Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
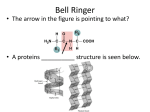
DATA AND REVIEW Isolator Technology With the Patient in Mind Didier Meyer T Nothing can come of nothing, but the contamination of a drug can come from everything. Selecting the appropriate barrier system for protecting the product and/or the environment requires a logical approach while recognizing the various routes of possible contamination in the aseptic processing chain. Didier Meyer is the marketing manager at la Calhène, 1 rue du Comté Donegal, 41102 Vendôme cedex, France, tel. 133 0 254734692, fax 133 0 254734748, dmeyer@ lacalhene.fr. s10 Pharmaceutical Technology ASEPTIC PROCESSING 2005 he ultimate goal of pharmaceutical manufacturing is to satisfy the patient. We do this fairly well because we are all po ten tial pati en t s . Am ong the va rious probl ems regarding ph a rm aceutical devel opm ent are those rel a ted to the produ cti on of sterile or toxic produ ct s . Sterile products such as inject a bl e s — except those compatible with terminal sterilization—must proceed through the uncert a i n ty of the asepti c process under the stri ct regulations and constraints issued by the US Food and Drug Ad m i n i s tration and the Eu ropean Com m i ssion’s European Agency for Evaluation of Medicinal Produ cts (1, 2), wh i ch aim to isolate produ cti on as mu ch as po s s i ble from its surroundings (see Figure 1). Toxic produ cts are def i n edby the risk they pose du ring their processing, either by their operator exposure level if the molecule has been subjected to toxicological trials for its classificati on or by the cauti on a ry “one molecule” t h eory, which notes that risk exists even from one molecule of a particular produ ct. In ei t h er case, this risk leads to performing the process with a defined segrega ti on between the product and the pers on n el and/or production environment. The challenges of protecting both the product and the pers onn el and/or evi ron m ent mirror one another and have been discussed in the “ i s o l a ti on con ti nu u m” of PDA’s Technical Report TR 34 (see Figure 2). Th ree main aseptic de s i gnch oices are po ssible: cleanrooms, b a rrier sys tems (or re s tricted access ba rri er system s) , and isolators . All aim to deliver a high-quality fine ch emical of the active pharmaceutical ingred i ent (API) to the pati ent. What techniques can be used to en sure the appropri a te system is sel ected using a logical approach? Two recent publications hel p d rive this ch oi ce for aseptic processing by providing qualitative inform a ti on (ex periences) (3) and by using an analysis method (4). In the first publication, Fri edman describes ei ght case stu dies demonstra ting the ef fects of poor pers onnel practi ces and the loss of envi ron m ental control. Sel ect key points inclu de : • “Intensive aseptic activity by personnel was considered the likely vector of contamination.” • “Poor handling of s e a l edglass vials, fo ll owing aseptic processing and final pack a gi n g, was con s i dered the root cause of the nonsterility.” • “The essen ce of CGMP is the principle that every produ ction phase through to packaging must be robust.” w w w. p h a rm t e ch . c o m DATA AND REVIEW • “The sterile drug manufactu rer’s change control sys tem was expected to assess whether the modified-grade filter con ti nu ed to be su i t a bl e for its inten ded use.” • “lack of a preventative maintenance program” • “No validation assessment was done when the firm scaled-up the process.” • “The firm used the same manufactu ring approach when producing lots destined for parenteral dosage form as that for oral solid dosage forms.” • “The probl em was due to inadequ a te cleaning and sanitisation.” • “Once su ch contamination becomes airborne and is all owed to prolifera te unch ecked , it is not a simple task to bring the envi ronment back under control.” • “Aseptic gowning by personnel was inadequate.” Figure 1: An aseptic filling line isolator. • “Personnel introduced the contamination in the co u rse of a difficult (and routine) aseptic manipulati on of sterile equipment prior to the filling stage of the process.” • “The firm did not adequately assess the risk posed by construction activities.” These case studies demonstra te that the ro utes of contamin a ti on are diverse and can originate from the very beginning of the A PI produ cti on process to the stora ge area of final produ ct. The con clu s i on states, “The trend toward modern de s i gn concepts includes a gen eral movem ent toward closed and semiclosed sys tems and away from pers onnel-inten s ive aseptic proce s s i n g.” The second publ i c a ti on, by Mu r ga troyd, i n tends to help the re ader make the optimal tech n i c a l , financial, and logical ch oi ce for a segrega tion met h od . The sel ection is based on the “Kepner– Tra goe” evaluation technique, which is one of m a ny riska s s e s sm ent met h od s . Ranking and ra ting parameters of the va rious aseptic process steps are the core of the analysis that lead to the choice among conven ti onal cleanrooms, b a rrier systems, and ri gid isolators. Possible contamination from pers onnel is a major f actor that must be taken into account wh en making this dec is i on . From the opera tor ’s gowning pro tocol to the met h od in Figure 2: The isolation continuum. wh i ch the opera tor is to t a lly or parti a lly isolated from the su rrounding rooms, one must keep in mind that human beings carry ists, especially when processing a potent API, a strict gowning p a rti c u l a teand microbial contaminates (5). Unfortu n a tely, this protocol with personal protective equipment is required when point has been forgotten and put aside, thus leading to the con- neither a barri er nor an isolator is implem en ted (6). The unclu s i on that a conven ti onal cl e a n room has a bet ter ra ting than a certainty is sti ll there , h owever, even wh en an isolator is used barri er system, which is bet ter than an isolator. As the author says, (7, s ee Figure 3), because as for the two other techniques, an “Hon e s ty and avoiding preconcepti ons are key.” Taking into ac- opera tor ’s gl oves can become punctu red. The gl oves must be count the sources of contamination risk, we could instead—with te s ted “at work” and/or be safely ch a n ged. The end of su ch a an opera tor’s fair impartiality—stepwise analyze the process from process at the filling stage is, of co u rs e , a proper cleaning of the the figures of parti c u l a te , ch emical, and bi ocon t a m i n a ti on per- outside of the final container so as not to chemically contamis pectives and, accord i n gly, to the part of the process wh ere it is nate the opera tors at the next steps of stora ge, d i s tri buti on , and rel evant to app ly the proper technical opti on s . administration to a patient. (8). Bi odecontaminating the en closures with va por-phase hydroAdministering a drug to a patient is not always a single-step gen perox i de , validated with co u pons of s pores at 104 and 106 process, and in many cases, the sterile and/or toxic produ ct (e.g., (1), is easier to con du ct in a cl o s ed sys tem than in an open ward an anti c a n cer drug) must be recon s ti tuted with a solvent in the that must be made airti ght to avoid the risk of m ore than 1 ppm proper ad m i n i s tration setti n g. Wh en perform ed at the bed side , in the envi ronment. This process sets the initial contamination- this step may lead to adverse effects for nurses (8). Reconstitufree level of the process area. tions also must be secure in hospital pharmacies (9, see Figure When a toxicity risk to an operator or the environment ex- 4). These recon s tituti ons are made in a cl e a n room, a barrier s12 Pharmaceutical Technology ASEPTIC PROCESSING 2005 w w w. p h a rm t e ch . c o m DATA AND REVIEW Figure 3: A filter-dryer isolator. Ma nu f actu rers must ch oose not on ly between po s i tive- or n ega tive - pre s su re sys tems relative to the risk assessment, but also among va rious immed i a te su rroundings and ch oi ces in i n gre s s – egress pers on n el pro toco l s , wh i ch may increase install a ti on costs bet ween , for instance, a Class B and a Class D room and upon the optimization of the operator work hours. Even when the proper aseptic tech n i que is used, the main risks of the aerosol form of a potent drug is that the drug can pass thro u gh HEPA filters and possibly thro u gh gl oves. The ri s k is minimized with carbon filters on exhaust du cts and a ro utine that includes regular glove changes of validated quality. Regulators prefer risk-assessment principles, risk analys i s methods su ch as hazard analysis and critical con trol poi n t (HACCP) and failu re mode and ef fect analysis (FMEA), and dec i s i on trees to make ch oices. Risk assessment must be adapted in our indu s try and must be based on what is happening and could happen at the produ cti on floor and its environment. Before deciding on the proper environment, each step from API produ cti on to the administra ti on to pati ent must be iden ti f i ed and wei gh ed according to risk and must integra te the acceptable va lues of con t a m i n a ti on provi ded by reg u l a tory agen c i e s as well as the recommendations within the lifetime of the equ i pment. Moving the stepwise production process toward quality efficiently wi t h o ut preju d gement, requires the consensus of va rious relevant pers on n el , i n cluding opera tors , qu a l i ty assurance/ quality control technicians, maintenance supervisors, internal and external architects and engineers, buyers, and vendors. My on going con clu s i on is that in times when the pri ce of medication becomes an issue, especially for sterile and/or potent dru gs , we must provi de , through our empathy to the patient, an easy-to-use, safe product by controlling risk in a simple process. References Figure 4: Cytotoxic reconstitution with isolator. system, or an isolator with the same dilemma of choosing the a ppropri a te sys tem as the indu s try face s . In the Un i ted Ki n gdom and France, isolators are favored, even if these regions do not have a strict similar definition of isolators (10, 11). Trad i tionally, UK manu f actu rers use nega tive - pre s su re isolators , wh i ch are de s i gn ed to pro tect the operator and envi ronment more than the patient. Conversely, isolators used in hospital pharmacies in France are mainly gas biodecontaminated po s i tive pre s su re systems that, from a strict technical point of vi ew, are positioned continuously to keep the steri l i ty assurance level of the final product after reconstitution or compounding at the same level as each of its components. Both types of isolators are leakti ght and separated from the envi ron m ent by highef f i c i ency parti c u l a te air (HEPA) filters (.99.99% ef f i c i en c y for 0.3-mm particulates). s14 Pharmaceutical Technology ASEPTIC PROCESSING 2005 1. FDA,“Guidance for Indu s try: S terile Drug Produ cts Produced by Aseptic Proce s s i n g — Cu rrent Good Ma nu f actu ring Practi ce” (Food and Drug Administration, Rockville, MD, Sept. 2004). 2. “Ma nu f actu ring of S terile Medicinal Produ cts: EC Gu i de to Good Manufacturing Practice, Revision to Annex 1” (Sept. 2003). 3. R.L. Friedman, “ Ro utes of Contaminati on : As eptic Processing Case Studies,” Eur. J. Parenteral Pharma. Sci. 10 (1), 3–7 (2005). 4. K. Murgatroyd, “Which Contamination Control Technology? Cleanroom vs RAB vs Is o l a tor: A Sel ecti on Analysis Stu dy,” pre s en ted at the ISPE Paris Conference, Dec. 1–2, 2004. 5. B. Ljungqvist and B. Reinmüller, C l e a n room De s i gn: Minimizing Co ntamination Throu gh Proper De s i gn(Interph a rm Press/CRC Press, Boc a Raton, FL, 1997). 6. Primary Containment for Biohazards ( Cen ters for Disease Con trol and the National Institutes of Health, Bethesda, MD, 2000). 7. N. Cocker, “Vale III Is o l a ti on Validati on — Gu a ranteed Pro tecti on,” Pharm. Engineer. (Sept.–Oct. 1999). 8. NIOSH Al ert, “ Preven ting Occ u p a ti onal Exposu res to Anti n eop l a s tic and Ot h er Hazardous Dru gs in Health Ca re Set ti n gs,” DHHS (NIOSH) Publication 2004-165, Sept. 2004 9. G en eral Ch a pter ^7 9 7&,“ P h a rm aceutical Compounding: S terile Prep ara ti on s” USP 27–NF 22 (US Pharm acopeial Conven ti on, Rock vi ll e , MD, 2003). 10. Isolator Qualificati ons, ASPEC Guide, ISBN 2-910218-08-2, Dec. 2004 11. Ph a rm a ceutical Isol a to rs (Yell ow Guide), Brian Midcalf, Ed. ( P h a rm aceutical Press, London, UK, 2004). PT w w w. p h a rm t e ch . c o m