Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
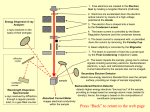
Electron beam machining (EBM) – MM461 Dr. Dermot Brabazon Sch. Of Mech. and Manu. Eng. Dublin City University EBM -Introduction Electrons generated in a vacuum chamber Similar to cathode ray tube EBM – main elements of m/c EBM – main elements 10-4 torr Electron gun Cathode - tungsten filament at 2500 – 3000 degC Emission current – between 25 and 100mA (a measure of electron beam density) Electron beam Emmision current increases with increases in temperature and accelerating voltage (kV). It is also dependent on cathode material. Electrons are focused by the field formed by the grid cup and by a magnetic or electrostatic lens system. Material removal Electrons therfore hit workpiece in a well defined manner, over a circular area typically 0.025 mm in diameter. Kinetic energy of the electrons is rapidly translated into heat, causing a correspondingly rapid increase in the temperature of the workpiece, to well above its boiling point. Material removal by evaporation then occurs. Power densities of 1.55 MW/mm2. Welding / Automation The elements of the EBM centre can also be use for welding and can be automated with the addiation of moving tables or robotic manipulators. Emission current Je = AT2 exp(-b/kT) 1 Je = 2.33E-6 (Va3/2 / dac2 ) 2 Ie = KVa3/2 3 Je = Ie / Ae 4 Material removal In the region where the beam of electrons meet the workpiece, their energy is converted into heat Workpiece surface is melted by a combination of electron pressure and surface tension Melted liquid is rapidly ejected and vaporized to effect material removal Temperature of the workpiece specimen outside the region being machined is reduced by pulsing the electron beam (10kHz or less) Theory Ep = VoIetp 1 fp = 1/( tp+ ti) 2 w = IeV/Ae 3 Advantages Large depth-to-width ratio of material penetrated by the beam with applications of very fine hole drilling becoming feasible There is a minimum number of pulses ne associated with an optimum accelerating voltage. In practice the number of pulses to produce a given hole depth is usually found to decrease with increase in accelerating voltage. Hole formed in an alloy steel after a single pulse of EBM Kaczmarek, 1976 Rates of material removal (power 1kW) Material Volumetric removal rate (mm3 s-1) Tungsten 1.5 Aluminium 3.9 (Adapted from Bellows, 1976) Limit of accelerating voltage Increasing the hole depth requires a much greater rise in the number of pulses at low voltage, due mainly to a relative rise in heat losses resulting from conduction and melting of the adjacent metal layers. For a given number of pulses little improvement in material removal rate is obtained from increasing the accelerating voltage above 120 kV. Surface roughness Depends on material being machined Pitting is common – depends on thermal properties of material and pulse energy Ra increases from 5-10m to 8-15m have been reported in nickel, tungsten and gold for an increase in pulse charge from 10E-9 to 200E-9 As. Heat affected zone Microstructure of the surface layer around the hole can be severly altered by the EBM process (e.g. the formation of an amorphous white layer in steels) This layer increases with pulse duration and hole diameter. Can be as much as 0.25 mm Applications of EBM 1. Drilling 2. Perforating of sheet 3. Pattern generation (associated with integrated circuit fabrication) Drilling Electron beam machines are fitted with systems for numerically controlling the beam power, focus and pulse duration, and mechanical motion Cylindrical and other configurations, such as conical and barrel shaped holes, of various diameters can now be drilled with consistent accuracy at rates of several thousand holes per second. Perforation Usually lined with an auxiliary material The electron beam first penetrates through the sheet forming a vapour channel within the fused material, and then enters the auxiliary lining. An eruption of vapour occurs, causing ejection of molten material. Perforation 104 to 105 holes per second have to be produced (s pules needed) Ceramic and syntethic filter material applications (e.g 620 holes/mm2) Pattern generation The beam is positioned accurately by means of deflection coils at the location where a pattern is to be written, by exposing a film of electron resist coated on either a chrome mask blank or a wafer, for the production of the lithographic definition required. Resist film is immersed in the developer, usually a solvent. Due to the difference in solubility between the original and exposed resist polymers, differential material removal occurs. A fine pattern of polymer is thus obtained. This pattern is then used as an active mask to avoid unwanted etching of the integrated circuit mask or wafer . Pattern generation Line widths of a few hundred Ǻ Writing speed 20 MHz Across a 125mm mask an accuracy of 0.125m can be achieved in about 60 minutes.