Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Power inverter wikipedia , lookup
Second Industrial Revolution wikipedia , lookup
Induction motor wikipedia , lookup
Electrical ballast wikipedia , lookup
War of the currents wikipedia , lookup
Stepper motor wikipedia , lookup
Ground (electricity) wikipedia , lookup
Buck converter wikipedia , lookup
Loading coil wikipedia , lookup
Electrification wikipedia , lookup
Stray voltage wikipedia , lookup
Voltage optimisation wikipedia , lookup
Opto-isolator wikipedia , lookup
Amtrak's 25 Hz traction power system wikipedia , lookup
Electric machine wikipedia , lookup
Power engineering wikipedia , lookup
Switched-mode power supply wikipedia , lookup
Mains electricity wikipedia , lookup
Electrical substation wikipedia , lookup
Three-phase electric power wikipedia , lookup
Single-wire earth return wikipedia , lookup
Resonant inductive coupling wikipedia , lookup
History of electric power transmission wikipedia , lookup
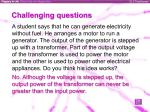
The Institution of Electrical Engineers, Sri Lanka Centre Chairman's Lecture 2000/01 Historical Development of the Transformer Professor J R Lucas Chairman, IEE Sri Lanka Centre 2000/01 Professor in Electrical Engineering, University of Moratuwa 14 November 2000 Hotel Galadari, Colombo, Sri Lanka The Institution of Electrical Engineers, Sri Lanka Centre Chairman's Lecture - 14 November 2000 Historical Development of the Transformer Professor J Rohan Lucas, Chairman IEE Sri Lanka Centre 2000/01 Fellow members of the IEE, Ladies and Gentlemen. It is a great honour for me to be able to deliver this lecture today as your new Chairman. I have selected the topic "Historical Development of the Transformer" as I feel that this is of both academic and general interest for an audience containing not only electrical engineers but also computer engineers, electronic engineers, production engineers, telecommunications engineers and well wishers. The Introduction Let me start in a lighter vein and tell you of an incident during the start of compilation of this talk. As one of the sources for this talk, I went to the Internet and searched for "History + Transformer". The first search gave me two groups of results. The first was about the history of Jefferson's transformers, which when I went more deeply into was found to be mainly for toys. This obviously was not what I was looking for. The next result filled me pleasure. It had the title "The complete history of the transformers". From this I learnt that the transformers were produced over a million years ago. I double checked it !! Yes, it said millions of years ago. The transformers described and pictured did not look like any of the transformers I had seen and I did not fully understand what they were talking about. So I copied the first paragraph from the article. Figure 1 - The Transformer "Millions of years ago, the planet of Cybertron was made by the Quintessons as a production plant for the robots they needed. At the start they experimented with creatures partially robot and partially organic, later they made real robots. There were two types of robots; military units and consumer goods - Transformers[1]". "They learned to adapt to anything." (Figure 1). From another article[2] I learnt that transformers are "robots toys that transformed into vehicles and such". I subsequently managed to find some more articles on "transformers" and especially on "distribution transformers" from the Internet and from the library. I also managed to obtain some books and articles from the Institution of Electrical Engineers in London. The rest of my presentation is based on these and other such articles rather than on the "complete history" I found earlier. The First Transformer In 1831, Michael Faraday carried out a series of experiments convincingly demonstrating the principle of electromagnetic induction. The first breakthrough in solving the problem of producing electricity from magnetism occurred on 29th August 1831. On that day, he took a soft iron ring 7/8 of an inch thick and 6 inches in external diameter. Around one half of the ring's circumference (which side he called A), he wound three coils of wire. Each coil had 24 feet of wire with the turns separated by wine and calico. On the other side (side B), but separated from side A by a distance, he wound 60 feet of wire in two separate coils in the same direction as the former coils. He connected the two coils on the side B in series and carried the connecting wire over a magnetic needle. He then connected one of the side A coils to a battery and closed the circuit on side A. The magnetic needle on side B immediately sensed it, oscillated and then returned to its original position. He observed a further disturbance of the needle only when he broke the battery connection on side A, but this was in the opposite direction. Faraday's report of this momentary disturbance of the magnetic needle was the first demonstration of what is known as electromagnetic induction today. Once he had got on the correct track, his experiments progressed very rapidly. This was the forerunner of the modern electrical transformer (figure 2). IEE Sri Lanka Centre, Chairman's Lecture 2000/01 Figure 2 - Faraday's first transformer: Two coils wound on an iron toroid 2 "Faraday's apparatus was designed to study whether a direct current (dc), and the magnetic field that was produced by a dc coil, induced voltage in another coil. It took several years of experimentation for Faraday to realise that constant dc does not have such effect, but the change, the increase or decrease of the current, in fact generates voltage in the other coil. Naturally, the apparatus was fed by a dc galvanic battery, since no other power source was available at the time [3]." "Faraday found that a current of electricity flowing in a coil of wire wound around a piece of iron would convert the iron into a magnet and that, if this magnet were inserted into another coil of wire, a galvanometer connected to the terminals of the second coil would be deflected. [4]." Faraday's invention contained all the basic elements of transformers - two independent coils and a closed iron core. The Next Fifty Years, 1832-1882 Figure 3 - Henry's Coils For many years after Faraday's discovery, it had no practical value. "Induction coils were used to produce much higher voltage than galvanic batteries. In 1832. when self-inductance was invented, Joseph Henry noticed that with the interruption of current very high (several hundred volts) voltage is induced in the coil due to the rapid flux change[3]." Figure 3 shows the coils used by Henry in his induction experiments. "The coils are made of copper strips which have been wrapped in silk insulation." Continuous operation of the induction coils was ensured by the use of various vibrators. Although other experimenters also repeated Henry’s experiments and went on to build induction coils operated with interrupted direct current to give shocks or sparks, there was no thought of the transformer as an economical means of power distribution. The spark inductor was actually a high-voltage pulse transformer, and cannot be identified with the heavy-current transformer of today, and even less with its application. However absurd it may sound from the physical aspect, spark inductors were regarded as dc devices at the time! When turning the battery on, long-time but low-amplitude half-wave was induced; when breaking it, short-time, but high peak voltage was induced. Thus the starting voltage could hardly be felt. When a spark gap was also present, only the break peak voltage could produce a current, so that dc flowed in the secondary circuit. This way the positive and negative pole was interpreted. The development of spark inductors promoted the construction of the later transformers in the area of production technology rather than theory. The important technical achievements were the vacuum impregnation of high voltage coils, oil insulation, the disk-winding proposed by Poggendorff, and the application of laminated iron core. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 Figure 4 - Ruhmkorff's inductor drawing 3 The first inductors only provided sparks that were a few millimetres long, but in 1853, Daniel Ruhmkorff increased the spark length first to 200 mm then to 450 mm by improving the vibrator and the insulation. [Figure 4]." The Faraday and Rumkorff coils are types of two classes of converters - the closed circuit and opened transformers - prevailing just over 100 years ago. Even at that time it was readily seen that[8] the Ruhmkorff type, having a straight core, had to complete the circuit through air; in strong contrast to the Faraday type which had a complete magnetic circuit of iron. Thus the transformers even 100 years ago were almost universally of the Faraday class. By the late 19th century, it was realised that the chief aim of the transformer builder was • • • • to make the magnetic circuit entirely of iron, to shorten the magnetic circuit as much as possible, to increase the cross-sectional area as much as consistent with weight, and to use iron of the greatest magnetic permeability. In addition to the above features, due care was taken with regard to the insulation, and best ventilation possible. The War of the Currents By 1888, the war of the currents - d.c. vs a.c. had heated up with Edison publishing a warning on the mortal danger of ac. What drove Edison to this extreme measure could also have been the fact that Westinghouse's ac companies were fast catching up on Edison's dc companies. The chief advantage of dc was that they could not only be used for street lighting but the availability of dc motors for traction and manufacturing. Another advantage was that batteries could ensure continuity of supply when the generators were not running. The chief disadvantage of dc was the lack of economical transmission due to the absence of ready step-up and step-down devices. The chief advantage of ac was availability of transformer for raising the voltage for distribution and lowering it for safe use. This meant that ac could be sent on thin wires whereas dc required thick copper conductors as distribution had to be at low voltage. The main disadvantage of ac was the absence of an ac motor (Tesla's ac motor patented in 1888 was not ready yet). The first alternating system The "Jablochkoff candle", developed in the 1870s, was a simple and cheap flame-arc lamp without mechanic regulator that definitely needed ac for its operation. This gave a boost to using ac. As arc lamps spread, the need emerged that a generator should not only feed one lamp but all the lamps along an avenue. The basic problem was the method of connecting lamps - in series or in parallel. Over one hundred and twenty years ago, this was not unambiguous due to the nature of the load. Arc lamps operated at 35 to 40 V, and with a low voltage network, the larger total current required by the parallel consuming equipment caused very high line losses. Also the voltage drop in the line limited the maximum distance between the generator and the flame-arc lamps to about 100 to 200m in a parallel system. On the other hand, with a supply voltage of 1,000 to 1,500 V a series connected system could operate 20 to 30 lamps with the line of lamps stretching several kilometres long. This was true both for dc as well as for ac. However a problem with the series connection was that only lamps consuming the identical power could be connected and if a single lamp burnt out the complete line stopped lighting. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 4 Figure 5 - Series connection of arc lamps Figure 6 - Multiple connection of arc lamps This required that individual lamps should be made independent of the serial network. "Jablochkoff was the first to realise in 1877 (in Paris) that instead of the direct connection of the lamps into the serial main line, lamps should be fed through a two-coil induction device. He assumed that the different operation of lamps, which were galvanically separated would not affect the other lamps. Although he was mistaken, he still managed to improve the operation of the system, and what is even more important, he started the research-development activity that led to the development of the heavycurrent transformer. In 1882, Goulard and Gibbs patented a system of distributing power using alternating current and two-coil induction devices. They used devices (then known as secondary generators - figure 7) of the Ruhmkorff type in the first alternating current distribution system and had a 1:1 ratio and were used with their primaries in series. The farthest lamp fed, on the Torino-Lanzo railway line, was at 40 km distance from the 2,000 V generator with 133 Hz frequency. The series connection led to unsatisfactory regulation unless all the transformers were equally loaded. This practice had long been discontinued and the parallel Edison system had become widespread even by 1892. Figure 7 Secondary Generator Probably the first improvement of the Faraday coil (even though very slight) was made by Kennedy in 1883 when he made the magnetic ring of wrought iron wire instead of cast-iron, thus gaining greater magnetic permeability. The Zipernowski and Deri Transformer One of the best of the early ring-shaped transformer was presented by Messrs Karoly Zipernowski and Miksa Deri in 1885. In this transformer, which was electrical excellent though mechanically not very sound, the positions of the coils and the iron were reversed. The primary and secondary coils, both thoroughly insulated, was wound into a kind of solid core and over-wound with a heavy layer of iron wire. They also took a crucial step in March 1885. This comprised of three major elements. Figure 8 Zipernowski-Deri transformer • Rejecting series connection and connecting transformers that supply the consuming equipment groups in parallel to the main line, • Applying high-ratio transformers, separating high-voltage (1400-2000 V) wide supply network from low-voltage (100 V) consumer networks, and • Developing a transformer with closed iron core, low drop (i.e. terminal voltage is almost independent of the load), and low loss. In 1885, George Westinghouse acquired the American rights under the patent and selected William Stanley to develop the transformer. He made a transformer with a ring of finely laminated iron of the shape shown in figure 9. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 Figure 9 - Stanley's Paccinotti Ring 5 Figure 10 - Dick and Kennedy's Transformer Stanley's transformer was an adoption of the Paccinotti ring armature. Even at that time it was difficult to ascertain what gains were expected to result from this construction as the leakage from the teeth was anything but desirable. In the winter of 1885-86 William Stanley installed the first experimental ac distribution system which supplied 150 lamps in the town of Great Barrington, Massachusetts. Dick and Kennedy in 1886 introduced a transformer which showed the first really vital improvements since the days of Faraday. Starting with Stanley's Paccinotti Ring, they wound the periphery with thin sheet iron (figure 10). However, much of the efficiency which should have been gained by the reduction of the length of the magnetic circuits was sacrificed due to the magnetic circuits not following the direction of the lamination in the peripheral iron. By the late nineteenth century, transformers had crept up very close to 100% efficiency (typically about 97.5% for a 10 kW transformer). First attention to transformer cost Shortly thereafter, the question of cost of the transformer began to demand serious attention. Up to that time, the closed circuit transformers had hand wound coils. The shape of the iron punchings made them wasteful and expensive. The iron on the periphery was difficult to wind, and any repairs necessitate tearing the whole thing to pieces. A further objection to this coil however, which applied equally to all of the early ring-shaped transformers, was that the space occupied was quite disproportionate to the work done. This together with the difficulty and expense of the winding, eventually led to the abandonment of the ring transformer in its original form of an endless jointless iron ring. The first "block shaped" class of transformers Figure 11 - "Block-shaped" transformer Around the same period, the "block shaped" class of transformers commenced to attract attention. These transformers were or many kinds, but no one differed very substantially from each other. This class of transformers generally had the coils and iron arranged about as shown in figure 11. In these the coils are entirely surrounded by laminated iron except at their ends, whilst the magnetic circuits are comparatively short and in two directions, the whole apparatus being mechanically simple, and easy to assemble. Quoting from "Transformers" by Caryl D Haskins published in 1892, "Transformers are sold as a mere commercial article, and lighting companies order a dozen of them as a cook might order a dozen eggs". The first ac transmission line in the US was put into operation in 1890 to carry electric energy generated by water power a distance of 13 miles from Willamette Falls to Portland, Oregon. The first transmission lines were single phase, and the energy was usually consumed for lighting purposes only. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 6 Even the first motors were single phase, but on May, 16 1888, Nikola Tesla presented a paper describing two-phase induction and synchronous motors. The advantages of poly-phase motors were apparent immediately, and a two-phase ac distribution system was demonstrated to the public at the Columbian Exposition in Chicago in 1893. Thereafter, the transmission of electric energy by alternating current, especially three-phase ac, gradually replaced dc systems. In January 1894, there were five polyphase generating stations in the US of which one was two-phase and the others threephase. Universal Electric Power System In 1890, just five years prior to the start-up of the first large-scale power project at Niagara Falls, the method of production and distribution of power was still undecided. The project was to include transmission to Buffalo. Fourteen projects submitted for transmission were considered. Four of the proposals were for compressed-air, with its basic industrial uses such as hauling and lifting, through two feed diameter underground mains. One proposal was for hydraulic transmission and another for mechanical transmission via steel cables in a chain of posts and pulleys. Five of the proposals were for dc transmission and only two were for ac transmission. AC was a novelty at that time, was not considered to be among the eight awards given. After new proposals from General Electric and Westinghouse in August 1883, polyphase ac was selected and power was first produced in Niagara Falls on August 6, 1895. The initial contract was for generating 15,000 hp at 2200 V at 25 cycles. The Transformer in Service All supply undertakings had to solve the problem of transmitting electrical energy at high voltage from the generating station to points nearer the consumers, then reducing the voltage and stabilising the voltage at the consumers’ terminals. For purposes of lighting, the preferred voltage was 50 t0 52 V although when the secondary circuit length was long 100 to 104 V was used for reasons of economy. Figure 12 - Banking in Multiple When the number of lights to be carried on one circuit was greater than the capacity of a single converter (transformer), a number was arranged in multiple as shown in figure 12. When this is done the transformers should always be of the same capacity and same style. However, it was considered preferable to divide all circuits when possible, using single transformers, so that all the lamps in a building, may not be dependent on a single source. At times it became necessary to so bank transformers, as to get an increased potential, as when a building was ready wired for 100 V, lamps of 100 V but only transformers available are designed to give a secondary potential of 50 V. In this case the transformers must be banked with their secondaries in series as shown in figure 13. The converters must of course be of the same capacity. Figure 13 - Banking in Series IEE Sri Lanka Centre, Chairman's Lecture 2000/01 Figure 14 - Banking on three-wire plan 7 Transformers may be banked on the three-wire plan as shown in figure 14. In this case the transformers are banked with their primaries in multiple and their secondaries in series, with the neutral or middle wire taken between them. This was generally done with 100 V transformers, and saves much wire, the greater portion of the energy being distributed at 200 V with the lamps effectively burning two in series. The middle wire usually had between one-half to one-third the carrying capacity of the outside wires. The Ferranti Transformer is a converter of European Manufacture. It is a good example of European practice in 1892. It is seen that the transformer is not enclosed within a water-proof case, as was customary with converters of American manufacture at the time. This is because in Europe the transformer was installed within buildings. The frame which holds and supports the actual converter is of cast iron and is so constructed to provide for standing the transformer upon the floor. The primary and Figure 15 - Ferranti Transformer secondary terminals are at opposite ends of the base and are so constructed that they cannot be tampered with, or the wires loosened with an ordinary screwdriver. The terminals are thoroughly insulated from the frame by means of sulphur and glass insulation, poured while in a molten state, into the space between the frame and each terminal block. Figure 16 Early wound core The iron used in the construction of these transformers is extra soft Swedish sheet and is unusually thin. A number of bundles of iron are brought together in parallel as seen in figure 16 and are overwound and bound together by insulation at their central portion. Over the insulation is wound secondary, and over this again is placed the primary, generally in the form of ready wound coils, due insulation being interposed. The soft iron is then turned back and over from each end, the ends of the strips lapping one over the other, till the middle of the bundle is reached, when the last two ends are turned back and made fast. The remaining half of the iron is then turned back similarly in the opposite direction, the iron, when in position, enclosing the coils. Another transformer manufactured in 1890 is the National Transformer manufactured by the National Electric Manufacturing Co. of Wisconsin. Its general appearance is Figure 17a - National Transformer Figure 17b - Winding & Core shown in figure 17a and its internal character by figure 17b. The National transformer is of the ring type and the entire winding is surrounded by iron, all of the wire in the transformer thus being active. A novel feature of this is the fuse and connection box on the lower side of the case, where the opening of the fuse box door simultaneously breaks the connection between the primary and the fuse contacts. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 8 Development of components of the transformer The main components of the transformer are the core, winding, insulation and tank. I will now look briefly at each of these components and some of their developments. Transformer Core The purpose of the transformer core is to provide a low reluctance path for the magnetic flux linking the primary and secondary windings. In doing so the core experiences iron losses due to hysteresis and eddy currents flow which manifests itself as heat. Research and development in electrical steels has thus been on the reduction of these losses and also on the reduction of the noise emitted. Core Materials Early cores were made from bundles of soft-iron wire. The first transformers manufactures in the 1880s had cores made from high grade wrought iron and for a time Swedish steel was preferred. Around 1900 it was realised that the addition of small amounts of silicon or aluminium to the iron greatly reduced the magnetic losses. Thus began the technology of specialised electrical steel making. However, low carbon steels continued to be used in certain instances up to around 1930. Hot rolled steels The addition of silicon reduces hysteresis loss, increases permeability and increases resistivity, thus reducing eddy current loss. However the presence of silicon has the disadvantage that the steel becomes brittle and hard so that the quantity of silicon has to be limited to not more than 4.5%. Silicon steel for transformer cores was first used around 1906 and laminations of thickness around 0.35 mm were produced by a hot rolling process in which the grains are packed together in a random manner so that the magnetic properties were independent of the direction of measurement. The specific loss values of around 7 W/kg at 1.5 T were obtained at 50 Hz for these early hot rolled steels. Cold rolled grain oriented steels (CRGO) It had been recognised in the early 1920s that the silicon steel crystals were themselves anisotropic, but it was not until 1934 that commercial use was made of this property. The first commercial grain oriented cold-rolled steel was produced in 1939 and had a thickness of 0.32 mm and a loss of 1.5 W/kg at 1.5 T, 50 Hz. High permeability grain oriented silicon sheet steels In 1965 the Nippon Steel Corporation announced the production of the high permeability grain oriented silicon steel and commercial production began in 1968. At flux densities of 1.7 T its permeability was three times higher than the best cold-rolled grain oriented steel at the time. The low losses of these steels were largely due to a reduction of around 40% in the hysteresis brought about by improved grain orientation. Laser irradiated super oriented steels In 1980, Nippon Steel Corporation introduced the laser-etched high permeability grain oriented silicon steel and by 1983 thickness had come down to 0.23 mm with losses as low as 0.85 W/kg at 1.7T, 50 Hz. Amorphous steels Amorphous steels have appeared relatively recently and their development stems from a totally different source than the silicon core steels. The foil material is made from depositing molten steel onto a fast rotating chilled drum. The amorphous or random grain structure is produced from cooling the material at rates of up to 106 oC/s. The resulting material exhibits losses of 20-25% of those of the best silicon steels. However with flux densities greater than about 1.56 T the loss rapidly increases overtaking those of conventional steels. Foil thickness is around 0.025 mm. It was not until the mid1970s that the importance of their magnetic properties was recognised, but even after another twenty years they are not very widely used mainly due to economic reasons and poor stacking factor. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 9 Core Construction Over the years, various arrangements of cores and coils have been worked out. However, all these arrangements can be considered to fall into two general classes - shell form and core form. Figure 18a and 18b show the basic single phase shell-form construction and the core-form construction respectively. Figure 18 - Basic form of construction In the shell-form construction, the coils are more or less rectangular in shape and the iron is built through the opening and around the outside of the coils to form a shell around the straight part. Each lamination of the iron, when assembled, forms a rectangle with two windows through which the coils pass. The flux-return paths of the core are external to and enclose the windings In the core-form transformer, the iron is in the shape of two cores, or legs, surrounded by the coils and joined at the ends by yokes. Both the shell-form of construction and the ring-form of construction have existed from the days of the early transformers. Figure 19(a) shows the core type transformer developed by Gaulard and Gibbs and used by Westinghouse in 1885. Figure 19(b) shows a shell type transformer developed at the Ganz works around the same time. The closed magnetic circuits of these transformers were made of insulated wire. Figure 19 - First Transformers with closed circuit Figure 20 - "Hedgehog" Transformer There were also the transformers with open magnetic circuit in those days (figure 20). The core was almost invariably of wire, straight and non-continuous, the magnetic circuit being completed through the air. The iron wire was permitted to extend considerably beyond the coils, the wires being bent into a radiating form, so that each individual wire was separated from its neighbours. This construction served to disseminate the lines of force (magnetic flux) through the surrounding air. Around the beginning of the twentieth century, core-type transformers were built with rectangular cut laminations (figure 21a) where the direction of flux did not correspond to the rolling direction at the joints, and bolt holes distorted the flux path from the orientation. One of the disadvantages of grain oriented steel is that any factor which requires the flux to deviate from the grain direction increases the core loss. Such factors included the Figure 21 - Flux direction at a corner bolt holes in the core and the turning of the flux around corners of core limbs. In order to limit the extent to which the flux path cuts across the grain direction the corners of the laminations are now cut on a 45o mitre. Also from the latter part of the 1970s manufacturers have adopted totally boltless cores (figure 21b). IEE Sri Lanka Centre, Chairman's Lecture 2000/01 10 Modern Core Building Early core were constructed with square crosssection and then two-step (figure 22a). Since then, core designs have been constantly improved and core laminations have been built up to form a limb or leg having as near as possible a circular crosssection in order to obtain optimum use of space within the cylindrical windings (figure 22b). Figure 22a - Early cores Figure 22b - Seven Step Stacked Core Figure 23 - Stacked Core The transformer core is usually built by stacking laminations, two or three per lay. The lay-down sequence must take into account of the need to alternate the lengths of plates to provide the necessary overlaps at the mitred corners (figure 23a).. Step-lapped joints In the simple stacked core, a simple arrangement consisting of only two plate configurations are used. Because much of the loss in modern transformer cores arises from the yoke to limb joints, manufacturers have come out with an arrangement where a joint may have as many as seven different plate lengths so that the mitre can have a seven step overlap. This joint ensures a smoother transfer of the flux and thus provides a lower corner loss. Figure 23b - Step-lapped Figure 24 - Wound Core From around the 1990s, wound cores made from amorphous steel foil (made from depositing molten steel onto a fast rotating chilled drum) have been used by some utilities, mainly on an experimental basis for the smaller distribution transformers. This material exhibits losses of the order of only 20 to 30% of those of the best silicon steels. However the transformers tend to be about 10% heavier and have a much higher capital cost. The life cycle cost is still marginally higher. The foil is ultra thin and special techniques of material handling have evolved where by the amorphous core transformer can bee assembled in a lesser time than the conventional stacked core transformer. Figure 24 shows a wound core. Although not discernible in the photo, each loop of core steel has an overlapped joint at the upper end. Figure 25 shows some steps in the construction of a wound core amorphous steel transformer. (a) wound core in original packing (b) partly opened core Figure 25 - Some steps in the construction of the wound core transformer (c) Inserting winding IEE Sri Lanka Centre, Chairman's Lecture 2000/01 11 The Oval cross-section of core is commonly used with a foil winding (figure 26). This is because the distribution of current axially in the foil winding corresponds exactly to that of the high voltage winding and axial forces are very much less even in the event of heavy fault currents. Thus the circular cross section may be dispensed with to reduce the construction cost of distribution transformers as the oval shape lends itself to a higher space factor with a correspondingly lower number of steps. Thus the two step construction may be used without any adverse effects. Figure 26 - Oval Transformer Winding Transformer windings have mostly been made from hard drawn copper except in countries where aluminium is readily available due to its generally superior properties. The early transformer windings were made of round conductors and were double cotton covered wire. These were wound on a lathe and the coils were given a final coating of shellac and baked in an oven. Circular cross-section wire is now generally restricted to the plain enamel covered form used for the high voltage winding in distribution transformers. Wire of circular cross-section cannot be wound into windings having a good space factor and thus either rectangular-section wire or strip is used. This rectangular cross-section conductor is usually paper insulated. Figure 27 - Helical Coil Single-layer coils were initially used for lowvoltage windings. To obtain higher power ratings, single-layer coils with several concentric layers were manufactured. The helical winding was introduced in the mid 1920s. This is built from a large number of parallel strands. It is also possible Figure 28 to wind parallel helixes (figure 27). Transposed conductor Each strand in a helical winding may also be transposed (figure 28). By means of continuous transposing, each strand will on average enclose the same flux, thereby preventing circulating currents with associated increase in losses. This technique of designing helical windings has been refined over the years and several coaxial shells of this type of winding are also utilised. Figure 29 Disc winding The disc winding (figure 29) was utilised right from the beginning as the high voltage winding in transformers requiring many turns. The voltage distribution for rapid transients, lightning overvoltages was a difficult problem for these windings in the early days. In today's high-voltage disc windings the turns are interleaved between different discs so that a higher series capacitance and consequently a better impulse voltage distribution are obtained. Figure 30 shows several methods by which series capacitance can be increased. The first uses an electrostatic shield connected to the line end and inserted between the two hv discs nearest to the line end. The second winds a dummy strand connected to the line lead but terminating in the first disc. The shield itself is usually made by wrapping a pressboard ring of the appropriate diameter with thin metal foil. The third usually involves winding two or more strands in parallel and then reconnecting the ends of every second or fourth disc after winding to give the interleaving required. It has an advantage over the first two methods in that it does not waste any space as every turn remains active. However it is more costly. Figure 30 Winding Stress Control IEE Sri Lanka Centre, Chairman's Lecture 2000/01 12 Multilayer winding Around 1960, the multi layer winding was introduced. In this winding, the impulse voltage is shared between the layers. This gives a much better distribution of voltages than a disc winding where a large part of the voltage is across the first coils. Foil Winding Figure 31 Foil winding In modern distribution transformers, foil winding is frequently used. In this form of construction the winding turn, of copper or aluminium foil, occupies the full width of the layer (figure 31). The arrangement represents a very cost effective method of manufacturing low voltage windings and also enables a transformer to be built with a high degree of electromagnetic balance and hence good mechanical short circuit strength. With the foil winding, the axial forces during a short circuit is limited to one-tenth of the force which occurs in copper strip winding. Diamond dotted paper is frequently used as interlayer insulation. Figure 32 shows a foil winding in manufacture with diamond dotted presspaper insulation being used between layers. The oval shape of the coil can also be observed. Figure 32 Foil winding in manufacture Transformer Insulation Today's transformers are almost entirely oil filled, but early transformers used asbestos, cotton and low-grade pressboard in air. Shellac insulated paper in the late nineteenth century was a tremendous step forward. Mineral oil started to be used for the insulation and cooling of transformers in 1906. The oil in turn was cooled with water-filled cooling tubes inserted in the transformer tank. The shellacimpregnated paper could not match the thermal capabilities of the newly developed oil-filled transformers. These used kraft paper and pressboard insulation system. Paper and pressboard account for the greatest part of insulation material used in power transformers when used in transformer oil but not very good dielectrics in the absence of oil. Other forms of paper used are thermally upgraded paper and diamond dotted paper. The next most commonly used material is wood. Petroleum oils have been used in electrical equipment since the latter part of the nineteenth century. Ferranti recognised their benefits for the transformer as long ago as 1891. These mineral oils are still used with of course better refining and better selection. Silicone liquid is frequently employed in transformers where there is a desire to avoid fire hazard. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 13 Silicone liquids are synthetic materials, the most well known being polydimethylsiloxane, characterised by thermal stability and chemical inertness. Silicone liquid has a very high flash point and in a tank below 350 oC will not burn even when its surface is subjected to a flame. Distribution transformers with silicone liquid have been in operation for several years. A synthetic ester fluid has been developed to meet high-voltage insulation oil specifications and is finding increasing application as a dielectric fluid in transformers. These have very high flash points of around 310 oC and auto-ignition temperature of 435 oC. Rtemp is an improved version of mineral oil which has a flash point of 264 oC and is suitable for indoor applications. Treated sunflower oil is under development as a transformer oil. Although it is environmentally very friendly, it is still about 10 times dearer than normal mineral oil. Although 'dry' design using Sulphur-hexafluoride gas for insulation has been produced for a number of years and proved attractive especially in the Asian region, they suffered from the fact that SF6 is a greenhouse gas listed for emission reduction. Alternative 'dry' designs based on moulded epoxy and glass fibre insulation systems are also available (cast-resin type), but the need to keep internal field strengths to 3 kV/mm limited the voltage rating of such designs to about 36kV Figure 34c Cast-resin transformer Transformer Tank Very early transformers at the end of the nineteenth century were generally of the cast iron type. Since then, transformers have almost invariably been constructed from welded plates. Detachable radiators of corrugated sheet steel were introduced at the beginning of the 1920s. In the 1930 radiators with cooling fans were adopted, thereby making it possible to build a naturally-cooled, three-phase transformer with a rating of 45 MVA. Forced cooling with oil pump and fan on the air side was introduced in the 1950s. Around 1970s hermetically sealed type with no gas cushion was introduced. In these transformers the expansion/contraction of the oil is handled by the deeper (50 to 400 mm deep) corrugations (fins) rather than by a separate conservator tank. The corrugated fins (1.2 to 1.75 mm thick) in the present design have replaced the rather heavy tanks (4 - 20 mm thick) which exist with cooling tubes or radiators. These hermetically sealed transformers are used for distribution transformers and small power transformers only, as insufficient cooling is provided by the fins for the larger transformers. The maintenance of the hermetically sealed transformer is virtually none, as moisture or air cannot enter the tank. However a check must be made for corrosion and oil leakage. Figure 33 - LTL Transformer Figure 33 shows a distribution transformer presently been made by Lanka Transformers Limited. This is of the hermetically sealed type with corrugated fins. It has a copper foil for the low voltage winding with diamond dotted paper insulation separating the layers. The high voltage winding is of round enamelled copper. The core is of oval cross-section having only 2 steps. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 14 Recent Developments Dryformer Figure 34a - Dryformer The Dryformer is an innovative high-voltage transformer design that eliminates the need for oil based on the use of high-voltage cross-linked polyethylene (XLPE) power cable instead of oil/paper in the construction of the transformer windings. (figure 34a) The new concept is the result of the marraige of high voltage cable technology and transformer technology. Figure 34b shows cable conductors and the vertical nonmagnetic steel rods that provide mechanical support against axial forces. Developed by ABB, the first Dryformer was delivered in early December 1999 to a Swedish Utility and is rated at 20 MVA, 140kV/6.6kV. The Dryformer has substantial benefits for both customers and the environment. The absence of oil eliminates the risk of contamination of soil or ground water, and minimises the risk of fire and explosion. The net result is that, in principle, the new design can be installed anywhere - close to lakes and rivers, in underground caverns or densely populated areas. Figure 34b - Cross-section of winding By using state of the art technology, XLPE cable can have field strengths up to 15 kV/mm. However, the electric field is fully contained within the XLPE cable and the cable surface is at ground potential. From a manufacturing perspective, the Dryformer has the considerable advantage of having the insulation system built up at the cable factory (unlike in oil/paper insulation where a thorough drying out process using a combination of high temperature and vacuum and quick assembly is required). Powerformer The Powerformer (trademark of ABB) was developed by ABB recently to combine the functions of a conventional generator and a step-up transformer. Thus it is a high voltage generator which can be connected directly to the power network without the need of a step-up transformer. The novelty of the new generator concept is the use of proven power cable as stator winding. Although this is not a transformer, this has been included here as it a does away with the necessity for a generator transformer. The first generator (11 MVA, 45 kV, 600 rpm) to feature this concept was successfully inaugurated in June 1998 at the Porjus hydropower plant in the Swedish national grid. Another generator rated at 136 kV, 42 MVA, 3000 rpm for a thermal power station is scheduled to be commissioned in Autumn 2000 also in Sweden. IEE Sri Lanka Centre, Chairman's Lecture 2000/01 15 The conventional generator design is based on rectangular armature slots and conductor bars (figure 35a) and the maximum output voltage is limited to the order of 25-30 kV but is usually fixed at around 13.8 kV. In contrast, the powerformer operates at a relatively high voltage and low current. Figure 35 rectangular bar The new generator (figure 36) has armature windings with a cylindrical crosssection based on proven solid dielectric power cables, like in the dryformer. Thanks to the cable design, the electric field has an even distribution and is totally confined within the cable itself. Figure 37 - (a) cable, (b) winding ends Figure 36 - Stator of Powerformer The winding cable consists of a conductor (1), an inner semi-conductive layer (2), a solid dielectric (3) and an outer semi-conductive layer (4) as shown in figure 37. The solid dielectric is cross-linked polyethylend (XLPE). References 1. "The Complete History of The Transformers", Internet article, www.xs4all.nl/~wjtbeek/history1.html 2. "Transformer history", Internet article, http://sabretron.fsn.net/TransformersHistory.htm 3. Jeszensky, S., "History of Transformers", IEEE Power Engineering Review, December 1996, p 9-12. 4. Gibbs, J. B., "Transformer Principles and Practice", McGraw-Hill Book Company, New York, Second Edition, 1950 5. Mosser, H.P., "Transformerboard", Scientia Electra, April 1979 6. Franklin, A.C., and Franklin, J.S.C., "J & P Transformer Book", Eleventh Edition, 1995, ButterworthHeinemann Ltd, Oxford 7. "Power Transformer Handbook", edited by Hochart, Bernard; English Edition 1987, Butterworths, Oxford 8. Haskins, C. D., "Transformers - Their theory, construction and application, simplified", 1892, Bubier Publishing Company, Mass. 9. Foran, Jack, "The day they turned the falls on: the invention of the universal electrical power system", Internet article, Case studies in Science, http://ublib.buffalo.edu/libraries/projects/cases/niagra.htm 10. Rao, S., "Power Transformers and Special Transformers", Khanna Tech Publications, Delhi, 1991, Second edition. 11. Leijon, M., Owman, F., Karisson, T., Lindahl, S., Parkegren, C., Sorqvist, T., and Miller, R., "Powerformer: Electric Power Generation for the Twenty-First Century", Internet article, Nemesis GPI - Powerformer, http://www.nemesis.at/publication/gpi_99_2/articles/abb.html 12. Leijon, M, and Andersson, T., "High and Dry", IEE Review, July 2000, Vol 46, No 4, pp 9-14. 13. Leijon, M., et Al "A Major Breakthrough in Transformer Technology", Synopsis for CIGRE 2000. Group 12:2, Internet site: http://www.elforsk.se/cigre/synop122.html 14. Steed, J.C., "Amorphous core transformers", Power Engineering Journal, April 1994, vol 8, No 2, p92.