Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
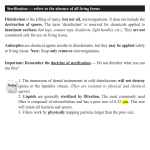
UNIT-V MUSHROOM Mushrooms are produced about 4000 species of basidiomycetes of which nearly 2000 are regarded as edible. The fruiting body is initiated as a small white ball which continues to grow and elongate to produce a stem and a cap which begins to open up like an umbrella. The upperside of cap is smooth, while its underside has radial lamellae(or) gills which are relatively darker in coour. Numerous thiny spores are produced on the fills and are ultimately released when they attain maturity. Mushrooms are propagated using spores and / or small pieces of the fruiting body; this incoulum is generally called spawn. Agaricus bisporus Button mushrooms are grown on decomposed horse manure (or) on paddy (or) wheat straw compost. Wheat straw compost: Wheat straw Wheat bran Ammonium sulphate Super Phosphate Urea Gypsum Saw dust Lindane Malathion - 300kg 25kg 9kg 3kg 3kg 30kg 30kg 1kg 200ml The straw is wetted for 48 hours, the remaining componenets ( except gypsm and the insecticides) are also wetted for 24 hours in a separate heap; the 2 are the mixed in to a heap ; and kept preferablu on a clean cemented floor. Adequate watering and turning of the heap at specified intervals is continued, the compost is ready for use after about 22- 30 days. rd The gypsum is added to the heap during the 3 turning and the insecticides are added during the last turning. The compost is filled in 1 x ½ x ¼ m wooden trays up to a depth of 16-18cm pressed, watered and kept in a room at 60 0 C for 2 days for sterilization. The trays are then transferred to the production room at 24 0 C and inoculated with spawn. The trays are now covered with clean newspaper which are kept wet. In about 10-15 days, the compost becomes covered with white cottony mycelial growth, the compost bed are now covered with a 1.5 – 2 cm thick layer of sterilized mixture of soil and sand (3:1) with some peat, if available, having pH of about 7, this called casing. Casing is essential for fruiting bodies to be produced. The trays are watered regularly and maintained at about 15 0C and 70- 80% humidity, fruiting bodies appear after about one month of casing. The mushrooms re harvested in the button stage. Button mushrooms are the most liked and prized of them all. Advantages of Mushrooms: They utilize substrates of poor value and are east to produce. They are delicious to eat and have food flavor. They are rich in protein (about 51% a dry weight basis). They are rich in vitamins, particularly nicotinic acid and riboflavin and their vitamins are well preserved during cooling drying etc., They are devoid of starch which makes them suitable for diets of diabetic individuals, EXPLAIN ABOUT PRESERVATION OF FOOD USING HIGH TEMPERATUE. PRINCIPLES OF FOOD PRESERVATION 1.Prevention or delay of microbial decomposition: a) By keeping out microorganisms (asepsis). b) By removal of microorganisms (filtration). c) By hindering the growth and activity of microorganisms. Eg; by low temperature, drying, anaerobic conditions, chemicals. d) By killing the microorganisms. Eg; by heat or radiation. 2. Prevention or delay of self-decomposition of food: a. By destruction or inactivation of food enzyme. Eg; blanching. b. By prevention or delay of purely chemical reactions. Eg; prevention of oxidation by means of an antioxidant. 3.Prevention of damage because of insects, animals, mechanical causes etc., METHODS OF PRESERVATION: 1) Asepsis 2) Removal of microorganisms. 3) Maintenance of anaerobic conditions eg: in a sealed, evacuated container. 4) Use of high temperature. 5) Use of low temperature. 6) Drying. 7) Use of chemical preservative. 8) Irradiation. 9) Mechanical destruction of microorganisms grinding, high pressure. ASEPSIS: 1) It refers Combination of two or more of the above methods. 2) to keeping out of microorganisms. 3) Inner tissues of healthy plants and animals are free of microorganisms, if they are present leads to initiate the spoilage. 4) If there is protective covering the spoilage may be delayed or prevented. Eg; shells of nuts, skins of fruits and vegetables, husks of ear corn, shells of egg, skin or membranes or fat on meat or fish. 5) The food technologists are concerned with bioburden of microorganisms where they consider both kinds and numbers of microorganisms in food. 6) Packaging of foods is a widely used application of asepsis. Eg; loose carton or wrapping. 7) Dairy industry concentration is made during milking process, handling. 8) Canning industry sealing can prevent contamination. 9) Meat packaging industry sanitary methods of slaughter, handling and processing reduce the load and thus improve the keeping quality of meat or meat products. Intestinal flora must be removed in animals. STAFF NAME: R.USHARANI CLASS: III B.Sc. MICRO DATE: 21.12.2005 SUBJECT: FOOD AND DAIRY MICROBIOLOGY UNIT- II(Conti…d) REMOVAL OF MICROORGANISMS: Removal of microorganisms may be by; 1) FILTRATION: The liquid is filtered through a previously sterilized bacterioproof filter made of sintered glass, Diatomaceous earth, unglazed porcelain, membrane pads or similar material and the liquid is forced through by positive or negative pressure. Eg; fruit juices, beer, soft drinks, wine and water. 2) CENTRIFUGATION: (SEDIMENTATION) It is not very effective. Sedimentation is used in the treatment of drinking water. When centrifugation (clarification) is applied to milk, the main purpose is not to remove bacteria but to take out other suspended materials, although centrifugation at high speeds removes most of the spores. 3) WASHING: It can act as surface sterilization. Eg; removal of soil microorganisms on the surface is by washing in fruits, vegetables, (cabbage, cucumber) etc. Washing foods may be dangerous if the water adds spoilage organisms or increases the moisture so that the growth of spoilage organisms is encouraged. 1) TRIMMING: Removal of the spoiled particles of a food or discarding spoiled samples is important. Eg; Trimming the outer leaves of cabbage heads is recommended for the manufacture of sauerkraut. MAINTENANCE OF ANAEROBIC CONDITIONS: Sealed packaged foods involve anaerobic conditions. Canned foods headspace is filled by carbon dioxide or nitrogen where maintains anaerobic conditions. Anaerobic conditions prevent the growth of aerobes, aerobic spore formers. PRESERVATION BY USE OF HIGH TEMPERATURE: The killing of microorganism by heat is due to; 1. denaturation of proteins. 2. inactivation of enzymes. 3. control of metabolism. FACTORS AFFECTING HEAT RESISTANCE: 1.TEMPERATURE-TIME RELATIONSHIP: Time for killing cells or spores under a given set of conditions decreases as the temperature is increased. EFFECT OF TEMPERATURE OF HEATING ON TIME NEEDED TO KILLSPORES OF FLAT SOUR BACTERIA: TEMPERATURES TDT IN MINUTES 100 1200 105 600 110 160 115 70 120 19 125 07 130 03 135 01 2. INITIAL CONCENTRATION OF SPORES OR CELLS: If spores and cells are in greater amount then there is need of increased heat treatment to kill them. EFFECT OF INITIAL NUMBERS OF SPORES ON TIME REQUIRED TO KILL THEM: INITIAL TDT MIN. AT CONCENTRATION OF 1200C SPORES (NO./ML) 5000 14 5000 10 500 09 50 08 3.PREVIOUS HISTORY OF THE CELLS OR SPORES: A) CULTURE MEDIUM: Spores are more resistant in soil than medium. Glucose increases the heat resistance. If there is increased sugar concentration, in turn acid production is increased results in decreased heat resistance. Phosphate and magnesium said to decrease the resistance of bacterial spores. B) TEMPERATURE OF INCUBATION: As the temperature increases the resistance also increases. Eg; optimum temperature- highly resistant. Minimum/Maximum temperature – highly sensitive. C) PHASE OF GROWTH/AGE: Log phase decreased heat resistant. Lag and stationary phase increased heat resistant. Immature spores less resistant than mature ones. First week of storage (some spores) increase in resistant but later decrease in resistant. Dry spores harder to kill than moist spores. 4. CONCENTRATION OF SUBSTRATE: A) MOISTURE CONTENT: If moisture content is increases it is easy to sterilize while the dried food requires increased temperature.Eg: spores of Bacillus subtilis in steam 10 min at 1200c, in glycerol 1700c for 30 min. B) pH: Neutral pH heat resistant (optimum) Acid/alkali pH heat sensitive (min/max) Cameron classified the foods into; Low acid foods pH (above 5.3),eg; ear ,corns, meat, fish, poultry, milk. Heat resistant. Medium acid foods pH (between 5.3 and 4.5). Eg; spinach, beets, pumpkin. Acid foods pH (between 4.5 and 3.7). Eg; tomatoes,pears,pineapple. High acid foods pH (3.7 and below). Eg; berries,sauerkraut. Heat sensitive. C) SUGARS/SALTS: Due to increased concentration they can be easily destroyed. Antiseptic or germicidal substances in the substrate aid heat in the destruction of organisms. H2O2 + heat is used to reduce the bacterial content and is the basis of a process of milk. HEAT RESISTANCE OF MICROORGANISM AND THEIR SPORES: THERMAL DEATH TIME: It is defined as the time it takes at a certain temperature to kill a stated number of organisms under specified conditions. It is also referred to as the absolute thermal death time to distinguish it from the majority thermal death time for killing most of the cells or spores present. THERMAL DEATH TIME: Expressed as the rate of killing. THERMAL DEATH POINT: It is the temperature necessary to kill the entire organism in 10 minutes. 1. HEAT RESISTANCE OF YEASTS AND YEAST SPORES: The resistance of yeasts and their spores to moist heat varies with the species and even the strain, with the substrate in which they are heated. 1. Vegetative cell of ascospores 5 – 100c for destruction. 2. Spores of yeasts 600c for 10 –15 min but few are resistant. 3. No survival 1000c 4. Vegetative yeasts 50 –580c for 10 – 15 min. 5. Yeasts in bread (interior) 970c 2.. HEAT RESISTANCE OF MOLD AND MOLD SPORES: Most molds and their spores are killed by; 1. Moist heat 600c in 5 – 10 min. 2. Asexual spore are more resistant than ordinary mycelia ( 600c) ie.,5 – 100c rise. 3. Aspergillus, Mucor, Penicillium are more resistant to heat. 4. Pasteurization kills spores and vegetative cells. 5. Sclerotia are difficult to kill by heat and they can survive at 90- 100 0c to spoil canned fruits. They can be killed at 1000 min at 830c or 300 min at 850c. 6. Mold spores are resistant to dry heat. 3.HEAT RESISTANCE OF BACTERIA AND BACTERIAL SPORES: 1. Cocci are more resistant than rods. 2. Higher the optimal and maximal temperature of growth, greater the resistance to heat. 3. Capsule is difficult to kill. 4. Cells high in lipid content are harder to kill. ORGANISM T0 WITH TIME Bacillus anthracis 1000c for 1.7 min B.subtilis 1000c for 15-20 min Cl.botulinum 1000c for 100 – 330 min Cl.calidotolerance 1000c for 520 min N.gonorrhoea 500c for 2- 3 min Salmonella typhi 600c for 4.3 min 4.HEAT RESISTANCE OF ENZYMES: 1. Enzymes are inactivated at 79.40c for 10 min. 2. Pasteurization of milk can be checked by the presence of bovine phosphatase. If this enzyme is observed then the process was not carried out properly is understood. WRITE A SHORT NOTES ON HEAT PENTRATION IN FOOD SUBSTANCE Heat penetration: The rate of penetration of heat into a food must be known in order to calculate the thermal process necessary for its preservation. Every part of the food in a can must have to obtain the adequate heat treatments to prevent spoilage may be by 1. Conduction – near the center (slow in food, rapid in metals) 2. Convection – heat passes from molecules to molecule. When solid particles of food are suspended in a liquid, the particles heat by conduction and liquid heats by convection. Factors involved are: 1. The material of which the container is made. 2. The size and shape of the container. 3. Initial temperature of the food. 4. Retort temperature. 5. Consistency of can contents and size and shape of pieces. a. Pieces that retain their identity. b. Pieces that cook apart and become mushy or viscous. c. Pieces that layer. 6. Rotation and agitation. Methods involved: a. Below 100C b. At 100 C c. Above 100 C Pasteurization: Pasteurization is a heat treatment that kills part but not all of the microorganisms present and usually involves the application of temperature below 100C. 1. When more vigorous heat treatments might harm the quality of the product. E.g.: market milk. 2. To kill pathogens. E.g. market milk. 3. Main spoilage organisms are not very heat resistant. E.g.: yeast in fruit juices. 4. When process requires additional chilling. 5. When competing organisms are to be killed, allowing desired fermentations, usually by added starter organisms. E.g.: cheese making. Preservative methods used to supplement pasteurization include; 1. Refrigeration. 2. Asepsis. 3. Maintenance of anaerobic conditions. 4. Addition of high concentration of sugar. E.g.: sweet condensed milk. 5. Addition of chemical preservative. E.g.: Pickles 1.Pasteurization time and temperature: 1. Milk Low temperature / long time LTH / [holding] 62.8C for 30 min High temperature short time [HTST] Ultra pasteurization 2. Ice cream mix LTH HTST 71.7C for 15 sec 137.8 C for 2 sec 71.7 C for 30 min 82.2 C for 16-20 sec 3. Grape wine 82 –85 C for 1 min 4. Fruit wine 62.8 C for 30 min 5. Beer 60 C for 15 min 6. Dried food 85 C for 30 –90 min 7. Bottled grade juice 76.6 C for 30 min 8. Bottled apple juice 60 C for 15 min 9. Bulk apple juice 85-87.8 C for 30-60 sec 10 Vinegar 65.6 C for 30 min If pasteurization is not proper, then there is the presence of enzyme bovine phosphatase. Q fever may be transmitted by milk. 2. Heating at 100 C: 1. Boiling 2. Blanching: It is process where fresh vegetables before freezing or drying involves heating at about 100 C. 3. Baking: The internal temperature of break, cake or other bakery products approaches but never reaches 100 C as long as moisture is present. 4. Simmering: Simmering is gentle boiling with the temperature about 100 C. 5. Roasting: In meat, the internal temperature reaches only about 60 C in rare beef, up to 80C in well-done beef, 85 D in a pork roast. 6. Frying: The outside of the food very hot, but the center ordinarily does not reach 100 C. 7. Cooking: Cook implies a specific time and temperature for a thermal process. 8. Warming up: A small increase in temperature up to heating to 100 C. 3.Heating above 100C: Milk can be heated to temperatures up to 150C by use of steam infection or steam infusion followed by flash evaporation of the condensed steam and rapid cooling. This is referred to as UHT processes. Canning / appertization: Canning is defined as the preservation of foods in sealed containers and usually implies heat treatment as the principal factor in the prevention of spoilage. Canning is the general term and is replaced by hermetically sealed containers. Nicolas appert has been called the “Father of canning”. Cans: 1. Initially glass vessels are used. 2. Later metals, plastics are used. 3. Corks were also used. 4. Recently cans are made of tin. 5. Enamels are coated on to flat sheets of plate before the manufacturer of cans to prevent or slow discoloration or corrosion. 6. Aluminum parts are used for products that do not require high vacuums or high -T processing. E.g.: Beer, foreign fruits, cheese. 7. Plastic flexible pouches or bags are used or plastic laminated with foil are employed mostly for packaging frozen, dried or unprocessed foods. They are also used for foods that can be packaged hot, although steam – pressure sterilization of foods in pouches has been accomplished. E.g.: Jams, dried food products. 8. Tin cans were first used by Peter Durand. Food has sulphur and tin has Fe combine to form FeS. Standard enamel is used for cans for highly colored fruits and berries or for beets to prevent the fading of colour caused by tin plate. Enamels are coated with Zno, so that the white ZnSo4 is formed instead of dark FeS, When low acid, sulfur – bearing foods such as corn as canned and darkening of the interior of the can be avoided. Meat, fat-containing foods should not be stored in cans containing Zno as they split the fats. Special enamels may be employed for certain products. E.g.: milk, meat, wine, beer, soups and some fruit juices. Food => Remove the spoiled food by trimming => wash with sterile water (Surface sterilization) Blanching / steam sterilization and cooling Blanching sets the colour, softens the tissues and kills some microbes Add sugar / salt solution Evacuated before sealing Usually by heating headspace / unfilled part of the container by mechanical means. Canned food (commercially sterile or practically sterile or bacterially inactive) Other methods: 1. HTST 2. HC7 / Heat cool fill method. 3. Steam pressure E.g. Tomato juice may be presterilised at 121 C to 132 C to kill spores of B. coagulants before canning and then the sealed cans of juice are given a milder heating. 4. SC / Sterilizing and closing. 5. PFC / Pressure filler cooker. 6. Dehydrocanning. E.g.: apple slices, food is dried to about half its original weight before canning. 7. Direct gas flame. 8. Steam injection. 9. Flash 18 10. Addition of preservation / irradiation / chemicals. Pressurized packaged foods / aerosols: They are packed under pressure of a propellant gas, usually 1. Co2 => inhibits many microbes => aerobic bacteria and molds not lactic acid bacteria. E.g. B. coagulans, Strep. facelis or yeasts. 2. N2 => inhibit anaerobes not aerobes. 3. Nitrous oxide = represses fungi. E.g.: whipped cream, beverage toppings, salad dressings, oils, and jellies. Cooling process: The cans may be cooled by 1. Immersion in cold water. 2. Spray of water. 3. Large cans are cooled slowly to avoid strain or breakage. 4. By means of air currents. Canning in the home: 1. Boiling 2. Steam pressure 3. Micro over 4. Cold pack method => not for vegetables and meats. WRITE SHORT NOTES ON PRESERVATION OF FOOD USING LOW TEMPERATUE? PRESERVATION BY USE OF LOW TEMPERATURE Low temperature preservation is used commonly to retard chemical reactions and action of food enzymes. Therefore there is a gradual decrease in the activity of microorganism and also the spoilage of food. The growth and metabolic reaction of microorganisms depend upon the enzymes and the rate of enzyme reactions directly affected by temperature. During low temperature metabolic activity is arrested. Food enzymes are inactivated. Low temperature methods: 1. Chilling / cold storage. 2. Freezing / frozen storage. 3. Freeze during / Lyophilization. Chilling / cold storage: 1. It involves cooling by ice or by mechanical refrigeration. 2. It is used to prevent the growth and reduce the metabolic activity of microbe. 3. Temperature is 0 –15C. 4. Ice crystals can be used to store fish, meat during transportation. 5. Use of mechanical refrigerator. E.g. food storage in industry. Factors: 1. Temperature: Lower the temperature of storage, the greater the cost. The temperature is selected on the basis of 1. Kind of food. 2. Time. 3. Condition of storage. Certain foods have an optimal storage temperature or range of temperature well above the freezing point and may be damaged by lower temperature. E.g.: banana should be kept in the refrigerator, best at about 13.3 to 16.7C. 2. RH: The optimal Rh depends on the temperature, composition of the atmosphere, ray treatments. Low RH => loss of moisture and hence weight, witting and softening of vegetables and shrinkage of fruits. High RH => growth of spoilage microorganisms. E.g.: yeast => 90 –92% Molds => 85 –90% Changes in RH and T during storage may cause sweating or precipitation of moisture on the food, so favors microbial spoilage. E.g.: slime on the moist surface of sausage. 3. Ventilation: To prevent the development of stale odors and flavors, and maintain uniform RH throughout the room. It adequate ventilation is not provided; food in local areas of high humidity may undergo microbial decomposition. 4. Composition of storage atmosphere: It is controlled by the introduction of Co2, ozone or other gases called as gas storage. 1. Food remains unspoiled for a longer period. 2. Rh may be maintained. 3. Keeping quality is maintained. 4. Higher storage temperature can be used without shortening the keeping time of food eg. Optimal CO 2 concentration. Eggs 2.5 %, Beef 10%, Bacon 100%, Apples concentration of O2 and CO2 is significant. 5. Irradiation : UV lamps have been installed in rooms for the storage of meat & cheese. Freezing / Frozen storage : The selection & preparation of foods for freezing – fruits & vegetables are selected on the basis of their suitability for freezing & their maturity & are washed, trimming, cut vegetables are scalded/ blanched & fruits may be packed in a syrup. Meats are selected to minimize enzymatic & microbial changes. Most foods are packaged before freezing, but some foods in small pieces. E.g. Strawberries may be frozen before package. Scalding or blanching is done: 1. Inactivation of plant enzymes that involve toughness. 2. Reduction in microorganisms of the food. 3. enhancement of green color 4. wilting of leafy vegetables making them pat Freezing of foods: Freezing of foods depends on; 1. Temperature. 2. Circulation of air. 3. Kind of food 4. Size and shape of package. Freezing Quick freezing Sharp /slow freezing 1. –15 to –29 C for 30 min 1. –15 to –29 C for 3-4 hrs till 72 hrs 2. No food damage 2. Damage of food by crystal formation. 3. Done by: 3. Done by the natural air circulation or a. Direct immersion of food / package in through electrical fans. Refrigerant. E.g.: fish in brine b. Indirect contact (-17.8 to –45.6 c) c. Air blast freezing (-17.8 to –34.4C) Rigid air is blown. Advantage of quick freezing: 1. Shorter period. 2. Prompt prevention of microbial growth. 3. Rapid slowing of enzyme action. Dehydrofreezing: fruits and vegetables have about half there moisture removed before freezing. Changes during freezing: 1. Expansion in volume of food. 2. Ice crystals formation may crush cells. 3. Frozen condition chemical and enzymatic reaction proceed slowly. E.g.: meat, poultry, fish products, proteins may irreversibly dehydrated. Oxidation Meat -> red myoglobin ------------- brown metmyoglobin On surface Fats (meat, fish) ----- oxidized and hydrolysed 4. Metacryotic liquid: Unfrozen, concentrated solutions of sugars, salts may ooze from packages of fruits or concentrates during storage as a viruses material. 5. Fluctuation in temperature results in ice crystal formation. 6. Deracination may occur. 7. Freeze burn : when ice – crystals evaporate from the area at the surface this defect is observed. The spot appears dry, grainy and brownish, tissues become dry and tough. E.g.: fruits, vegetables, meat, poultry and fish. 8. During freezing vegetative cells die soon but some may remain for a longer period of time. Changes during thawing: 1. Drip / bleeding: The pink or reddish liquid that comes from meat during thawing. 2. Leakage: The liquid oozing out of fruits or vegetables on thawing. 3. The wilting and flabiness of physical damage during freezing. 4. Thawing refers to sudden heating and sudden cooling. The damage of food is due to the freezing and storage but do not become evident earlier. Some of the liquid during thawing may be reabsorbed by the food particles or may remain as such. If the thawed fleshed foods are below 3.3 C can be used but otherwise food should be discarded. Effects of freezing: 1. Lethal effects: Rapid cooling of cells from optimal to 00 c may also result in death and referred to as cold shock, where there is change in lipid membrane damage the permeability of cell or to the release of repair enzyme inhibitors. E.g.: ribonuclease inhibitors 2. Sub – lethal effects: During enumeration of frozen food there may be reduction but not tree death of organisms. Some may be injured or damaged are called as freeze – injured, frost injured or metabolically injured. Freezing of micro organisms in a food may result in cryoinjuiry. Response of microorganisms to freezing: Freezing depends on type of microorganisms usually found in foods involved in preservation. There are various factors involving freezing. 1. On the basis of sensitivity of microorganisms during freezing they can be classified as 3 different groups: a. Susceptible or sensitive => e.g.: yeast, mould, gram-negative bacteria, and vegetative cells. b. Moderately resistance => e.g. Staphylococcus, Enterococcus, gram-positive bacteria. c. Resistant => e.g. Spore forming organisms. 2. Freezing also depends on the freezing rate. Critical range of temperature lead to death of microbes than during rapid freezing. 3. It also depends on the kind of food normally used for presentation. The food used for preservation by freezing usually gets spoiled due to a. High moisture content. b. Availability of O2 c. Salt and sugary environment. 4. Freezing also depends on the change in PH or altered acidity or alkalinity in food. 5. During freezing there is increase in moisture content and formation of intracellular crystals. This usually results in altered permeability in membrane and cell wall. Thus results in osmotic imbalance or osmotic shock favoring cell lyses. Intracellular lie crystals are harmful to cells than extra cellular ice crystals. 6. The initial killing rate during freezing is rapid, but it is followed by a gradual reduction of microorganisms are referred as storage death. PRESERVATION BY USE OF DRYING Introduction: Drying is referred to as the removal of water or lowers the water activity or reduces the amount of available moisture. E.g., Dried fish => salt, condensed milk => sweet. a). Sun Drying Drying of food by exposure to suns rays. b). Dehydrated / Desiccated Drying by artificial means under controlled air flow, T and RB c). Condensed Drying where moisture removal from liquid substances d). Evaporated Similar to dehydrated. Product Before drying moisture % 1. Milk 90 2. Egg 74 3. Beef 60 4. Apple juice 86 Methods of drying: 1. Solar drying: Direct sun’s rays E.g., Raisins, figs, pears, peaches, rice, fish 2. Drying by mechanical dryers: Passage of heated air to food under controlled RH. a) Use of KLIN / EVAPORATOR: They are used in form house Natural draft from heated air brings drying. After drying moisture % 5 2.9 1.5 6.2 b) Forced draft drying: Heated air moves across the food usually in tunnels or food moved in conveyor belts through heated air. c) Spray dried: Spraying of liquid into a current of dry, heated air. d). Drum dried: Passage over a heated drum, with or without vacuum. 3. Freeze drying: Sublimation of water from frozen food by means of a vacuum and heat. E.g., Meat, Poultry, seafood’s and fruits. 4. Drying during smoking: E.g., wool smoke desired flavors and preservative are uses. Meat 43 – 71 C for few hrs to several days prevents mold growth. It has HCHO, phenol, cresol, methyl and ethyl esters, ketones etc. 5. Other methods: a. Electronic Heating b. Foam – mat drying ->Lipid whipped to foam, dried with warm air, crushed to powder, as is pressure – gun puffing of partially dried foods to give a porous structure facilitate further drying. c. Tower Drying ->Dehumified air at 30 C or less. E.g. Tomato concentrate, milk and potatoes. Factors: 1. Temperature 2. Relative humidity of air 3. velocity of air 4. time of drying If all these not accounts may lead to case hardening where rapid, evaporation of moisture from the surface than diffusion from the interior leads to hard, horny, impenetratable surface film that hinders further drying. Process: Before Drying, Drying and after Drying: Before reception into plant: Food has to be inspected without any contamination as; 1. Milk -> Pure from udder in low, may be contaminated by handlers, process, and equipments. 2. Meat/ Poultry -> Due to soil, intestinal activity, handlers, equipments. 3. Fish -> By intestinal activity, surface slime, and handlers. 4. Egg -> Handlers, equipments, hatched hen and soil. Before Drying: 1. Selection: a. Elimination of spoiled foods. b. Rejection of cracked, dirty foods. c. Sorting for size, maturity and soundness. 2. Washing: Especially fruits and vegetables. These procedures are followed to remove soil and adhering materials and removes microbes. Water must be pure as it may also acts as a source of contaminate if poor quality of water is used. E.g., Egg -> Moisture helps the bacteria to penetrate the shell. 3. Peeling: May be done by hand, machine, lye bath or abrasion. It reduce the number of microorganisms are on the surface. 4. Sub division: Slicing, cutting should not increase number of organisms but will do so if equipment is not adequately cleansed and sanitized 5. Alkali Dip: It may reduce the microbial population. E.g., Raisins, Grapes, etc -> Hot 0.1 – 1.5 % lye / Na2CO3 6. Scalding / Blanching: a. Sulfuring of light colored fruits and certain vegetables. b. Fruits -> 1000 – 3000 ppm of SO2 gas c. Vegetables -> dipping after blanching or spraying of sulfite solution. d. Helps to maintain an attractive light color, conserve vit C, vit A, repels insect, kills many microorganisms. Drying: 1. Heat 2. Freeze drying After Drying: 1. Sweating: Storage in boxes or tins. It is for equalization of moisture or addition of moisture to a desired level. E.g., Dehydration of meat at 60 C -> leads to growth of Staph. aureus ., so that 1000C applicable. 2. Packing: Packed the foods after drying for protection against moisture contamination with microbes, insects. 3. Pasteurization: Fruits usually during package -> 30 to 70 min – time, 70 to 100% - RH, 65.6 to 850C – Temperature. Microbiology of dried foods: 1. Dried fruits: Mold spores may be seen. 2. Dried vegetables: Few 100’s per gram to million of organisms due to the improper pretreatment. E.g.: Bacillus, Micrococcus, Clostridium, E.coli, Enterobacter, Pseudomonas, Streptococci and Lactobacillus, Leuconostoc. 3. Dried eggs: Coli forms, spore formers, molds, Micrococcus, Streptococci. 4. Dried milk: Spore formers, Thermoduric, Streptococci, Micrococcus. Intermediate moisture foods: (IMF) 1. Commercially prepared foods haves 20-40% moisture and are non-refrigerated shelf stability are IMF. 2. They have reduced water activity. E.g.: Candies, Jams, jellies, honey, bakery items etc. 3. Aw may be 0.75 and 0.85 for IMF. 4. They can be adjusted by the addition of sugar, salt or glycerols. PRESERVATION OF FOODS BY FOOD ADDITIVES INTRODUCTION 1) A food additive is a substance or mixture of substances, other than the basic food stuff, is present in food as a result of any aspect of production, processing, storage or packaging. 2) The definition emphasizes one interpretation of a food additive, i.e.; it is an intentional additive. There food additives are specifically added to prevent the deterioration or decomposition of a food have been referred to as chemical preservatives. 3) This decomposition may be caused by micro organisms, by food enzymes, or by purely chemical reactions. The inhibition of the growth and activity of micro organisms is one of the main purposes of the use of chemical preservatives 4) Preservatives may inhibit micro organisms by interfering with their cell membranes, their enzymes activity or their genetic mechanisms. Factors that influence the effectiveness of chemical preservatives in killing micro organisms or inhibiting their growth. a. Concentration of the chemical b. Kind, number, age & previous history of the organism c. Temperature d. Time e. The chemical & physical characteristics of the substrate in which the organism is found. The ideal antimicrobial preservative: A chemical preservative should have a wide range of antimicrobial activity. Should be nontoxic to human being or animals Should be economical Should not have an effect on the flavor, taste or aroma of the original food Should not be inactivated by the food or any substance in the food Should encourage the development of resistant strains Should kill rather than inhibit micro organisms Organic acids and their salts: Lactic, acetic, prop ionic & citric acids or their salts may be added to or developed in foods . Citric acid is used in syrups, drinks, Citric acid is used in syrups, drinks,jams & Jellies Lactic and acetic acids are added to brines of various kinds, green olives, etc. Propionates: Sodium or calcium propionate is used most extensively in the prevention of mold growth & rope development in baked foods & for mold inhibition in many cheese foods and spreads. Experimentally, or on a limited scale, they have been used in butter, jams, jellies, apple slices & malt extract They are effective against molds, with little or number inhibition of most yeast and bacteria. Benzoates: The sodium salt of benzoic acid has been used extensively as an antimicrobial agent in foods. It has been incorporated into jams, jellies, carbonate (beverages, fruit salads, pickles, fruit juices etc. Sorbates: Sorbic acid, as the calcium, sodium or potassium salt, is used as a direct antimicrobial additive in foods. It is widely used in cheeses, cheese products, baked goods, beverages, syrups, fruit juices, jellies, jams, dried fruits & pickles. Sorbic acid & its salts are known to inhibit yeast & molds but are less effective against bacteria. Acetates: Derivatives of acetic acid Dehydroacetic acid has been used to impregnate wrappers for cheese to inhibit the growth of molds Acetic acid is more effective against yeast & bacteria than against molds. Nitrites and Nitrates Combinations of these various salts have been used in curing solutions & curing mixtures for meats. Nitrites decompose to nitric acid, which forms nitrosomyoglobins when it reacts with the heme pigments in meats & thereby forms a stable red colour. They are currently added in the form of sodium nitrite, potassium nitrate. Recent works has emphasized the inhibitory property of nitrites towards Clostrium botulinum in meat products. Sulfur dioxide and Sulfites: The Egyptians and Romans burned sulfur to form sulfur dioxide as a means of sanitizing their wine – making equipments & storage vessels. Today sulfur dioxide and sulfites are used in the wine industry to sanitize equipment to reduce the normal flora of the grape must. Ethylene propylene oxide: Ethylene oxide kills all micro organisms; propylene oxide, although it kills many micro organisms. The primary uses have been as sterility for packaging materials, fumigation of water houses, & “cold sterilization” of numerous plastics, chemicals, pharmaceuticals, syringes & hospital supplies. They have also been used successfully in dried fruits, dried eggs, cereals, dried yeast and spices Sugar and salts: Sodium chloride is used in brines & curing solutions or is applied directly to the food Enough may be added to slow or prevent the growth of microorganisms or only enough to permit an acid fermentation to take place. Salt has been reported to have the following effects. It causes with osmotic pressure & hence plasmolysis of cells It dehydrates foods by drawing out from the microbial cells. It ionizes to yield the chlorine ion, which is harmful to organism It reduces the solubility of oxygen in the moisture, It sensitizes the cells against carbon dioxide It interferes which the action of proteolysis enzymes. Sugars, such as glucose or sucrose, owe their effectiveness as preservatives to their ability to make water unavailable to organisms and to their osmotic effect. Examples of foods preserved by high sugar concentration are sweetened condensed milk, fruits in syrups, jellies & candies.)