Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
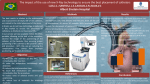
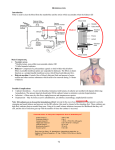
Thermoplastic Polyurethanes as Medical Grade Thermoplastic Elastomer Anthony Walder, Lubrizol Advanced Materials, Wilmington, MA Pallavi Kulkarni, Lubrizol Advanced Materials, Wilmington, MA Abstract: Thermoplastic polyurethanes (TPUs) are a class of thermoplastic elastomers (TPEs) that are used in a variety of applications. TPUs exhibit low temperature flexibility, excellent abrasion resistance, high tensile strength biocompatibility and good processing characteristics. TPUs have found medical applications used for seconds to life-of-patient. TPU’s can be designed with chemical resistance, hydrolytic stability and/or oxidative stability to meet the variety of applications. The application can include moisture vapor transmitting materials for wound care, chemical resistant grade for gastric uses and oxidative and hydrolytic stability for long term implantable devices. Introduction: Polyurethanes are one of the many classes of materials used in medical devices. The properties of polyurethanes can vary greatly. Polyurethanes range from soft and flexible made of predominantly soft domains to rigid but ductile materials made of predominantly hard domains. The hard domain, including an extender, is defined by the diisocyanate. The soft domain is described by the macrodiol. Combinations of diisocyanates, extenders and macrodiols result in a class of materials known for their strength, flexibility, processibility and biocompatibility. The diversity of monomers available can result in a material, which provides a device with unique properties1,2. Many medical devices have been improved because of the flexibility and strength characteristics of polyurethanes. Catheters are one of these devices3. Catheters are a very important part of the medical technology because they are used in many medical procedures. Catheters are mainly used to deliver medications, but are also used to transport fluids, deliver devices and other applications. Developing a catheter must include input from the practitioner, the patient, manufacturing and marketing. Polyurethanes offer flexibility, biocompatibility, processibility and strength. The catheters made with polyurethanes have unique and in most cases, superior properties compared to the same device made from another material. Discussion: Many questions must be asked in order to design the best device. One of these questions is what material will make the best device. Materials available included polyurethanes, natural rubber, metals, polyvinyl chloride, silicones, polyethylene, polyamides, polypropylene, polystyrene, polycarbonate, acrylics and many more. Selection of materials for medical applications requires an educated choice. Several questions must be answered. What function does the device perform? What types of tissue(s), fluid(s) and/or drug(s) will contact the device? Where is the device going to be placed? What is the intended and/or possible life expectancy of the device? How is the practitioner going to place the device? What manufacturing method will be most practical in assembling the device? What are the material and manufacturing costs? What color is requested? After answering these questions, the final material candidates should include polyurethanes. Currently many medical devices are made from polyurethanes. These include: central venous access catheters, over-the-needle catheters, peripherally inserted central catheters, urological stents, intra-aortic balloon pumps, epidural catheters, condoms, PEG tubes, angioplasty catheters, etc. The strength, processibility, biocompatibility and versatility are only a few reasons polyurethanes are being used in these applications. In many cases polyurethanes offer a unique characteristic resulting in a device with a competitive advantage. The attributes of polyurethanes can be contributed to their structure. Polyurethanes are made of hard and soft domains. Polyurethanes are synthesized from diisocyanates, macrodiols and extenders. The diisocyanate and extender make up the hard domains and the polyol make up the soft domains. Common diisocyanates are methylene dicyclohexyl diisocyanate (H12MDI, aliphatic character) and methylene diphenyl diisocyanate (MDI, aromatic character). Generally, MDI based polyurethanes are stronger and more solvent resistant than the aliphatic H12MDI materials. The primary macrodiol for medical applications is polytetramethylene glycol. In addition, polycarbonate diols have sparked much interest is recent years for their biostability. The polyester diols, which usually have better tensile strengths and are more abrasion resistance than the polyethers, have found a place only in short-term medical applications. This is due to loss of physical properties when placed in the body and unfavorable enzymatic interactions and moist environments associated with medical applications. A medical grade line of polyurethanes incorporating a hydrocarbon diol was introduced recently4. The hydrocarbon diol is bio-based and imparts a hydrophobic surface. The extenders of choice are linear in chemical structure which usually gives the polymer excellent strength. Seven classes of polyurethanes can be synthesized from these raw materials. The classes are aromatic and aliphatic polyetherurethanes, aromatic and aliphatic polycarbonateurethanes, aromatic and aliphatic polyesterurethanes and aromatic polyhydrocarbonurethanes. The changing of the durometer of a polyurethane is accomplished by varying the ratio of polyol to diisocyanate and extender and not by adding a plasticizer to a stiffer polyurethane. Strength: In general, soft polyurethanes are stronger than other soft materials. In many instances, strength is the only reason for selecting polyurethanes. Natural and synthetic rubbers, polydimethylsiloxane (PDMS), flexible PVC and the emerging TPE olefinics are not as strong as polyurethanes. This becomes important in designing a device with the highest flow rate possible while the outside diameter of the tube is fixed by definition. For example, a five French tube has an outside diameter of 1.65-mm (0.065”). If this catheter requires a nominal strength of 4.3-Kg (9.5-lbs.), a polyurethane catheter would require a wall of 0.25-mm (0.010”) resulting in a 1.10-mm (0.045”) inside diameter tube. Polyether block amides (PEBA) 5 at the same durometer, in a tube of the same dimension, would break at approximately 3.1-Kg (6.9-lbs). High-density polyethylene,6 which has approximately a Shore 60D durometer, also would break at about 3.1-Kg. In turn, flexible PVC6 and PTFE6 would break near 2.7Kg (6.0-lbs). PDMS5 and low density polyethylene5 are lower at 2.0-Kg (4.3-lbs) and the natural rubber and some olifinics6 at 0.9-Kg (2.0-lbs). If the tube strength of 4.3-Kg is required, PEBA and flexible PVC tubes would require a wall thickness of 0.38mm (0.015”) and 0.47-mm (0.0185”) and inside diameter of 0.89-mm and 0.71-mm (0.035” and 0.028”), respectively. The ultimate tensile strength of PDMS and natural rubber is insufficient to make tubes with 4.3-Kg break strength. Softening: Softening characteristics are another unique feature of polyurethanes. The change from 23C to 37C and direct water contact softens the material. These materials soften to various degrees when placed into the body. The degree of softening is dependent on the initial hardness and the chemical make-up of the material. Generally, low durometer polyurethanes soften 30 to 50% when placed in 37C water. Hard polyurethanes generally soften to a greater extent. The change ranges from 30 to 99% depending on the initial durometer and chemical makeup. Tear and Abrasion Resistance: Many devices are placed in areas that rub against hard materials and bend repeatedly. Without excellent flexibility, tear resistance and abrasion resistance, the continuing rubbing and bending would result in weakening the device or may cause failures in extreme cases. Polyurethanes outperform many other common materials in flexibility, tear resistance and abrasion resistance. Natural rubber, PDMS and polyurethanes have good to excellent flexibility and tear resistance. Polyurethanes outperform these materials in abrasion resistance. For most polyurethanes between 90A and 75D, the flexibility, tear resistance and abrasion resistance are superior to materials such as polyethylene, PTFE and PVC. Biocompatibility: The biocompatibility of polyurethanes was established in the 1980’s7,8,9. Several studies have shown that in general polyurethanes have better blood compatibility than other materials. Protein adsorption, which is the beginning of the blood coagulation cascade, was found to be slower and/or less than many other materials. In contrast, natural rubber contains materials that can cause a fatal allergic reaction. Flexible PVC contains plasticizing agents, which may leach from the PVC into the body. Therefore, placing PVC into a body is not desirable because of possible biocompatibility concerns. The durometer of polyurethanes are changed through the ratio of monomer, not by the addition of fillers or plasticizers. Ease of Manufacturing: Manufacturing a device can be made easier by using polyurethanes. They are available in injection molding, extrusion and solution grades as well as in two part reactive systems. This offers the manufacturer a choice of how to obtain the end device. For example, complex multi-lumen tubing can be extruded, hubs are injection molded or insert molded over tubing, junctions are insert molded, thin films can be solution cast over mandrels or devices, and electronics can be encased with two part reactive systems. Polyurethanes can be bonded using common bonding techniques. The techniques include uses of general adhesives, solvent bonding and melt techniques. Polyurethanes are easily printed on and sterilized using ETO, E-Beam or gamma sterilization techniques. Unlike polyurethanes, natural rubber, PMDS and PTFE are difficult to process. Natural rubber is not melt processible but is cast from emulsions or compression molded. PDMS components are formed using reactive molding, reactive extrusion or casting. PTFE is difficult to process due to limited processing temperatures and solubility. PTFE, natural rubber and PVC can not be gamma sterilized. Versatility: Polyurethanes are much more versatile than the above mentioned materials. Polyurethanes can easily be colored, filled with radiopaqueing agents and many other materials. The aliphatic polyetherurethanes are very easily colored with dyes or pigments. Aromatic polyurethanes are slightly more difficult to color because these materials yellow with time and exposure to UV or gamma sterilization. Radiopaqueing agents are added to materials to aid in placements of devices or for finding lost components. The most common radiopaqueing agent is barium sulfate. Bismuth salts, such as bismuth oxychloride, bismuth subcarbonate and bismuth oxide are also used as radiopaque agents in low melt processing materials such as the aliphatic polyetherurethanes. Tungsten, organic bromine compounds and even lead have been used to make polyurethanes radiopaque. Varieties of additives are used in polyurethanes for multiple purposes. Lubricants are added for processing improvements. Antioxidants are added to protect the material during processing. Antimicrobial agents such as silver metal, silver sulfadiazene or Chlorohexadine salts have been incorporated to reduce the chance of infection. Anticoagulants such as heparin have been incorporated to prevent blood clotting on the surface or inside the tubing. Patient Considerations: The easiest question to answer is the patient’s requirement. Put plainly, the patient does not want a tube placed into their body. If the patient needs a catheter, they prefer the least amount of pain and discomfort during placement, use and removal. This equates to the smallest catheter possible, best insertion technique and the softest possible material. Polyurethanes can satisfy most of these requirements. Polyurethanes are stronger than most soft materials. Therefore, the outside diameter of the catheter of a stronger material can be smaller while holding the inside diameter constant for the same fluid transfer. This results in a smaller tube and reduces cutting or moving of tissue. The strength and processibility of polyurethanes also allows the catheter to have a sharper/smoother tip for easier placement. This results in less pain during placement and reduces trauma. Polyetherurethanes soften in the body. The degree of softening is related to the durometer in the material. Hard materials (Shore durometers of 65 to 75D) soften as much as 95% at body temperatures of 37C and 100% humidity. Soft materials (i.e. 75A) soften only 20 to 30%. Examples: Wound care is an example where polyurethanes excel. TPU can easily be processed into thin films and secondary processed to make the wound care device. Another attribute of polyurethanes is breathability can be designed into the material. Wounds have difference characteristics and many types heal faster if kept moist but not too moist. Polyurethanes can be designed to achieve the correct moisture level at the wound site. For example a typical 85A Shore Durometer aromatic polyetherurethane has a MVTR10 approximately 850g/m2/day. Aromatic polyurethane designed for breathability at the same 85A will have a MVTR approximately 4000g/m2/day. A typical aliphatic polyether urethane will have the same MVTR as the aromatic counterpart but an aliphatic polyether urethane design for breathability can have a MVTR approximately 8000 g/m2/day. Unlike other materials that are used in wound care such PVC (which must be perforated) the moisture is transported through a film that will not allow large molecules to transport through. The hydrocarbon based polyurethanes can slow the moisture transportation rate over a typical polyurethane. The same Shore Durometer hydrocarbon based polyurethane has a MVTR approximately 260 g/m2/day. Catheters enter the body in different locations, end up in different areas of the body and perform different functions. Four catheter types best illustrate this difference: gastric feeding devices, over-the-needle (O-T-N) catheters, Peripherally inserted central catheters (PICC) and central venous access catheters (CVA). Gastric feeding device are placed either through the nose to the stomach or through the stomach to the small intestine (nasal gastric feeding tubes) or placed directly into the stomach through a small incision in the abdomen (percutaneous endoscopic gastrostomy [PEG] feeding tube). Feeding tubes are exposed to gastric fluid plus nutritional product and medicines. O-T-N catheters are usually inserted in the arm or hand and are used to deliver fluids and non-caustic drugs. PICCs are inserted in the arm and the tip is placed near the heart. PICCs are used for long term, usually greater than 30 days, drug deliveries. The CVA catheters are inserted in the subclavian and the tip proceeds to the heart. These catheters are usually placed for less than 30-days where caustic and/or incompatible drugs are being used. The materials requirements for an over- the-needle-catheter differ from the peripherally inserted central catheter and from the central venous access catheter material requirements. Gastric Feeding Devices: Gastric feeding devices are used to supply nutrients and/or medicine directly to the gastric system for a short term (days) to longer term (months). The material is exposed to the hydrolyzing characteristics of the gastric fluids. Therefore most gastric feeding tubes are made from silicone or polyurethane. Polyesterurethanes are not used in these applications. Polycarbonateurethanes have excellent oxidative and hydrolytic stability in blood but in the gastric environment will hydrolyze in weeks to months. The polyurethane of choice are the polyetherurethanes. For comfort of the patient, softer is better. O-T-N Catheter: Over-the-needle catheter’s function is to supply short-term access to the circulatory system to supply fluids or medications. The catheter is usually placed by an IV nurse. The O-T-N catheter’s design is basically a cannula attached to a hub. The assembly is placed over a needle assembly for placement. Tip Cannula Hub Figure 1 O-T-N Catheter Historically, the cannula of O-T-N catheters has progressed from natural rubber, to PVC, and presently to PTFE and polyurethanes. The progression of materials is due to the improvement in biocompatibility and strength. Polyurethanes are the latest materials to be used for O-T-N catheters. The two major reasons for the move towards polyurethanes from PTFE are strength and softening. The strength of polyurethanes allows for thinner walled tubes and the ability of form a sharper tip. Therefore, the polyurethane catheter has greater fluid flow at the same gauge size as a PTFE catheter. The sharper tip allows the catheter to be placed with less pain and trauma than the blunter PTFE catheter. The ability of the polyurethane catheter to soften adds greatly to the patient’s comfort. Selecting the best polyurethane is also based on the column strength of a material for insertion. Using this basis, the Shore D durometer range is between 60D and 75D. Lower than 60D, the cannula stiffness is not sufficient to allow for an easy insertion. Above 75D, the flexibility of the tube is not desirable. If replacing a material with a polyurethane, caution should be taken in selecting a polyurethane. The durometer measurement should not solely be used. The column strength of a tube is more closely related to the flexural modulus of the material than the durometer. Within the polyurethane family, classes of polyurethanes may have different flexural moduli even at the same durometer. The class of polyurethane best suited for O-T-N catheters is the aromatic polyetherurethanes. The aromatic polyetherurethanes have slightly better kink properties than the aliphatic materials and the softening characteristics are better suited for insertion. Becton Dickinson’s Insyte uses a proprietary aromatic polyetherurethane. Insyte has a cannula made of clear polyurethane with a radiopaque strip. The processibility of polyurethanes makes this configuration possible. Johnson and Johnson (Current user Smiths Medical) has developed a clear radiopaque cannula, Optiva. The versatility of polyurethanes allowed for the development of a proprietary aliphatic polyetherurethane that uses a brominated compound for radiopacity. The function of the O-T-N catheter hub is to connect the cannula to a syringe, IV tubing or other device to deliver medications, fluids or remove blood. The hub must be made of a stiff material that is dimensionally stable to 135F minimum. Tight tolerances of the universal connection systems and threads require dimensional stability. The high durometer polyester and polyetherurethanes meet these requirements. In this application, the benefits of polyurethanes may not justify the cost of the material. Polypropylene and other commodity plastics meet most of the physical properties requirements at a lower material cost. PIC Catheter: PICCs are also inserted into the arm. However, the tip of the catheter proceeds to the heart. The catheter is used normally for 30 days but occasionally is used longer. Placement of the catheter involves accessing the vein using a splittable needle. The needle is removed and in small increments, the catheter threaded into the vein until the tip is positioned near the heart. The material Using polycarbonate-based polyurethanes has several advantages over PDMS. First, the material is stronger. These materials have tensile strengths of 34.5 to 48.2 MPa (5,000 to 7,000 psi) which is twice that of PDMS. Second, these materials are stiffer at ambient conditions allowing a polycarbonate polyurethane tube to be placed easier than the PDMS tube. The initial stiffness is offset by the softening characteristics of these materials in the body. The catheter tubing and hub for the PICC are separate items in the catheter kit. The patient is measured and the PICC tubing has to be cut to length to be assured the tip of the catheter is properly placed. To aid in placement, the distance from the tip is printed on the tubing. The hub is placed on the end of the tube in a separate step. The hub has the same material requirements as for O-T-N catheter and again the material cost may not justify the use of polyurethanes. Soft Tip Holes Junction In recent years, aliphatic and aromatic polycarbonateurethanes have been developed. The soft grades of these materials have been implanted without showing signs of surface pitting or crazing9. The materials are available in durometers as soft as Shore 70A. These soft materials soften even further, approximately 30%, in the body. CVA Catheter: CVA catheters differ from both the PICC and O-T-N catheters. The catheter tip is placed near the heart as the PICC but CVA catheters are inserted into the chest unlike the O-T-N and PIC catheters. The O-T-N and PICC are single lumen tubes. CVA catheters usually have more than one lumen. This results in a more complex manufacturing process. es Placement and patient comfort requires a soft material. Secondly, the PICC may be in the body for more than 90 days. PDMS was initially found to satisfy the softness and biostability requirements. The common polyetherurethanes were found to degrade as seen by the presence of pitting and crazing of the surface in implant studies2,. The surface pitting and crazing would cause weakening of the catheter and/or would support tissue growth. P ri n Ext te d Cl e ens io n a r Tu b requirements for this type of catheter differ from the O-T-N catheter. Color Coded Hubs Figure 2 PICC Figure 3 CVA Catheter Printed Tube Cut to length Hub Tip CVA catheters are placed using an introducer and a guidewire. The cannula of the central catheter requires ample stiffness to push the catheter through the skin and into the vein. Soft materials used for the PICC catheter would be difficult to place while the stiff materials of O-T-N catheters would be much more than required. Shore durometers of 85A to 55D are best suited for this application. Classes of polyurethane best suited for this application are the aliphatic and aromatic polyether or polycarbonateurethanes. The benefit of biostability may not justify the cost and decreased softening characteristics of polycarbonateurethanes. In comparing the aromatic and aliphatic polyetherurethanes, the aliphatic polyetherurethanes have slight advantages in softening, processing, filler choices and coloring. Tubes with more than one lumen offer a manufacturing challenge. The first challenge is making a multilumen tube. The second is to plug and cut holes in the tubing such that the medications being administered do not enter the vein at the same place. The third challenge is to connect each lumen to an extension tube. The fourth is to attach a hub to the extension tube. The multilumen tube is manufactured using an extrusion process. The most common multilumen is a three-lumen tube with a single large lumen and two smaller lumens. Nevertheless, a variety of configurations can also be extruded to satisfy specific applications. Tipping the CVA catheter is more complicated than the O-T-N and PIC catheters. Not only does the cut end of the catheter have to be smoothed, each lumen of the catheter must dispense the medications along a different area of the catheter. Holes can be cut into the side of the cannula using lasers or by a simple cutting or punching technique allowing the medication transported in the lumen to be delivered at different areas of the catheter. Since the hole is not at the tip of the catheter tubing, the lumens between the hole and the tip of the catheter must be filled to prevent blood and medication from being trapped. The unwanted section of the lumen can be filled with a plug, which may be solvent, melt or adhesive bonded. The lumen may also simply be filled with an epoxy, a silicone or urethane adhesive. A sharp end is not desirable on a catheter placed near the heart. Rounding the cut end may be done using solvents or more commonly by thermoforming the desired configuration. Stiffer cannulas may present a problem in the heart. In some cases, a soft material is bonded to the tip of the catheter. A soft tube can be melt bonded to the tip while creating the desired tip configuration at the same time. Bonding the extension tubing to the cannula can be accomplished by using an insert molding technique. The extension tubes themselves should be made of a material similar to the cannula. Generally, the extension tube material must be soft, flexible, printable and clear. Insert molding the extension tubing to the cannula accomplishes two functions at once. The extension tubes are bonded to the cannula and the lumens of the cannula are separately connected to the extension tubes. The material used must also be soft and flexible. In this case, the material is opaque and may be colored to identify different sizes and types of CVA catheters. Material used for the hub has the same requirements as for the O-T-N and PIC catheters. However, CVA catheters have an additional requirement in bonding to the extension tube. The Shore 80D aromatic polyetherurethanes meet all these requirements. The materials are stiff, hold dimensions to 150F, are lipid resistant and bond very well to other polyurethanes. In addition to insert molding these materials, a hub made of these materials can be easily solvent bonded to the extension tube. When exposed to solvents or lipids polycarbonate may crack or craze, whereas polyurethanes will not under the same conditions. Polypropylene is very difficult to bond to extension tubing. Conclusion: Polyurethanes have found uses in many medical applications. Several reasons for considering polyurethanes for medical applications are their strength, processibility, biocompatibility and flexibility. Selecting the best polyurethane for an application requires input from many sources. The patient prefers a soft, painless and comfortable device. The practitioner requires consistent, easy to place and maintain devices. The manufacturer prefers options in assembling the device. Polyurethanes meet all the requirements and offer marketing distinct properties resulting in devices with a competitive advantage. In general, the aliphatic polyetherurethanes are selected for their softening characteristics, processibility, colorability and versatility in fillers selection. The aromatic polyetherurethanes are selected for strength, chemical resistance and kink characteristics. The polycarbonateurethanes are selected for biostable applications. These are only a few reasons to select polyurethanes for medical devices. New materials are constantly being developed with added features. For example, polyurethanes that absorb water while retaining physical properties may result in commercial expandable catheters. Polyurethanes that absorb 20 times their weight in water may be used as coatings or absorbents. New monomers may also result in softer polyurethanes. Improvements in existing products and the development of new devices will result in discovering more unique properties of polyurethanes and lead into the development of new materials. References: 1. S. Gogolewski, “Selected Topics in Biomedical Polyurethanes. A review,” Colloid & Polym. Sci. Vol. 267, No. 9, pp. 757-785 (1989) 2. A.J. Coury, P.C. Slaikeu, P.T. Cahalan, K.B. Stokes C.M. Hobot, “Factors and Interactions Affecting the Performance of Polyurethane Elastomers in Medical Devices”, J. Biomat. Appl., Vol. 3, pp. 130179 Oct. 1988 3. R.J. Zdrahala, D.D. Solomon, D.J. Lentz, C.W. McGray, “Thermoplastic Polyurethanes. Materials for Vascular Catheters” Polyurethanes in Biomedical Engineering II, H. Plank, Et.al., ed., Elsevier Science Pub., Amsterdam, pp. 1-18 (1987) 4. ATOCHEM Inc. product literature on PEBAX, polyether block amides (PEBA), form 12.87 ATOCHEM S.A. 5. Lubrizol Press release of Tecothane™ Soft line of Thermoplastic Hydrocarbon based polyurethanes at MD&M West; 2012 and 2013 6. Ultimate tensile properties were found in Plastics Technology 1992/93 Manufacturing Handbook & Buyers Guide, A Bill Publication (1992). 7. M.D. Lehah, S.L. Cooper Polyurethanes in Medicine. CRC Press, Boca Raton, FL(1986) 8. B.D. Bakker, C.A. Van Blitterswijk, W.Th. Daems, J.J. Grote, “Biocompatibility of Six Elastomers In Vitro” J. Biomed. Mater. Res., 22 423-439 (1988) 9. S.R. Hanson, L.A. Harker, B.D. Ratner, A.S. Hoffman, “ In Vivo Evaluation of Artificial Surfaces with a Non-human Primate Model of Arterial Thrombosis,” J. Lab. Clin. Med., 95, 289-304 (1980) 10. MVTR are determined by the MOCON test in 25 micron film per ASTM D96.