Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Resistive opto-isolator wikipedia , lookup
Variable-frequency drive wikipedia , lookup
History of electric power transmission wikipedia , lookup
Stray voltage wikipedia , lookup
Power engineering wikipedia , lookup
Opto-isolator wikipedia , lookup
Voltage optimisation wikipedia , lookup
Alternating current wikipedia , lookup
Mains electricity wikipedia , lookup
Distribution management system wikipedia , lookup
Switched-mode power supply wikipedia , lookup
Buck converter wikipedia , lookup
Thermal runaway wikipedia , lookup
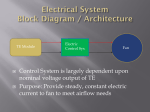
Multi-Disciplinary Senior Design Conference Kate Gleason College of Engineering Rochester Institute of Technology Rochester, New York 14623 Project Number: P10462 THERMOELECTRIC POWER SYSTEM FOR IMPROVED HAITIAN COOKSTOVE Shawn Hoskins/ME Dan Scannell/ME Luke Poandl/EE Young Jo Fontaine/ME ABSTRACT The primary goal of the Thermoelectric Power System project was to design and build a power system for a cookstove intended for use by rural Haitians. The power system will power a fan on the stove, recharge batteries, and provide auxiliary power for uses such as charging a cell phone. Power will be provided by a thermoelectric generator, a solid state device that converts thermal energy (via a temperature difference) into electrical power. Dr. Robert Stevens, of the Mechanical Engineering Department at Rochester Institute of Technology, was the main customer and guided the team through the project. The project team consisted of three mechanical engineers and two electrical engineers. The three mechanical engineers were divided into three areas of responsibility: airflow, heat transfer (hot side), and heat transfer (cold side). One electrical engineer was responsible for battery charging and auxiliary loads. The other electrical engineer was responsible for power delivery. The final product consists of a mechanism for transferring heat to the thermoelectric, a heat sink for cooling the thermoelectric, a fan for providing airflow to the stove and for cooling, and the electrical system. This paper will describe in detail the design, fabrication, and testing of the final product. Dan Higgins/EE CS – Cold Side HS – Hot Side ISC – Short Circuit Current Li-Ion – Lithium Ion MOSFET – Metal Oxide Semiconductor Field Effect Transistor NiCd – Nickel Cadmium NiMH – Nickel Metal Hydride R – Resistance TEG – Thermoelectric Generator VOC – Open Circuit Voltage INTRODUCTION (OR BACKGROUND) Haiti faces two major problems: deforestation and the risk of respiratory infection due to smoke inhalation. Currently, rural Haitians cook indoors over inefficient open fires that utilize wood charcoal as fuel. The objective of an improved cookstove is to promote a cleaner and more complete combustion so that there is relatively little smoke released into the atmosphere and less fuel is used. A better combustion will accomplished by introducing airflow into the combustion chamber through use of a fan. The fan will be powered by a TEG module, a solid state device that converts thermal energy to electricity. PROCESS (OR METHODOLOGY) NOMENCLATURE BAT – Battery / Batteries BB – Buck Boost (Converter) Overall Design The final design selected was chosen through an iterative process. Multiple concepts were generated Copyright © 2010 Rochester Institute of Technology Page 2 Proceedings of the Multi-Disciplinary Senior Design Conference and then rated and ranked based on feasibility and estimated performance. A major factor in the design process was simplicity. The system had to be simplistic so that it could be easily used and constructed by those in Haiti. Also, the design had to be affordable. Most Haitians live off only a $2 daily income; therefore, the stove had to be inexpensive so that the purchase would be justified. Any design that was deemed too complicated or expensive was immediately ruled out. The final design concept selected utilizes an aluminum rod and flat plate (thermal bridge) to transfer heat from the cookstove’s fire to the TEG. The cold side of the TEG is maintained by an aluminum heat sink through which airflow from the fan is directed. The fan and heat sink are surrounded by a square aluminum duct that would direct the airflow into the combustion chamber. Figure 2: Final System Design Figure 2 does not show the L brackets that mount the stove to the heat sink or the L brackets that mount the fan to the heat sink. The top plate is secured to the heat sink with four screws that use insulating washers to prevent heat transfer directly to the heat sink. The rod in Figure 2 is set into the combustion chamber and is heated from the flame. This rod’s placement was determined through testing the fire inside the stove as multiple forms of biomass where burned to determine the most steady source of heat generation. Figure 1: Original Design Concept This design, however, evolved over the course of construction and testing of the system. The duct was eliminated and it was instead decided to use the heat sink for both cooling and directing airflow. The fan is mounted inside of the heat sink, which serves as a duct. The system for the heat transfer and air flow was designed to have the fewest number of parts to make it easier to acquire for the Haitian people. The heat sink was also used as a air duct for the fan. Fans require air ducts to create pressure in the working fluid so that it can provide the system with airflow. The current system model is shown below in Figure 2. Figure 3: Flat Plate The device pictured in Figure 3 transfers heat from the rod to the hot side of the TEG. The heat block was designed this way after testing a non-machined flat plate that screwed into the heat sink. This plate theoretically would still achieve the same temperature as the smaller block used for initial testing but would require a longer ramp up time. In testing the larger flat plate was not providing enough heat to the hot side of the TEG so the plate was modified to reduce all the area that was not in contact with the TEG. This modification allows the block to develop heat faster and has less convection heat losses with the outside environment. Airflow Verification To provide optimal air to the combustion chamber allowing complete gasification of the biomass being burned the fan must provide adequate airflow to the combustion process. The cook stove provided had the fan mounted underneath the combustion chamber to Project P10462 Proceedings of the Multi-Disciplinary Senior Design Conference allow unrestricted airflow to the combustion chamber. To redesign the system to allow for the fan to not only provide sufficient air to the fire but also cool the heat sink the fan had to be mounted on the side of the stove. Before the stove was redesigned the airflow with the fan being input from the side and through the heat sink had to be analytically compared to the stove without modification. The drop in pressure from the system was used as the gauge to show that proper airflow was being obtained. To characterize the airflow the flow rate of the air from the fan was tested by testing the time it took the fan to fill a predetermined volume. This experiment was tested five times to provide accurate data and enough iterations to show that the fan could consistently perform at the same level. With the flow rate of the fan determined the pressure drop could be calculated from the system using major and minor loss equations for pump work. With these calculations done the flow through the heat sink and outer duct where calculated for comparison. The greatest loss in the system was due to the orifice loss at the inlet to the combustion chamber. The addition of the major head losses through the heat sink where minimal in comparison to the already existent orifice losses. Figure 3 shows the comparison in pressure drop through the system for the stock stove and the modified model. 18 16 14 12 10 Current Design 8 6 4 2 0. 00 1 0. 00 2 0. 00 3 0. 00 4 0. 00 5 0. 00 6 0. 00 7 0. 00 8 0. 00 9 0. 01 0. 01 1 0. 01 2 0. 01 3 0. 01 4 0. 01 5 0. 01 6 0. 01 7 0 Figure 4: Comparison of Airflow With this acceptable level of pressure drop the stove was modified to accept airflow in through the heat sink and into the side of the combustion chamber. Through testing the stove operates at the same level as before the modification. Thermal Bridge The decision for the placement of the thermal bridge was obtained by conducting a heat test. In this test we placed thermocouples along the side of the combustion Page 3 chamber, at different heights, and on the bottom of the combustion chamber. This test allowed us to see where the largest amount of heat is located and the most consistent numbers as well. Based on the results of this test we concluded that placing a thermal bridge in the side of the chamber at a height of about 2.75” would be the optimal placement. By deriving base equations and using the values found from thermal testing, the design for the thermal bridge was selected. Several calculations were conducted: one for a model of what the convection heat transfer between the fire and the rod was created. Next based on the convection from the fire a base temperature was derived. Another calculation using the base temperature of 315°C was conducted to discover what the resistance of the thermal bridge needed to be in order to have the hot side of the TEG be 230°C. Finally another situation involving an estimated maximum temperature of 500 °C at the inside wall, and what the resultant hot side TEG temperature would be. The hot side temperature of the TEG was selected because this would allow a ΔT of 160 °C and allow our cold side to be as high as 70 °C, which was constrained by our heat sink selection. The required qh was determined through calculations using TEG specifications and our desired temperature difference between the hot and cold side of the module. Initial design calculations showed that the rod should only be inserted into the combustion chamber 1.5” with a length of 1.33” protruding from the outside wall of the stove. The rod was also designed with a diameter of ½”. After testing, it was decided that the thermal bridge would perform better if the rod were inserted entirely into the combustion chamber with the flat plate flush against the outside wall of the stove. Heat Sink The heat sink was originally designed using heat transfer calculations and comparing the results to commercially available heat sink extrusions. A heat sink that was deemed suitable was ordered, but it was discovered that the purchased heat sink would be impractical to use for our purposes. Therefore, it was decided to fabricate a custom heat sink. Through an iterative process, a heat sink was fabricated and tested. Results from testing showed that the heat sink would have to be modified to improve its efficiency. In order to improve the efficiency of the heat sink and increase in surface area was needed. Due to the time required to construct a new heat sink, the heat sink previously machined was improved. After brainstorming through different ways to optimize the surface area it was determine that the easiest and most effective way would be to drill semi-circles into the fins (as seen below). Further testing was conducted and the heat sink still proved incapable of producing the cold side Copyright © 2010 Rochester Institute of Technology Page 4 Proceedings of the Multi-Disciplinary Senior Design Conference temperature needed to obtain the desired ∆T. A second model of the heat sink was created to better understand what the geometry of the heat sink should look like to produce the desired cold temperature. This model took into account the inlet velocity of the air to determine the convection coefficient, and used the Qc derived from the calculations on the TEG. This model was designed to allow the geometry of the heat sink to change. This allows for a better understanding of how each variable affects the efficiency of the heat sink. Electrical Source and Load The primary focus behind the electrical design of this project is how to deliver power from source to load. The fan is the most important electrical load because efficient operation of the stove requires it to be running at all times. The novel feature of this project is its ability to convert “waste heat” into electricity which is accomplished by the Thermoelectric Generator (TEG). The selected TEG is capable of outputting up to 5.9W steady state assuming a sufficient temperature differential is present. In the case the thermal output is insufficient; a battery system is implemented to run the fan when the TEG is incapable of doing so. The output of the TEG can be characterized as dynamic; that is it will vary depending upon the thermal operating conditions on its hot and cold sides (thus the differential - ∆T) as well as the electrical load placed on it. Ideally a matched load will be provided to the output of the TEG for a given ∆T resulting in maximum power transfer. Because the total electrical load only differs when discrete loads are interchanged, reaching this maximum power transfer is an ideal scenario that cannot be met within the scope of this project. In addition to the fan motor, other electrical loads are present in this system. The battery pack cannot simply be wired into the circuit; it needs to be recharged and discharged at proper times depending on variable operating conditions. In addition, a circuit needs to be implemented to allow charging at the proper rate and level. The solution to this need is an off-the-shelf battery charging chip. This device monitors and controls current in and out of the battery pack; it discharges when battery charge is high enough and at other times trickle charges the battery pack from an outside source. Thus, when the chip is supplying current to charge the battery, it becomes a load with respect to the TEG. A secondary need in this project is the ability to supply a small DC source to charge a cell phone battery or similar device. Assuming the fan and battery system are sufficiently powered any additional power can be output at a 5V level. This requires two additional considerations in the electrical design: a constant output voltage level and load switching based on TEG power. Voltage Level Conversion The TEG output voltage and therefore output power are directly proportional to the ∆T across it as seen in (1), minus the internal resistance factor. Consideration is also given to other thermal and electric properties however the temperature gradient is of most importance. (1) Because this voltage is dynamic, a method is needed to ensure a constant current is provided to the load. This is implemented by using DC-DC Buck Boost converters; one will provide a constant 5V output and the other a constant 3.3V output. Figure 1 provides a block diagram of the electrical system components to explain the needs for voltage conversion. From this it is clear the 2 voltage platforms are needed: a 3.3V level to run the fan and switching reference (explained later) and a 5V level to run the battery charging circuit and provide USB-level auxiliary power. Battery Array Discharge TEG 5V Buck Boost Converter Switching Charge Aux Power 3.3V Buck Boost Converter FAN Figure 5: Electrical System Block Diagram Note: sampling & switching interconnects not shown The 5V Buck Boost converter is capable of delivering a constant 5 Volts to a load when an input range of 1.8-5.5V is available. It is important to consider instantaneous energy (i.e. power) conservation since output voltage and current will vary from input levels yet the total power must be equivalent or less at the load side (2). While this may seem obvious from a physical perspective, it must be kept in active consideration because of the dynamics of switching the loads. Project P10462 Proceedings of the Multi-Disciplinary Senior Design Conference Load Switching The proposed autonomous switching system will sample the open circuit voltage to determine operating point of the TEG; this corresponds to the maximum instantaneous electrical power the unit can deliver. An accumulating clock will effectively open the loaded circuit of the TEG to allow the terminal voltage to reach its maximum open circuit value. This will be done every 60 seconds for a duration of approximately 30 ms; this time should be sufficient to allow any transient switching behavior to stabilize. The circuit is opened by use of a P-Channel MOSFET (PMOS) or a latching relay; these options should be explored based on cost on performance in testing. The TEG’s VOC is sampled by comparators at its terminal node(s); the reference value is derived through the batteries & 3.3V BB through a voltage divider network of resistors. The comparator outputs are fed into D-type Flip Flops which latch the value stored on the input until the next clock pulse. Therefore, if a the comparator allocated to the fan sends a high-level out upon sampling, that value will be stored on the output of the DFF. This value is sent into an NMOS to sink current to the actual load. Comparison is done for four different load levels: an “off” state, fan, battery recharging, and auxiliary power. These loads are cumulative, meaning if the auxiliary power is on; the battery recharging and fan are also enabled. This system is powered through the 3.3V BB converter from the batteries meaning it is always supplied with a steady current and voltage. U14 NC COM NO A B U10 Relay _SPDT_b R1 U6 U2 + 800k 1 OUT R2 100k D 2 - 3 Q OPAMP NC COM NO A 4 CLK Q FAN (LOAD) B DFF Relay _SPDT_b U11 R3 U7 1 OUT R4 100k D 2 - NC COM NO U3 + 650k 3 Q OPAMP A 4 CLK Q BATT CHARGER (LOAD) B DFF Relay _SPDT_b U12 R5 U8 1 OUT R6 100k D 2 - NC COM NO U4 + 500k 3 Q A 4 CLK Q OPAMP AUX POWER (LOAD) B DFF Relay _SPDT_b U13 R7 U9 400k 1 OUT R8 100k - NC COM NO U5 + 0Vdc 2 OPAMP D Q CLK Q 3 NO LOAD - OFF A 4 B DFF TEG_SOURCE V3 Relay _SPDT_b VREF U1 T HRES VCC CONT DISCH T RIG OUT RESET GND V2 555 5Vdc 0 Figure 6: Load-Source switching diagram based on sampling levels at various circuit nodes Battery One of the requirements that was determined very early on was a battery would be required to power the system while the fire was coming up to full temperature. This need was twofold; the first was to Page 5 increase combustion, reducing emissions during startup. The other was to ensure that the heat sync was able to ensure the temperature difference needed for TEG operation. There are several common rechargeable battery types available in today’s market. Nickel Metal Hydride, Nickel Cadmium and Lithium Ion are by far the most common place. Of these the NiCd batteries were immediately ruled out due to their limited performance and high environmental costs. The remaining two were close competitors due to their strong attributes. NiMh are commonly available for use in mobile devices, are relatively cheap and do not require complicated charging circuitry. Li-Ion batteries are widely available for their use in cellular devices, have high capacities and long shelf lives. However, in the end it was determined that Li-Ion were not a suitable choice due to their higher cost and the requirement for more complicated charging. A series of three Nickel Metal Hydride batteries would be used for their higher capacity and suitable voltage. Furthermore, the use of NiMh would allow the possibility of several different charging schemes. Auxiliary Power The ability to use the additional power for other uses was a design requirement from the beginning but the exact requirements had never been formulated. In early stages several possible uses were thought of; lighting, computers, radios, and cell phones. Of all of those the most useful was deemed the ability to charge a cell phone. In this area there is no infrastructure for AC electricity distribution, so charging is done from twelve voltage car battery. This introduced the first option of a adding a twelve volt output. However, analyzing the charger it was deemed an impractical use of power. Li-Ion batteries require a five volt source to charge, so this adapter steps the twelve volt input down. As the system runs at a much lower voltage, not having to step up to a much higher voltage would avoid unnecessary power loss. Several, off the shelf products specifically designed to provide a constant five volt source for powering a USB source were evaluated. However, as with the car charger the majority of products were designed for use with a twelve to twenty-four volt source. Several with the correct input range were found but the required output current would not be met. However, a suitable alternative already existed. A five volt buck-boost converter was already being used to supply the battery charger with the proper voltage; the auxiliary input could just be utilized with the existing system with a USB output cable. RESULTS AND DISCUSSION Copyright © 2010 Rochester Institute of Technology Page 6 Proceedings of the Multi-Disciplinary Senior Design Conference The two systems (mechanical and electrical) were initially tested separately. After testing was conducted and theories were verified on each system, the systems were integrated for full system testing. Mechanical System Testing The mechanical system was initially tested with a dummy TEG module to provide thermal resistance. The testing was conducted over a live fire in the cookstove. Also, each component of the mechanical system was tested individually. Instead of using a heat sink, a cold plate was used to simulate a consistent cold temperature similar to what the intended final heat sink would provide. Initial tests showed that the aluminum rod that was selected was insufficient for providing the required thermal conduction needed to provide a temperature of 230°C at the hot side of the TEG. Therefore, it was decided to increase the surface area of the rod by increasing its diameter from ½” to 5/8”. This increase allowed the thermal system to reach its required hot side temperature. remove enough heat from the system. To compensate for this inadequacy the heat sink was modified to have the scallop shell designed fins that would increase the surface area of the fins without the addition of more fins. This heat sink was made in house and a better alternative could be used from an extruded aluminum heat sink however that was not an available option in the time allotted. Electrical System Testing After the hot side of the system was verified, the full mechanical system was tested with the addition of the heat sink. The originally fabricated heat sink was found to not be sufficient, therefore it was modified to increase its surface area and thus provide better cooling for the TEG. Figure 8: Long Run Stability Test When the heat is maintained for a long period of time, the system is able to adequately maintain the voltage output required for the fan. This data was recorded over the course of six hours, during which one sample was taken every second. Figure 7: Final Heat Sink Design The heat sink in Figure 7 was created to cool the cold side of the TEG while mounting the fan for the gasification process inside. Initially the team tried to order a heat sink, unfortunately the lead time for a custom heat sink and the cost of buying a bulk extrusion would not have met the team’s goal of having a working prototype for the EPA P3 conference. This heat sink was designed initially with flat fins but from thermal testing that design could not Project P10462 Page 7 Proceedings of the Multi-Disciplinary Senior Design Conference ∆T (°C) 50 60 80 100 110 120 130 140 150 160 170 Voc (V) 2.035 2.428 3.369 4.18 4.59 5.08 5.51 5.89 6.29 6.65 7.02 Isc (A) 0.928 1.083 1.453 1.731 1.883 2.066 2.211 2.345 2.464 2.581 2.712 Table 1: Results of TEG Characterization The results show linear correlations between the current and voltage output of the modules. When the information is plotted as seen in Figure 9, a further understanding of operation can be ascertained. To accurately characterize the module, an existing facility with thermostatically controlled hot and cold plates was utilized. For predetermined temperature difference, the open circuit voltage and short circuit currents were measured and recorded. Furthermore, the output was recorded when a fixed load was applied. ∆T 50 60 80 100 110 120 130 140 150 160 170 Vmax (V) 1.018 1.214 1.685 2.090 2.295 2.540 2.755 2.945 3.145 3.325 3.510 Imax (A) 0.464 0.542 0.727 0.866 0.942 1.033 1.106 1.173 1.232 1.291 1.356 Pmax(W) 0.472 0.657 1.224 1.809 2.161 2.624 3.046 3.453 3.875 4.291 4.760 Table 2: Determination of Maximum Power From the IV curve, the peak operating point of the module can be found. If the system can be operated at this point the module is able to provide the most power. Figure 10: System Efficiency as Function of ΔT Figure 9: Voltage Current Characteristic of TEG Full System Testing After initial theories were verified through individual subsystem testing and the necessary modifications were made, the entire system was tested as a whole. At this point, a data acquisition system (DAQ) was used for all necessary measurements. Measurements monitored included hot and cold side temperatures, TEG voltage, and load voltage. With the ability to monitor operating conditions in real-time, a better Copyright © 2010 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Senior Design Conference understanding of the system was obtained. The full system tests yielded different results than what would have been expected based on the findings from the subsystem laboratory tests. For instance, the temperatures along the thermal bridge and heat sink varied drastically when an actual load from the TEG was realized. Also, the TEG did not yield the expected corresponding power output at the temperature differences measured. Alterations were made to the flat plate of the thermal bridge in order to achieve a higher hot side temperature and to allow it to heat up quicker. The way in which the flat plate was mounted was also changed in order to improve the contact with the thermoelectric module. Figure 11: Complete Prototype Thermal System Page 8 With these changes the temperature difference across the TEG was able to reach 140°C corresponding to an output voltage of 3.7 volts. Although this voltage should have been high enough to at least power the fan, problems with other components in the electrical system prohibited proper operation. Ongoing testing is in progress to determine the exact source of the error. Despite this current setback it has been proven that the system can operate within the given operating range. CONCLUSIONS AND RECOMMENDATIONS The project had many successes as well as failures. The new stove design was able to provide proper airflow and intermittently provided self-sustaining power from the TEG. Unfortunately, the electrical system currently does not provide enough power. This may be due to a failed component, such as a buckboost converter. Also, the temperature difference required is not at the ideal specification. Future iterations of the project should include investigation of the contact resistance between the TEG and the two thermal surfaces. There could be a loss of potential power because the module is not making sufficient contact with the other surfaces. The heat sink design should also be investigated and optimized for the required temperature difference. This may be able to solve the current problem with insufficient temperatures. Also, an autonomous control system should be integrated into the electrical system so that the stove switches operating conditions automatically. Currently, the stove’s operating conditions are switched manually. In order to keep the system feasible for use and construction in Haiti, attempts should be made to construct the system out of readily available materials. ACKNOWLEDGMENTS The team would like to thank the people who have helped us over the course of this project. Thank you to our faculty advisors, Dr. Rob Stevens and Dr. Rick Lux, for their guidance and support throughout the project process. Also, special thanks go to all who assisted with the design and construction of our project: Dr. Christopher Hoople, Dr. Robert Bowman, Mr. Rob Kraynik, Mr. Steve Kosciol, Dr. James Myers, and the H.O.P.E. organization. Figure 12: System Response to Test Fire Project P10462 Proceedings of the Multi-Disciplinary Senior Design Conference Copyright © 2010 Rochester Institute of Technology Page 9