Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
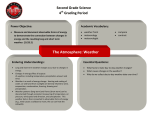
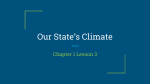
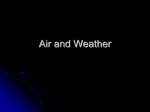
UCTEA Chamber of Metallurgical & Materials Engineers Recovery of Scandium from Lateritic Nickel Ores Proceedings Book Ece Ferizoğlu¹,², Şerif Kaya¹, Yavuz Topkaya² ¹Middle East Technical University, ²Meta Nikel Kobalt A.Ş. - Türkiye Abstract The aim of this study was to extract and recover scandium from a lateritic Ni-Co ore by means of hydrometallurgical techniques. Nickel laterites are very important type of nickel ore deposits and they also contain considerable amount of scandium in addition to nickel and cobalt. Scandium is the most important and strategic metal that can be obtained as a by-product from lateritic ores. In this research, as a result of two-step pH controlled purification processes, a scandium enriched concentrate was obtained during mixed nickel-cobalt hydroxide precipitate (MHP) production process. After these precipitation processes, the obtained precipitate was leached by sulfuric acid and the experiments showed that considerable amount of scandium could be taken into the leach solution. 1. Introduction Scandium, which is classified as a rare earth element, is ZLGHO\ GLVSHUVHG DQG UDUHO\ FRQFHQWUDWHG LQ WKH (DUWK¶V crust. It is mainly substitutes for major elements in the minerals such as; iron, aluminum. Thus, due to low concentration and complex structure of the mineral, scandium can generally be recovered as a by-product from effluents, wastes, slags and so on. The main valuable scandium resources are effluents or slags which form during processing of uranium, iron, tungsten, nickel, tin, titanium, zirconium, tantalum, aluminum and other rare earth elements.[1] The annual production of scandium is around 5-12 tons and the price of 99.9% Sc2O3 ranges between 2000-3000$ per kg[2] The production rate cannot reach to high levels due to the main supply of scandium as a by-product of other metals. In spite of the low availability, various uses of scandium have been identified up to the present. However, scandium cannot be produced with high production rate and as a result of this in the literature; the application of scandium is classified in mainly three different areas. The first and widespread consumption area of scandium is in aluminum 736 IMMC 2016 | alloys. It is stated that the addition of small amount of scandium (0.1-0.8%) into aluminum improves corrosion, mechanical and welding properties [3]. Al-Sc alloys are generally used in fighter jets, aerospace industry and high technical sporting equipment. Since scandium has low availability at the present, Al-Sc alloys are generally used in the area where the performance is much more important than the cost. If the price of scandium can be reduced by developing new and easier methods of production of scandium, the industrial uses of Al-Sc alloy will increase due to high potential for the use of this alloy in many areas such as, sporting goods, aerospace and automotive industries. The other consumption area of scandium is in solid oxide fuel cells as solid electrolytes. The addition of scandium oxide into stabilized zirconium oxide in the fuel cells improves the long term stability of the electrolyte, enhances the conductivity, allows low operating temperatures and extends operating life. Finally, since scandium can provide replication of sunlight effectively, its compounds can be used in lighting applications such as high intensity vapor lamps which are used in stadium lights and in studios for the film and television industry. Scandium can be also recovered as a by-product from the hydrometallurgical extraction process of lateritic nickel cobalt ores. The high pressure sulphuric acid leaching (HPAL) behavior of typical lateritic ore was studied previously [4]. The studied lateritic ore contained 106 g/t scandium and 80.6% scandium in the ore could be extracted into leach solution together with nickel, cobalt and other impurities. The analysis of the obtained leach solution (PLS) is given in Table 1. During MSP (Mixed Sulphide Precipitate) method or MHP (Mixed Hydroxide Precipitate) method, this type of solutions (pregnant leach solutions) can be processed for the recovery of nickel and cobalt as intermediate product. In MSP method, hydrogen sulphide gas is directly used in treatment of solution in order to precipitate mixed sulphide product of nickel and cobalt. On the other hand, in MHP 18 th International Metallurgy & Materials Congress Bildiriler Kitabı TMMOB Metalurji ve Malzeme Mühendisleri Odası method, the control pH and temperature of the solution are important to remove the impurities from the solution before the precipitation of nickel and cobalt by MgO. Figure 2. For this aim, a synthetic leach solution was prepared according to the data given in Table 1. Table1. Conc. of PLS and the prepared synthetic solution Element PLS Comp. (mg/L) Synt. Soln. (mg/L) Nickel Cobalt Scandium Iron Aluminum Chromium Manganese Magnesium Copper Zinc 5502 321 34 1688 3985 342 2110 1285 28 73 5827 371 30 1814 4317 150 2056 1369 29 74 According to Figure 1, which is based on the solubility product data of ions at 25C, the precipitated cations with increasing pH can predicted. As a result of hydrolysis reactions in the solution, precipitation occurs in the following order: Fe(III) > Al(III) > Sc(III) > Cr(III) > Cu(II) > Fe(II) > Zn(II) > Ni(II) > Co(II) > Mn(II) > Mg(II) > Ca(II). The conventional MHP process generally consists of two impurity removal steps. The aim of the first step is to eliminate some of the Al (III), Cr (III) and most of the Fe (III). This step is carried out between 80-95C. In the second impurity removal step, the remaining Fe(III), Al(III) and Cr(III) are removed by increasing pH to 4.5 5.0 at around 60C. After these two steps, nickel and cobalt are precipitated from the purified solution at a higher pH in order to obtain mixed hydroxide product. Figure 1. The solubility product data of ions at 25& according to molar concentration of ions [5] According to Figure 1. scandium is predicted to be precipitated in the second impurity removal step. Thus, the aim of the study is the recovery of Sc from an MHP Circuit without affecting conventional production route given in Figure 2. Conventional MHP Circuit 2. Experimental Procedure Synthetic solution as given in Table 1 was prepared by reagent grade salts of existing ions in order to investigate the behavior of metal ion with changing pH. Precipitation experiments were performed in two steps by using a hot plate with magnetic stirrer and a four-necked glass balloon, for condenser, temperature, pH measurement and reagent addition. In the first step of the precipitation, in order to stabilize the pH and temperature at desired value, small amounts of CaCO3 slurry (25g/100cc water) was added by micropipette to avoid excessive pH increase at a local point. At the end, the slurry was filtrated by a Buchner funnel and a vacuum pump. After filtration, the solid remaining in the Buchner funnel was washed with deionized water at suitable pH to avoid precipitation. Then, in order to make mass balance, the solid and liquid samples were analyzed with ICP-OES. According to experiment results of the 1st impurity removal step, the 18. Uluslararası Metalurji ve Malzeme Kongresi | IMMC 2016 737 UCTEA Chamber of Metallurgical & Materials Engineers suitable pH was determined and the stock solution was prepared at this pH in order to use it for the second impurity removal stage. In the second step of the precipitation, small amounts of CaCO3 slurry (12.5g/100cc water) was added into previously prepared stock solution using the same procedure. The aim of the study was to obtain maximum scandium precipitation and recovery with minimum nickel and cobalt co-precipitation. In accordance with the aim of the study, the optimum pH was determined for each precipitation step and then the scandium enriched precipitate was tried to be re-leached under the determined optimum conditions. 3. Results and Discussion 1st Impurity Removal The aim of the 1st impurity removal part of the study was to obtain maximum amount of iron and limited amounts of aluminum and chromium precipitations with minimum nickel, cobalt and scandium losses. Proceedings Book a stock solution was prepared as a result of series of experiments which were performed at pH 2.75 and the analysis of this solution is given in Table 2. Table 2. Chemical composition of stock solution obtained after 1st impurity removal step 2nd Impurity Removal The main aim of the second precipitation stage in conventional MHP process is to remove impurities still remaining after the first impurity removal step with the minimum nickel and cobalt precipitations. However, since the aim of the study was to provide maximum scandium precipitation with minimum nickel and cobalt losses, the pH of this step should be chosen with respect to precipitation behavior of scandium. Figure 4. Precipitation behavior of the metal ions with increasing pH at constant temperature (60C) for 180 minutes Figure 3. Precipitation behavior of metal ions with changing pH at 90oC for 120 minutes According to Figure 3, in which precipitation behavior of the metal ions is given with respect to pH, the significant Ni and Co precipitation occurred after pH 4.00 and the removal of impurities increased with increasing pH. However, the aim of the study was to provide also minimum scandium loss and scandium precipitation started to increase after pH 2.75. For example, at pH 2.75 about 8% scandium precipitated, but it increased to about 26% at pH 3.00. As a result, it can be said that pH should be controlled very carefully for avoiding scandium loss. Thus, pH of the 1st impurity removal stage was chosen to be as 2.75. In order to use for the other parts of the study, 738 IMMC 2016 | According to Figure 4, scandium can be precipitated and separated from MHP circuit up to pH 4.25. On the other hand, the nickel and cobalt precipitations start to increase at pH values higher than 4.75. Because of this reason, the selection of pH as 4.75 will be the best choice for the precipitation and separation of scandium from MHP circuit. After this determination, a series of experiments were performed at 60C, pH 4.75 for 180 minutes. 18 th International Metallurgy & Materials Congress Bildiriler Kitabı Table 3. Composition of precipitate and the solution obtained after 2nd impurity removal step TMMOB Metalurji ve Malzeme Mühendisleri Odası in order not to increase acid consumption and amount of impurity elements in the solution. 4. According to Table 3, at which the composition of the obtained precipitate and the solution remaining after precipitation are given, the initial concentration of scandium in the ore could be increased to 703 g/ton in the precipitate and the removal of impurities such as; iron, aluminum and chromium was achieved. Scandium Re-leaching For the extraction of scandium, Sc enriched precipitate, which was obtained in the previous part of the study, should be re-leached in sulphuric acid. The aim of this part of the study was to achieve maximum scandium extraction with minimum impurity dissolution. In order to investigate these conditions for re-leaching, in which the maximum amount of scandium with limited impurities can be releached, a series of agitation leach experiments were conducted with 0.2 solid to acid- water mixture ratio at 60C for 60 minutes. The metal concentrations of re-leach solution and the leaching parameters are given in Table 4. Thus, according to the experimental findings, if 1st impurity removal step is conducted at 90C, pH 2.75 for 120 minutes and 2nd impurity removal is done at 60C, pH 4.75 for 180 minutes, scandium can be precipitated and separated efficiently from MHP circuit with minimum nickel-cobalt losses after two-step pH controlled precipitation process. After the precipitation and concentration, scandium can be re-leached efficiently, if the re-leach process is conducted at 60C for 60 minutes with 100 g/L of H2SO4 acid with 0.2 solid to acid-water mixture ratio. In the future, scandium is being planned be recovered from the purified re-leach solution by ion exchange and/or solvent extraction methods. Acknowledgements The authors would like to express their special thanks to 0(7$1LNHO.REDOW$ùRI7XUNH\IRUICP/OES analyses and financial support given. References [1] Table 4.The analysis of re-leach solution and re-leaching parameters [2] [3] [4] According to Table 4, it can be said that the concentration of all of the elements in the re-leach solution increased with increasing acid concentration. High amount of scandium could be extracted with minor impurity dissolution with the addition of 100 g/L H2SO4 acid. Thus, although scandium extraction might increase with further increase in acid addition, 100 g/L acid seems to be suitable Conclusion [5] Semenov, S., Reznik, A., & Yurchenko, L. (1983).Scandium extraction at complex processing of different type of raw material by Semenov, S.A.; Reznik, A.M.; Yurchenko, L.D. Tsvetnye Metally, 15(10), 12th ser., 43-47. Riggall, S. Australian scandium supply - A paradigm shift for a strategic metal in AeroMat 2015. Long Beach, California. Duyvestyeyn, W. P. (2012). U.S. Patent No. US 2012/0207656. Washington, DC: U.S. Patent and Trademark Office. .D\DùDQG7RSND\D<$ High pressure acid leaching of a nickel laterite ore to extract scandium. in ERES 2014- 1st International Conference on European Rare Earth Resources. 2015. Milos Island, Greece. Franzen, S., Solubility Product Constants Online Database. 2015, NC State University. 18. Uluslararası Metalurji ve Malzeme Kongresi | IMMC 2016 739