Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
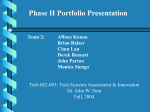
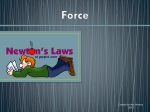
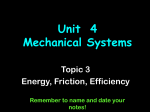
FRICTION STIR WELDING Introduction Welding using friction as the major resource No filler material involved Welds created by, a) Frictional heating b) Mechanical deformation History Invented by TWI in 1991 in England 28 organizations worldwide use FSW Friction Welding Heat from mechanical energy conversion Linear friction welding Rotary friction welding Friction Stir Welding Sufficient downward force to maintain pressure and to create friction heat Shoulder which creates friction heat and welding pressure Probe which Stir the material Rotating probe provides friction heat and pressure which joins the material Sufficient downward force to maintain pressure and to create friction heat Microstructure Analysis A. Unaffected material B. Heat affected zone (HAZ) C. Thermo-mechanically affected zone (TMAZ) D. Weld nugget (Part of thermo-mechanically affected zone) Microstructure analysis Optical micrographs of regions (a), (b) and (c) of the stir nugget. Joint Geometries It can be used in all positions, Horizontal Vertical Overhead Orbital Material Suitability Copper and its alloys Lead Titanium and its alloys Magnesium alloys Zinc Plastics Mild steel Stainless steel Nickel alloys Welding Steel using FSW Tools Parameters Common Tools Self Reacting Pin Tool Adjustable Pin Tool Fixed Pin Tool Retractable Pin Tool Some of the FSW Machines ESAB SuperStir TM machine FW28 ESAB Machine Advantages Diverse materials: Welds a wide range of alloys, including previously un-weldable (and possibly composite materials) Durable joints: Provides twice the fatigue resistance of fusion welds. Versatile welds: Welds in all positions and creates straight or complex-shape welds Retained material properties: Minimizes material distortion Safe operation: Does not create hazards such as welding fumes, radiation, high voltage, liquid metals, or arcing No keyholes: Pin is retracted automatically at end of weld Tapered-thickness weld joints: Pin maintains full penetration Comparison with other joining processes FSW vs Fusion Welding » Improved Mechanical Properties » Reduced Distortion » Reduced Defect Rate » Parent Metal Chemistry » Simplifies Dissimilar Alloy Welding » Fewer Process Variables » Eliminates Consumables » Reduces Health Hazard FSW vsRivetting » Reduced Part Count » Reduced Production Time » Reduced Defect Rates » Increase in Load Carrying Capability» Improved Fracture Performance » Eliminates Consumables » Less Operator Dependent Disadvantages Work pieces must be rigidly clamped Backing bar required (except where self-reacting tool or directly opposed tools are used) Keyhole at the end of each weld Cannot make joints which required metal deposition (e.g. fillet welds) Barriers for FSW Special clamping system necessary Only for simple joint geometries (e.g. butt joint) License required from TWI Few applications in the construction industry Corrosion protection is needed Future Developments Laser-assisted friction stir welding Possible use of induction coil and other mechanism Conclusion An alternative to fusion welding Advanced technologies are in the offing THANK YOU