Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
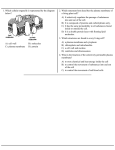
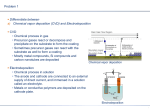
_______________________________________________________________________ The real problem is not whether machines think but whether men do. B. F. Skinner There are three roads to ruin; women, gambling and technicians. The most pleasant is with women, the quickest is with gambling, but the surest is with technicians. George Pompidou Technology is dominated by two types of people: those who understand what they do not manage, and those who manage what they do not understand. Anonymous _______________________________________________________________________ Problems/Answers Chapter 2 2.1 How is a DC plasma created and how does an RF plasma differ? Why is a plasma always positive with respect to the reactor vessel walls? In which etching setup would you prefer to etch an insulator? AC and DC plasmas. A DC plasma is created by applying a DC bias between two conductive electrodes in a reaction chamber filled with an inert gas such as argon at a reduced pressure. Electrical breakdown of the argon gas in this reactor will occur when electrons, accelerated in the existing field, ionize an argon atom generating a second free electron and a positive ion for each successful strike. Both free electrons reenergize, creating an avalanche of ions and electrons that results in a gas breakdown or a DC plasma. Once equilibrium is reached, the glow region of the plasma, being a good electrical conductor, sustains a very low field only, and its potential is almost constant. The potential drops reside at electrode surfaces where electrical double layers are formed in “sheath fields”, counteracting the loss of electrons from the plasma. To sustain a plasma, a mechanism to generate additional free electrons must exist after the plasmagenerating electrons have been captured at the positively charged anode. Plasmasustaining electrons are generated through the emission of secondary electrons (Auger electrons) when the cathode is struck by bombarding argon ions. The continuous generation of those “new” electrons prompts a sustained current and a stable plasma glow. In RF-generated plasma, a radio frequency voltage applied between the two electrodes causes free electrons to oscillate and collide with gas molecules leading to a sustainable plasma. RF-excited discharges can be sustained without relying on the emission of secondary electrons from the cathode. Positive nature of all plasmas. The positive charge of a plasma can be understood from kinetic theory which predicts that for a random velocity distribution the flux of ions, ji, and electrons, je, upon a surface is given by j i,e = n i,e vi, e 4 Equation 2.1.1 where n and 〈v〉 are the densities and average velocities, respectively. Because ions are heavier than electrons (typically 4000 to 100,000 times as heavy), the average velocity of electrons is larger. Consequently, the electron flux (according to Equation 2.1.1) is larger than the ion flux, and the plasma loses electrons to the walls, thereby acquiring a positive charge. Etching an insulator. Since an AC field is applied to obtain an RF plasma the electrodes do not need to be conductors as in the case of a DC plasma. The cathode in an RF plasma is capacitively coupled and effectively acts as an insulator for DC currents. Positive argon ions from the plasma are extracted by the large field at the cathode and sputter insulators placed on it at near-normal incidence. 2.2 Detail the different dry etching profiles available and how you obtain them. There are three basic categories of dry etching. When free radicals etch by themselves the mechanism is purely chemical (I). Chemical etching is very selective because free radicals etch by chemical reactions, which can be very specific. Chemical plasma etching is isotropic, but one needs to consider the distribution of arrival angles and the sticking coefficient of arriving species. Free radicals in plasma systems have typically isotropic arrival angles and low sticking coefficients and etching occurs fast in all directions. This results in undercutting of masks. Deviations of this behavior do occur if the sticking coefficient is high, if there is shadowing from topography, if etch mask erosion is significant and if there are loading effects. A typical purely chemical etch profile is shown in Answer Figure 2.2.1. Purely chemical etch profile When ions act by themselves the mechanism is purely physical (II). Ions arrive perpendicular to the wafer surface, collide with the surface, and cause surface species to become loose and be removed. The ions (and hence the etch) are very directional due to the electric field (narrow arrival angle distribution) and etching is not very selective. Sputtering yield for most materials do not vary much. It is assumed that once an ion strikes the surface, it does not have sufficient energy to strike again (sticking coefficient is 1). Sputter yield is a function of incident angle, which leads to faceting. Other problems with physical etching include trenching, redeposition, charging and ion path distortion as well as radiation damage. Profiles resulting from a physical etch are shown in Answer Figure 2.2.2. Physical etch profiles In Table 2.2.1 we present physical etch rates for various materials. Table 2.2.1 Physical etch rates for various IC/MEMS materials Material Element Etch Rate (A°/Min) Gold Au 1000 Aluminum Al 400 Chromium Cr 464 Copper Cu 750 Tantalum Nitride TaN 280 Nickel Ni 440 Palladium Pd 850 Platinum Pt 550 Silicon Si 225 Titanium/Tungsten Ti/W 250 Titanium Ti 225 Silver Ag 1400 Ion enhanced etching is the third dry etching principle (III) and it has both chemical and physical components that act synergistically to provide excellent anisotropic etch profiles and materials selectivity. Ion bombardment enhances one of the following steps in a chemical etch process: surface adsorption, etching reaction, by-product formation, byproduct removal (inhibitor layer) or removal of unreacted etchants. One example is the formation of inhibitor layer, which consists of polymers formed from C2F6 during reactive ion etch of SiO2. The polymer coats sidewalls and enhancement only occurs where the polymer has been removed by ion bombardment. Care must be taken to prevent too fast a deposition rate of inhibitor. Sidewall profile can be tailored by controlling relative inhibitor deposition rate. In Answer Figure 2.2.3 we illustrate two typical ion enhanced etching schemes. Two typical ion enhanced etching scenarios. 2.3 Consider a single electron in an electric field between two parallel plates located 10 centimeters apart. Assume the potential varies sinusoidally between 1000 V and –1000 V at a frequency of 13.5 MHz. Calculate the maximum kinetic energy of the electron. Professor Kevin Kelly, Louisiana State University dv dt Eq Eqn. 2. a = m Eqn. 1. a = a = acceleration, v = velocity, t = time, E = electric field , m = mass of electron q = ch arg e of electon 1000 cos(2πft ) Where f = frequency md Combining the above equations gives: Eqn. 3. a= Eqn. 4. dv 1000q = cos (2πft ) dt md Integration of Eqn. 4. gives: 1000q v= ∫ cos(2πft )dt + C md 1000q sin (2πft ) + C = − md 2πf Initial conditions at t=0: v = 0, so C=0 1000q sin (2πft ) v = − md 2πf 2 v max occurs at sin (2πft ) = 1 1000q Using the charge and mass of an electron and the frequency: v max = md 2πf v max = 2.1x106m/s Maximum energy = 1 2 mv max =1.9x10-18 J 2 2.4 Using the figure below as a model, assume that the silicon wafer has a bias of –150 volts. A reactive ion etch is used to etch 10 µm wide grooves. After 1 hour, the shape of the grooves is measured and found to have the following topology: m m m (i) If the bias were increased to –200 volts and the depth of the groove was maintained at 15 µm, would the width at the top of the groove be less than or greater than 11 µm. Explain. For Si, according to eqn. 2.21: Vx X = Vz Z The undercut at 150V is: V X 150 = Z x V z150 Where Z and Vx are constant. At a higher bias of 200V, Vz 200 > Vz100 Therefore, according to the previous equation, X 150 > X 200 . (ii) If the same etch procedure was used to etch SiO2, qualitatively describe the shape of the grooves in the SiO2 if a –150 volt bias is applied Since Vx = 0 for Si02, according to equation 2.21 there should be a perfectly vertical wall. 2.5 Explain the DC breakdown voltage versus electrode distance curve (Paschen’s law) and how it is relevant to dry etching. How is miniaturization of an electrode set equivalent to creating a local vacuum? Paschen law. The Paschen law states that the breakdown characteristics of an electrode gap are a function of the product of the gas pressure (P) and the gap distance (d). As the pressure or gap is reduced, the breakdown voltage decreases slowly to a minimum and then rises steeply. The sharp rise in the breakdown voltage occurs because the electrode spacing is too small for ionization to occur. The number of gas molecules in the space between the electrodes is proportional to P × d. When the pressure is too low or the distance too small, most electrons reach the anode without colliding with gas molecules. As a consequence, the lower the pressure or the shorter the d, the higher the value of V required to generate enough electrons to cause breakdown of the gas. On the right-hand side of this plot, the slow rise in breakdown voltage with increasing electrode distances and higher pressures arises because electron collisions with gas atoms become more and more frequent so that for the electrons to gather sufficient energy to overcome the ionization potential of the inert gas, more potential needs to be applied. Relevance of Paschen law to dry etching. In dry etching a plasma needs to be maintained and in a given apparatus this will depend on the gas pressure (particle density), the type of gas, electric field strength (electron velocity), surface-to-volume ratio of the plasma, and distance between the anode and the cathode (P x d). Miniaturization and vacuum. A wide variety of electrostatic micromachines such as motors, switches, and gas sensors operate in air without sparking. Our intuition would tend to predict that the smaller the gap distance the smaller the breakdown voltage. This typifies how linear scaling can be misleading when predicting the behavior of micro devices. But because of the equivalency of pressure and distance ( P x d in the Paschen law) microstructures, with dimensions of a few microns, operate in air as if surrounded by a reduced pressure environment. 2.6 Use SCREAM to fabricate a capacitive accelerometer. You may rely on the newest deep dry etching technology. One possible solution to this problem is the following method from page 112. 1. Deposit mask oxide. 2. Photolithography as in figure below. 3. 4. 5. 6. 7. 8. 9. Transfer pattern from resist. Strip resist Deep silicon Etch Deposit PECVD Oxide Vertical Oxide Etch Second Si Etch Isotropic Release Etch 2.7 Why is RIE somewhat of a misleading name? In physical-chemical etching there are four types of ion-surface interactions which may promote dry etching. Detail each of them and show typical etch profiles. RIE misnomer. The term reactive ion etching or RIE is used indiscriminately for all chemical dry etching, even though ions themselves are not the major reactive species. Ions directly participate in chemical etching only in reactive ion beam etching or RIBE, where ion reactions at very low pressures can etch at modest rates of less than 400 Å/min. RIBE is an example of physical/chemical dry etching where the same ion has both a physical (ion impact) and a chemical (reactive etching) component. 4 types of ion surface interactions that may promote dry etching: 1) RIBE - Ions are reactive and etch the surface directly. See figure 2.2 A. for etch profile. 2) Energy-driven anisotropy – In this process, the uncreative surface is disrupted by bombarding ions causing damage such as dangling bonds and dislocations. The resulting substrate is now more reactive toward etchant species. The volatile products of these reactions are removed by vacuum pumping. See figure 2.2 C for etch profile. 3) Inhibitor driven anisotropy – In this process etching leads to the production of a surface covering agent. Ion bombardment clears the passivation from horizontal surfaces, and reaction with neutrals proceeds on these cleared surfaces only. See figure 2.2 D for etch profile. 4) Dopant driven anisotropy – local dopant concentrations influence plasma etch anisotropy. In this process, etch rates become dependent on dopant concentrations. Since the process is not chemical in nature, the etch profile should appear similar to that for RIBE. 2.8 Make a comparison table of dry versus wet etching. Develop a process sequence to fabricate a capacitive pressure sensor using both wet and dry etching techniques. For comparison table, see page 110 Figure 2.12 1) Mask and dry etch shallow cavity in Si. 2) Plasma CVD of silicon nitride (blue) and shadow mask gold 3) Mask back side 4) Wet etch with HF/HNO3 to stop at nitride. 5)Anodically bond to glass with metal capacitance pad 2.9 Explain loading effects in wet and dry etching. How do you avoid the loading effect? What is the bull’s-eye-effect? What is the difference between loading and microloading? Loading effects in wet and dry etching. In dry etching, the number of radicals in the plasma is in the same range as the number of atoms to be removed; in wet etching, on the other hand, the number of etchant molecules might be 105 times higher than the number of atoms to be removed. A “loading effect” occurs as the dry etchant is being depleted by reaction with the substrate material an event that is not likely to be seen in wet etching. As a result, the dry etch rate is inversely proportional to the Si area which is exposed to the plasma. The more purely chemical the etching, the bigger the loading effect. Avoid the loading effect. An optimum flow rate of the reactant gas prevents the process from being limited by the loading effect. A utilization factor U, that is, the ratio of rate of formation of etch product to the rate of etch gas flow, may be defined and U larger than or equal to 0.1 is suggested for uniform etching. Also lower pressures may be employed: with lower pressures the loading effect becomes smaller. Conventional plasmas can sustain enough radicals to etch at rates of 1000 Å/min but with more effective power sources such as a cyclotron or magnetron, 104 Å/min can be achieved. The latter technique increases the availability of neutral etchant species. Bull’s eye. Dry etching uniformity is impacted by the relative reactivity of the wafer surface with respect to the cathode material used. Resulting nonuniformities in this case are referred to as bull’s-eyes because circular interference patterns show on an etched wafer. If an aluminum electrode is used for Si or poly-Si etching in an SF6 plasma, a very pronounced bull’s-eye effect is evident. The striking nonuniformity in etching pattern results from a lower consumption of reactant species above the aluminum electrode, as aluminum only mildly reacts with reactive species formed by SF6. By applying an electrode material that consumes the fluorine reactive species as fast as Si itself (e.g., a Si cathode), concentration gradients of reactant species at the edge of the wafer are avoided, resulting in uniform etching (see Figure 2.14). Loading versus microloading. Global loading depends on the total overall exposed surface area, determined by the number of die on the wafer. Local loading depends on the local conditions and exposed surface area around a particular feature on a die (e.g., a Si trench). It is important to understand both these effects because MEMS design and process engineers need to know whether there are any limits on designs, and also to maximize the yield for a given design and process if it is to be cost effective. 2.10 Discuss the etch profiles in physical etching. Also draw profiles exhibiting faceting, ditching, and redeposition. In purely physical etching ion energies are greater than 500 eV. It has poor selectivity (2: 1 or 1: 1) and is very anisotropic. Sputtering rate depends on sputter yields which is a function of incident angle, leading to faceting. Problems include trenching, redeposition, charging and ion path distortion as well as radiation damage. Faceting, ditching, and redeposition are illustrated in Figure 2.10.1. 2.11 Design a process to fabricate a polyimide post 100 µm high and 10 µm in diameter on a Si cantilever. The Si cantilever must be able to move up and down over a couple of microns. 1. Spin polyimide on to Si wafer. Polyimide Si 2. Apply Ti mask 3. Oxygen plasma etch polyimide. 4. Deep Si etch 5. Deposit PECVD oxide 6. Vertical oxide etch 7. Si etch #2 8. Isotropic release 2.12 Explain the F/C ratio effect in dry etching and present a couple of means to influence it. How can cryogenic cooling lead to similar etching behavior as inhibitordriven chemistry? F/C ratio is the ratio of fluorine to carbon in plasma. In dry etching, F radicals alone result in high etch rates and produce etch profiles that are nearly isotropic. CFCs, chlorofluorocarbons, are used in dry etch techniques to produce polymer deposition parallel with etching. The resulting etch profile is more isotropic. Oxidizing additives (O2) are added to CFC plasma to increase etchant concentration and suppress excessive polymerization. Radical scavengers such as hydrogen increase the concentration of inhibitor formed and reduce fluorine etchant concentrations. Cryogenic cooling can lead to similar etching behavior as inhibitor driven chemistry because at low substrate temperatures, reaction products are no longer volatile and can server as thin sidewall inhibitors. 2.13 Explain the ion energy versus pressure curve for plasma and how different etching mechanisms are enabled by it. Describe the differences between high pressure plasmas and reactive ion etching systems. Explain when each is the preferred process. The ion energy vs. pressure curve for plasma shows decreasing energy with increasing pressure. This is because at low pressures ions have a longer mean free path. Therefore they are accelerated for longer times, allowing them to gain more kinetic energy before reaching the substrate. The low pressure, high ion energy enables physical etching to dominate. At higher pressures, the ions will collide with more gas molecules giving large concentrations of etchant molecules and enabling chemical plasma etching. Regions in the center of the ion energy/pressure curve enable the physical/chemical ion assisted etching process. In high pressure plasma, the etching is done by reactive species formed in the plasma. The reactive species of etchant molecules react with the native substrate surface and the volatile products are removed by vacuum (unless redeposition mechanisms exist). In contrast, reactive ion etching requires plasma ions (high energy) to disrupt a substrate surface in order for etchant molecules to more readily react with the substrate. Chemical etches can be used to get a high degree of selectivity in relative etch rates of different materials. Chemical etching leads to anisotropic etch profiles and mask undercutting. Ion assisted processes lead to more isotropic etch profiles. 2.14 You have only a high pressure plasma etch and an ion mill at your disposal. Select which one to use in the following applications. Justify your answer. (i) Etching a 5000 Å polysilicon layer that serves as the upper electrode of a large square capacitor. The capacitor dielectric is 50 Å of SiO2. High pressure plasma. -selectivity of poly vs. SiO2 (ion beams are inherently non selective) (ii) Anisotropic patterning of a thin layer of Yba2Cu3O7 on a thick insulating film. Ion mill -anisotropy can be achieved -film is thin with a thick insulator (iii) Recessing the channel of a GaAs FET. For this application the residual etch damage must be minimized. High pressure plasma -ion mill can cause electrical damage to substrate from ion bombardment 2.15 Sketch the plasma distribution for a DC diode discharge in equilibrium and contrast it with the voltage distribution in an RF plasma. For plasma distribution see page 81. The plasma distributions appear similar; however there are a couple of differences. First, the RF plasma potential has a sinusoidal time dependence. See figure 2.9 b. Second, in RF discharge the time averaged plasma potential in the glow region is more significantly positive with respect to the grounded electrode than in the case of dc plasma. The large potential drop in front of the cathode in dc plasma is seen because electrons near the cathode rapidly accelerate away from it due to their relatively light mass; ions, being more massive, accelerate toward the cathode more slowly. Thus, on average, ions spend more time in the Crooke’s dark space, and, at any instant, their concentration is greater than that of electrons. This results in the high field in front of the cathode in comparison with the field in front of the anode. In the case of RF plasma, the plasma behaves electrically as a diode. The electrodes capacitively couple to the plasma and ions respond to the average sheath voltage while the electrons respond to instantaneous voltage changes. There is a large blocking voltage drop toward the capacitively coupled cathode and a small voltage drop on the anode/plasma interface. 2.16 How would you make the structure below with the least expensive equipment, the highest selectivity, and the fastest process. 7 mm Al Si 1) 2) 3) 4) 5) 3 mm SiO2 10 mm Oxidize Si wafer Metallize with aluminum using vapor deposition through shadow mask Chemical etch Spin coat and mask for SiO2 hole, chemical etch SiO2 (C2F6-Cl2) Chemical etch Si (selectively) 2.17 How could you monitor a dry etching process? Why does endpoint detection of a reactant species require a loading effect? For monitoring processes, see list on page 108-109 If the reactant is not involved in a “loading effect”, no change in concentration can be observed. 2.18 Why is the grounded electrode (anode) in an AC sputtering station made as large as possible? What would happen if both anode and cathode were blocked capacitively. Use equations to explain. Sheaths form next to the electrodes in an AC sputtering station and voltage drops occur in the corresponding dark region. The electrodes capacitively couple to the plasma and ions respond to the average sheath voltage while the electrons respond to instantaneous voltage changes. If the electrodes have un- equal areas, the voltage drop between the sheaths and the electrodes are asymmetrical with a much larger voltage drop occurring at the smaller electrode (i.e., two capacitors in series). If the electrodes have equal areas, the voltage drop at the sheaths is symmetrical. 2.19 Explain how high ion density plasmas are achieved. Use equations to explain. High plasma ion densities may be created by employing magnetic coils in a magnetron sputtering machine to increase the electron path length. This principle is exploited in magnetically enhanced ion etching (MIE). A magnetic field is applied so that electrons cannot pass directly from the anode to the cathode, but follow helical paths between collisions, greatly increasing their path length and ionization efficiency. To understand this enhancement in ionization efficiency, consider an electron moving with a velocity ve. This velocity will be affected by both the electric and the magnetic fields and the force on the electron is given by Equation 2.16 r r r r F = e(E + ve x B) in which all quantities, except for the electron charge, are vectors. The direction of the force vector on the electron is perpendicular to both the magnetic field and the direction of the velocity; consequently the electron will spiral around the magnetic field lines. With an angle φ between the momentary electron velocity vector and the magnetic field vector, the radius r of the electron orbit is Equation 2.17 m e ve eBsin φ where me is the mass of the electron. The circular motion of electrons in the presence of a magnetic field can also be described in terms of an angular frequency ωec, which can be calculated from the electron velocity ve and the radius r of the electron helix as described in Equation 2.18: r = Equation 2. 18 ω ec = ve r Equation 2.19 is derived by equating the magnetic and centripetal forces. When the electron is moving at right angles to the magnetic field, this expression reduces to: Equation 2.19 r= me ve eB At an electron temperature of 2 eV, the mean electron velocity is 9 × 105m s-1. According to Equation 2.19, with a magnetic field of 5 × 10–3 Tesla (T) applied, electrons will be forced into a circular path with a radius of about 1 mm. At a higher electron temperature of 100 eV, the cyclotron radius of an electron in a field of 0.01 T (or 100 Gauss) is 3.2 mm. These cyclotron radii are of the order of the mean free path and smaller than the smallest dimension of the average dry etch reactor. By lengthening the electron path considerably, electrons are prevented from reaching the reactor walls where they would be lost. Any velocity of an electron parallel to the magnetic field will change the circular path into a helix. In principle, ions also will move in helical paths; however, the radius r (see equation 2.19), because of the heavy mass of ions, is so large that the effect can be neglected. Clearly from the above, a magnetic field can lower wall recombination by confining the electrons, hence making relatively low field strengths adequate for obtaining high plasma densities. When plasma density is increased with magnetic confinement, the degree of ionization is between 10–2 and 10–4, compared to 10–4 to 10–6 for simple plate discharges, resulting in an increased etch rate. The cyclotron resonance frequency of an electron estimated from Equation 2.18 is about 108 s-1, which is in the microwave range. If the RF excitation frequency is in the same range, resonance takes effect, causing an additional increase in the RF energy transfer efficiency. Microwave energy may be injected into a plasma to energize the ECR ion source as reviewed further below. The plasma source is remotely positioned from the wafers and it generates a very high density plasma (10 11 –10 12 ions cm -3). High density plasmas operate at a lower pressure than RIE( 1- 10 mTorr). A power supply that is inductively coupled to the chamber is used to generate the plasma. Independent control of RF bias and ion density is possible; decoupling the plasma density and ion energy. This is not possible in RIE. Ion bombardment damage is kept low while maintaining high etch rates and good selectivity. Lower ion energy gives good selectivity.