Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
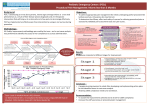
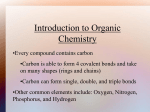
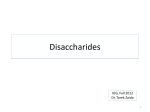
Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ DETECTION OF SUCROSE IN BOILER FEED WATER By M.A. GOOCH and A. WIENESE Sugar Milling Research Institute, c/o University of KwaZulu-Natal, Durban 4041 [email protected] KEYWORDS: Boiler Condensate Measurement. Abstract NUMEROUS authors have outlined the importance of preventing sucrose entrained in condensate from entering the boilers particularly where higher pressure boilers are in use. The condensate from a raw sugar mill, sugar refinery or a raw sugar mill with an attached back end refinery contains different types and quantities of impurities. Because of this, the appropriate technology to measure impurity levels varies between applications. This paper is a review of the different techniques to detect the contamination of sucrose in boiler feed water. Introduction A loss of steam production can cause a slowdown or shutdown of a sugar mill. To ensure reliable operation of the boilers, it is necessary to maintain a good quality boiler feed water. Poor water quality can cause internal boiler scaling, corrosion and impurities in steam. Impurities in boiler feed water are mainly dissolved inorganic solids, dissolved organics, iron and copper ions, dissolved oxygen and acidic ions. It is universally accepted that it is necessary to prevent sucrose contamination in boiler feed water. Volatile organic acids can be produced by the chemical breakdown of sucrose. Sucrose contamination in boiler feed water causes three distinct problems: ! Scale deposition in the boiler. ! The lowering of pH due to sugar breaking down into organic acids in the boiler thus causing corrosion of the boiler tubes. ! Impurities in the steam that cause scale deposits on turbine blades with consequential imbalance, vibrations and corrosion. Sucrose in boiler water Some signs of sucrose contamination in boiler feed water are a drop in pH, increased TDS, discoloured water and a sugar smell. There are numerous analytical chemical tests for detecting trace concentrations of sucrose in boiler feed water. Phenol-sulfuric acid, resorcinol and the alphanaphthol tests are used in the South African industry. The phenol-sulfuric acid test is simple to perform but it is not specific to sugar, and other carbohydrates may interfere. The resorcinol test is more specific to sugars but is more complicated to perform than the phenol-sulfuric acid test. The alpha-naphthol test is easy and quick to perform and is ideally suited for routine checks. It is a qualitative test that is used to determine whether a sample contains traces of sugar. Figure 1 shows a typical boiler water system. The protection of boilers from sucrose contamination is carried out at two levels. At the first level, samples are taken at regular time-intervals at various points in the system (points 1 to 5). These samples are analysed not only for sucrose, but also for pH, hardness, alkalinity, suspended solids, TDS, silica and chemical treatment residue. 1313 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ The outcomes of these analyses are used to determine the type and level of chemical treatment and boiler blow down to ensure an appropriate water quality. The time-intervals vary between one and 24 hours and the response times are therefore slow. Make-up Water HP Steam 1 Steam Drum Chemicals Softener Plant Let Down Steam Turbine 5 4 Mud Drum 2 Gasses Blow Down De-superheat Station Deaerator Chemicals Vapour BFW Pump Exhaust Steam Process Streams Condensate Storage Tank Process Condensate 3 Accept/Reject Valve Sweet Water Sweet Water Tank De-superheat Water Fig. 1—Boiler water system. At the second level, a condensate accept/reject system differentiates between clean and contaminated condensate. This does not require an accurate measurement but rather a rapid estimate of the level of sucrose. If the level of sucrose contamination exceeds a chosen value, an alarm needs to be activated and appropriate action taken to prevent that water from entering the boiler. Ideally this system, which forms the topic of this paper, should be on-line with a short response time. 1314 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ Measurement techniques evaluated by SMRI Heating apparatus causing change in conductivity In 1986, the SMRI investigated the theory that, when sucrose is heated to 265°C for several minutes, there is a change in pH and conductivity. The results of tests to determine the relationship of the sucrose concentration on pH and conductivity are presented in Figure 2. Reid and Dunsmore (1991) reported on an instrument constructed at the SMRI using this measurement technique to continuously monitor sucrose traces in condensate. This instrument comprised of a sampling system, which passed the sample through a filter, followed by a combined conductivity/pH cell and a high-pressure pump that passed the sample through a stainless steel coil heated to 265°C. The sample was then cooled and passed into a second conductivity/pH cell. It was found that there was a linear relationship between conductivity change and sucrose concentration. 30 25 5 Cond inc = 0.2866xSuc + 3.7408 R2 = 0.9917 4 20 3 15 2 10 5 0 0 20 40 Dec in pH = 0.0202xSuc + 0.1988 1 R2 = 0.9901 0 60 80 100 120 Decrease in pH Conductivity increase μs 35 Sucrose (ppm) Conductivity pH Fig. 2—Relationship of sucrose concentration on pH and conductivity. Further development of this instrument was terminated because scale built up in the heating chamber which necessitated frequent cleaning to ensure good repeatability. Other problems encountered were leaking seals in the high-pressure pump, pressure switch failures, and the terminals to the heater elements failing. A further disadvantage was the response time of three to five minutes. Pulsed amperometric detection Pulsed amperometric detection (PAD) has become a widely accepted analytical tool for the measurement of carbohydrate concentrations. The concept of the pulsed amperometric detector analyser is simple. A voltage is applied to a gold electrode (50 mV) where oxidation of carbohydrates and some other compounds produces ions that enable a current to flow across the applied voltage, generating a current. This current is amplified and measured and is proportional to the concentration of carbohydrates. Because oxidation products coat the gold electrode, a pulsed sequence of potentials is used to remove this coating during operation. This type of detection is reasonably specific for classes of organic compounds. 1315 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ 1.6 Response (μA) 1.4 1.2 y = 0.0451x + 0.0489 R2 = 1 1 0.8 0.6 0.4 0.2 0 0 5 10 15 20 25 30 35 Sucrose (ppm) Fig. 3—Relationship of sucrose concentration on PAD. Du Boil (2000) described the testing of this measurement technique using a system designed around a commercially available detector and an anion exchange chromatographic column. Sodium hydroxide reagent sparged continuously with nitrogen to remove dissolved oxygen and carbon dioxide was pumped into the chromatographic column. A discrete short pulse of condensate sample was inserted before the chromatographic column, and the sample was then measured after the chromatographic column by the PAD for trace sucrose levels. The system proved to be stable and reliable over a period of several days’ continuous operation. A calibration plot of the relationship of sucrose to PAD response is shown in Figure 3. Although this measurement technique worked, a skilled operator would be required to maintain and calibrate the instrument. Another possible disadvantage is the response time of three minutes and the volumes of sodium hydroxide and nitrogen required. Near infrared spectroscopy Three NIRS instruments were evaluated at the SMRI to determine if they were sensitive enough to determine trace amounts of sugar in condensates. Standards were prepared ranging from 2 to 20 ppm sucrose in distilled water. All the instruments were setup to use a 2 mm flow-through cell. The lower cost NIRS instrument with a fixed monochromator with diode array detection was not sensitive enough and there was no correlation between the spectra and ppm sucrose. The other two instruments showed that, although this application is pushing the instrumentation and procedure to the limit, it is possible to use NIR for measuring trace sucrose levels. Some results from these tests are presented in Figure 4. If the factors that influence data scatter at low sucrose concentrations could be understood, then NIRS could probably be used to measure these trace concentrations. Near infrared spectroscopy is not noted for its sensitivity but, with enough calibration samples, could possibly cope with interferences. The other advantages are the robustness of the instrument, no chemical addition required, and the short response time of 30 seconds. 1316 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ 25 y = 0.998x + 0.0127 R2 = 0.8492 LAB (ppm) 20 15 10 5 0 -5 0 5 10 15 20 25 NIRS (ppm) Fig. 4—Trace sugars on the NIR instrument using a 2 mm flow through cell. Other measurement techniques Electrical conductivity A conductivity measurement is the conventional method for accepting or rejecting condensate water in a sugar mill. Conductivity instruments are simple to operate and maintain. It should be noted that sucrose is non-conducting and cannot be detected using conductivity measurements. In a raw sugar mill, any sucrose contamination is associated with conducting impurities due to the inorganic components in sugar cane. The relationship between sugar content and measured conductivity depends on the inorganic impurities composition and on the inorganic impurities to sugar ratio. Conductivity measurements are also influenced by temperature. Hill (1966) demonstrated that conductivity was strongly influenced by temperature. He suggested that a 2.1% rise in conductivity per degree at 30°C be used as a standard. The ICUMSA method described by Devillers (1974) recommends a temperature correction of 2.3% per °C. Correction of conductivity to the required temperature is important when setting up background and triggering levels. Conductivity is not strictly proportional to sugar concentration. Hill (1966) found a general relationship of conductivity α (concentration) 0.9 and conductivity per unit concentration α 1/concentration. The inorganic impurities fraction increases when sucrose is removed by crystallisation, increasing the conductivity to sugar ratios. Conductivity should correlate with sugar concentration and purity. The fast response times and the simplicity of conductivity detectors make this instrument the most widely used in raw sugar mills for detecting trace sugars in condensate. Total Organic Carbon Analysers Total organic carbon (TOC) analysers measure the amount of carbon bound in organic compounds. A typical analysis for TOC measures both the total carbon present as well as the inorganic carbon. The TOC is then calculated by subtracting the inorganic carbon from the total carbon yields. Virtually all TOC analysers measure the CO2 formed when organic carbon is oxidised or when inorganic carbon is acidified. Oxidation is performed either through Pt-catalysed combustion or with an ultraviolet/persulphate reactor. Tayfield et al. (1993) reported on the installation of a TOC analyser at Huletts Refinery, South Africa for measuring sucrose contamination in boiler feed condensate. Unlike in a raw sugar factory where the contaminating streams have significant inorganic impurities contents, in a sugar refinery the inorganic impurities level is too low for the conductivity measurements to be meaningful. 1317 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ Because TOC analysers measure total organic carbon and not sucrose specifically, the presence of other organic compounds in the background influence the measured value and consequently the accuracy of sucrose estimation. These variable background effects together with the long response time (seven to ten minutes) are the major disadvantages of the instrument. Although low maintenance on-line TOC instruments are available, they still require a skilled operator to ensure reliable operation. Flame photometer Flame photometry has been the proven standard method for the analysis of sodium and potassium. The flame photometer technique when applied in the sugar industry is based on analysing the condensate for potassium and estimating the amount of sucrose by means of a known ratio of sucrose to potassium. Dale and Lamusse (1977) discussed the installation of a flame photometer at Gledhow Mill, South Africa. It was installed to monitor sucrose entrainment from evaporator vessels and pans. A sample obtained from the vapour line was condensed and the potassium level in the condensate was recorded continuously. This is an indirect procedure and assumes a constant sucrose to potassium ratio. When this instrument was tested on injection water, problems were encountered due to blocking of the capillary by suspended matter in the water. Due to the high purity of refinery streams the potassium flame photometer cannot be used to measure sucrose entrainment in refinery condensate. Although this instrument is not sucrose specific, the rapid response time is an advantage. Colorimetric auto-analysers Colorimetric auto-analysers have been used successfully to monitor condensates for boiler feed water. These instruments pump a sample of condensate water to a manifold where mixing with reagents occurs. The mixture is then heated to 95°C for about five minutes and the colour, which is proportional to the sucrose content, is measured in a colorimeter. Auto-analysers have worked well in a clean laboratory where supervision is good. Schaffler (1978) described the use of an autoanalyser for monitoring sugar entrainment. Continuous use of the instrument in the factory environment was not successful due to a sediment build up in the colorimeter. Fowler (1977) described the use of a colorimetric auto-analyser for monitoring refinery wastewater. Routine maintenance consisted of keeping sample lines clear and the optical system clean which consumed approximately four to five man hours per week. Calibration checks with known sucrose solutions were required daily. This instrument should preferably be installed in the control laboratory where skilled personnel can monitor the operation. The disadvantages of this instrument are the quantity of reagents that are required and the five minute measurement response time. pH Kakuni (1991) described work in comparing conductivity or pH for monitoring the presence of sucrose in condensate. The work showed that pH had a more reliable correlation with sugar than conductivity. The other advantages were the fast measurement response time and pH also provided a measurement of the condensate’s corrosive condition. The disadvantages are the difficulty of maintaining pH instruments on-line in condensate lines and that pH is an indirect measurement of sugar traces. Summary and discussion Table 1 shows a comparison of the various instruments used to measure trace sucrose levels in condensates. Although most measurement techniques worked to some degree, there are always reliability, measurement response time, and ongoing maintenance costs to consider. The main purpose of monitoring the condensate is to ensure good quality boiler feed water for reliable operation. This does not require an accurate measurement but rather a rapid estimate of the level of sucrose. The sugar mill laboratory should routinely, on an hourly basis, sample and analyse all boiler feed water condensate for water to detect if there is any trace sucrose in the condensate. 1318 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ Table 1—Comparison of instrumentation to measure sucrose Instrument Heating apparatus Pulsed amperometric detection Near Infrared spectroscopy Electrical conductivity Total organic carbon Flame photometer Colorimetric pH Detection principle Operational problems Response time Carbonising sucrose & detecting conductivity changes High pressure pump seals leaked 3 to 5 minutes Oxidation of carbohydrates Require a specialised or trained operator 3 minutes Spectral changes due to sucrose Change of conducting impurities due to the inorganic impurities CO2 formed when organic carbon is oxidised Change of flame colour due to potassium Change of liquid colour due to sugar reaction with a reagent Reduction of pH due to sugar Require a specialised or trained operator 30 seconds Limited to the presence of impurities Maintenance Daily/hourly cleaning of heating chamber Daily calibration & addition of reagents Daily cleaning of flow through cell 1 second Daily cleaning of probes Require a specialised or trained operator 5 to 7 minutes Daily calibration & addition of reagents Require a specialised or trained operator 1 second Daily cleaning Require a specialised or trained operator 5 minutes Daily cleaning & calibration of optical system Relies on pH probe 5 seconds Daily cleaning In a raw sugar mill, conductivity is the favoured parameter used to control the reject valve on the condensate line. Because conductivity instruments are installed directly into the condensate lines, care must be taken to prevent flashing at the measuring point. The preferred location should also be easily assessable to enable daily cleaning of the conductivity probes. Exhaust, vapour and pan condensate require different set points for the conductivity instrument for accepting or rejecting the condensate stream. The set point should also take into account the possibility of flashing at the measuring point. If flashing occurs then a conductivity reading below 20 μS/cm is obtained and the condensate is rejected. Exhaust condensate is usually considered acceptable when the conductivity is between 20 μS/cm and 70 μS/cm. Vapour condensates between the ranges of 20 μS/cm and 140 μS/cm are also acceptable. In a refinery, because of higher purity streams, the conductivity instruments do not work satisfactorily. The TOC instrument can detect trace sucrose levels in condensate but the high levels of ethanol that could be present in condensate will cause a significant error in predicting sucrose contamination. Changing the set point can accommodate this background interference. A NIRS measurement would be more specific and the errors caused by ethanol and other impurities in the condensate should be negligible The NIRS instrument measurement cell will probably require daily cleaning and random samples of condensate will require accurate sucrose analysis by other methods in order to maintain the NIRS calibration database. It must be cautioned that the NIRS measurement of the trace sucrose levels in condensate will not be accurate, because this application is pushing the NIRS instrumentation and procedure to the region where signal to noise ratio is poor. Conclusion A variety of methods have been tried in an attempt to find a quick on-line method that is applicable to contamination by high purity sugar streams. The commonly used conductivity method is satisfactory for the relatively impure contamination that occurs in raw houses. Various alternatives have been tested for application in refineries where the sugar streams are relatively pure. Most of these methods proved unsuccessful, but the NIRS method showed promise, with a rapid response time, robustness and no requirement for chemical additions. The main disadvantage of NIRS is the relatively high capital cost. 1319 Gooch, M.A. & Wienese, A. Proc. Aust. Soc. Sugar Cane Technol., Vol. 27: 2005 ________________________________________________________________________________________________ REFERENCES Dale, T.B. and Lamusse, J.P. (1977). Monitoring of entrainment by vapour sampling and the use of a flame photometer. Proc. S.Afr. Sugar Technol Assoc., 51: 116–118. Devillers, P. (1974). Ash. I.C.U.M.S.A., 16: 222. Du Boil, P.G. (2000). A prototype instrument for the electrochemical detection of sucrose contamination in sugar refinery condensates – pulsed amperometric sugar trace analyser (PASTA). Proc. S.Afr. Sugar Technol Assoc., 74: 298–302. Fowler, M.J. (1977). Continuous sugar detection in refinery wastewaters. Sugar Industry Technologists inc., 36: 219–231. Hill, J.W. (1966). Electrical conductivity methods for monitoring sugar contamination of process water. Sugar Research Institute Technical Report, 89: 1–48. Kakuni, S.S. (1991). An alternative to detecting sugar contamination in the evaporator condensate and boiler feedwater. Hawaiian Sug Technol., 50: F61–F63. Reid, M.J. and Dunsmore, A. (1991). The protection of boilers from sugar contamination in feedwater. Proc. S.Afr. Sugar Technol Assoc., 65: 208–212. Schaffler, K.J. (1978). Sugar entrainment monitoring. Proc. S.Afr. Sugar Technol Assoc., 52: 123–124. Tayfield, D.J. and Anderson, E.W. (1993). The use of total organic carbon analysers to monitor sugar contamination in boiler feed condensate. Proc. S.Afr. Sugar Technol Assoc., 67: 144–147. DETECTION DU SACCHAROSE DANS L’EAU D’ALIMENTATION DES CHAUDIERES Par M.A. GOOCH and A. WIENESE Sugar Milling Research Institute, c/o University of KwaZulu-Natal, Durban 4041 [email protected] MOTS CLEFS: Mesures des Eaux Condensées, Condensats, Chaudières. Résume LES DANGERS causes par la présence du sucre dans l’eau d’alimentation des chaudières ont été discutés par un grand nombre d’auteurs. Ce problème est encore plus sérieux avec des chaudières de haute pression. Les condensats de sucreries, de sucreries avec raffinerie attenante et de raffineries, contiennent des impuretés différentes et les concentrations ne sont pas les mêmes; il faut donc des technologies spécifiques pour analyser ces condensats. Ce papier présente une revue des techniques pour détecter le sucre dans l’eau d’alimentation des chaudières. DETECCIÓN DE SACAROSA EN EL AGUA DE ALIMENTACION DE CALDERAS Por M.A. GOOCH y A. WIENESE Sugar Milling Research Institute, c/o University of KwaZulu-Natal, Durban 4041 [email protected] PALABRAS CLAVE: Medición de Condensado de Calderas. Resumen NUMEROSOS autores han destacado la importancia de impedir que entre a las calderas la sacarosa arrastrada en el condensado, especialmente donde se usan calderas de alta presión. El condensado de un ingenio de azúcar crudo, de una refinería o de un ingenio con refinería contiene diferentes tipos y cantidades de impurezas. Por esta razón la tecnología apropiada para medir los niveles de impurezas varía según la aplicación. Este artículo es una revisión de las diferentes técnicas para detectar la contaminación de sacarosa en el agua de alimentación de calderas. 1320