Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Electronic engineering wikipedia , lookup
Current source wikipedia , lookup
History of electric power transmission wikipedia , lookup
Fault tolerance wikipedia , lookup
Buck converter wikipedia , lookup
Electrical substation wikipedia , lookup
Resistive opto-isolator wikipedia , lookup
Flexible electronics wikipedia , lookup
Voltage optimisation wikipedia , lookup
Opto-isolator wikipedia , lookup
Electrical ballast wikipedia , lookup
Power engineering wikipedia , lookup
Switched-mode power supply wikipedia , lookup
Rectiverter wikipedia , lookup
Surface-mount technology wikipedia , lookup
Transmission line loudspeaker wikipedia , lookup
Mains electricity wikipedia , lookup
Alternating current wikipedia , lookup
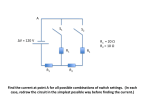
DESIGN AND PROCESS CONSIDERATIONS FOR THICK FILM SURGE RESISTORS TO INCREASE RELIABILITY Dennis Raesner CTS Corporation Resistor Networks SBU 406 Parr Road Berne, IN 46711 Phone: 219-589-3111 Fax: 219-589-3243 Peter Bokalo, J. Michael Robertson EMCA-REMEX Products Ablestik Electronic Materials and Adhesives A subsidiary of National Starch and Chemical Company 160 Commerce Drive Montgomeryville, PA 18936 Phone: 215-855-1000 Fax: 215-855-8202 ABSTRACT Recent improvements in materials and processing techniques have helped make thick film a preferred technology to produce surge protection circuits. However, size constraints coupled with lower resistance requirements have made it difficult to design circuits that meet both physical and electrical requirements. This paper presents design and process techniques that increase the reliability of designs while improving the "manufactureability" of thick film surge resistors. These techniques are useful when designing surge circuits for both performance and high yields in production. Samples were built to demonstrate both acceptable and unacceptable designs. Studies will demonstrate that proper design and processing methods can be used to ensure conformance to product requirements. no inductive influences on the circuit. Recent material and process developments have made thick film an even more preferred alterative, since very low ohm resistors that meet customer specifications can be built using this technology. However, in order to achieve the optimum performance of the resistors, design and process methods need to be carefully examined in order to ensure long term reliable products. Commercial thick film surge devices can range in resistance value between 5 and 400 ohms. These devices are constructed using palladium silver formulations that range in value from 0.1 Ω/o to 1.5 Ω/o. The characteristics of these pastes include temperature coefficients of resistance (TCR) less than ±100 ppm/ºC and power handling that is associated with a metallic material. The market trends for these devices are for lower resistor values and decreased real estate per device. INTRODUCTION Manufacturers of telecommunications equipment have used various technologies to protect devices from voltage peaks or "surges". Typically, primary surge protection is provided by carbon blocks, gas tubes, and high power solid state devices. Secondary surge protection is provided by crowbar devices that are in series with surge resistors. These surge resistors utilize both thick film and wirewound technology. Until recently, very low ohm value resistors (< 50 Ω) utilized wirewound technology, while higher ohm values made use of thick film technology. The wirewound resistors have better power handling capability for the designated footprint, but are more costly and have some technical drawbacks due to an inductive influence on the circuit. There are several reasons why thick film is becoming the preferred technology for lower ohm devices. These reasons include cost, improved material performance, less real estate required, and The resistor circuits are designed to conform to a published specification, namely the Bellcore spec #TA NWT 001089. It defines the power surge requirements for both AC and DC power surges. Designs for AC requirements have been previously reported 1. This work concentrates on designs for DC surge conformance. The Bellcore spec defines two different DC pulses that are used to test circuits for the ability to withstand lightning or voltage surges. These two pulses are 1000V peak, 10 µsec rise, 1000 µsec decay to half peak voltage (10/1000 µsec); and 2500V peak, 2 µsec rise, 10 µsec decay to half peak voltage (2/10 µsec). The devices must withstand 100 pulses of the 10/1000µsec at 1000V and 20 pulses of the 2/10µsec at 2500V. Because of the high voltages involved, power handling of the materials is important, particularly on lower ohm and smaller devices. (see table 1 for common resistor values and power handling) POWER REQUIREMENTS FOR MOST COMMON CIRCUIT VALUES Circuit Resistance in Ohms Power For 1000V Applied (KW) Power For 2500V Applied (KW) 390 2.6 16 200 5.0 31 100 10 63 50 20 125 20 50 313 10 100 625 179 1125 5.6 Table 1 Fig. 1 Fig. 2 This paper will describe a team approach by a materials supplier and a component manufacturer that focuses on end product conformance, utilizing the material supplier's input on material properties and resistor design and the component manufacturer's input on process control and implementation. The results are an increase in final circuit yields, and final product reliability. applications of voltage on a fixed design until failure of each material occurred. A failure was defined as a spark or open of the circuit. A change in resistance of the failed circuit was observed to be greater than 20%. The failure voltage was noted, and another part was used to verify the failure voltage for one pulse. After these voltages were verified, the voltage was decreased in increments of 10% until a resistor survived the required pulses for the specification (20 X 2/10µs, 100 X 10/1000µs). The power was then calculated (P= V2/R) and normalized to watts per mm2 of resistor material. The results of these experiments allowed power handling curves to be generated for the 4500 series of materials (see fig. 1 and fig. 2). MATERIAL CHARACTERIZATION AND DESIGN METHODS An important part of the development of the EMCA-REMEX 4500 series surge resistor materials was the characterization of the power handling for both pulse shapes. Experiments were performed on each resistor formulation that involved sequential ENERGY REQUIRED FOR EACH PULSE SHAPE Circuit Resistance in Ohms 10/1000 µsec @ 1000V 2/10 µsec @ 2500V 390 1.3 (J) 0.1 (J) 200 2.5 0.2 100 5 0.3 50 10 0.6 20 25 1.6 10 50 3.1 5.6 90 5.6 Table 2 Since there are two different pulse shapes, it is important to note that each power handling curve should be treated independently, since the power handling for each material differs greatly depending on the pulse shape. A relationship can be established to normalize these two power handling curves into a single curve. If the power is defined, and the pulse shape is known, the energy dissipated is defined as: fig. 2). Since 2/10 power handling has already been defined in figure 2, this curve can be used to design for 2/10 performance. When used in conjunction with the curve for 10/1000 power handling (fig. 1), designs can be generated that will be robust for both pulse shapes. E= ∫ P ⋅ dt where: E=Energy (J, Joules) P= Power (W)= V2/R t= time (sec) or waveshape Table 2 shows energy dissipation as a function of circuit resistor value for both pulse shapes. In theory, it appears that the power handling (or in this case energy dissipation) need only be considered for the 10/1000 pulse, since the energy dissipated is so much greater than those of the 2/10 pulse. This assumption was made early in the development process of the 4500 series. However, after finding failures during 2/10 pulsing, it became clear that the consideration of only the energy parameter is questionable for designing reliable circuits. It appears there is another parameter that is contributing to 2/10 type failures. Some possible explanations are voltage breakdown of the nonmetallic portion of the resistors, or arcing between microscopic flaws in the fired film. While it is still not clear what causes the 2/10 failures, steps can be taken to consider circuit design for 2/10 performance. This involves taking a step back from the energy calculations and reconsidering the power handling curves (fig. 1 and Fig. 3 Using these power handling curves, actual designs can be derived for specific circuit values, based on mm2 of resistor material. The benefit of designing surge resistor circuits using this method is the optimization of real estate for performance. It allows the use of the least amount of space for a particular performance requirement. Designs were then derived for several circuit values. These designs showed a consistent trend: the lower ohm (higher metal content) materials were better across the board for all circuit values. These designs are shown in fig. 3. While all of these designs are valid in theory, some of the designs are not realistic for the manufacturing environment. Surge resistors are very sensitive to defects, both voids and contamination. A defect of 0.01mm (0.0004") diameter could account for a large portion of the fine line, and will undoubtedly cause a surge failure. The yields would be extremely poor. Therefore, design rules were generated to account for high volume manufacturing concerns. These design rules were based on experience during the development process. The minimum recommended resistor width tracks is 0.625 mm (0.025") and the minimum recommended space between resistor tracks is 0.3mm (0.012") for reliable high volume production. Using these design rules, actual circuit designs were derived (fig. 4) for the same circuit values as fig. 3. These designs represent minimum area requirements for reliable circuit designs. After these design parameters were established, it was necessary to "prove" the method. Circuits were designed using the proposed design method. The parts were surged using both Bellcore pulse requirements. These results are shown in Table 3. There were no observed failures after the 2/10 µsec@ 2500V or 10/1000 µsec@ 1000V pulse tests. In addition, to further validate the design method proposed, other circuits were designed that violated the design method. The results showed poor performance in the surge tests, as expected. These results are shown in Table 4. Fig. 4 In addition to line width and spacing, other design factors need to be considered. For optimum surge performance reported earlier, the EMCAREMEX 4500 series was processed through a conventional 850ºC, 60 minute profile. The resistors were also overglazed with a high temperature (850ºC, 60 minute profile) glaze, EMCA-REMEX 7518D. Once the material characterization was completed and the design rules developed, they were implemented in a production environment along with sophisticated process controls to acheive optimum yield and reliability of surge protection circuits. Circuit Resistance (Ω Ω) Area (mm2) Paste Value (Ω Ω /¨ ¨) Wave Shape (µ µ sec) Voltage (V) No. of Pulses %dR 5.4 220 0.125 2/10 2500 20 -0.074 5.4 220 0.125 10/1000 1000 100 +0.13 5.8 220 0.125 2/10 2500 20 -0.017 5.8 220 0.125 10/1000 1000 100 +0.12 Table 3 Circuit Resistance (Ω Ω) Area (mm2) Paste Value (Ω Ω /¨ ¨) Wave Shape (µ µ sec) Voltage (V) No. of Pulses %dR 5.6 56 0.1 2/10 2500 20 Failed 5.6 56 0.1 10/1000 1000 100 Failed 10 100 0.1 2/10 2500 20 Failed 10 100 0.1 10/1000 1000 100 +0.25 20 80 0.25 2/10 2500 20 Failed 20 80 0.25 10/100 1000 100 Failed Table 4 PRODUCTION OF CIRCUITS To successfully incorporate these materials into a production environment, a number of vehicles were used to insure product robustness. These included: 1. Product design based upon the power handling capabilities supplied by the material supplier 2. Further material characterization using production product 3. Process FMEA analysis 4. Design for conformance using Design of Experiment guidelines 5. Process Control based on Cpk capability As shown in Fig. 1 and Fig. 2, surge resistor performance is defined using both the 10x1000 µsec, 1000 volt pulse and the 2x10 µsec, 2500 volt pulse. In the case of the 10x1000 µsec, 1000 volt requirement, product characterization was accomplished by evaluation of joules per square millimeter vs ∆R data. A scatter plot of this data and the resulting regression line is shown in Fig. 5. Regression analysis of this data yielded a low correlation coefficient (0.03) indicating very little relationship between the joules per square inch applied and the resultant change in resistance. From this, it is implied that the data is random and the material has not reached the region where increasing the energy applied results in a corresponding change in resistance. As shown in Fig. 6, further testing using the 10x1000 µsec waveform and extending the surge voltage through 1600 volts on a 40 ohm surge resistor established the “knee” of the resistance change vs energy curve at approximately 0.16 joules/mm2 . Allowing some guardband to this data gave a design requirement of 0.11 joules/mm2 for the 10x1000 µsec design requirement. The scatter plot in Fig. 5 would also confirm the acceptability of this requirement with an expected ∆R of 0.25% or less. To insure conformance to the 2x10 µsec., 2500 volt requirement, the characteristics shown in Fig.2 were used to develop a design program for determining acceptable resistor material and area combinations for a given resistor value. An example utilizing a 40 ohm resistor is shown in Fig 7. The program compares the calculated resistor areas for each resistor material against the minimum area required to meet the 2500 volt characteristics of that material. The designer is presented with a series of resistor design options which are in conformance with the 2500 volt limitations of the selected resistor material. Early in the production process, it was determined to use a Potential Failure Mode and Effects Analysis (Process FMEA) format as a vehicle for fine tuning the manufacturing process. As part of this work the resistor material screening characteristics were identified as a potential cause for yield loss during surge testing prior to shipment. To optimize the screening process, a Design of Experiments (DOE) was initiated which included the resistive material viscosity as one of the experimental factors. While a complete discussion of these studies is beyond the scope of this paper, it is significant to note that the resistive material viscosity was identified as a major contributor to yield loss. The viscosity was adjusted in accordance with the DOE results, and retesting of the revised viscosity material in the confirmation run verified the improved performance. The revised material was introduced into production and Fig. 8 and Fig. 9 show the corresponding improvement in production yields: relationship. It is also the result of applying a systems approach to manufacturing which utilizes the following steps: 1. Characterization of the materials to the critical design parameters and incorporation of this information into all products using these materials. 2. Optimization of the materials and manufacturing processes through the use of statistical analysis of experimental results. 3. The use of problem detection and corrective action programs such as Process Failure Modes and Effect Analysis and Design Failure Modes and Effect Analysis. 4. Statistical process controls to maintain process integrity. 5. Co-operative interaction between the material supplier and the component manufacturer. The end result is a product which is both predictable in production and reliable in use. ACKNOWLEDGEMENTS: Fig.8 and Fig. 9 show that scrap related to screening was reduced in excess of 60% and scrap related to surge failures at final test was reduced in excess of 50% by matching the material viscosity to the product application and screening equipment. In addition to the results shown in Fig.8 and Fig. 9, work is in process to improve screening characteristics further through screening rheology improvements in addition to viscosity. The final element in the successful incorporation of these surge materials involved the use of process control procedures which require process capability as determined by set-up and sample Cpk values at critical process operations such as screen printing and laser trimming. SUMMARY This paper has shown the importance of providing thick film materials which have been designed and characterized to meet not only the specific requirements of the end user but also are user friendly to the component manufacturer who purchases these materials. The ability to identify and correct potential problems before they resulted in end user dissatisfaction was the result of the material supplier and component manufacturer working together in an open and supportive The authors would like to acknowledge J. Durant, C. Matier, W. Sheppard, and C. Wyanske for sample preparation and testing. The authors would also like to acknowledge R. Shanks and G. Stallard for their help in preparing the manuscript. REFERENCES: 1. R. L. Reinhard, "CTS Surge Resistors in Telecommunications", 15th Capacitor and Resistor Technology Symposium, pp. 82-84, March 1995 2. O. W. Brown et. al., "Lightning Surge Behavior of Thick Film Metallic Resistors", Proceedings of International Symposium on Microelectronics", pp. 673 - 678, November 1993