Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
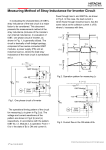
PCIM Europe 2015, 19 – 21 May 2015, Nuremberg, Germany A New IGBT Module with Insulated Metal Baseplate(IMB) and 7th Generation Chips Kota Ohara, Hiroyuki Masumoto, Takuya Takahashi, Manabu Matsumoto, and Yoshitaka Otsubo, Power Device Works, Mitsubishi Electric Corp., Japan, e-mail(first author): [email protected] Abstract In this paper, a highly reliable IGBT module employing newly developed IMB(insulated metal baseplate) and 7th generation chips is presented. IMB, which consists of insulating resin sheet with high thermal conductivity, copper baseplate and thick copper foil, realizes good heat dissipation and the needed isolation voltage. Also, by adopting IMB, thermal cycling is enhanced and the effective area of chip mounting increased by 23%. By introducing direct potting resin, power cycling and gas barrier performance are improved. The module integrates 7th generation CSTBTTM IGBT and diode. Eoff of proposed IGBT module realized a reduction of 20% by the suppression of tail current. 1. Introduction Substrate plays a key role in the design of IGBT modules. It offers not only insulation , but also thermal dissipation from chips to a heatsink. Until now we have been using IMS(insulated metal substrate) and ceramic substrates in industrial IGBT modules[1,2]. The IMS provides good isolation voltage, however, it is having a limited thermal conductivity. So it was able to be utilized only in modules for small power range (Ic≦50A). The ceramic substrate has better thermal resistance but modules often use multiple substrates to prevent their damage in the thermal profile. We developed original structure named IMB which is optimized to improve tradeoff between insulation voltage and thermal conductivity. So it is suitable for the modules integrating 7th generation IGBTs and diodes described below. 2. New IGBT module structure with IMB Conventional IMS consists of an aluminum baseplate, copper patterns and an insulating sheet between them. It shows not enough thermal conductivity though its sufficient insulation capability. We have newly developed IMB by using a copper baseplate, 0.5mm thick copper foil layer and an insulating sheet with optimized material and thickness for its heat dissipation and insulating performance. Copper pattern is also optimized for heat dissipation. As a result, thermal resistance of IMB improved approximately 65% than that of IMS. Fig. 1 illustrates the cross-sectional view of conventional 6th generation IGBT module with ceramic substrates and the newly proposed 7th generation IGBT module with IMB. Conventional structure has been predominantly adopted for industrial IGBT modules for decades. In order to ensure sufficient thermal conductivity and high reliability of thermal cycling at the same time, aluminum nitride(AlN) substrates were used for the insulation material. The ceramic substrate has better thermal resistance than IMS but modules adopting ceramic substrates often use multiple substrates in order to prevent their damage in the thermal profile of manufacturing process. Therefore, additional spaces for bonding wires connecting substrates are required in the module. It causes design restriction and the available area of chip mounting decreases. On the contrary, new package structure with IMB have one unified substrate. Thus the effective area for chip mounting becomes 2700mm2 with new IMB, while it was 2090mm2 with the conventional ceramic substrates in case of a ISBN 978-3-8007-3924-0 1145 © VDE VERLAG GMBH · Berlin · Offenbach PCIM Europe 2015, 19 – 21 May 2015, Nuremberg, Germany 1200V/450A IGBT module. Utilization ratio of area is improved by 23%. This increases the flexibility of pattern design, so it becomes possible to reduce stray inductance and chip-tochip thermal interference. IMB enables high power density implementation of IGBT module. Compared with ceramic substrates, thickness of the copper baseplate of IMB can be made thinner to reduce the weight. Besides, IMB does not require the solder layer below substrate. It results in better thermal cycling capability. Fig.1 Cross-sectional view of package with (a) conventional ceramic substrate and (b) proposed IMB 3. Direct potting resin Conventional IGBT module used gel to cover chips and bonding wires above substrate. To improve the power cycling capability, the direct potting(DP) resin is employed instead of the gel for proposed module. To fulfill the goal of high power cycling, parameters of the DP resin are optimized for easing mechanical stress to the bonding wires. As a consequence, new module structure shows four times larger power cycling capability than conventional module under the condition of ∆Tj=30K. Furthermore, resin has better gas barrier performance, for example, corrosive gas etc. Also, the resin’s hardness results in better resistance to vibration. Fig.2 Power cycling characteristic of conventional and proposed IGBT modules ISBN 978-3-8007-3924-0 1146 © VDE VERLAG GMBH · Berlin · Offenbach PCIM Europe 2015, 19 – 21 May 2015, Nuremberg, Germany 4. 7th generation IGBT and diode Proposed IGBT module with IMB has compatible outline structure with conventional 6th generation IGBT modules shown in Fig.3[1]. It integrates 7th generation CSTBTTM IGBTs[3] and diodes[4]. Device characteristics is enhanced by making wafer thickness of new generation IGBT thinner than conventional IGBT, and adopting RFC (Relaxed Field of Cathode)-diode for freewheeling diode[5]. Fig. 4 shows turn-off waveforms of conventional and proposed modules. Eoff of proposed IGBT module realized a reduction of 20% by the suppression of tail current. Fig.3 Outline structure of proposed IGBT module Fig.4 Turn-off waveform ISBN 978-3-8007-3924-0 1147 © VDE VERLAG GMBH · Berlin · Offenbach PCIM Europe 2015, 19 – 21 May 2015, Nuremberg, Germany 5. Conclusion A novel IGBT module with newly introduced IMB and 7th generation chips has been developed. The IMB which consists of copper baseplate and thick copper foil solved the problem of IMS’s poor thermal conductivity. Thermal resistance of IMB improved approximately 65% than that of IMS. Unified substrate realized 23% increase of the effective area compared with conventional separated ceramic substrates having multiple substrates by eliminating bonding wires between substrates. Also thermal cycling capability is enhanced by IMB structure without solder layer under substrate. Moreover, by introducing direct potting resin, power cycling are became four times higher than conventional module structure. Proposed module integrates 7th generation CSTBTTM IGBT and diode. Eoff of proposed IGBT module realized a reduction of 20% by the suppression of tail current. Combination of proposed IMB structure and 7th generation chips enables flexible and application oriented design of IGBT modules. It will have great potential for user’s development of power electric systems. Reference [1]T.Nishiyama et. al., “The IGBT Module with 6th Generation IGBT”, PCIM Nuremberg(2009) [2]Andreas Volke et. al., “IGBT Modules”, Infineon Technologies AG (2012) [3]S.Honda et. al., “Next Generation 600V CSTBTTM with an Advanced Fine Pattern and a Thin Wafer Process Technologies”, Proc. ISPSD 2012, pp. 149-152, Bruges, Belgium(2012) [4]F.Masuoka et. al., “Great Impact of RFC Technology on Fast Recovery Diode towards 600V for Low Loss and High Dynamic Ruggedness”, Proc. ISPSD 2012, pp. 373-376, Bruges, Belgium(2012) [5]M.Miyazawa et. al., “7th Generation IGBT Module for Industrial Applications”, PCIM Nuremberg (2014) ISBN 978-3-8007-3924-0 1148 © VDE VERLAG GMBH · Berlin · Offenbach