Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Psychopharmacology wikipedia , lookup
Polysubstance dependence wikipedia , lookup
Neuropsychopharmacology wikipedia , lookup
Orphan drug wikipedia , lookup
Tablet (pharmacy) wikipedia , lookup
Compounding wikipedia , lookup
Neuropharmacology wikipedia , lookup
Pharmacogenomics wikipedia , lookup
Pharmacognosy wikipedia , lookup
Pharmaceutical industry wikipedia , lookup
Drug design wikipedia , lookup
Prescription costs wikipedia , lookup
Drug discovery wikipedia , lookup
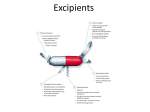
Soft Gelatin Capsules (Softgels) Soft Gelatin Capsules (Softgels) They are drug delivery systems made of a liquid or a semisolid matrix inside a one-piece outer gelatin shell. Ingredients that are solid at room temperature can also be encapsulated into softgels, provided that they are at least semisolid at approximately 45oC. The drug itself may be either in solution or in suspension in the capsule-fill matrix. The fill matrix maybe hydrophilic (polyethylene glycols) or lipophilic (triglyceride vegetable oils). Comparison between hard gelatin capsules and soft-gels Hard gelatin capsules soft-gels Pieces Two Single Fill material Usually solids, semisolid and liquids possible Usually semisolid and liquids, solids possible even a tablet can be encapsulated (Gel-Tab) Shape Limited Many Plasticization Not-Plasticized, moisture makes it not brittle Plasticized and highly elastic Closure Traditional friction fit, interlocking, or liquid sealing Hermitically or inherently sealed (two halves of gelatin are fused during encapsulation by heat and pressure Manufacturin g Shell manufacture and filling are performed in completely two different processes Shell manufacture and filling are performed in one process Fill accuracy 2-5% with modern automatic machines 1-3% Softgel Capsule Shell consists of: Gelatin: Most commonly the gelatin is alkali-(or base-) processed (type B). Type A acid-processed gelatin can also be used. Water (strongly bound to gelatin): 2-5% in the final dry soft-gels. The level of water is important for good physical stability, because in harsh storage conditions softgels will become either too soft and fuse together, or too hard and brittle. Plasticizer: Used to make the shell of the capsule elastic and pliable. Constitute 20-30% of the wet gel formulation. Glycerol is the most commonly used one, however, sorbitol and propylene glycol may be used too often in combination with glycerol. Colourants/opacifiers Soluble dyes, insoluble pigments or lakes are used at low concentration in the wet gel formation. Colourants could either be synthetic or natural. An opacifier, usually titanium dioxide, may be added to produce an opaque shell when the fill matrix is a suspension, or to prevent photo-degradation of lightsensitive fill ingredients. Titanium dioxide can either be used alone to produce a white opaque shell or in combination with pigments to produce a coloured opaque shell. Preservatives not usually needed because of the low water activity in the finished product. Formulation of Softgel Fill Matrix 1. Lipophilic liquids / oils: Triglyceride oils (Soya bean oil). Used mostly to prepare simple oily solutions of Vitamin D (and analogues) and steroids such as estradiol. 2. Hydrophilic liquids: 3. Polar high molecular weight liquids (PEG 400). Water or ethanol may be incorporated in the softgel fill in low levels typically bellow 10% by weight. Self-emulsifying oils: A combination of an oil and a non-ionic surfactant (Polyoxyethylene sorbitan mono-oleate) can provide an oily formulation which disperses rapidly in the GI fluid. The resulting oil/surfactant droplets enable rapid transfer of the drug to the absorbing mucosa and subsequent drug absorption. Formulation of Softgel Fill Matrix Drug delivery systems Softgels can be formulated and manufactured to produce a number of different drug delivery systems: Orally administered softgels (easy to swallow, convenient dosage form). Chewable softgels (highly flavoured shell is chewed to release the drug liquid fill matrix). Suckable softgels (gelatin shell contains flavoured medicament to be sucked and a liquid matrix or just air inside the capsule). Twist-off softgels (designed with a tag to be twisted or snipped off allowing access to the fill material, it is very useful for unit dosing of topical medication, inhalations, or for oral dosing of pediatric product). Meltable softgels (patient friendly pessaries or suppositories). Rationale for Using Softgels: 1. Increased rate of absorption A drug solution matrix in soft-gel offers significantly faster absorption than from other solid dosage forms. This because absorption of poorly soluble drugs from a tablet formulation is limited by the need for disintegration into granules, dissolution and then drug absorption. When the drug is administered as solution in softgel, rupture of the shell happens within minutes to release the drug solution. Rapid drug absorption is valuable in acute conditions, such as migraine. Rationale for Using Softgels: 1. Improved Drug Absorption and Bioavailability: As well as increasing the rate of absorption, softgels were found to improve the extent of absorption. This is particularly effective in case of hydrophobic drugs with high molecular weight). Mechanisms and approaches are as the following 1. Solutions: When the drug is administered as solution in softgel and it has limited absorption usually in the upper GIT area rapid drug release may enhance the extent of drug absorption. Suspensions: Suspension formulations provide advantages for certain low-solubility drugs which are very poorly absorbed after oral administration. With the right choice of excipients, softgel suspensions can improve bioavailability compared to compressed tablets or hard shell capsules or even aqueous solutions. 2. 3. Self-Emulsifying Lipid-Based Formulations Undergoing Lipolysis: Self-emulsifying drug delivery systems (SEDDSs) have gained exposure for their ability to increase solubility and bioavailability of poorly soluble drugs. SEDDS are isotropic mixtures of oils and surfactants, sometimes containing cosolvents, and can be used for the design of formulations in order to improve the oral absorption of highly lipophilic compounds. SEDDS can be orally administered in soft or hard gelatin capsules and form fine, relatively stable oilin-water emulsions, microemulsion or nanoemulsion upon aqueous dilution. A microemulsion of a lipid-surfactant-polar liquid system is characterized by its translucent single-phase appearance. The droplet size is in the submicron range. A nanoemulsion is a similar system but contains emulsion droplets in the 100nm size range. Both systems have the advantage of a high capacity to solubilize drug compounds and to retain the drug in solution even after dilution in GI fluids. The advantage of the microemulsion approach lies in the high surface area presented by the microemulsion particles, which are basically surfactant micelles swollen with solubilized oil and drug. The high surface area facilitates the rapid diffusion of drug from the dispersed oil phase into the aqueous intestinal fluids, until an equilibrium distribution is established. Then as drug is removed from the intestinal fluids via enterocyte absorption, it is quickly compensated for by the flow of fresh material from the microemulsion particles. In addition, lipid formulations can also facilitate dissolution and bioavailability by lipolysis. Lipolysis is achieved by the pancreatic lapse on triglycerides and partial glycerides to form monoglycerides and fatty acids known as lipolytic products. Lipolytic products interact with bile salts to form small droplets or vesicles. These vesicles are broken down to smaller and smaller vesicles, ultimately resulting in the formation of mixed micelles, that are approximately 3-10 nm in size. The hydrophobic drug and lipolytic products reside in the hydrophobic region of mixed intestinal micelles. If the drug has higher solubility in the lipolytic products than in triglyceride oil, drug dissolution is enhanced. In addition, the hydrophilic exterior surface of the micelles, facilitates rapid micellar diffusion across the aqueous GIT fluid to the intestinal membrane. In the microclimate adjacent to the intestinal membrane, the pH is lower than that in the intestinal lumen. This promotes demicelization at the membrane and local drug release at the membrane to supersaturate the intestinal membrane with drug. Supersaturation cause rapid absorption by passive diffusion because of the high concentration gradient between the supersaturated membrane and the blood. The cyclic polypeptide drug cyclosporine benefits from such an approach by using a microemulsion preconcentrate in a softgel. Rationale for Using Softgels: 2. Patient Compliance and Consumer Preference: Many consumers prefer softgels over either tablets or hard gelatin capsules because of its ease of swallowing and absence of objectionable taste. Enhanced bioavailability, therefore the dose required to achieve therapeutic effectiveness is reduced. In this way, it is possible to reduce the capsule size. Rationale for Using Softgels: 3. Safety During Manufacturing: Mixing, granulation, compression and filling in the case of tablets and hard gelatin capsules results in the generation of a significant amount of dust. In case of highly potent drugs and cytotoxic agents, this may be a risk factor for the machine operators and the environment. Preparation of solutions and suspensions of these drugs for softgel filling reduces such risks. Rationale for Using Softgels: 4. Oils and Low Melting-Point Drugs: If the pharmaceutical active is an oily liquid or a solid with a melting point of less than 75oC, it is difficult to formulate it in a tablet or a hard gelatin capsule. In such cases softgels are the obvious alternative. Oily liquids can be filled directly into softgels without the addition of any excipients. Low melting point drugs may be formulated with a diluent oil to ensure a satisfactory liquid flow and dosing into softgels. Rationale for Using Softgels: 5. Dose Uniformity of Low-Dose Drugs: Liquid dosing avoids the difficulties of poor powder flow and therefore poor content uniformity. It is a significant benefit for formulations containing drug doses in the microgram region. Improved homogeneity is achieved by dissolving the drug in a liquid and then encapsulating the liquid matrix in a softgel. Rationale for Using Softgels: 6. Product Stability: By formulating the drug in a lipophilic vehicle and encapsulating it in a gelatin shell ensures good protection against oxygen and moisture induced instabilities. The only concern is the fact that the drug may be in solution (more reactive than in dry state), thus appropriate preformulation studies regarding choice of excipients and drug degradation are vital to produce a stable product. Manufacture of Softgels The production scale manufacturing of liquid-fill capsules was achieved when the rotary die encapsulation machine was invented in 1933. See figure in the next slide. The rotary die process involves the continuous formation of a heat seal between two ribbons of gelatin, simultaneous with dosing of the fill liquid into each capsule. Before the encapsulation process takes place, there are two sub-processes that are often carried out simultaneously, yielding the two components of a softgel. These are: Preperation and formation of gel mass which will provide the softgel shell. Preperation of the fill matrix of the contents. Gelatin mass preparation The first step in softgel production begins by blending powdered gelatin with water in a gelatin-melting tank at 80 degrees. Water accounts for 30-40% in the mixture. During melting and after hydration takes place the powder becomes a thick "syrup" called a gelatin mass. The key to mixing gelatin is to heat, blend and de-aerate (by vacuum to have minimal air is in the gelatin) as quickly as possible, this all takes place in melting tank. After gelatin is melted and fully dissolved, other ingredients, such as color, are blended into to the gelatin mass- it is done so by a high-speed vacuum mixer - again to decrease the amount of added air to the gelatin. Plasticizer (glycerol) is then added. After complete dissolution of the gelatin, the other components (colours, opacifier and flavours) are added. The gelatin mass is then transferred from the melting tank through filters into heated stainless steel feed tanks (FEEDER TANK) . Fill matrix preparation The liquid fill matrix containing the active drug substance is manufactured separately from the preparation of the molten gelatin mass, which involves dispersing or dissolving the drug substance in a liquid vehicle using conventional mixerhomogenizer. Protection against oxidation for oxidizable drug can be achieved by mixing under vacuum and inert gas, such as nitrogen. When the drug is suspended in the vehicle, then it is important to ensure that the drug particle size not exceeding 200 micron. This is to prevent the drug particles from being trapped within the capsule seal, potentially leading to loss of integrity of the softgel. Size reduction of the mixture in a mill, such as the colloid mill. the purpose of milling is not only to reduce the drug particle size, but also to make sure that all the solid particles are wetted inside the liquid carrier, so as to achieve smooth and homogenous mixture. The medicine preparation is transferred into the product material tank. . Encapsulation A. Forming the Gelatin Ribbon The gelatin mass in the feeder tank is maintained at 57 to 60 degree during encapsulation. The gelatin mass is applied to both sides of the machine simultaneously by a set of spreader boxes which regulates the gelatin thickness from 0.5 to 1.5 mm as it is spread on the cooling drum (casting method). Prior to forming, the gelatin must be cooled. This is done while the thin layer of gelatin rotates with the cooling drum. Inside the machine, there is a twostep process: First, the bottom side of the gelatin is cooled to 20°C with a chilled water circulation system inside the drum. This not only assists with cooling the gelatin from the bottom side but also prevents the gelatin from sticking to the drum. Second, the topside of the gelatin is cooled with blowers (cooling fan). Prior to encapsulation the gelatin ribbon (sheet) must be coated with a thin layer of oil to prevent sticking during the filling and sealing process. Lubrication is done by feeding the chilled rolles over thin layer of inert oil, such as digestible mineral oil or Fractionated Coconut Oil, over the oil rolls into the ribbon guide, that guides the ribbon over the feeder roll. B. Encapsulation After the two halves of gelatin have been cooled and lubricated, they meet together at the forming and filling station. Dies that contain small pockets in the shape and size of the capsule to be made. These dies help in the formation and sealing of the capsule. The material to be encapsulated flows by gravity into a positive displacement pump (FILL PUMP). The pump accurately meters the material through the leads and wedge into the gelatin ribbons between the die rolls. The bottom of the wedge contain small orifices lined up with the die pockets of the die rolls. The capsule is about half sealed when the gelatin ribbon is forced by the pressure of the pumped material into these pockets with the fill material, which causes the shape to take place. While the capsule is being filled, it is also simultaneously being sealed and cut from the ribbon. The sealing of the capsule is achieved by the application of pressure on the die rolls and the heating of (37 to 40 degrees) of the ribbons by the wedge, heated by the wedge heaters. Cutting is achieved by raised rims around each die on the rollers. Drying Immediately after filling the capsules are transferred by conveyor and blower to the tumble dryers. At this point, the capsules are very soft due to the high moisture content (30-40%). The tumble dryer is used to remove a thin layer of mineral oil from the surface of the capsule and to accelerate the drying process. In the tumble dryer, the batch of tablets is rotated in a perforated drum with blown air of at 20% relative humidity. The tunnel drying process may take 2 or 3 days or possibly as long as 2 weeks, depending on the specific softgel formulation. While the tumble dryer removes most of the moisture from the capsules, additional drying is needed. The capsules are placed on drying trays then into drying racks and into rooms where dry air is circulated around them for a period of up to 48 hours to reach a moisture level of 5%. The rooms are with air inlet with controlled humidity of the drying air and outlet for the removal of moist air Drying of softgels after encapsulation Inspection Capsules should be submitted to a final inspection before packing for malformed, damaged or improperly filled capsules. This can be done visually by hand on trays or tables or semi-automatically on a roller inspection machine. Packaging Packaging normally includes placing softgels into bulk containers, bottles or blister packaging. Blister packaging can be of PVC (polyvinyl chloride) or PVDC (poly vinylidene chloride). PVDC have higher level of water vapor barrier properties and are used for packaging medicaments which require especially high moisture resistance.