Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Citric acid cycle wikipedia , lookup
Butyric acid wikipedia , lookup
Peptide synthesis wikipedia , lookup
Proteolysis wikipedia , lookup
Fatty acid metabolism wikipedia , lookup
Fatty acid synthesis wikipedia , lookup
Genetic code wikipedia , lookup
Amino acid synthesis wikipedia , lookup
Biochemistry wikipedia , lookup
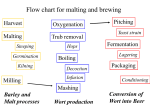
100% Barley Brewing Made Possible David Maradyn Novozymes North America Franklinton, NC, USA MBAA-RMD Technical Summit Fort Collins, CO Friday June 25, 2010 Agenda Introduction and History Ondea Pro Concept Components of Ondea Pro Barley Considerations Amino Acid and FAN Filtration Milling Lautering Flavor North American Experience Conclusions Q&A Introduction Brewing with increased amount barley is primarily driven by the lower cost of barley compared with malt Other drivers includes Reduction of the CO2 emission Use of local raw materials Barley is usually added by mashing-in of a limited percentage of barley, up to 30% The Novozymes Ondea® Pro concept enables for brewing of 100% barley (or combinations between barley and adjuncts) where the resulting beer can be blended with other brews or be sold as is This presentation is focused on the enzymatic solution behind Ondea® Pro History Replacement of malted barley with enzymes and raw barley in the brewing process is not new … Concept has been under investigation for over 50 years In the early 1960’s researchers at Labatt Breweries of Canada studied the feasibility of adding protolytic and diastatic enzymes to raw cereal mash, such as unmalted barley or corn, to produce a brewers wort Claimed to produce an acceptable beer both analytically and organoleptically DENNIS. G.E . and QUITTENTON, R.C. U. S. Patent No. 3 ,081,172 (March 12, 1963) History A subsequent publication revealed that the enzymatically produced barley wort had issues compared to a traditional malted barley wort ◦ Lower total nitrogen and fermentable sugars Other issues ◦ Difficulty in milling raw barley to produce a proper particle size suitable for enzymatic hydrolysis ◦ Higher final diacetyl levels were found at end of fermentation ◦ Lower colloidal stability was found in the final product Conclusion that idea was still in development and needs further research LATTIMER. R.A.; LAKSHMINARAYANA, K.; QUIT-TENTON, R. and DENNIS, G.E. Inst Brew (Aust Section) Proc 9th Conv. 1966, pp. 111-16. Summary of the Ondea® Pro enzymatic solution for brewing with 100% unmalted barley The attenuation is ensured through a synergetic action between Endogenous action of the barley beta-amylase Exogenous added pullulanase and alpha-amylase The fermentable amino acids are provided by a synergistic action of Endogenous exo-peptidases An added protease Good lautering with a clear wort is provided by a combination of well adjusted mills and A filtration enzyme system including both beta-glucanase and xylanase components, and A lipase to ensure the wort clarity Mashing Profile Temperature 78-82 °C / 10 min 64 °C / 45-75 min 54 °C / 30 min Time The synergies between the enzymes are ensured through A three temperature step infusion mashing profile With a pH of 5.6-5.8 The pullulanase is the key for the attenuation performance of Ondea® Pro Starch is degraded by a synergetic action of the added pullulanase and alpha-amylase and the beta-amylase from barley Fermentable sugars Unique pullulanase Starch added glucose The main reason for the good performance of the chosen pullulanase is the temperature profile (stability) which fits the gelatinization temperature of barley well. Comparison of the temperature activity curves at pH 5 of three pullulanases maltose α-amylase added Barley β-amylase 120 Comparison of the amount of unfermentable dextrin (DP4+) of 3 pullulanases 100 Ondea Pro Pullulanase Pullulanase A 80 Pullulanase B Dose Ondea Pro Pullulanase Commercial pullulanase A Commercial Pullulanase B 0 30.7 30.7 30.7 17.5 g EP/T barley 17.1 20.1 27.5 Lab mashing trials. Ondea Pro is compared with 2 commercial pullulanases at equal dose in enzyme protein. DP 4+ measured by HPLC % of max activity The key is selection of the pullulanase 60 40 20 0 20 40 60 oC 80 The attenuation components provide a typical RDF but with a very high maltose content Novozymes Ondea® Pro gives a high maltose concentration A high RDF is ensured by a low amount of dextrins Ondea ® Pro at 2 kg/t barley gives around 70% RDF Maltose dominates the sugar profile Maltose conc in % Sugar profile Glucose 5.0 % Fructose 1.5 % Maltose > 60 % Maltotriose < 15 % Dextrins (DP4+) < 20 % Low glucose level leafs the opportunity to add syrup and still create a “maltose” profile Results from lab scale mashing trials Novozymes Ondea® Pro ensures processing also at higher gravities; but it takes a dosage adjustment or an extension of the 64°C saccharification rest High gravity reduces the level of saccharification due to product inhibition of the enzymes Ensuring the same level of saccharification at higher gravities Fermentable sugars (DP-1,2 and 3) measured after laboratory mashing trials with 2 kg Ondea® Pro per t barley and increasing gravity Either increase the Ondea® Pro dosage (demonstrated below), or Extend the 64°C saccharification rest The sugar profile is kept constant by increasing the amount of Ondea ® Pro. The increase in enzyme dose is plotted against gravity, defining the dose at gravity 1:5 as 100% Different barley qualities requires different enzymes dosages. Ondea® Pro has been tested on close to 100 different barley samples collected around the world (as of April 2010) It works on approx 95% of the tested varieties The few barley where it fails are not suited for malting The observed variation in generated FAN is well correlated to the protein content We observe some variation in needed enzyme dose to reach the target attenuation The reason for this variation is under investigation It is not correlated to the betaamylase content For each barley variety there is linear correlation between the enzyme dose and amount of non-fermentable dextrin’s Different barley varieties do therefore appear as straight lines when then the amount of non-fermentable dextrin’s is plotted against the enzyme dose Effect on DP4+ of different Ondea Pro dosages applied at two barley varaities % DP4+ 25 24 23 22 21 20 19 18 17 16 15 Barley A Barley B 1 1,2 1,4 1,6 1,8 2 kg Ondea Pro per t grist Laboratory mashing. Different dosages of Ondea® Pro was applied at standard 2 hours mashing with 45 min saccharification rest. The unfermentable dextrins (DP 4+) were measured by HPLC Synergy with barley peptidases provides good yeast performance Novozymes Ondea® Pro’s proteolytic component works in synergy with the endogenous enzymes from barley This is demonstrated by a comparison between the effect of Ondea® Pro on barley with and without inactivation of the endogenous enzymes. Barley wort needs only 9 mg FAN/l/Plato to secure a good fermentation The effect of the synergy with endogenous enzymes is demonstrated by a comparison between a mashes at 50 °C with and without a pre-inactivation of the endogenous proteolytic enzymes by a heat treatment at 75°C for 30 minutes Barley wort produced with Novozymes Ondea® Pro has significantly higher amount of fast absorption amino acids The amino acids are often divided into 4 groups according to their absorption by the yeast cell The amino acid profile from 100% barley wort differs from malt wort The barley wort contains relatively more of the easy fermentable amino acids (Groups A and B) and relatively less of the less fermentable amino acids (Groups C and D) - especially proline This explains the good fermentability of the barley wort, despite the lower FAN than found in malt wort Having an amino acid profile more suitable for the yeast leads to less amino acid based Strecker aldehydes - and in turn improved flavor stability! Relative amino acid compositions of malt and barley worts according to the amino acid fermentability groups Average of 10 barley samples with the malt from the corresponding barley Group A Fast absorption Glutamic acid Aspartic acid Asparagine Glutamine Serine Threonine Lysine Arginine Group B Intermediate absorption Valine Methionine Leucine Isoleucine Histidine Group C Slow absorption Glycine Phenylalanine Tyrosine Tryptophan Alanine Group D Little or no absorption Proline FAN level and FAA profile of barley and malt wort in pilot and industrial scale Pilot trial 8 hl FAN (12 %) mg/l FAA Composition Group A Group B Group C Group D Industrial trial Barley 114 43.4% 27.0% 20.6% 9.0% Malt 174 32.7% 21.7% 18.2% 27.3% 300 hl FAN (12 %) mg/l Barley 150 Malt 216 FAA Composition Group A Group B Group C Group D 38.8% 23.8% 23.6% 13.8% 30.1% 20.9% 21.1% 27.8% Amino acid profile and FAN level of barley (mashed with 2 kg/t Ondea ® Pro) and malt wort in pilot (8 hl) and industrial scale (300 hl). • Industrial barley trials showed a little higher proline content • 70% Group A and B FAA vs 54% Group A and B FAA Pilot barley vs malt worts • 63% Group A and B FAA vs 51% Group A and B FAA Industrial barley vs malt worts 100 % barley wort shows comparable fermentation performance with less FAN • • • • The FAN recommendations for malt brews are 120-220 mg/l (at 12 oP) or 10-18 mg/l/Plato The FAN from 100% barley wort is lower; 108-170 ml/l (at 12 oP) or 9-14 mg/l/Plato The barley worts have good fermentability This leads to less unfermented FAN at the end of the fermentation Lab fermentation of 12% malt wort and barley wort (made with Novozymes Ondea® Pro). Fermentation temperature 12 °C, Yeast strain W34/70 100% Barley Beer have a better amino acid profile for yeast growth that leads to less formation of Strecker aldehydes (aroma components in wort and beer) Amino Acid Strecker Aldehydes Flavor Methionine Methional Potato Phenylalanine Phenylacetaldehyde Sweet, green, floral Leucine 3-Methylbutanal Malty, burnt Isoleucine 2-Methylbutanal Malty Wort aroma components from trials in µg/kg Pilot Plant (8 hl) Barley Malt Industrial Scale (300 hl) Barley Malt 3-Methylbutanal 31 115 99 230 2-Methylbutanal 11 51 38 110 Methional 13 12 19 93 Phenylacetaldehyde 56 142 85 174 109 325 245 607 Total Strecker aldehydes The filtration and extract component ensures low wort viscosity and high extract yields Increasing the barley inclusion in mashing leads to an increased viscosity This cannot be solved by traditional filtration enzymes The filtration system in Ondea® Pro keeps the viscosity low even for 100% barley, though a combination of A beta-glucanase A viscosity reducing xylanase The filtration enzyme also ensures a good extract yield Evaluated by low Extractable Extract in spent grain The wort viscosity from lab scale mashing trials was measured at different barley inclusion levels with and without addition of Novozymes Ondea® Pro The turbidity reducing component ensures low turbidity and facilitates lautering The resulting free fatty acids from the lipase action in the mash are at the same level as malt with an similar or lower amount of lipid oxidation product Barley wort (without use of the lipase in Ondea® Pro) has very high turbidity and is very difficult to lauter The lipase in Ondea® Pro reduces the turbidity of the wort to well under the guideline of 80 NTU (20 EBC unit) Lipase added to laboratory mashing. The turbidity was measured after filtration/lautering The lipase releases fatty acids similar to the level found in malt based mashing Less lipid oxidation products are found in the barley beer, likely because there is a lower level of fatty acid in the beginning of mashing where the LOX is active and oxygen are present Laboratory mashing. The amount of free fatty acids before lautering was measured by HPLC Barley milling in combination with lauter tun and mash filter Mashfilter in combination with hammer mill The fine grist of the hammer mill is preferable for the enzyme system The wort separation procedure needs no changes. Filtration speed and turbidity showed the same or improved performances when compared with all malt brews. Lauter tun in combination with roller mill A barley kernel is less friable, and the endosperm is more closely connected to the husk – compared to malt Milling barley with the same roller setup used for malt will yield a much more coarse grist composition The finest possible grist composition is needed Six and four roller mills are preferable However, successful industrial trials have been completed with two roller mills Optimized barley milling showed the following: Optimized barley grist composition Barley Malt Sieve 1 25 -30% (18%) Sieve 2 15-20% (8%) Sieve 3 33-40% (33%) Sieve 4 10-15% (21%) Sieve 5 2-5% (10%) Bottom 8-12% (11%) Flavor of 100% Barley Beer The concept has been tested in a number of pilot and production brews globally The majority of products produced were good-tasting beers – no defects The resulting sensory profiles have been different reflecting the brewmaster’s optimization The barley beer taste can be optimized to resemble taste of a malt based beer Flavour Characteristics Mouthfeel - Overall Score Intensity 5 Overall Score * 6 5 4 3 2 1 0 4 3 2 Malty/Grainy * Aftertaste * Sulphury 1 0 Fruity Mouthfullness Estery Malt Barley Sweetness * Bitterness Malt Sensory panel comparison of a malt and a similar barley based pilsner Taste panel executed by: Centre for Malting and Brewing Science at K.U.Leuven Barley North American Experience Industrial trials in North America have been limited to date since product Ondea Pro launch in fall 2009 One successful trial completed in US High-maltose/low-glucose wort obtained No lautering issues Low viscosity wort produced: similar beta-glucans, 80% lower arabinoxylans than in comparable 100% malt wort Areas of attention Milling: further optimization should have been done, as the grist we obtained was coarser than we desired Mashing: grist:water ratio, continuous stirring of the mash is absolutely critical Lautering: bed is not as compact as when using 100% malt – first wort ran off very quickly, no need to rake as deep Whirlpool: trub is not as compact as with 100% malt wort North American Experience 100% unmalted barley beer prototypes Two sets of Ondea Pro beers have been produced in North America in 2010 and presented at two brewing conferences Craft Brewers Conference, Chicago IL, April 2010 American Pale Ale ASBC MBAA Brewing Summit, Providence RI, June 2010 Irish Stout IPA Helles All beers were very well received by conference participants Ondea Pro is one more tool at the brewmasters disposal for the creation of an interesting array of beers Conclusions A enzyme solution – Ondea Pro - and process have been developed to enable the brewing of great-tasting beer with 100% unmalted barley with existing brewing equipment Ondea Pro works in synergy with the endogenous enzymes from barley The special pullulanase found in Ondea Pro is essential for the attenuation performance Ondea Pro yields a wort with a relatively high maltose content (> 60%) The amino acid composition of 100% unmalted barley wort differs from malt based wort – higher group A and B amino acids and lower proline content The lauter tun performance is ensured through the enzyme system, milling adjustment and lauter tun management Flavor of 100% unmalted barley beer is similar to 100% malted barley beer THANK-YOU for your ATTENTION Q&A