Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Ferromagnetism wikipedia , lookup
Heat transfer physics wikipedia , lookup
Shape-memory alloy wikipedia , lookup
Temperature wikipedia , lookup
Superconductivity wikipedia , lookup
Glass transition wikipedia , lookup
Semiconductor wikipedia , lookup
Thermodynamic temperature wikipedia , lookup
Diamond anvil cell wikipedia , lookup
Microwave oven wikipedia , lookup
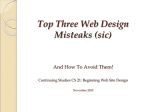
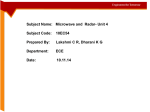
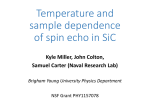
Materials Science and Engineering A266 (1999) 211 – 220 Use of partially oxidized SiC particle bed for microwave sintering of low loss ceramics Peelamedu D. Ramesh a,*,1, David Brandon a, Levi Schächter b a b Department of Materials Engineering, Technion-Israel Institute of Technology, Haifa 32000, Israel Department of Electrical Engineering, Technion-Israel Institute of Technology, Haifa 32000, Israel Received 17 March 1998; received in revised form 17 November 1998 Abstract A 1 kW hybrid microwave system was fabricated using a partially oxidized SiC powder bed and used to sinter small components of low-loss insulating ceramics. Samples of 3% yttria stabilized zirconia/20% alumina (3YZA) and 99% alumina were sintered to final densities of 99%(3YZA) and 95%(99% alumina). Partially oxidized silicon carbide (b-SiC) powder was used as susceptor (preheater). By comparison, unoxidised b-SiC powder, which couples well with microwaves at room temperature, exhibited thermal runaway above 400°C. It could be possible that at high oxidation levels the connectivity between SiC particles in b-SiC powder bed might become depercolated, and a model similar to one proposed for silicon nitridation under microwaves could be appropriate in understanding the microwave absorption phenomenon. Stable temperature measurements at various positions in the system confirmed that the maximum temperature was at the center of the 3YZA sample. The plot of the relative temperature difference between the sample and its surroundings as a function of sample temperature resulted in a bell-shaped curve with a clear maximum at around 800°C, associated with the rapid increase in radiation heat transfer above this temperature. Experiments also confirmed that sintering occurred at lower temperatures in a microwave field when compared to conventional sintering. © 1999 Elsevier Science S.A. All rights reserved. Keywords: Hybrid microwave heating; Oxidized silicon carbide; Depercolation; Sintering 1. Introduction Sintering of ceramics is an attractive area of microwave processing [1]. The advantages include rapid heating rates, short processing times, low power requirements and reduced reaction with the atmosphere. Materials with a high loss tangent can couple with microwaves at room temperature while less ‘lossy’ materials need higher initial temperatures in order to couple. Some fine powders, such as carbon [2], silicon carbide [3] and vanadium oxide [4] couple efficiently with microwaves at room temperature, whereas others such as zirconia [5] and alumina [6], only couple at high temperatures. The dependence of dielectric constant (o%r) and loss tangent (tand) on temperature are needed to * Corresponding author. Tel.: +49-721-6087922; fax: + 49-721174263. E-mail address: [email protected] (P.D. Ramesh) 1 Now at Institüt für Keramik im Maschinenbau, Universität Karlsruhe, Haid-und-neu-Str. 7, 76131 Karlsruhe, Germany. predict the power absorption characteristics of materials in a microwave field. Kitchen microwave ovens provide inexpensive multimode cavities for experimental materials processing. The modes generated within such a cavity result in a complex electric field distribution, so that the specimen position within the cavity is an important variable in the heating process. More uniform electric fields may be achieved either by operating at higher frequencies or by using mode ‘stirrers’. Larger specimens (a high filling factor) absorb microwaves more efficiently and result in higher heating rates, but have the disadvantage of field non-uniformity and resonances within the specimen (which may result in cracking of the sample). Heat generation is also affected by the depth of penetration (Dp), in the sample. As the temperature of the material rises, microwave penetration decreases, leading to localized surface heating due to non-uniform power absorption [7,8]. Smaller workpieces experience a uniform electric field, but the heating efficiency is then very low 0921-5093/99/$ - see front matter © 1999 Elsevier Science S.A. All rights reserved. PII: S 0 9 2 1 - 5 0 9 3 ( 9 9 ) 0 0 0 1 7 - 9 212 P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 Fig. 1. The microwave hybrid heating configuration. All dimensions are in mm. The temperature was measured at positions a, b, c, and d, corresponding to the outer insulation, the inner insulation, the alumina fiber board and the sample, respectively. Measurement of temperature on the alumina fiberboard surrounding the sample ‘c’ is a measure of susceptor temperature, since the sample is well-separated from the fiberboard. due to the low mass [9] and can only be improved by using a single mode cavity [10]. Since the dielectric loss properties increase with temperature, low loss materials can be made absorptive by raising their temperature. Most commonly, a room temperature susceptor surrounds the specimen and supplies thermal energy by heat transfer, simultaneously immersing the specimen in both thermal and electric fields2. Computer modeling of microwave heating indicates that, despite a decrease in total electric field intensity, the field at the specimen is not significantly screened by using a preheat susceptor [7]. Several preheating configurations have been suggested. De’et al. [11] used a SiC-lined susceptor around the specimen to sinter Al2O3 compacts. An array of SiC rods [12] has been used to sinter 8Y – ZrO2 (a ‘picket fence’ arrangement). Using this configuration, densities as high as 99% have been reported for specimen sintering temperatures of 1100°C, ca. 200°C lower than the 2 In this study radiation heat transfer within the microwave oven assembly is taken to refer to thermal radiation and not to the externally imposed microwave radiation field. conventional sintering temperature of the same powder. Carbon [13] has also been tried as a preheating source, while LaCrO3 and mixtures of Al2O3 + LaCrO3 have also proved to be suitable susceptor materials (Spotz et al. [14]). In this study, we report the use of a partially oxidized b-SiC powder compact as a susceptor (pre-heater) to sinter small components of low-loss ceramics (Al2O3 and ZrO2). The susceptor powder surrounds the specimen cavity and heats the low-loss specimen to temperatures of the order of 1250°C. 2. Experimental 2.1. The hybrid microwa6e heating system Various configurations [11,12] of hybrid heating have proved successful for ZrO2 and Al2O3 compacts. Poor microwave absorbers such as porous magnesia (MgO) and quartz (SiO2), form the container walls of the refractory cavity, and alumina fiber board and fibrous alumina are used as thermal barriers. A schematic of P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 the present hybrid heating arrangement is shown in Fig. 1. The loss tangent values of MgO and SiO2 are very low and these ceramics remain transparent to microwaves even above 1000°C. b-SiC powder (600 grit) was used as the susceptor material. About 30 –40 g. of the SiC powder was placed in the gap between the alumina fiberboard inner cavity and the quartz wall. The quantity of susceptor powder determines the electric field at the sample and was selected to ensure that the specimen was adequately exposed to the electric field at high temperatures, even though the microwave penetration depth into the SiC powder bed decreases as the temperature rises. Temperature measurements were made at selected sites, labelled a, b, c and d in Fig. 1, using a type R (Pt – Pt13%Rh) thermocouple within an alumina support tube. The specimen temperature Td was measured by inserting the thermocouple into a small hole at the center. The temperature at the Al2O3 fiber board Tc was taken as an estimate of the temperature of the silicon carbide susceptor. Temperatures were also determined across the thickness of the porous MgO crucible Ta and Tb. The present system was designed to generate a moderate thermal gradient in the central region: a critical consideration for uniform sintering and crack prevention. 2.2. Temperature measurement Simultaneous temperature measurement in a continuous electromagnetic field using a thermocouple is usually impossible as the thermocouple – field interaction leads to gross errors. A very thin metal sheath surrounding the thermocouple could be used to overcome this problem, but contact between the thermocouple tip and the metal sheath must be avoided, while, shielding reduces the response of the thermocouple. In this work, the microwave energy was pulsed and an alumina covered thermocouple, with the tip uncovered, was used for calibrating temperature measurements. Temperatures were measured using a Pt – Pt 13% Rh thermocouple (type R, 0.5 mm wire). The stable temperature readings agreed with readings obtained with a platinum sheathed thermocouple. While the temperature readings are judged to be reliable, they are still average readings which do not necessarily reflect the energy conversion processes associated with the microwave power absorption. In particular, the relation between the measured temperature and the effective temperature in the sintering process may not be linear. 213 Pmw = Pinc(1−p 2)(1− e − 2ad) W m − 3 (1) where Pmw is the total power absorbed by the material. The reflection coefficient, p, and attenuation constant, a, mainly determine the total power absorbed in the material. Low values of p and a correspond to insulating materials, in which a limited microwave absorption results. Metals reflect microwaves and have high values of p and a. For a homogeneous material, reflection constant [15] can be written as p= 1− o*r (2) 1+ o*r and attenuation constant a, a= ! 2pf o0o ’r c 2 1/2 1+ n s 2pfo0o %r " 2 1/2 1/2 −1 (3) where o *r is the RMS value of the complex dielectric constant, s is the electrical conductivity of the material, f= 2.45 GHz, c= 3× 108 m s − 1, and o0 and o %r are the free space permittivity and the relative dielectric constant of the material, respectively. At a fixed microwave frequency, only the material properties or = o0o %r and tand determine the total power dissipated within the sample. Both these parameters depend strongly on temperature [16]. Experimental time versus temperature curves for fresh powders of SiC, Al2O3 and ZrO2 are given in Fig. 2 for increasing power loadings. Experiments were conducted with 50 g. of each powder sample in an alumina crucible without any preheating powders. The figure clearly indicates the strong absorption of the SiC powder in comparison with the other powders. A few minutes exposure, even at low power levels (450 W), raises the temperature of fresh SiC powder above 1600°C, with thermal runaway occurring after 90 min of irradiation. More unexpectedly, after three successive runs of the now partially oxidized SiC powder the microwave heating curve exhibits much better coupling at the lower temperatures with no runaway at high temperatures. All subsequent hybrid sintering experiments were performed with a partially oxidized SiC powder susceptor for two reasons: (1). Repeated runs generated nearly identical power/temperature/time conditions. (2) The controlled coupling of the electric field together with the moderate temperature maximum ($ 1250°C at 1 kW) fulfilled the basic prerequisites for a hybrid preheating system. 2.3. Absorption characteristics of SiC, ZrO2 and Al2O3 2.4. Penetration depth Polar substances absorb microwaves to convert microwave energy to thermal energy. The generalized equation for the absorbed power is written as Microwave absorption for planar thick samples can be characterized by a parameter termed the penetration depth, DP. The primitive equation to calculate the P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 214 depth of penetration for microwaves in a homogeneous material is given by DP = lo 2p tand o%r (4) At a frequency of 2.45 GHz, the free space wavelength lo =122.4 mm. The temperature dependence of Dp was calculated from the data of o %r and o ¦r for Al2O3 and SiC available in the literature [16]. At 1350°C, 2.45 GHz microwaves penetrate 1 mm in SiC and 93 mm in solid alumina. Alumina only absorbs microwaves significantly above 800°C, SiC absorbs at room temperature but at high temperatures heat generation is limited to the surface layer and the susceptor will screen the sample. It follows that both the thickness and the temperature of the susceptor layer must be limited. In general, if the penetration depth exceeds sample thickness, the material behaves transparent. Volumetric heating results, if the penetration depth is comparable with the sample thickness. Otherwise, if the sample is too thick, absorption limits to the surface. In the case of an oxide layer surrounding the susceptor powder particle, such as SiC powder particle surrounded by silica, the above Eq. (4) can not be applicable. For a compositionally changing ceramic system, a more complex equation involving terms for connectivity and percolation, is needed to describe the microwave penetration depth. prepared by gelled tape-casting [17] as shown in the flowchart (Fig. 3). Cylindrical pellets of YZA 15 mm in diameter and 4–5 mm in thickness were obtained from the gelled tape by uniaxial pressing. The measured green density of these samples was 50–55% of theoretical. Al2O3 green samples were supplied in the form of small cylinders (16 mm height and 3 mm diameter). A maximum of three YZA pellets (approx. 15 gm.) and 15 Al2O3 specimens (ca. 5 g) were placed separately in the fiber-board specimen cavity (Fig. 1). A kitchen microwave oven was used (multimode cavity, Sanyo Super Showerwave, 1000 W maximum power). The microwave power was pulsed at a constant rate, but with the pulse duration adjusted for different power levels (at maximum power the power supply was continuous). Stable temperatures were recorded in-situ between pulses. No ‘sparking’ associated with microwave–thermocouple interaction was observed. The hybrid pre-heating system (Fig. 1) was placed at the center of the microwave oven cavity and insulated by alumina fiberboard. Even at high specimen temperatures the heatlosses due to convection from the insulated system were low and no overheating of the oven was observed. 3. Results and discussion 3.1. Oxidation of SiC powder 2.5. Materials and methods Specimens with two different compositions and of various shapes (see Fig. 8) were used for the sintering studies. The compositions used were 3Y2O3 –ZrO2/20 Al2O3 (YZA) and 99% Al2O3. The nominal particle size of the YZA powder was 20 nm. All YZA samples were When the SiC powder bed is microwave heated to temperatures above 1000°C in ambient atmosphere, oxidation phenomena takes place. The oxidation phenomena [18] that takes place in SiC is briefly discussed below. The possible oxidation reactions for SiC could be Fig. 2. Effect of power-dependent microwave absorption on the heating of SiC, Al2O3 and ZrO2 powders without any preheater (susceptor). P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 215 where b is the mass gain per unit volume of SiO2. Values of Kpa were calculated for oxidation of silicon, based on oxygen diffusion through a silica layer, and compared with the experimental SiC oxidation data. From a thermodynamical point of view, various possible reaction rate limiting steps in the SiC oxidation reaction are discussed in detail elsewhere [18]. These steps include (i) inward O2 diffusion through SiO2 layer (ii) reaction at the SiC SiO2 interface and (iii) outward diffusion of CO molecules. On observation of a higher oxidation rate of silicon compared to SiC, it was suggested that more than one rate-limiting step is involved in SiC oxidation, i.e. a mixed interface-reaction/diffusion controlled oxidation takes place in the case of SiC. 3.2. Absorption by different materials Fig. 3. Flowchart for YZA pellet formation by tape-casting. SiC (s)+ O2 (g)USiO2 (s) +C (s) (a) and SiC (s)+3/2O2 (g)USiO2 (s) +CO (g) (b) The reaction rate constant, Kp, can be written as Kp = (Dx)2 2D 0,* (p g −p iO2) = O2 O2 t a (5) where D 0,* O2 is the tracer diffusion coefficient in silica, a is the number of moles of oxygen required to form one mole of silica and p gO2 and p iO2 are the oxygen partial pressures at the oxygen silica and SiC silica interfaces, respectively. Dx is the SiO2 layer thickness through which oxygen diffusion takes place. Depending on the a value, one of the above described reactions ((a) or (b)) is chosen. The above Eq. (5) shows a parabolic behavior, which can also be expressed in terms of SiO2 mass gain, Km, Km =Kpb 2 (6) Some attempt has been made to understand the absorption characteristics of powders as opposed to solid samples. An amount of 15 g of sample powder was placed in an alumina crucible which was surrounded by 50 g of fresh SiC powder (as susceptor). The heating curves for different sample powders at a constant power level of 650 W are shown in Fig. 4. The measured temperatures reflect both the microwave absorption by the powder sample (the sample temperature was measured using a Pt–Pt13%Rh thermocouple which was covered by a thin alumina tube in order to avoid the thermocouple tip touching the sample powder) and mixed mode heat transfer from the SiC susceptor powder: firstly, if microwave absorption by the powder sample were negligible, at all temperatures, then all the heating curves should be similar, with the sample temperature only dependent on heat transfer through the sample powder. Secondly, the lower thermal conductivity of ZrO2 as compared to Al2O3 should result in a higher Al2O3 temperature at a given time. However, in Fig. 4, the ZrO2 samples reach higher temperatures confirming that ZrO2 powder absorbs microwaves much more efficiently than Al2O3. The vast difference in the heating curves between unoxidized SiC powder bed and oxidized SiC powder bed clearly suggests that in these two materials, the microwave absorption nature is not identical. When a SiC powder compact is microwave heated to temperatures above 1000°C in an ambient atmosphere, the surface of SiC particle starts oxidizing leading to formation of a SiO2 layer. This system can now be viewed as a compositionally changing ceramic system, which is similar to nitridation of silicon under microwaves, where a conducting silicon phase continuously gets converted to a non-conducting silicon nitride phase. A finite difference model developed by Skamser et al. [19] gives a deeper insight into the microwave absorption nature in a compositionally changing ceramic system. Indeed, the model was successful in predicting the 216 P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 temperature and composition distributions inside a reaction bonded silicon nitride specimen [20]. During the nitridation reaction, silicon was gradually converted to silicon nitride, and at the intermediate stage, the material was two phasic nature. Despite an insulating layer formation, their experiments revealed the existence of silicon connectivity at low conversion levels. At around 25% conversion, the electrical conductivity was maximum, thereafter started decreasing with more and more conversion, and reached below the detection limit beyond 70% conversion. At this region, the silicon particles lost their connectivity and became completely depercolated, clearly indicating that there was a neck formation due to sintering of silicon particles, occurred at the initial stages of reaction. As long as the connectivity among silicon particles persisted, silicon behaved like a conductor, reflecting most of the microwave energy. But, when the silicon particles lost their connectivity and became depercolated, the system behaved like an insulator, absorbing more microwave energy. This led to non-uniform local heatings in the specimen, where the more nitrided regions heated to higher temperatures compared to the less nitrided ones. Thomas et al. [20] have obtained a reasonably accurate empirical model of the microwave heating characteristics of the RBSN system by assuming it as a homogenous conductor at low conversion levels and like a conductor loaded dielectric (CLD) at high conversion levels. Let us consider the microwave heating process of fresh SiC powder bed. At the initial stage, the unoxidized silicon carbide powder is homogeneous, having a characteristic dielectric behavior. At the initial stages of Fig. 4. Heating curves for various ceramic powders surrounded by fresh SiC susceptor powder (constant power loading). Fig. 5. Experimental time-temperature profiles at various sites within the cavity (see Fig. 1) on a YZA sample. P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 217 Fig. 6. Plot of [1 − Tc/Td] versus sample temperature [Td] (YZA specimen). the heating process (i.e. before oxidising), nevertheless the Eqs. (1)–(3) can be used to calculate the reflection coefficient, the attenuation constant and the power absorption. The temperature dependence of conductivity for yellow green coloured SiC shows a semiconductor behavior with an increased conductivity on heating from room to high temperatures. This dielectric loss factor increases sharply at temperatures beyond 400°C, which makes the material to show a thermal runaway behavior beyond this temperature. As the SiC powder bed gradually oxidize to SiO2 (see section 3.1), the system gradually slips away from homogeneity, consisting of two different solid phases coexisting with porosity. With the continuous increase in SiO2 volume fraction during microwave heating, in a normal scenario, it can be assumed that the semiconducting SiC particles are gradually isolated by an electrically insulating layer of SiO2. This would cause a gradual decrease in the tangent loss of the SiC, as their volume fraction decreases during the oxidation phenomenon. Since the above case is somewhat analogous to silicon nitridation under microwaves, we believe that a similar modelling procedure could be possible. On the same basis, we speculate that at the intermediate stage (partially oxided), the conductivity of SiC could be of the same order of magnitude as that of unoxidised SiC, which might suggest that the silicon carbide particles sintered partially and still remain well connected. But, the silicon carbide phase would become completely depercolated at higher oxidation levels resulting in a very low conductivity. This could mean that at low conversion levels, SiC might behave like a semiconductor and at high conversion levels, it might transform to a semiconductor loaded dielectric (SLD) material. The microwave absorption behavior of such a material is more complex and a mathematical treatment similar to nitridation of silicon reaction could be helpful in understanding the microwave absorption nature of this material. The above given Eqs. (2)–(4) for reflection coefficient, attenuation constant and the penetration depth respectively, becomes invalid at high conversion levels and a new set of equations similar to the one proposed by Neelakanta and Park [21] might be more appropriate. More importantly, in the energy balance equation, the SiC depercolation, and chemical phenomena of oxidation should properly be accounted in order to get accurate temperature distributions in the powder bed. This discussion is purely speculative and no conductivity measurements were made in order to confirm the percolation phenomenon. 3.3. Temperature profiles Temperature versus time profiles measured as a function of power input for the different sites in the hybrid system of Fig. 1 are shown in Fig. 5. The highest temperatures were recorded at the center of the YZA sample Td, (1340°C), whereas the highest temperature measured in the alumina fiber board Tc, was 1250°C. Curve Td diverges increasingly from curve Tc above 400°C, consistent with increasing microwave coupling of the YZA specimen. This divergence reaches a maximum at 800°C and then decreases, consistent with increasing radiation heat transfer. The relative temperature divergence was plotted as [1− Tc/Td] against the sample temperature [Td], Fig. 6 and can be qualitatively explained as follows. At low temperatures (B400°C) there is no YZA specimen-microwave coupling, and the measured temperature at the center of the sample is 218 P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 Fig. 7. Radiant heat transfer from a YZA specimen calculated from the experimental temperature values. predominantly the result of heat transfer from the susceptor powder. Above 400°C [1− Tc/Td] increases as the sample starts to couple and absorb microwave energy. As heat transfer due to radiation, proportional to T 4d, increases, above 800°C the temperature difference again decreases, leading to the observed bellshaped curve in the [1− Tc/Td] versus Td graph. Heat transfer due to radiation can be calculated from the appropriate values for the parameters in the radiation equation. The radiant heat loss from the sample calculated from experiments as a function of the sample temperature [Td] is shown in Fig. 7. As predicted, the radiation loss increases rapidly above 800°C, but then saturates as the temperature difference (Td − Tc) decreases at the highest temperatures. effect was the same at all temperatures. Enhanced densification in a microwave field was also observed for ZrO2 –3% Y2O3 compacts by Nightingale et al. [26].Even though there is still much to explain in microwave-field assisted densification, the effect appears real and significant. In the present work, specimen densities of 99% of the theoretical value were achieved for YZA and about 95% for Al2O3 samples. Example of the various green and sintered samples are given in Fig. 8. Uniform size reduction (density) was observed when a batch of 15 Al2O3 samples were sintered together. The microstructure of the sintered YZA samples showed a uniform distribution of the two phases (the Al2O3 grains are dark, Fig. 9a). The grain size of the Al2O3 samples in 3.4. Sintering In most reports on microwave sintering of Al2O3 or ZrO2 ceramics, researchers have observed a ‘microwave field effect’. Janney et al. [22] have sintered Al2O3 + 0.1% MgO compacts to densities of ca. 98% at 1200°C using a 28 GHz microwave furnace, a temperature nearly 300°C lower than that required for conventional sintering. Using the ‘picket fence’ SiC susceptor arrangement, the same authors have reported [23] sintering of ZrO2 –8% Y2O3 compacts to densities above 99% at 1195°C, ca. 150°C lower than the conventional firing temperature. Fang et al. [24] have reported much reduced sintering times for hydroxyapatite ceramics heated in a multimode cavity compared to conventional sintering [25]. They showed that the same soaking time and sintering temperature in the microwave field gave higher densities and finer microstructures, and that this Fig. 8. Sintered and unsintered samples of different composition used in the present work. P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 219 samples with different soaking times are shown in Fig. 10. The sintering temperature for YZA was 1340°C (Fig. 5) with soaking times from 5 to 60 min. The temperature of the Al2O3 sample was not recorded. The faster sintering of the YZA samples is attributed to greater microwave absorption in ZrO2 as compared to Al2O3. 4. Conclusions Fig. 9. Scanning electron micrographs of (a) YZA, r= 99%, (Al2O3 grains appear dark) and (b) Al2O3, r =95%. Fig. 9b was about 1 mm, with no exaggerated grain growth but some porosity at the triple junctions. Microwave sintering curves for Al2O3 and YZA Room temperature microwave absorption by silicon carbide powder was utilised to construct a microwave hybrid heating configuration. Partially oxidized SiC powder proved a very satisfactory room temperature preheater, generating reproducible power/time/temperature conditions. Since the SiC powder bed was continously oxidizing at high temperatures generated by microwave energy, it could be considered as a compositionally changing ceramic system. It is suggested that a model similar to the one proposed for silicon nitridation could be appropriate in explaining the observed difference in the microwave absorption nature between pure and partially oxidized SiC powder compacts. Temperature measurements indicated that a zirconia sample reached the highest temperature in the hybrid system. The temperature increase of zirconia at low temperatures (B 800°C) is primarily by thermal radiation from the susceptor. At higher temperatures radiation cooling of zirconia occurs, while the continuing temperature increase is due to microwave power absorption by the zirconia. Using this simple hybrid heating unit, it was possible to sinter small samples of yttria stabilized zirconia and 99% alumina to densities above 95%. Fig. 10. Density change with sintering time for YZA (at 1340°C) and Al2O3 specimens. 220 P.D. Ramesh et al. / Materials Science and Engineering A266 (1999) 211–220 Acknowledgements The authors acknowledge the Wolfson Centre for Interface Science for providing a research fellowship (PDR) and the Faculty of Materials Engineering for providing the experimental facilities. The research was supported by AFIRST. L. Schächter’s research on microwave ceramic sintering was supported by the Israeli Ministry of Science. References [1] W.H. Sutton, Ceramic Bull. 68 (2) (1989) 376. [2] P.D. Ramesh, K.J. Rao, Adv. Mater. 7 (2) (1995) 177. [3] P.D. Ramesh, Ph. D thesis, Indian Institute of Science, Bangalore, 1995. [4] K.J. Rao, P.D. Ramesh, Bull. Mater. Sci. 18 (4) (1995) 447. [5] Y.L. Tian, B.S. Li, J.L. Shi, Y.P. Xu, J.K. Guo, D.S. Yen, in: D.E. Clark, F.D. Gac, W.H. Sutton (Eds.), Ceram. Trans. 21, The American Ceramic Society, Westerville, OH, 1991, p. 577. [6] J.D. Katz, R.D. Blake, J.J. Petrovic, Ceram. Eng. Sci. Proc. 9 (1988) 725. [7] M.F. Iskander, MRS Bull. 18 (1993) 30. [8] K.G. Ayappa, Rev. Chem. Eng. (in press). [9] W.H. Sutton, in: W.H. Sutton, M.H. Brooks, I.J. Chabinsky (Eds.), Mater. Res. Soc. Proc. 124, Materials Research. Society, Pittsburgh, PA, 1988, p. 287. [10] M.P. Sweeny, D.L. Johnson, in: D.E. Clark, F.D. Gac, W.H. Sutton (Eds.), Ceram. Trans. 21, The American Ceramic Society, Westerville, OH, 1991, p. 365. [11] A. De’I. Ahmad, E.D. Whitney, D.E. Clark, in: D.E. Clark, F.D. Gac, W.H. Sutton (Eds.), Ceram. Trans. 21, The American Ceramic Society, Westerville, OH, 1991, p. 319. . [12] M.A. Janney, C.L. Calhoun, H.D. Kimrey, J. Am. Ceram. Soc. 75 (2) (1992) 341. [13] R.D. Blake, J.D. Katz, in: D.E. Clark, J.R. Laia, W.R. Tinga (Eds.), Ceram. Trans. 36, The American Ceramic Society, Westerville, Westerville, OH, 1993, p. 459. [14] M.S. Spotz, D.J. Skamser, D.L. Johnson, J. Am. Ceram. Soc. 78 (2) (1995) 1041. [15] A.C. Metaxas, R.J. Meredith, Industrial microwave heating, Peter Peregrinus, London, 1983. [16] J. Batt, J.G.P. Binner, T.E. Cross, N.R. Greenacre, M.G. Hamlyn, R.M. Hutcheon, W.H. Sutton, C.M. Weil, in: D.E. Clark, D.C. Folz, S.J. Oda, R. Silbeglitt (Eds.), Ceram. Trans. 59, The American Ceramic Society, Westerville, OH, 1995, p. 243. [17] T. Carisey, A. Laugier-Werth, D.G. Brandon, J. Eur. Ceram. Soc. 15 (1995) 1. [18] K.L. Luthra, J. Am. Ceram. Soc. 74 (1991) 1095. [19] D.J. Skamser, J.J. Thomas, H.M. Jennings, D.L. Johnson, J. Mater. Res. 10 (12) (1995) 3160. [20] J.J. Thomas, D.J. Skamser, H.M. Jennings, D.L. Johnson, J. Am. Ceram. Soc. 79 (1996) 2458. [21] P.S. Neelakanta, J.C. Park, IEEE Trans. Microwave Theory Techn. 43 (6) (1995) 1381. [22] M.A. Janney, H.D. Kimrey Jr., in: G.L. Messing, E.R. Fuller Jr., H. Hausner (Eds.), Ceram. Trans. Ceramic Powder Science IIB, The American Ceramic Society, Westerville, OH, 1988, p. 919. [23] M.A. Janney, C.L. Calhoun, H.D. Kimrey, in: D.E. Clark, F.D. Gac, W.H. Sutton (Eds.), Ceram. Trans. 21, The American Ceramic Society, Westerville, OH, 1991, p. 311. [24] Y. Fang, D.K. Agrawal, D.M. Roy, R. Roy, J. Mater. Res. 9 (1994) 180. [25] A. De’I. Ahmad, E.D. Whitney, D.E. Clark, Ceram. Eng. Sci. Proc. 11 (1990) 1743. [26] S.A. Nightingale, D.P. Dunne, H.K. Worner, J. Mater. Sci. 31 (1996) 5039.