottky=0.6 v1
t=5nm
Nd=0
t=30nm
Nd=0
t=2nm
Nd=1.5e19
t=40nm
Nd=0
t=10nm
t=40nm
Nd=0
t=2nm
Nd=1.5e19
t=30nm
Nd=0
t=5nm
Nd=0
schottky=0.47 v2
x=.3
x=.3
x=.3
x=.3
x=.3
x=.3
v1
0.0
v2
0.0
schrodingerstart=0
schrodingerstop=164nm
temp=1K
dy=4
maxiterations=500
Redesigned heterostructure :
surface
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
AlGaAs
AlGaAs
AlGaAs
AlGaAs
substrate
schottky=0.6 v1
t=5nm
t=30nm
Nd=0
t=2nm
Nd=1e19
t=40nm
Nd=0
t=20nm
t=40nm
Nd=0
t=2nm
Nd=1e19
t=35nm
Nd=0
t=1000nm Na=0
v1
0.0
v2
0.0
schrodingerstart=0
schrodingerstop=174nm
temp=1K
x=.3
x=.3
x=.3
x=.3
x=.3
x=.3
x=.7
APPENDIX C. 1DPOISSON INPUT FILES
dy=4
maxiterations=500
Suspended redesigned heterostructure :
surface
GaAs
AlGaAs
AlGaAs
AlGaAs
GaAs
AlGaAs
AlGaAs
AlGaAs
substrate
schottky=0.6 v1
t=5nm
t=30nm
Nd=0
t=2nm
Nd=1e19
t=40nm
Nd=0
t=20nm
t=40nm
Nd=0
t=2nm
Nd=1e19
t=35nm
Nd=0
schottky=0.72 v2
v1
0.0
v2
0.0
schrodingerstart=0
schrodingerstop=174nm
temp=1K
dy=4
maxiterations=1000
x=.3
x=.3
x=.3
x=.3
x=.3
x=.3
174
Appendix D
Health and Safety Issues
With the use of powerful chemicals comes a risk for injury or even death. Hence, when
using the fabrication procedures just described there are several safety precautions
one must take. Here are some general guidelines:
• Read the MSDS for every chemical you are using. Pay attention specifically to
the protective equipment needed, first aid and disposal sections.
• Work in a well-ventilated area (we used a fume hood).
• When working with developers, isopropanol, acetone and deionized water under
a fume hood, the use of clean room gloves and safety glasses is sufficient. However when working with acids, bases, oxidizing agents or any other dangerous
chemicals, full gowning with chemical-resistant clothing is required, as is the
wearing of tri-polymer gloves. A full face shield can also be used as a better
175
APPENDIX D. HEALTH AND SAFETY ISSUES
176
choice than safety glasses.
• HF-specific safety issues:
1. Have a tube of calcium gluconate ready for application on skin burns, which
may not be felt immediately and yet can cause great harm. HF will react
with the calcium in bones and bloodstream if splashed on skin, causing
hypocalcemia and possibly cardiac arrest. The calcium gluconate minimizes this by reacting with most of the HF when applied after thorough
rinsing of the exposed skin.
2. This is true for all acids, but relevant here also : when diluting, add acid
to water to avoid an accidental acid splash.
3. Rinse all beakers, tweezers, etc. at least twice after contact with HF.
• Always identify beakers, source containers and waste containers with their contents.
• Don’t dispose of chemicals down the water drain.
• Finally, use common sense, and think before you act.