Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
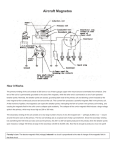
METASEARCH III DELUXE MB595 WARNING Saflec Equipment can be disturbed by Electro-magnetic Fields. However, Saflec Equipment will detect Metal in all circumstances. METASEARCH III DELUXE MB696 INDEX (A) SECTION 1 Description of use in Industrial Detectors 1.1 Features 1.2 Scope of Equipment 1.3 Search Coils 1.4 Technical Data 1.5 Indications 1.6 Installations of Search Coils 1.7 Installation of the Junction Box 1.8 Installation of the Control Unit 1.9 Cable Connection 1.10 Connection of the Control Unit SECTION 2 Optional Features SECTION 3 Mechanical Layout and Mounting 3.1 SECTION 4 Unit Dimensions Commissioning of the Industrial Metal Detectors 4.1 Setting the Sensitivity 4.2 Setting the Belt Splice Unit SECTION 5 APPENDIX Trouble Shooting 2 MB595 METAL DETECTOR This Manual describes the operation if the MB595 Universal Metal Detector Card which, is used in Industrial applications. A) SECTION 1 Description of use in Industrial Detectors The MB595 is mounted in a sturdy Polyester Enclosure with guarded access to the Terminal connections and High Voltage connections. The Electronic Controller is used in conjunction with our range of Industrial Search Coils and a Junction Box for connection to the Coils. Coils are selected on various criteria such as Conveyor Belt size, size of Metal required to be detected, convenience of mounting, etc. The Search Coil or Coils form the Sensing Device of the Detector and form the inductive element in a tuned Oscillator Circuit. The operation of the Detector is based on the fact that the Q-factor in a tuned Circuit is changed when a Metallic object passes in the vicinity of, or through the Coil. The Detector then senses the change in the Q-factor. An Oscillator in the Control Unit generates Electrical Oscillations in the Resonance circuit with an amplitude dependant on the Q-factor. The amplitude is normally kept constant by a delayed response time, as well as the Auto-balance circuitry. If a Metallic object moves into or out of the Detector Coil with sufficient speed, the amplitude Control circuit and Auto-balance circuitry do not have time to compensate for the change in amplitude. A transient change in the amplitude of Oscillation is then obtained which is sensed and amplified, which actuates a level of Detection circuit driving the Output Relay. The Relay has a voltage free change over contact which can be used for giving an Alarm, a stop impulse for the Conveyor Belt, activating a Reject System or Powder Marker. 1.1 FEATURES A) B) C) D) E) F) G) H) I) Single Board construction Auto-balance Facility to accept the signal from a Belt Splice pick-up 220 volt / 110 volt Supply Voltage Ability to operate in either an instantaneous Trip Mode or require a Reset Signal Ability to be bypassed by moving a P.C. Board link Fault indicator with interlock High / Low range of sensitivity Interlock in fault condition 3 1.2 SCOPE OF EQUIPMENT The complete Detector equipment consists of the following parts:A) B) C) D) 1.2 An enclosed Control Unit with attached 10m Signal Cable A Junction Box One or two Search Coils designed according to the order specification and provided with Signal Cable of 1m length Where Belt Splice Detection is specified, an induction pick-up SEARCH COILS A comprehensive range of types and sizes of Search Coils are available for use with this Detector. All the Coils are housed in a fiberglass housing which is robust as well as being light and relatively easy to keep clean. There are two basic types of Search Coils, these being the Standard Coil, primarily designed for passing the Conveyor or Material through the loop, and the Undersearch Coil for mounting below the Conveyor Belt. The minimum size of Metal, which can be detected is directly proportional to the size of the Detector Coil. Thus a certain size Metal may be detectable in, say a Coil designed for a 600mm wide Belt, will not be detectable in a Coil for a 1200mm wide Belt. Sensitivity to Metal is usually specified in the form of a ball shaped object, either ferrous or nonferrous. This is because articles of non-uniform shape have, what is called an orientation effect. A long narrow object will have one sensitivity level when passing along in its long dimension axis, and another sensitivity level when passing in other orientations. If orientation is likely to be a problem, it is advisable to advise the factory, as certain techniques are available to help overcome this problem. The decision as to which type of Coil to employ revolves around maximum sensitivity and convenience of installation. The best sensitivity is obtained by passing the Belt through the Coil, but if maximum sensitivity is not a requirement and cutting the Conveyor Belt is a problem, it is more convenient to use the Undersearch System. A table of the dimensions of the various Coils is given below: Please note that these are the standard range of Coils. Special designs and shapes can be supplied on request. 4 DIAGRAM 1 Search Head Dimensions METASEARCH 111 1.4) TECHNICAL DATA. A) SUPPLY VOLTAGE 220 volt +- 5% 50/60 Hz 110 volt +- 5% 50.60 Hz B) POWER CONSUMPTION. 5.5 VA 5 C) SENSITIVITY. Dependant on coil size, type of metal (ferrous or non-ferrous)etc. It is advisable to check with the factory at time of order to obtain an accurate minimum size of metal to be detected for a certain installation. A rule of thumb for the diameter of a ferrous ball approximately 0.5% of the circumference of the coil in question. This is for a standard coil. For the undersearch, factors such as burden height enter the equation, but a 50% reduction in sensitivity over that achievable with a standard coil should be expected in most installations. D) TRANSPORT SPEED OF OBJECTS TO BE DETECTED. 0.2 – 10m/sec E) CONTACT DATA OF TRIP RELAY. Max system voltage: Max continuous load : Max power rating: Operate/release time: Mechanical life: F) 220 V.A.C 250 V.D.C 2A 250 VA 5/3 ms 2 x 10 the power of 7 OPS AMBIENT TEMPERATURE. 0 TO +40 degrees C G) ENCLOSURE PROTECTION. IP66 1.5 INDICATIONS. The diagram below shows the face plate of the MB595. The detector is known as the Metasearch III . 6 A) SENSITIVITY. The potentiometer control on the left is for sensitivity adjustment. The detector is provided with a selector link for ranges of sensitivity , high and low. The selector link (J7) is located midway on the right hand side between the face plate and mains transformer. The link is marked high and low and is changed by simply removing the push-on section and replacing it in the appropriate position. If the link is removed altogether, the detector will be the high sensitivity condition. The sensitivity can be varied within each range means of the potentiometer marked “ sensitivity”. The ranges overlap each other to some extent. For industrial applications, experience shows that low sensitivity is generally required. B) BELT SPLICE TIME. The potentiometer control on the right is for belt splice time. This is only operational if a belt splice pick-up is connected to terminals 2 and 3 of the main terminal block. The blue wire goes to 3 and the Brown to 2. If the grey pick up is used, the connections are to Terminals 1,2 and 3. (Red to 1, Green to 2 and blue to 3) In addition, the link (bottom left) associated with the splice pick-up on the P.C. Board should be in the “IN” position. If no pick-up is fitted or needed, the link should be in the “OUT” position. All the links (3) marked either PH/SP or photocell / splice, should be in the SP or splice position. Once the links are in the correct positions and the pick-up wired and mounted as described elsewhere in this manual, the splice time is set by means of the potentiometer as described below:When the belt splice detector detects the belt splice, the splice timer inhibits the trip relay in the Metasearch III for a period equal or slightly longer than the time taken by the belt splice to move from belt splice pick-up through the field of the metal detector coil. After the splice moves out of the detection field the timer period should expire, and the detector returns to normal duties. C) POWER L.E.D This led is lit when power is connected, the protection fuse functional and the power supply of the unit is healthy. 7 D) TRIP L.E.D. This led is lit whenever metal is detected. It will remain lit when latch is selected until the unit is reset. The trip light does not show during the belt splice time or when the Metasearch is in bypass mode. When the unit is in reset mode the trip light flashes as the metal is detected. E) BALANCE L.E.D The metasearch III is fitted with a circuit called auto-balance which automatically tunes out the fixed metal in the vicinity of the search coil and makes fine adjustments should the fixed metal change for any reason. When the unit is first switched on, the power, balance and fault lights glow. The unit will now start balancing. As the unit approaches working range, first the fault light and shortly after the balance light will extinguish. This means that the detector has reached it’s operating points. Should the fault or balance light not go out after say, 15 seconds, check the connections to the search coil. Another reason for the unit not balancing could be that there is too much metal, too close to the search coil. F) FAULT L.E.D. Should the unit fail for any reason, this light will glow. It will usually be accompanied by the balance light as well, which means the unit is trying to reach balance condition. G) SPLICE L.E.D. This light will glow from the time the belt splice is sensed until the end of the belt splice inhibit period, which is set by the belt splice time potentiometer. If the belt splice is not fitted and the link associated with it is in the correct position, the light may glow momentarily on first application of power and then extinguish. NOTE If no belt splice is fitted, the link on the bottom left hand side marked in/out should be in the OUT position for the unit to operate correctly. 8 1.6 INSTALLATION OF SEARCH COILS GENERAL RULES NOTE A carefully chosen location and careful installation of the search coil/search coils is of utmost importance for the proper operation of the metal detector. The coils are mechanically very robust, but vibrations and shocks can give false indications especially if high sensitivity is desired. The detector indicates the presence of moving metal particles in the magnetic field of the search coil, but is insensitive to stationery metal objects. Very large fixed metallic objects or smaller moving objects must be mounted outside the magnetic field of the search coil. All the coils are supplied with a provision for fitting mounting brackets and in the majority of cases the brackets are fitted to the conveyor belt stringers. A rule of thumb for all coils is that fixed metal other than the stringer should be no closer than 300mm from the nearest edge of the coil. In some cases it may be necessary to remove an idler to achieve this. It is also sometimes necessary to cut away solid metal plating under the belt which might effect the operation of the metal detector. NOTE Do not lift the search coils by the cable connections. A) SEARCH COIL LOCATION Depending on the application there are three alternatives for the location of the search coil with respect to the conveyer belt: i The belt passes through a search coil. ii The belt passes between two search coils. iii The belt passes above or under a search coil. The various alternative do not give the same maximum sensitivity. i) THE BELT PASSES THROUGH THE COIL This provides the greatest sensitivity. This, however, presupposes that the belt can be cut and threaded through the coil and thereafter joined by vulcanizing. A metal joint cannot be permitted, unless a belt splice detector is utilized. The mounting alternative is suitable for the following cases: For conveyor belts with a low load profile. When high sensitivity is desired. For high speed conveyors. ii) THE BELT PASSES ABOVE OR UNDER A SEARCH COIL Here no cutting of the belt is required during installation. This alternative is suitable in the following cases: When it is not possible to cut or join the belt by vulcanizing on site. For flat conveyor belts when a high profile is required. 9 The sensitivity in the zone between the search coils decreases with increasing distance between two coils. The distance should be kept to a minimum for best results. When two search coils are connected, the relative connection is important as the coils either assist one another or oppose one another. It will be noted that each coil has a flat and rounded edge. When two coils are mounted, keep the flat edge of both coils either to the bottom or both flat edges to the top. The connections to the junction box should then be as shown in the diagram for junction box installation. It is best to do tests with this type of installation by passing a relatively small metal object through the center line between the two coils. The greatest sensitivity will be achieved with the correct “phasing”. If the results are not achieved, either one coil can be physically rotated (flat edge where round edge was previously) or the connections (red/blue) of one coil swopped. iii) THE BELT PASSES ABOVE OR UNDER A SEARCH COIL The coil mounted above the burden is not a normal or common type of installation and is usually reserved for cases where for physical reasons, it is impractical to mount the coil below the belt and high sensitivity is not a requirement. A more common installation is the coil mounted below the belt. (standard coils for flat belts and undersearch range for throughed belts). Great care must be taken when fitting a coil in a horizontal position under a conveyor belt, and the following points must be carefully examined for suitability. 1.7 1) A conveyor sometimes has a steel bed on which the idlers are mounted and when a coil is mounted horizontally this bed often detunes the coil due to the large area it presents. When this occurs a section of the steel bed, approximately 1 meter, should be cut out. 2) The idlers must be moved apart, or simply removed to allow a gap of 500mm between the edge of the coil and the nearest idler. 3) The undersearch is supplied with two aluminium mounting brackets. When fixing this to a steel structure, this sometimes forms an electrical conductive loop which acts as a secondary of a transformer and prevents the detector from oscillating. It is therefore preferable to mount the undersearch on insulating material or use nonmetallic mounting bolts. INTALLATION OF THE JUNCTION BOX The junction box should be mounted as near to the search coil as possible without affecting the magnetic field of the search coil. It should be mounted in such a position as to minimize the exposure to moisture and dust. 10 The junction box should be connected as shown below. 1.8 INSTALLATION OF THE CONTROL UNIT The control unit should be mounted at a station which is vibration free, dust proof, and be protected from direct sun and rain. The signal cable which is wired between the control unit and the junction box is normally 10m long – it may be shortened if necessary but must never be extended by jointing. If a signal cable requires to be in excess of 10m please specify the length required when ordering the metal detector. 1.9 CABLE CONNECTIONS The signal cable between the junction box and the control unit must not be laid in parallel with current-carrying cables. This applies especially to cables carrying considerable varying current’s. Lay the signal cable carefully so that vibrations etc, do not give rise to false indications or cause a break in the cable. 1.10 CONNECTION OF THE CONTROL UNIT MAINS CONNECTION The Metasearch III is designed for connection to 220/110 volt 50/60 Hz. If several supplies are available, choose the supply with the smallest voltage variations and the lowest noise level. Be mindful of the voltage variations which arise when switching large powers, for example, large motors and furnaces. Electrical noise can be generated by circuit breakers, high frequency furnaces, welders, etc. Connect the supply to the terminal block on the lower right of the MB595 marked live, neutral and earth. Ensure that the voltage election links are in the position suitable for the supply to be used. The links are situated between the transformer and the terminal block. Both links should be on the left to center position horizontally for 220 volts and both links on the right to center horizontally for 110 volt. 11 CONNECTION OF THE TRIP RELAY This relay has one contact which is closed during normal operation and opened instantaneously when a metallic object is detected (terminal COM and N/C) . The data of the relay contact, is given in section 1.4. If the relay works relatively frequently, the load current should be chosen well below the maximum values given, in order to get the maximum life from the relay. Only contactor coils, signal lamps and auxiliary devices such as powder markers may be connected to the relay contacts. If the normally open contact is required the connections are marked COM and N/O. When the unit is in a fault condition, the relay contacts remain permanently in the trip condition until the unit is either bypassed or returned to an operational state. A drawing showing typical conveyor interlocking is shown below. Auxiliary trip relay contacts, COM, N/O and N/C, which are voltage free, act as “hold on” contracts for the retention circuit in the starter. When the detector is triggered by metal the relay opens and immediately resets causing the solenoid coil in the conveyer starter to fall out and the conveyer to come to a halt. In order to bypass the unit such as when tests are being carried out, the link just above the relay, marked normal/bypass, should be changed to the bypass state. If it is required that the relay should latch once metal is detected, the link next to the normal/bypass link marked reset/latch should be in the latched position. The trip relay will then, once metal is detected, stay in the trip condition until the two terminal marked ext reset (4 and 5) are made with a push button or signal from a PLC etc. JUNCTION CARD TO MB595 CONNECTION With the coils connected to the junction card, the cable from the junction box should be connected to terminals 6,7,8 and 9 marked R.G.B.E for red, green, blue and earth. The corresponding terminals will be found on the junction card. 12 CONNECTION OF THE BELT SPLICE PICK-UP If a belt splice pick-up is supplied it is connected to terminals 2 and 3. The blue wire goes to 3 and the brown wire to 2. The grey spice pick up is supplied with 3 wires. Red to terminal 1, green to terminal 2 and blue to terminal 3. Ensure the link is then in the appropriate position as described in 1.5. If no belt splice is fitted the left hand bottom link must be in the out position for the unit to work correctly. SECTION 2 OPTIONAL FEATURES The Metasearch has the facility to control a number of devices dependant on the various installation circumstances. The trip relay can be utilized to operate powder markers, disc droppers, reject mechanisms as well as tripping the conveyor belts. It is also possible to construct purpose made coils for particular installations. SECTION 3 MECHANICAL LOYOUT AND MOUNTING 3.1 UNIT DIMENSIONS The dimensions of the Metasearch III control unit enclosure are shown in the diagram below: The dimensions of the various search coils are given in section 1.3 SEARCH COILS. 13 SECTION 4 COMMISSIONING OF THE METASEARCH METAL DETECTORS Installation and adjustment of the detector should be carried out by competent personnel. During normal operation the door of the control unit should be closed. When the power is applied, the unit will start “auto-balancing” This feature enables the detector to automatically tune out the fixed metal in the vicinity of the search coil. Once the balance light has extinguished, the reset push button must be pushed to enable the detector, to return to its operative condition. 4.1 SETTING THE SENSITIVITY The detector is provided with a selector link on the right hand edge midway between the face plate and transformer, for two ranges of sensitivity, high and low. The sensitivity can be varied within each range by means of the potentiometer. The two ranges overlap each other to some extent. For Industrial application, experience shows that low sensitivity is generally required. This also gives a more stable operation. If high sensitivity is required, move the link as indicated on the P.C. Board. In most cases indication is not desired for metallic particles below a certain size. The sensitivity can then be set in the following manner: a) Select two metal objects of different sizes. The small object is to represent the maximum particle size which is to be allowed to pass without being detected, while the larger object is to represent the smallest particle which must always be indicated. It is preferable that the objects have fairly uniform dimensions as long narrow objects will introduce another variable which is the orientation effect. b) Select the low sensitivity range and turn the potentiometer clockwise until the larger test object is only just indicated each time. Note the setting of the sensitivity. If no indication is obtained, repeat the test with the selection link in high range. c) Repeat the procedure with the smallest object. d) Now set the sensitivity knob midway between the two positions obtained above. NOTE The sensitivity of the detector is inversely proportional to the distance from the search coil surface. This means that the larger the metal object, the further away from the coil it will be indicated i.e. some distance before the object reaches the coil. Different types of metal also have various sensitivity levels i.e. ferrous and non-ferrous metals. 14 4.2 SETTING THE BELT SPLICE UNIT If a belt splice pick-up is to be used, refer to section 1.5 and ensure that the links are in the correct position. Make sure the pick-up wires are connected correctly The diagram below shows the theoretical positioning of the belt splice pick-up. The sensor for the belt splice detector should be mounted no further than 35mm from the top edge of the conveyor belt, to ensure that it detects the belt splice only and not metal amongst the burden/product. The position up stream from the metal detector coil, is dependant on the belt speed, and should be calculated as the distance traveled by the belt in 5 to 10 seconds. It is sometimes necessary to affix a metal plate to the belt, where the splice is situated, in a position aligned with the pick-up, to ensure the pick-up detects the splice or splices. If this installation is done correctly, the indicator showing splice should flash each time a splice is detected and stay on for a time adjustable by the splice time potentiometer. This time should be adjusted to allow the splice to just pass the metal detector coil. 15 SECTION 5 TROUBLE SHOOTING The metal detector has no moving parts except the trip relay and therefore requires little maintenance. The fault and balance lights on the front panel of the control unit should normally not be lit If both lights are on, it is possible this may be caused by the oscillator not working, which in turn normally has one of the following causes. A) A large metallic object, for example, a massive structure is located too close to the search coil B) The connections are incorrect. Check the connections in the connection box between the search coil. Disconnect the cable of the search coil at the junction box and check the resistance of the coil. C) A fault in the search coil. Disconnect the coble of the search coil at the junction box and check the resistance of the coil. The resistance of the coil (red and blue wires) should be approximately 0.9 OHM. The resistance from the coil wires to the screen should be infinite. D) A break in the signal cable between the control unit and the junction box. E) A fault in the electronics, in which case the unit should be returned to the factory for repair. The auto-balance facility can be bypassed for test purposes which would eliminate any faults caused by that part of the circuit. If the link marked test/balance is moved to the test position, the unit can be balanced manually by the potentiometer just above marked manual trim. This potentiometer should be turned until the fault light is extinguished. It is possible the balance light might remain lit in this condition but the unit is operable as long as the fault light is extinguished. This feature is only meant as a test facility and the detector should not be left in this condition indefinitely. All other tests are limited to checking the mains supply, supply fuse and D.C. voltages (+ and – 15 volt supplies are used). The Metasearch III is designed to be robust and reliable using the many years of experience acquired by Saflec (Pty) Ltd. If the unit is handled, treated and installed according to these instructions, the unit will provide many years of reliable service. 16 SECTION 6 INTALLATION AND CONNECTION OF OPTIONAL POWDER MARKERS In some Installations it is necessary to mark the position of the Metal for ease of location and extraction of unwanted Metal items. A Powder Marker is used for this purpose, A Hopper containing a Marking Medium such as Plastic Granules is mounted such what when a Solenoid is operated, a small amount of the Granules are deposited on the Conveyor Belt where the Metal is detected. The Solenoid is triggered from a Signal derived from the Metal Detector. An Auxiliary relay is used for this purpose. NOTE It is possible to trigger the Powder Marker directly form the Metal Detector Trip Contacts, but the Latch Circuit cannot be used in this instance or the Powder Marker would be emptied at each Detection. Diagrams at the back of this manual show the physical arrangement of the powder marker as well as the connections to the auxiliary relay, which is mounted in a separate plastic housing similar to the junction box. INSTALLATION OF THE POWDER MARKER The powder marker should be positioned down stream from the metal detector coil. The exact distance should be determined by means of experimentation before the final fixing position is determined. Various factors such as belt speed, solenoid delay time and to a certain extent, marking medium determine the distance from the coil.