Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
ZE
SCIENCE & TECHNOLOGY | DAS PAPIER
R
IE
DAS P
A
P
LL
CHEMIN
G
viewed
peer re
Rein for cem ents
Non-Woven and Paper
Based Epoxy Composites
By Henri Kröling, Johann Fleckenstein, Narmin Nubbo, Angelika Endres,
Dr. Frank Miletzky & Prof. Dr.-Ing. Samuel Schabel
Composite materials are increasingly used for various
applications. The reasons for the use of composite materials are their high stiffness and strength values at a
low weight.
A composite material consists of at least two
materials, in the present case one material is paper and
the other material is the polymeric thermoset matrix.
The task of the fibres is to take tensile and flexural loads,
while the matrix is keeping the fibres in their place and
transfers the loads between the fibres. Usually artificial
fibres like glass or carbon fibres are used if the highest
strength and stiffness values are required. However,
composites with natural fibres (NF) are used more often
for example in car parts, recently.
Among these natural fibres hemp and flax are the most
common ones in Europe. Despite that the availability
of wood pulp fibres is much higher and the strength
values are comparable to other NFs 1, 2, wood pulp fibres
are used only in a few materials in combination with a
thermoplastic matrix (for example UPM ForMi, Södra
DuraPulp, Mondi FIBROMER). Besides the use in thermoplastic matrixes, paper as reinforcement for thermoset
is known to achieve high strength and stiffness values
(for example 3-8). It was studied as reinforcement material already in the 1940’s 3, 4 with a focus on an optimum
matrix content and a minimum void content in the later
composite. It was found that the composite strength
is increasing with a decreasing resin content. If the
resin content was lower than 30 %, the tensile strength
dropped because of the void volume.
The authors concluded that a thoroughly impregnation
with enough resin is crucial. In newer studies a number
of different fibres (e. g. pulp grades) have been examined as reinforcement 5-9. During mechanical pulping
fibres are damaged and consequently achieve lower
The previously conducted studies show that paper can
reinforce a thermoset very efficiently, but unfortunately
there is no direct comparison to other natural fibre
mats that are already in industrial use. The aim of this
paper is to show that paper composites can compete
with and even outperform other natural fibre composites.
Materials & Methods
Fibre mats
For the first trials, two different commercially available
papers were used: Speciality paper made from chemical
long fibre pulp and teabag paper made from chemical
pulp from wood and abaca. In addition to that, RapidKöthen lab sheets were made from a eucalyptus pulp.
Table 1 comprises an overview over the used commercially available fibre mats, paper and the lab sheets.
With a grammage of 50 g/m2 respectively 150 g/m2 the
spun laces are in the range of paper and board products,
while the apparent density is comparatively low. The
teabag paper has an outstanding low grammage and
apparent density.
The flax spun lace is designed for the application in composites. Typical fibres are 25 mm to 50 mm long. Typical
fibre lengths in the viscose spun lace are between 15
mm and 40 mm.
Grammage in g/m2
Thickness in μm
Apparent density in g/m3
Orientation
Viscose spun lace
50
500
0.10
Yes
Flax spun lace
150
800
0.19
Yes
Teabag paper
13
52.6
0.24
Yes
Speciality paper
60
115
0.52
Yes
Lab sheets
160
277
0.58
No
Sample
Tab. 1: Overview over the different fibre mats
2
strength than chemical pulp fibres 6. The published data
show also that hardwood reinforced composites are on
the same strength and YM level as soft wood reinforced
composites 7. Papermaking processes have been used in
a very limited range to optimize paper properties for
such applications. A few oriented papers have been used
as reinforcements resulting in a composite anisotropy 5,7.
Refining has been recently proven to be a powerful process to increase the tensile strength of paper-thermoset
composites 10.
6-7/2014
www.ipwonline.de
CHEMIN
P
G
view
peer re
ed
R
IE
DAS P
A
ZE
LL
SCIENCE & TECHNOLOGY | DAS PAPIER
Laminating
The laminating process is illustrated in Figure 1. The
thickness of the composites should be around 2 mm
to match the requirements of the standard DIN EN ISO
527-4 “Test conditions for isotropic and orthotropic
fibre-reinforced plastic composites”. In order to achieve
this thickness the number of sheets was adjusted to a
thickness of around 1.8 mm so that the later composite
had a thickness of roughly 2 mm. The number of sheets
varied from 2 for the flax spun lace to 42 for the teabag
paper.
Fig. 1: laminating process
For the laminating, a cold curing system (Epoxy resin EP,
Larit L-285, hardener Larit 287 – blau, both Lange + Ritter GmbH) was used. Both components were mixed and
applied to a single fibre mat with a brush. After that,
the next fibre mat was laid upon the already impregnated sheet and pressed onto it with a roller. The new
sheet was then also impregnated with the epoxy resin
as described before. This procedure was repeated until
all the fibre mats were impregnated. The impregnated
stack of fibre mats was then put into a press, where it
was pressed for 5 h at 50 °C and a pressing force of 50
kN to cure the resin. After the curing, the samples were
tempered at 60 °C for 10 h and then cut into the specimen for the tensile test with the dimensions of 150 mm
x 20 mm.
Testing
The composite testing was conducted according
to DIN EN ISO 527-4. All specimens were plain and
provide no force transmission elements. The material was characterised by its YM, tensile strength
and fibre volume fraction Vƒ. The fibre volume
fraction was calculated with following equation:
(1)
Where mA is the basis weight and n is the number of
corresponding fibre mats used for the composite fabrication. The fibre wall density ρƒ was estimated to be 1.5 g/
cm³. d is the thickness of the composite.
1 Reinforcement
2 Fibre Volume Fraction in %
Speciality paper
36.8
Tea bag paper
18.4
Viscose spun lace
13.6
Flax spun lace
15.6
Lab sheet
39.1
Tab. 2: Fibre volume fractions of the different composites
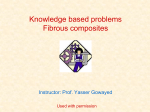
The tensile strength of the composites is shown in Figure 2. If the fibre mat has an orientation, the test is
conducted in the direction of the fibre orientation. Surprisingly, the lab sheet reinforced composite achieved a
tensile strength almost as high as the oriented speciality
paper, followed by the tea bag paper reinforced composite. The tensile strengths of the spun lace reinforced
composites are lower than these paper composites. The
speciality paper and the lab sheets have a high fibre volume fraction that contributes directly to the composite
strength.
On the other hand the short fibre length in all of the
papers should reduce the composite strength 8. However,
the actual single fibre strength, the shear strength of the
matrix-fibre interface and fibre orientation are influencing the tensile strength 8 of the composite and are
not known for these fibre samples. The most important
outcome of these results is that the comparatively short
fibre length of paper making fibres compared to other
natural fibres is no disadvantage if it comes to strength.
Result & Discussion
120
100
Tensile strength in MPa
The differences in the apparent density are reflected in
the fibre volume fractions of the composites (Table 2).
The speciality paper and the lab sheets achieve a fibre
volume fraction of almost 40 %, while low density teabag paper and spun laces achieve a fibre volume fraction
of below 20 %. A high fibre volume fraction is beneficial
because the mechanical properties of the composite are
directly linked to the fibre volume fraction. Besides the
better performance, the pulp fibres are a renewable
resource and therefore a high fibre volume fraction is
equivalent with a high share of renewable resources
that can make such a material desirable from an ecological point of view.
80
60
40
20
0
Speciality
paper MD
Tea bag MD
Viscose MD
Flax MD
Labsheet
Fig. 2: Tensile strengths
6-7/2014
3
($"#
($"# ($"#
R
IE
ZE
(B"#
SCIENCE & TECHNOLOGY | DAS PAPIER
(B"#
(B"#
P
DAS P
A
C:D*:9-0+#902+?70>#-?#3@.#
CHEMIN
G
(("#
(("# (("#
):JK::L!+.2/1K::L#
):JK::L!+.2/1K::L#
):JK::L!+.2/1K::L#
):JK::L!+.2/1K::L#
):JK::L#
):JK::L#
It was clearly shown that paper yields better
com):JK::L# 160
):JK::L#
(""#
(""#
):JK::L!/.0+K::L#
):JK::L!/.0+K::L#
posite
properties than commercially available
natural
(""#
):JK::L!/.0+K::L#
150
):JK::L!/.0+K::L#
M.2LK::L!+.2/1K::L#
fibre reinforcements. Furthermore the different
paper
M.2LK::L!+.2/1K::L#
140
M.2LK::L!+.2/1K::L#
M.2LK::L!+.2/1K::L#
A"#
A"#
130
reinforcements
contribute differently to theM.2LK::L#
composM.2LK::L#
A"#
M.2LK::L#
M.2LK::L#120
M.2LK::L!/.0+K::L#
ite properties. In a recent publication 10, the
authors
M.2LK::L!/.0+K::L#
M.2LK::L!/.0+K::L#
110
M.2LK::L!/.0+K::L#
'"#
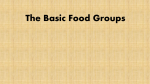
showed that the reinforcement effect of paper can be
'"#
'"#
"#
$#
'#
refining
(Figure %#
3). With these&#
"# '#with
$# ("#$#
%#
&#processed
'#
&# increased
"#
%#
&#
%#
LL
viewed
peer re
pulps, the advantage of paper as reinforcement for therE("""#@;F#2+G:/HI:?9#
E("""#@;F#2+G:/HI:?9#
""#@;F#2+G:/HI:?9#
mosets is even increasing.
E("""#@;F#2+G:/HI:?9#
Modelled strength in MPa
C:D*:9-0+#902+?70>#-?#3@.#
C:D*:9-0+#902+?70>#-?#3@.#
C:D*:9-0+#902+?70>#-?#3@.#
(%"#
(%"# (%"#
100
90
80
70
60
50
40
'#
("#
("#
("#
Own Data
Du et al. [8]
@BU:
Fig.
Effect
of
refining
(in
revolutions) on
n PFI revolutions)
on 3:
composite
[10]
@BU:@BU:
Fig.
3:
Effect
ofstrength
refining
(in PFI
PFI
on composite
composite strength
strength [10]
[10]
Fig.
3: Effect
of refining
(inrevolutions)
PFIthe
revolutions)
Furthermore
it is possible
to predict
compositeon composite strength [10]
50 60 70 80 90 100 110 120 130 140
Furthermore
is
predict
the
composite
tensile
""40cc of
based
tensileit
paper
based
very
accu-strength
ofto
paper
based
ct the composite
tensile
strength
"c of
Furthermore
itstrength is possible
possible
to
predict
thecomposites
composite
tensile
strength
of paper
paper
based
Composite strength in MPa
Furthermore
it
is
possible
to
predict
the
composite
tensile
strength
"c of properties
paper
based
rately
without
any
fitting
constant
from
the
mechanical
ut any fitting
constant
from
the
mechanical
properties
of
the
composites
very
accurately
without
any
fitting
constant
from
the
mechanical
of
composites
very
accurately
without
any
fitting
constant
from
the
mechanical
properties
of the
the the
composites
very
accurately
without
any
fitting
constant
from
the
mechanical
properties
Fig.
4:
Modelling
of
the
composite
tensile of
strength 10
properties
of
the
paper
and
the
thermoset
(Figure
4,
ig. 4, Equation
2)
[10].
paper
and
the
thermoset
(@BU:
Fig.
4,
Equation
2)
[10].
paperpaper
and
the
thermoset
(@BU:
Fig.
4,
Equation
2)
[10].
and the10thermoset (@BU: Fig. 4, Equation 2) [10].
150 160
Equation 2) .
"m
""c=ZSTI*c
=ZSTI*cf+(1-V
+(1-Vf)(#
)(#c/#
/#m)*"
)*"m
(2)
(2)
(2)
(2)
Youngs modulus in MPa
c
f
f
c m
m
10000
(2)
"c=ZSTI*c
f+(1-Vf)(#c/#m)*"m
9000
ndex of the
paperZSTI as zero span tensile index of the paper
With:
8000
With:
ZSTI
as
zero
span
tensile
index
of
the
paper
With:
ZSTI
as
zero
span
tensile
index
of
the
paper
of the fibres in the
With:
ZSTI as
zero span tensile
index
ofinthe
paper
ccff composite
as
weight
concentration
of
the
fibres
the
composite
7000
as
weight
concentration
of
the
fibres
in
the
composite
as
weight
concentration
of
the
fibres
in
the
composite
n at break
cf as weight
concentration
of the fibres in the composite
##cc as
composite
elongation
at
break
6000
as
composite
elongation
at
break
as
composite
elongation
at
break
break
#matrix
elongation
at break
c as composite
#
as
elongation
at
break
5000
a
s
matrix
elongation
at
break
m
#m as #matrix
elongation
at break
th
elongation
at break
m as matrix
4000
matrix
tensile
strength
""mm aas
s
matrix
tensile
strength
as matrix tensile strength
"m as matrix tensile strength
3000
e to achieve high fibre volume fractions with a paper
These
data
show,
that
it
is
possible
to
achieve
high
fibre
2000
These
data
that
it
is
possible
to
volume
fractions
with
paper
These
data show,
show,
thatZero
itthat
is Span
possible
to achieve
achieve
high fibre
fibre
volume
fractions
with aawith
paper
bre strength,
represented
byshow,
the
Tensile
Index
ishigh
These
data
it
is
possible
to
achieve
high
fibre
volume
fractions
a paper
volume
fractions
with
a
paper
reinforcement
and
also,
1000
reinforcement
and
also,
that
the
fibre
strength,
represented
by
the
Zero
Span
Tensile
s.
reinforcement and also, that the fibre strength, represented by the Zero Span Tensile Index
Index is
is
that the fibreand
strength,
represented
the Zerorepresented
Span
reinforcement
also, that
the fibrebystrength,
by0 the Zero Span Tensile Index is
fully
in
such
composites.
fully exploited
exploited
in
such
composites.
Speciality
Tea bag MD Viscose MD
Flax MD
Tensile
Index
is
fully
exploited
in
such
composites.
fully exploited in such composites.
hmen
paper MD
Grafik
bitte
aus
übernehmen
Grafik The
bitteYM
ausofOriginal
Original
übernehmen
the different
composites
are shown in Fig-
bitte
Original übernehmen
omposite tensile Grafik
strength
[10]aus
ure 5. Here
again the specialty paper has the highest
Labsheet
Fig. 5: Young’s moduli of the different fibre mat composites
@BU: Fig. 4: Modelling of the composite tensile strength [10]
values.
The
of the
lab composite
sheet is lesstensile
than the
half of[10]
during the spun lace process. The comparatively low YM
@BU:
Fig.
4:Fig.
Modelling
of the
strength
es are shown
in@BU:
@BU:
Fig.
5.YM
Here
again
the
specialty
4:
Modelling
of the
composite tensile
strength
[10]
the specialty paper and in the range of the natural fibre
of the lab sheet can be partly explained by the random
YM of theThe
lab YM
sheetofisthe
lessdifferent
than the half
of the specialty
composites
are
shown
in
@BU:
Fig.
5.
Here
again
the
The YM
ofYM
theof
different
composites
are shown
in @BU:
Fig. in-plain
5.Fig.
Here
again
the specialty
specialty
reinforcements.
orientation.
On the other hand the high fibre
The
the
different
composites
are
shown
in
@BU:
5.
Here
again
the specialty
ral fibre reinforcements.
paper has the highest values. The YM of the lab sheet is less than the half of the specialty
paper has the highest values. The YM of the lab sheet is less than
the fraction
half of the
specialty
volume
should
more than offset the orientapaper
has
the
highest
values.
The
YM
ofGPa the1lab
sheet istion.
less The
thanYM
the of
half
ofspecialty
the specialty
paper
and
in
the
range
of
the
natural
fibre
reinforcements.
As
the
YM
for
flax
fibres
with
about
70
is
much
the
paper in CD (6694 MPa,
paper
and
inand
the
range
ofthat
theof
natural
fibrepulp
reinforcements.
out 70 GPa
[1] is
much
higher
than
softwood
paper
in
the
range
the natural
fibre reinforcements.
higher than that of softwood pulp fibres (17 GPa 2 to 45
not displayed) is higher than the YM of the isotropic lab
one would expectGPa that7),the
composite
YM is
also
higher,
one
would
expect
that
the
composite
YMmuch
is alsohigher
sheet
at that
a similar
fibre volume
This indicates
As
YM
for
flax
fibres
with
about
70
GPa
[1]
is
than
of
softwood
pulp
As the
theAs
YM
for
flax
fibres
with
about
70
GPa
[1]
is
much
higher
than
that
ofthat
softwood
pulp fraction.
ion. An explanation
for
the
low
YM
of
the
flax
spun
lace
the
YM
for
flax
fibres
with
about
70
GPa
[1]
is
much
higher
than
of
softwood
pulp
higher,
even
at
a
lower
fibre
volume
fraction.
An
explathat
the
YM
of
the
fibres
in
the
speciality
paper
is higher
(17
GPa
[2]
to
45
GPa
[7]),
one
would
expect
that
YM
fibres
(17lower
GPa
[2]
to [2]
45
GPa
[7]), paper.
one
would
expectexpect
that the
the composite
composite
YM is
is also
alsoishigher,
higher,
e fractionfibres
is much
than
theYM
specialty
Also,
fibres
(17
GPa
to
45
[7]),
one
would
the composite
also higher,
nation
for
theinlow
of GPa
the flax
spun
lace
composites isthatthan
that of theYM
Eucalyptus
fibres or the production
even
aa lower
fibre
fraction.
An
for
low
YM
of
the
flax
spun
lace
even at
at
lower
fibre volume
volume
fraction.
An explanation
explanation
for the
the method
low
YM
ofthe
thepaper
flax
spun
lace
thatat
the
fibre volume
fraction fraction.
is much lower
than in the for
of YM
influences
YM of the composeven
a
lower
fibre
volume
An
explanation
the
low
of
the
flax
spunthe
lace
composites
is
that
the
fibre
volume
fraction
is
much
lower
than
in
the
specialty
paper.
Also,
composites
is
that
the
fibre
volume
fraction
is
much
lower
than
in
the
specialty
paper.
Also,
specialty
paper.
Also,
the
flax
fibres
might
be
oriented
ite
(Besides
the
orientation).
Unfortunately
there are no
composites is that the fibre volume fraction is much lower than in the specialty paper. Also,
in thickness direction or the fibres might get damaged
Conclusion
Composite strength in MPa
140
130
120
110
Softwood-earlywood
100
Softwood-latewood
Softwood
Hardwood-earlywood
90
Hardwood
Hardwood-latewood
80
0
2
4
6
*1000 PFI revolutions
8
10
Fig. 3: Effect of refining (in PFI revolutions) on composite
strength 10
4
6-7/2014
values for the YM of hard wood fibres published and
only very few for some selected soft wood fibres.
www.ipwonline.de
The main goal of this investigation was to compare
paper reinforcements with a commercially available
flax fibre spun lace reinforcement and a viscose spun
lace reinforcement. Both paper and natural fibre spun
laces reinforce the resin significantly. It was shown that
paper can outperform both spun laces in terms of tensile
strength and Young’s modulus. Even paper composites
made from untreated eucalyptus pulp achieve higher
tensile strengths than the spun laces. Furthermore the
tensile strength of paper composites can be strongly
increased by refining and fibre orientation. The fibre
orientation of the paper leads to a corresponding anisotropy in the composite properties.
CHEMIN
P
G
view
peer re
ed
R
IE
DAS P
A
ZE
LL
The Young’s moduli of paper composites are not necessarily higher than that of natural fibre spun lace reinforced composites. The reason why the Young’s moduli
of some papers composites are lower than that of the
spun lace reinforced composites is yet unclear and needs
further investigations.
If only tensile strength and Young’s moduli are regarded
paper-thermoset composites match most of the glass
fibre reinforced Sheet Moulding Compounds (SMC) parts
presented in the brochure “Design for Success”, issued
by the European Alliance for SMC/BMC 11. The presented
parts cover many areas from the automotive industry,
transport to building & construction materials to name
a few. Of course, there are other properties that are
important for specific applications as well that have not
been measured here. Furthermore, the paper-thermoset
composites are produced in a small scale laboratory
process far away from an industrial fabrication process.
Nonetheless this comparison shows the good and interesting potential of such materials.
■
SCIENCE & TECHNOLOGY | DAS PAPIER
Literature
[1] H. Schürmann, Konstruieren mit Faser-Kunststoff-Verbunden. Berlin/Heidelberg: Springer-Verlag, 2007.
[2] L. Groom, S. Shaler, and L. Mott, “Mechanical Properties
of Individual Southern Pine Fibers. Part III: Global Relationships Between Fiber Properties and Fiber Location Within an
Individual Tree,” Wood and Fiber Science, vol. 34, no. 2, pp.
238-250, 2002.
[3] H. Cox and K. Pepper, “Paper-Base Plastics. Part I. The
Preparation of Phenolic Laminated Boards,” J Soc Chem Ind,
vol. 63, no. 11, pp. 150-154, 1944.
[4] K. Pepper and F. Barwell, “Paper-Base Plastics. Part II. Production at Low Pressure,” Journal of the Society of Chemical
Industry, vol. 63, no. 11, pp. 321-329, 1944.
[5] E. K. Gamstedt, E. Sjöholm, C. Neagu, F. Berthold, and
M. Lindström, “Effects of fibre bleaching and earlywoodlatewood fractions on tensile properties of wood-fibre
reinforced vinyl ester,” in Proceedings of the 23rd Risø International Symposium on Materials Science, 2002, pp. 185-196.
[6] E. Sjöholm, F. Berthold, E. K. Gamstedt, C. Neagu, and
M. Lindström, “The use of conventional pulped wood fibres
as reinforcement in composites,” in Proceedings of the 23rd
Risø International Symposium on Materials Science, 2002,
pp. 307–314.
[7] R. C. Neagu, E. K. Gamstedt, and F. Berthold, “Stiffness
Contribution of Various Wood Fibers to Composite Materials,” Journal of Composite Materials, vol. 40, no. 8, pp. 663699, Jul. 2005.
[8] Y. Du, N. Yan, and M. Kortschot, “Investigation of unsaturated polyester composites reinforced by aspen highyield pulp fibers,” Polymer Composites, vol. 33, no. 2, pp.
169-177, 2012.
[9] Y. Du, T. Wu, N. Yan, M. Kortschot, and R. Farnood, “Pulp
fiber-reinforced thermoset polymer composites: effects of
the pulp fibers and polymer,” Composites Part B: Engineering, vol. 48, no. 1, pp. 10-17, Dec. 2013.
[10] H. Kroeling, S. Mehlhase, J. Fleckenstein, N. Nubbo, A.
Endres, S. Schabel, and F. Miletzky, “Engineering and Modeling of Tensile Strength of Paper-Thermoset Composites,”
in 19th International Conference on Composite Materials,
2013, no. 1, pp. 5280-5292.
[11] N. N., “Design for Success.” [Online]. Available: http://
www.smc-alliance.com/downloads/.
MSc. Henri Kröling
Chair of Paper Technology
and Mechanical Process
Engineering PMV
TU Darmstadt
Darmstadt, Germany
M. Eng. Dipl.-Ing. (FH)
Johanna Fleckenstein
Fraunhofer Institute for
Structural Durability and
System Reliability LBF
Darmstadt, Germany
kroeling@papier.
tu-darmstadt.de
johanna.fleckenstein@
lbf.fraunhofer.de
Dipl.-Wirtsch.-Ing. (FH)
Narmin Nubbo
Fraunhofer Institute for
Structural Durability and
System Reliability LBF
Dipl.-Ing. Chemie (FH)
Angelika Endres
Papiertechnische Stiftung
PTS München,
Germany
Dr rer. nat. Frank Miletzky
Papiertechnische Stiftung
PTS München
Prof. Dr-Ing. Samuel Schabel
Chair of Paper Technology
and Mechanical Process
Engineering PMV
TU Darmstadt
narmin.nubbo@
lbf.fraunhofer.de
angelika.endres@
ptspaper.de
frank.miletzky@
ptspaper.de
schabel@papier.
tu-darmstadt.de
6-7/2014
5