Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
History of metamaterials wikipedia , lookup
Creep (deformation) wikipedia , lookup
Condensed matter physics wikipedia , lookup
Radiation damage wikipedia , lookup
Materials Research Science and Engineering Centers wikipedia , lookup
Colloidal crystal wikipedia , lookup
Hooke's law wikipedia , lookup
Phase transition wikipedia , lookup
Sol–gel process wikipedia , lookup
Fracture mechanics wikipedia , lookup
Dislocation wikipedia , lookup
Fatigue (material) wikipedia , lookup
Viscoplasticity wikipedia , lookup
Paleostress inversion wikipedia , lookup
Viscoelasticity wikipedia , lookup
Deformation (mechanics) wikipedia , lookup
Shape-memory alloy wikipedia , lookup
Structure and Mechanical Properties of Fe-Mn
Alloys
Structure and Mechanical Properties of Fe-Mn
Alloys
By
Xin Liang, B.Eng.
A Thesis
Submitted to the School of Graduate Studies
in Partial Fulfilment of the Requirements
for the Degree of
Master of Applied Science
McMaster University
© Copyright by Xin Liang, July 2008
Master of Applied Science (2008)
McMaster University
(Materials Science and Engineering)
Hamilton, Ontario
TITLE:
Structure and Mechanical Properties of Fe-Mn Alloys
AUTHOR:
Xin Liang, B.Eng.
(University of Science and Technology Beijing)
SUPERVISORS:
Professor J.D. Embury, Dr. H.S. Zurob
and Dr. J.R. McDermid
NUMBER OF PAGES:
xxii, 254
ii
ABSTRACT
Materials for automobile applications need both the high strength and good
ductility. A combination of these beneficial mechanical properties requires sustained
high strain hardening rate throughout the course of plasticity. Fe-Mn alloys are a
good example of demonstrating such exceptional mechanical behaviour, and thus
become an attractive research subject in both the academic fields and industry. In
the present work, structure of the Fe-24Mn and Fe-30Mn alloys were investigated and
characterized, and their mechanical properties were evaluated.
Fe-30Mn possesses a single phase austenitic structure and its work hardening
behaviour at room temperature can be interpreted by applying the Kocks and Mecking’s model. The persistent high work hardening rate of Fe-30Mn is attributed to its
low stacking fault energy (SFE). The mechanical behaviour of Fe-30Mn at 77 K is
understood by taking into account both a reduced SFE and introduction of strain
induced phase transitions at the late stage of deformation.
It has been shown that Fe-24Mn starts with a complex microstructure which
has approximately 50% of ε martensite. The stress – strain behaviour presents a
pronounced elastic-plastic transition stage and much higher level of flow stress than
Fe-30Mn. This behaviour is essentially due to a co-deformation process of austenite
and ε martensite, and in the current work, we used an Iso-work model to analyze the
plasticity of Fe-24Mn at both 293 and 77 K.
Furthermore, we also evaluated the fracture behaviour of the two alloys at 293
and 77 K. It has been found that the fracture process of Fe-30Mn appears to be strain
limited, whereas that of Fe-24Mn appears to be dominated by a critical fracture stress.
iii
The austenite in both the Fe-24Mn and Fe-30Mn alloys are found to be thermally stable, as no appreciable γ → ε martensitic phase transformation occurs when
cooled down to 77 K.
In addition, the large deformation behaviour by plane strain compression for
both alloys was also studied, but to a limited extent.
iv
ACKNOWLEDGEMENT
Two years of my master program is approaching the end, and it is hard to
believe that time flies so fast. I could not have completed this thesis without the
help from many people, and my first and foremost thanks go to my supervisors:
Professor David Embury, Dr. Hatem Zurob and Dr. Joseph McDermid.
It has been greatly fortunate for me to be under the supervision of Professor David Embury, and I am sincerely indebted to him for all his guidance, advice,
inspiration and encouragement over the past two years. His incredible knowledge and
deep insight in the field of materials science always made his suggestions most valuable. I am greatly impressed by his devotion to materials science and his dedication
to teaching and advising me. He was always available when I had questions, and I
always got a reply from him. Instead of giving me the answer directly, he inspired
me to think and guided me to find the correct answer. In this way, he taught me
the methods of learning and discovering the fantastic world of materials science. It
has always been an enjoyable experience to have those inspiring discussions with him,
through which I was learning how to critically and creatively conduct research. He
cared for my way of thinking and analyzing the problem even more than the progress
of the project. It has been a very memorable and productive period of time in 2008
summer when he advised me to develop the discussion chapter of the present thesis by face-to-face discussions at least once a day, including weekends and holidays!
I am also deeply grateful for his time and great patience of helping me to develop
my academic capabilities. It has been a great honor and sincere privilege to be his
student.
Dr. Hatem Zurob is a wonderful supervisor. It has been a great pleasure
v
for me to work with him for the past two years. His knowledge in thermodynamics
and phase transformations is impressive, and he has advised me to understand the
problems in a different way, for example, in terms of energies. He is a very thoughtful
and considerate professor, and was always there when I need the help. It has been an
unforgettable experience in which he advised and helped me to build up the thermal
system. It has been his knowledge, optimism and encouragement that helped me to
overcome a number of obstacles over the past two years. Dr. Hatem Zurob spent so
much time on reading my thesis, giving me so many helpful and valuable suggestions
on improving it. I know that it is a quite tough work, as the original draft of thesis
was huge — more than 300 pages. I am sincerely grateful for his help. Dr. Hatem
Zurob is also one of the best instructors at McMaster University, and I was also
fortunate to be a teaching assistant for him.
I would like to express my sincere thankfulness to my co-supervisor Dr. Joseph
McDermid for his constant strong support throughout my Master research project.
His knowledge and experience in industry always helped me to understand the present
study from the sense of engineering applications, by which the scientific interests and
technological significance were well combined. His encouragement and advice on my
research project is well appreciated.
My special thanks are given to Dr. Xiang Wang, for his help with the transmission electron microscopy (TEM) part of the present work, and I am greatly impressed
by his TEM expertise. I would also like to thank Professor Yves Bréchet of Institut
National Polytechnique de Grenoble (INPG) and Dr. Oliver Bouaziz at Arcelor-Mittal
for the helpful discussions with them during their visit to McMaster University.
I would like to appreciate the help of the technical staff of Canadian Center for
vi
Electron Microscopy (CCEM) at McMaster University. Mr. Christ Butcher deserves
special thanks for his helpful suggestions on metallography as well as the time he spent
on teaching me to conduct the Electron Backscattered Diffraction analysis (EBSD).
I wish to express sincere thanks to Dr. Steve Koprich for his teaching me to operate
the Scanning Electron Microscopy (SEM) and Electron Dispersive Spectrum (EDS)
Analysis. He offered the efficient and professional help when I encountered problems
with microscope. A thank-you goes to Mr. Fred Pearson for teaching me to work
on the conventional TEM. I would like to thank Mr. Andy Duft for his help with
Ion Beam Milling and Atomic Force Microscopy (AFM). Dr. Glynis de Silveira also
offered a number of help and assistance with my experiments at CCEM.
Dr. James Britten and Mr. Wen He Gong at Brockhouse Institute for Materials
Research (BIMR) at McMaster University offered me a lot of help and suggestions
on X-ray diffraction analysis, which are also acknowledged. Sincere thanks are also
given to the technical staff at the Department of Materials Science and Engineering
for their constant help and support, who are Mr. Doug Culley, Mr. John Rodda and
Mr. Ed McCaffery.
For the past two years, I also obtained enormous help from my friends inside
and outside of the lab. In particular, I am truly grateful to Erika Bellhouse, Yankui
Bian, Kai Cui, Nana Ofori-Opoku, Hossein Seyedrezai, Yang Shao, Tao Wu, Tom
(Tihe) Zhou (in last name based alphabetic order) and other good friends for their
kind help on various aspects of my living in Canada.
vii
TABLE OF CONTENTS
Abstract . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
iv
Acknowledgement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
vii
Table of Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
xii
List of Figures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
xxi
List of Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xxii
1 Introduction
1
1.1
High Manganese Alloys: Background . . . . . . . . . . . . . . . . . .
2
1.2
Research Motivation: Mechanical Behavior of High Manganese Alloys
3
1.3
Objectives and Structure of the Thesis . . . . . . . . . . . . . . . . .
5
2 Critical Literature Review
2.1
2.2
8
Isotropic and Kinematic Strain Hardening . . . . . . . . . . . . . . .
9
2.1.1
Analysis of Isotropic Strain Hardening . . . . . . . . . . . . .
9
2.1.2
Kinematic Strain Hardening — Bauschinger Effect . . . . . .
14
Phase Transitions in High Manganese Alloys and Their Thermal Driving Force . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
2.2.1
Mechanical Twinning . . . . . . . . . . . . . . . . . . . . . . .
21
2.2.2
Martensitic Phase Transformations . . . . . . . . . . . . . . .
26
2.2.3
Thermal Driving Force for Phase Transitions — Stacking Fault
Energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30
viii
2.3
2.4
Interaction between Phase Transitions and Plasticity . . . . . . . . .
38
2.3.1
Phase Transitions Induced Plasticity: TWIP and TRIP Effects
38
2.3.2
Plasticity Induced Phase Transitions: Mechanical Driving Force 44
Correlation between Phase Transitions and Fracture Behaviour . . . .
2.4.1
2.4.2
2.5
Influence of Deformation Induced Martensitic Transformation
on Fracture Properties . . . . . . . . . . . . . . . . . . . . . .
3.2
3.3
3.4
48
Interrelation between Mechanical Twinning and Fracture Process 50
Critical Comments . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Experimental Techniques and Methods
3.1
48
59
61
Materials under Study . . . . . . . . . . . . . . . . . . . . . . . . . .
62
3.1.1
Choice of Materials and Composition Analysis . . . . . . . . .
62
3.1.2
Thermal Treatment . . . . . . . . . . . . . . . . . . . . . . . .
63
Sample Preparation . . . . . . . . . . . . . . . . . . . . . . . . . . . .
67
3.2.1
Machining, Cutting and Mounting . . . . . . . . . . . . . . . .
67
3.2.2
Metallographic Preparation . . . . . . . . . . . . . . . . . . .
67
3.2.3
Tint Etching
. . . . . . . . . . . . . . . . . . . . . . . . . . .
69
3.2.4
Electropolishing . . . . . . . . . . . . . . . . . . . . . . . . . .
69
3.2.5
TEM Specimen Preparation . . . . . . . . . . . . . . . . . . .
70
3.2.6
Iron Plating . . . . . . . . . . . . . . . . . . . . . . . . . . . .
71
Characterization Techniques . . . . . . . . . . . . . . . . . . . . . . .
72
3.3.1
Optical Microscopy . . . . . . . . . . . . . . . . . . . . . . . .
72
3.3.2
X-ray Diffraction Measurements . . . . . . . . . . . . . . . . .
73
3.3.3
Scanning Electron Microscopy with X-ray Energy Dispersive
Spectrum . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
74
3.3.4
Electron Backscattered Diffraction . . . . . . . . . . . . . . .
75
3.3.5
Transmission Electron Microscopy . . . . . . . . . . . . . . . .
80
Mechanical Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . .
81
ix
3.5
3.4.1
Vickers Micro-hardness Measurement . . . . . . . . . . . . . .
81
3.4.2
Uniaxial Tensile Testing . . . . . . . . . . . . . . . . . . . . .
82
3.4.3
Cold Rolling Experiments . . . . . . . . . . . . . . . . . . . .
90
Fracture Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
91
3.5.1
Fractography . . . . . . . . . . . . . . . . . . . . . . . . . . .
91
3.5.2
Estimation of Fracture Stress and Strain . . . . . . . . . . . .
92
4 Experimental Results for Fe-30Mn: A Single-phase High Manganese
TWIP-TRIP Alloy
93
4.1
Mechanical Response, Microstructural Development and Fracture Behavior of the Fe-30Mn Alloy due to Uniaxial Tension at 293 K . . . .
4.1.1
4.1.2
4.2
94
Mechanical Response and Work Hardening Behavior of the Fe30Mn Alloy at 293 K . . . . . . . . . . . . . . . . . . . . . . .
94
Evolution of Microstructures in the Fe-30Mn Alloy as a Function of True Strain at 293 K: An Overall Picture . . . . . . .
95
4.1.3
Evolution of Microstructures in the Fe-30Mn Alloy as a Function of True Strain at 293 K: Further Investigations . . . . . . 105
4.1.4
Fracture Behavior and Damage Nucleation in the Fe-30Mn Alloy by Uniaxial Tensile Deformation at 293 K . . . . . . . . . 111
Mechanical Behavior of the Fe-30Mn Alloy due to Uniaxial Tension
at 77 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
4.2.1
Mechanical Response and Work Hardening Behavior of the Fe30Mn Alloy at 77 K . . . . . . . . . . . . . . . . . . . . . . . 117
4.2.2
Microstructural Development in the Fe-30Mn Alloy after 48.2%
Uniform Tensile Deformation at 77 K . . . . . . . . . . . . . . 120
4.2.3
Damage Events and Fracture Behavior of the Fe-30Mn Alloy
at 77 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
4.3
Mechanical Behavior of the Fe-30Mn Alloy due to Uniaxial Tension
Involving a 77 K Treatment . . . . . . . . . . . . . . . . . . . . . . . 130
4.4
A Study of the Fe-30Mn Alloy after 70% Plane Strain Compression
at 293 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
x
4.4.1
An Overview of the 70% Cold Rolled Fe-30Mn Alloy: Mechanical Data and XRD Results . . . . . . . . . . . . . . . . . . . 132
4.4.2
Development of Microstructure in the 70% cold rolled Fe-30Mn
alloy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
4.4.3
Damage Nucleation in the Fe-30Mn Alloy by Plane Strain Compression at 293 K . . . . . . . . . . . . . . . . . . . . . . . . . 139
5 Experimental Results for Fe-24Mn: A “Dual Phase” High Manganese TRIP Alloy with Complex Microstructures
141
5.1
5.2
Mechanical Response, Microstructural Development and Fracture Behavior of the Fe-24Mn Alloy due to Uniaxial Tension at 293 K . . . . 142
5.1.1
Mechanical Response and Work Hardening Behavior of the Fe24Mn Alloy at 293 K . . . . . . . . . . . . . . . . . . . . . . . 143
5.1.2
Evolution of Microstructures in the Fe-24Mn Alloy as a Function of True Strain at 293 K: An Overall Picture . . . . . . . 146
5.1.3
Evolution of Microstructures in the Fe-24Mn Alloy as a Function of True Strain at 293 K: Further Investigations . . . . . . 153
5.1.4
Fracture Behavior and Damage Nucleation in the Fe-24Mn Alloy by uniaxial tensile deformation at 293 K . . . . . . . . . . 169
Mechanical Behavior of the Fe-24Mn Alloy during Uniaxial Tension
at 77 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172
5.2.1
Mechanical Response and Work Hardening Behavior of the Fe24Mn Alloy at 77 K . . . . . . . . . . . . . . . . . . . . . . . 173
5.2.2
Microstructural Development in the Fe-24Mn Alloy after 15.7%
Uniform Tensile Deformation at 77 K . . . . . . . . . . . . . . 176
5.2.3
Damage Events and Fracture Behavior of the Fe-24Mn Alloy
at 77 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
5.3
Mechanical Behavior of the Fe-24Mn Alloy due to Uniaxial Tension
Involving a 77 K Treatment . . . . . . . . . . . . . . . . . . . . . . . 187
5.4
A Study of the Fe-24Mn Alloy after 70% Plane Strain Compression
at 293 K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 189
5.4.1
An Overview of the 70% Cold Rolled Fe-24Mn Alloy: Mechanical Data and XRD Results . . . . . . . . . . . . . . . . . . . 190
xi
5.4.2
Development of Microstructure and Damage Nucleations in the
70% Cold Rolled Fe-24Mn alloy . . . . . . . . . . . . . . . . . 191
6 Discussions
6.1
6.2
200
Summaries of Experimental Results for High Manganese Alloys . . . 201
6.1.1
The Fe-30Mn Alloy . . . . . . . . . . . . . . . . . . . . . . . . 201
6.1.2
The Fe-24Mn Alloy . . . . . . . . . . . . . . . . . . . . . . . . 204
6.1.3
General Comments . . . . . . . . . . . . . . . . . . . . . . . . 207
Strain Hardening Behaviour and Microstructural Evolution of the FeMn Alloys: Experimental and Modeling . . . . . . . . . . . . . . . . . 208
6.2.1
Analysis of Plasticity of the Fe-30Mn Alloy . . . . . . . . . . . 209
6.2.2
Analysis of Plasticity of the Fe-24Mn Alloy . . . . . . . . . . . 224
6.2.3
Comments on Kinematic Hardening Behaviour of Fe-Mn Alloys 235
6.3
Fracture Behaviour of Fe-Mn Alloys . . . . . . . . . . . . . . . . . . . 235
6.4
Influence of Thermal and Strain Path . . . . . . . . . . . . . . . . . . 237
6.5
Microstructural Evolution during Large Plane Strain Compression of
Fe-Mn Alloys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238
6.5.1
The Fe-30Mn Case . . . . . . . . . . . . . . . . . . . . . . . . 239
6.5.2
The Fe-24Mn Case . . . . . . . . . . . . . . . . . . . . . . . . 240
7 Conclusions
242
8 Future Work
245
Bibliography
247
xii
LIST OF FIGURES
1.1
Typical mechanical properties of several classes of steels. . . . . . . .
3
2.1
Work hardening stages of single crystals. . . . . . . . . . . . . . . . .
10
2.2
Evolution of energy storage as a function of true stress in pure nickel.
11
2.3
2.4
Normalized Θ – σ plots for Cu polycrystals at different temperatures
and strain rates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
˙ 1/2
kT
0
plots. . . . . . . . . . . . . . . . . . .
(σV /μ)1/2 versus μb
3 ln
˙
2.5
Illustration of the Bauschinger effect. . . . . . . . . . . . . . . . . . .
15
2.6
Simulated and experimental results on backstress. . . . . . . . . . . .
19
2.7
TEM image of dislocation pile-ups at the twin boundary. . . . . . . .
20
2.8
Twinning elements. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22
2.9
Organization of twinning by stacking of micro-twins. . . . . . . . . .
23
2.10 Dislocation models of twinning. . . . . . . . . . . . . . . . . . . . . .
24
2.11 “Bullough” dislocation model of twins. . . . . . . . . . . . . . . . . .
25
2.12 Pole mechanism for the growth of a twin. . . . . . . . . . . . . . . . .
26
2.13 Effect of austenite grain size on the type of ε martensite morphology.
28
2.14 HRTEM image of the substructure of ε martensite. . . . . . . . . . .
29
2.15 Stacking sequence of the FCC and HCP crystal structures together
with those of the twin, intrinsic, and extrinsic stacking faults. . . . .
32
2.16 Tensile strain – stress curves for the Fe-22 wt.% Mn-0.6 wt.% C steel
(grain size = 15 μm) at different temperatures. . . . . . . . . . . . .
35
xiii
13
14
2.17 Deformation structures of Fe-Mn alloys as a function of both composition and temperature. . . . . . . . . . . . . . . . . . . . . . . . . . .
36
2.18 Temperature and composition — SFE — Deformation mechanisms. .
37
2.19 Hardening mechanisms due to the confinement of dislocation movement
by mechanical twins. . . . . . . . . . . . . . . . . . . . . . . . . . . .
40
2.20 Stress-strain curve of a near [001] single crystal of Cu-8 at.% Al. . . .
41
2.21 Strain hardening behaviour and γ → α martensitic transformation
kinetics of austenitic steel deformed at -50°. . . . . . . . . . . . . . .
43
2.22 Transformation curves showing the volume fraction of ε-martensite and
deformation twin as a function of inelastic strain. . . . . . . . . . . .
46
2.23 Fracture properties of Fe-high Mn alloys as a function of temperature.
49
2.24 Micro-cracks developing between two grains where twin shear stress
causes a local tension opening force. . . . . . . . . . . . . . . . . . . .
51
2.25 HRTEM micrograph of intersection of two mechanical twins in a γ
grain of TiAl alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
2.26 High resolution micrograph of a crack tip in a TiAl alloy with lamellar
microstructure. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
54
2.27 Association of mechanical twinning and fracture in TiAl alloy. . . . .
54
2.28 Schematic diagram of two possible modes of crack-tip plasticity in FCC
metals. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
55
2.29 Time to nucleation of a trailing or twinning partial versus applied load
in Al at 300 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
56
2.30 In the vicinity of a crack tip: twin formation and transformed FCC
lamellar regions in the HCP matrix. . . . . . . . . . . . . . . . . . . .
59
3.1
Schematic diagram of thermal processes for Fe-24Mn alloy. . . . . . .
64
3.2
Optical microstructures of different heat-treated Fe-24Mn samples. . .
66
3.3
Schematic diagram of the setup for iron plating. . . . . . . . . . . . .
72
3.4
Configuration for X-ray diffraction analysis on a Proto LXRD machine. 73
3.5
Schematic illustration of X-ray diffraction measurements at McMaster.
74
3.6
An example of band contrast spectrum from an EBSD mapping. . . .
77
xiv
3.7
The Euler angle colouring scheme for EBSD mapping. . . . . . . . . .
77
3.8
The inverse pole figure colouring schemes for EBSD mapping. . . . .
78
3.9
Phase colouring scheme for EBSD mapping. . . . . . . . . . . . . . .
79
3.10 Legend for grain boundaries and twin boundaries in EBSD mapping.
80
3.11 Geometry of tensile specimen for all 293 K tensile tests. . . . . . . . .
83
3.12 Loading-unloading tensile tests on Fe-30Mn alloy at 293 K. . . . . . .
87
3.13 Illustration of calculating the backstress at T =10%. . . . . . . . . . .
88
4.1
Mechanical response of the Fe-30Mn alloy at 293 K: (a) Engineering
stress – strain plot and (b) True stress – strain plot. . . . . . . . . . .
96
Work hardening behavior of the Fe-30Mn alloy at 293 K: work hardening rate vs. true stress. . . . . . . . . . . . . . . . . . . . . . . . . .
97
Development of the backstress in the Fe-30Mn alloy at 293 K: plot of
both true flow stress and backstress versus true strain. . . . . . . . .
98
4.4
SEM images of microstructures of the annealed Fe-30Mn alloy. . . . .
98
4.5
SEM images of microstructures of the Fe-30Mn alloy after T = 2%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 100
4.6
SEM images of microstructures of the Fe-30Mn alloy after T = 5%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 101
4.7
SEM images of microstructures of the Fe-30Mn alloy after T = 10%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 102
4.8
SEM images of microstructures of the Fe-30Mn alloy after T = 20%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 102
4.9
SEM images of microstructures of the Fe-30Mn alloy after T = 30%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 103
4.2
4.3
4.10 SEM images of microstrcutres in uniformly elongated portion of fractured Fe-30Mn tensile sample at 293 K, T = 37.3%. . . . . . . . . . . 104
4.11 Evolution of ε martensite phase volume fraction with plastic strain
at 293 K by X-ray diffraction measurements: the Fe-30Mn alloy. . . . 105
4.12 Optical metallographs of microstructures in the annealed Fe-30Mn alloy.106
4.13 EBSD mapping of microstructures in the annealed Fe-30Mn alloy. . . 107
xv
4.14 TEM micrographs of microstructures in the annealed Fe-30Mn alloy. . 108
4.15 TEM images of microstructures of the Fe-30Mn alloy at T = 20% by
tension at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
4.16 EBSD mapping of microstructures in the uniform elongated part of
fractured Fe-30Mn sample at 293 K, T = 37.3%. . . . . . . . . . . . 110
4.17 Misorientation profiles for the two paths in Figure 4.16(a). . . . . . . 110
4.18 Fracture stress and strain of the Fe-30Mn alloy at 293 K, superimposed
with its σT – T curve. . . . . . . . . . . . . . . . . . . . . . . . . . . 112
4.19 Stereoscopic images of fracture portion of Fe-30Mn tensile sample after
monotonic tensile test at 293 K: (a) Top view and (b) Thickness section
view. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
4.20 SEM images of fracture surface of Fe-30Mn tensile sample after monotonic tensile test at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . 114
4.21 Optical metallographs of necked region on thickness section of Fe-30Mn
tensile sample, after monotonic tensile test at 293 K. . . . . . . . . . 115
4.22 SEM images of the thickness section close to the fracture surface of
Fe-30Mn tensile sample, after monotonic tensile test at 293 K. . . . . 115
4.23 SEM-EDS analysis of inclusions that cause decohesion in the Fe-30Mn
alloy at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
4.24 Mechanical response of the Fe-30Mn alloy at 77 K: (a) Engineering
stress – strain plot and (b) True stress – strain plot. . . . . . . . . . . 118
4.25 Work hardening behavior of the Fe-30Mn alloy at 77 K: work hardening
rate versus true stress. . . . . . . . . . . . . . . . . . . . . . . . . . . 119
4.26 Work hardening behavior of the Fe-30Mn alloy at 77 K: dσT /dT vs.
(σT − σ0 ) plot. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
4.27 Optical images of microstructures in the Fe-30Mn alloy after an uniaxial tensile strain of 48.2% at 77 K. . . . . . . . . . . . . . . . . . . 122
4.28 FEG-SEM observations of microstructures and damage events in the
Fe-30Mn alloy after an uniaxial tensile strain of 48.2% at 77 K. . . . 123
4.29 SEM-EBSD analysis of microstructures in the Fe-30Mn alloy after an
uniaxial tensile strain of 48.2% at 77 K. . . . . . . . . . . . . . . . . . 125
4.30 Fracture stress and strain of the Fe-30Mn alloy at 293 Kand 77 K,
superimposed with σT – T curves. . . . . . . . . . . . . . . . . . . . 126
xvi
4.31 Stereoscopic images of fracture portion of Fe-30Mn tensile sample after
monotonic tensile test at 77 K: (a) Top view and (b) Thickness section
view. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
4.32 FEG-SEM observations of the fracture surface in the Fe-30Mn alloy
after monotonic tensile test at 77 K: brittle fracture. . . . . . . . . . 128
4.33 FEG-SEM observations of the fracture surface in the Fe-30Mn alloy
after monotonic tensile test at 77 K: ductile fracture. . . . . . . . . . 129
4.34 Optical and FEG-SEM observations of fractured portion of Fe-30Mn
tensile sample after monotonic tensile test at 77 K: thickness section
view. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
4.35 Mechanical response of the Fe-30Mn alloy in Type I tensile test: true
stress – strain plot. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
4.36 Uniform and post-uniform deformation behavior of the Fe-30Mn alloy
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
4.37 FEG-SEM images of microstructures on the ND surface of the 70%
cold rolled Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . 134
4.38 EBSD analysis of microstructures on ND surface of the 70% cold rolled
Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
4.39 TEM images of well-developed deformation bands in 70% cold rolled
Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
4.40 TEM images of mechanically transformed ε martensite in 70% cold
rolled Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
4.41 Optical observations of microstructures on TD surface of 70% cold
rolled Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
4.42 FEG-SEM images of microstructures on the TD surface of the 70%
cold rolled Fe-30Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . 139
4.43 SEM observations of microscopic damage events on TD section of 70%
cold rolled Fe-30Mn alloy at 293 K. . . . . . . . . . . . . . . . . . . . 140
5.1
SEM images of microstructures of the annealed Fe-24Mn alloy. . . . . 143
5.2
Mechanical response of the Fe-24Mn alloy at 293 K: (a) Engineering
stress – strain plot and (b) True stress – strain plot. . . . . . . . . . . 144
5.3
Work hardening behavior of the Fe-24Mn alloy at 293 K: work hardening rate vs. true stress. . . . . . . . . . . . . . . . . . . . . . . . . . 145
xvii
5.4
Development of the backstress in the Fe-24Mn alloy at 293 K: plot of
both true flow stress and backstress versus true strain. . . . . . . . . 146
5.5
SEM images of microstructures of the Fe-24Mn alloy after T = 2%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 148
5.6
SEM images of microstructures of the Fe-24Mn alloy after T = 5%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 148
5.7
SEM images of microstructures of the Fe-24Mn alloy after T = 10%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 149
5.8
SEM images of microstructures of the Fe-24Mn alloy after T = 20%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 150
5.9
SEM images of microstructures of the Fe-24Mn alloy after T = 30%
tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . 152
5.10 Evolution of ε martensite phase volume fraction with plastic strain
at 293 K by X-ray diffraction measurements: the Fe-24Mn alloy. . . . 153
5.11 Optical metallographs of microstructures in the annealed Fe-24Mn alloy.154
5.12 SEM-EBSD analysis of microstructures in the annealed Fe-24Mn alloy. 156
5.13 An overall TEM observations of microstructures in the annealed Fe24Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157
5.14 TEM micrographs of stacking faults in the annealed Fe-24Mn alloy. . 157
5.15 TEM micrographs of complex microstructure in the annealed Fe-24Mn
alloy: fine retained γ plates between thermally transformed ε martensite.159
5.16 TEM images of different variants of ε martensite in the annealed Fe24Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
5.17 SEM-EBSD analysis of microstructures in the Fe-24Mn alloy after T =
20% at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162
5.18 TEM micrographs of two sets of ε martensite in the 20% deformed
Fe-24Mn tensile sample; note the thickening of the ε martensite due to
deformation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163
5.19 TEM micrographs of deformation bands in the Fe-24Mn alloy after
T = 20% tensile strain at 293 K. . . . . . . . . . . . . . . . . . . . . 164
5.20 TEM micrographs of intersection of deformation bands with thin ε
martensite plates in the Fe-24Mn alloy after T = 20% tensile strain
at 293 K; note that deformation bands which propagate through the
thin ε martensite plates. . . . . . . . . . . . . . . . . . . . . . . . . . 165
xviii
5.21 TEM micrographs of intersection of deformation bands with relatively
thick ε martensite plates in the Fe-24Mn alloy after T = 20% tensile strain at 293 K; note that the propagation of deformation bands
stopped at ε martensite plates. . . . . . . . . . . . . . . . . . . . . . 166
5.22 TEM micrographs of intersection of different variants of ε martensite
plates in the Fe-24Mn alloy after T = 20% tensile strain at 293 K;
note that one set of ε plates went through the other. . . . . . . . . . 167
5.23 TEM micrographs of intersections of different variants of ε martensite
in the Fe-24Mn alloy after T = 20% tension at 293 K; note that a new
ε martensite formed at the intersection site. . . . . . . . . . . . . . . 168
5.24 Fracture stress and strain of the Fe-24Mn alloy at 293 K, superimposed
with its σT – T curve. . . . . . . . . . . . . . . . . . . . . . . . . . . 170
5.25 Stereoscopic images of the fracture portion of the Fe-24Mn tensile sample after monotonic tensile test at 293 K: (a) Top view and (b) Thickness section view. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 170
5.26 SEM images of the fracture surface of the Fe-24Mn tensile sample after
monotonic tensile test at 293 K. . . . . . . . . . . . . . . . . . . . . . 171
5.27 FEG-SEM images of the microscopic damage events on the necked
section of the fractured Fe-24Mn tensile sample after monotonic tensile
test at 293 K: thickness section view. . . . . . . . . . . . . . . . . . . 172
5.28 Mechanical response of the Fe-24Mn alloy at 77 K: (a) Engineering
stress – strain plot and (b) True stress – strain plot. . . . . . . . . . . 174
5.29 Work hardening behavior of the Fe-24Mn alloy at 77 K: work hardening
rate versus true stress. . . . . . . . . . . . . . . . . . . . . . . . . . . 175
5.30 Work hardening behavior of the Fe-24 alloy at 77 K: dσT /dT vs.
(σT − σ0 ) plot. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176
5.31 Optical images of microstructures in the Fe-24Mn alloy after an uniaxial tensile strain of 15.7% at 77 K. . . . . . . . . . . . . . . . . . . 178
5.32 FEG-SEM observations of microstructures in the Fe-24Mn alloy after
an uniaxial tensile strain of 15.7% at 77 K. . . . . . . . . . . . . . . . 178
5.33 SEM-EBSD analysis of microstructures in the Fe-24Mn alloy after an
uniaxial tensile strain of 15.7% at 77 K. . . . . . . . . . . . . . . . . . 180
5.34 Fracture stress and strain of the Fe-24Mn alloy at 293 K and 77 K,
superimposed with σT – T curves. . . . . . . . . . . . . . . . . . . . 182
xix
5.35 Stereoscopic images of the fracture portion of the Fe-24Mn tensile sample after monotonic tensile test at 77 K: (a) Top view and (b) Thickness
section view. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182
5.36 FEG-SEM observations of the fracture surface of the Fe-24Mn tensile
sample after monotonic tensile test at 77 K. . . . . . . . . . . . . . . 183
5.37 Optical metallographs of the fractured portion of the Fe-24Mn tensile
sample after monotonic tensile test at 77 K: thickness section view. . 184
5.38 FEG-SEM observations of the microscopic damage events on the thickness section of the Fe-24Mn tensile sample after monotonic tensile test
at 77 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 186
5.39 Mechanical response of the Fe-24Mn alloy in Type I tensile test: (a)
Engineering stress – strain plot and (b) True stress – strain plot. . . . 188
5.40 Work hardening behavior of the Fe-24Mn alloy in Type I tensile test:
work hardening rate versus true stress. . . . . . . . . . . . . . . . . . 189
5.41 Uniform and post-uniform deformation behavior of the Fe-24Mn alloy
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191
5.42 FEG-SEM images of microstructures on the ND surface of the 70%
cold rolled Fe-24Mn alloy. . . . . . . . . . . . . . . . . . . . . . . . . 192
5.43 EBSD analysis of microstructures on ND surface of the 70% cold rolled
Fe-24Mn sample. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193
5.44 TEM micrographs of a fully ε martensite area with deformation twins,
in the 70% cold rolled Fe-24Mn alloy. . . . . . . . . . . . . . . . . . . 195
5.45 TEM micrographs of different sets of deformation twins in the fully ε
martensite regions, in the 70% cold rolled Fe-24Mn alloy. . . . . . . . 196
5.46 TEM micrographs of fine complex microstructures developed by the ε
martensitic phase transformation at different stages of deformation, in
the 70% cold rolled Fe-24Mn alloy. . . . . . . . . . . . . . . . . . . . 197
5.47 FEG-SEM images of the microstructure and damage events on the TD
surface of the 70% cold rolled Fe-24Mn alloy. . . . . . . . . . . . . . . 199
6.1
True stress – strain behaviour of Fe-30Mn and pure Cu-polycrystals
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 210
6.2
Evolution of dislocation storage as a function of applied stress in Fe30Mn and pure Cu-polycrystals at 293 K. . . . . . . . . . . . . . . . 212
xx
6.3
Normalized strain hardening behaviour of Fe-30Mn and pure Cu-polycrystals
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 213
6.4
Comparison between experimental results and modeling for strain hardening behaviour of Fe-30Mn at 293 K. . . . . . . . . . . . . . . . . . 216
6.5
Comparison between experimental results and modeling for strain hardening behaviour of Fe-30Mn at 77 K. . . . . . . . . . . . . . . . . . . 219
6.6
Comparison between experimental results and modeling for strain hardening behaviour of Fe-30Mn at 77 K. Phase transitions were considered.222
6.7
Fitting plot of evolution of volume fraction of ε martensite with true
strain in Fe-24Mn at 293 K. . . . . . . . . . . . . . . . . . . . . . . . 226
6.8
Iso-work modeling results for strain partition in the Fe-24Mn alloy
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 228
6.9
Iso-work modeling results for evolution of flow stress of austenite and
ε martensite as a function of global strain in the Fe-24Mn alloy at 293 K.229
6.10 Iso-work modeling results for stress partition in the Fe-24Mn alloy
at 293 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
6.11 Iso-work modeling results for intrinsic true stress – strain behaviour of
ε martensite together with the experimental stress – strain behaviour
of Fe-24Mn and Fe-30Mn (austenite) at 293 K. . . . . . . . . . . . . . 230
6.12 Iso-work modeling results for strain partition in the Fe-24Mn alloy
at 77 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 232
6.13 Iso-work modeling results for evolution of flow stress of austenite and
ε martensite as a function of global strain in the Fe-24Mn alloy at 77 K.233
6.14 Iso-work modeling results for stress partition in the Fe-24Mn alloy
at 77 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233
6.15 Iso-work modeling results for intrinsic true stress – strain behaviour of
ε martensite together with the experimental stress – strain behaviour
of Fe-24Mn and Fe-30Mn (austenite) at 77 K. . . . . . . . . . . . . . 234
6.16 Summaries of fracture strength and strain for Fe-Mn alloys at 293 and
77 K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236
xxi
LIST OF TABLES
3.1
Results of composition analysis in Fe-24Mn and Fe-30Mn binary alloys. 62
3.2
Summaries of Vickers micro-hardness testing results (HV ). . . . . . .
4.1
Evolution of phase volume fractions in the Fe-30Mn alloy with plastic
strain at 77 K by X-ray diffraction measurements, %. . . . . . . . . . 121
4.2
Evolution of phase volume fraction of the Fe-30Mn alloy after T = 70%
plane strain compression at 293 K by X-ray diffraction measurements,
%. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
5.1
Evolution of phase volume fractions in the Fe-24Mn alloy due to uniaxial uniform tensile deformation at 77 K by X-ray diffraction measurements, %. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 177
5.2
Evolution of phase volume fractions of the Fe-24Mn alloy due to 70%
plane strain compression at 293 K by X-ray diffraction measurements,
%. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191
6.1
Numerical values of physical constants and calculated parameters for
pure Cu-polycrystals and Fe-30Mn which are involved in the preset
models. Data for Cu-polycrystals were take from Kocks and Mecking’s
work (2003) and were further analyzed. . . . . . . . . . . . . . . . . . 223
xxii
65
CHAPTER
ONE
INTRODUCTION
For many applications, materials need to possess a combination of high strength
and good ductility. The high strength can be defined in terms of plastic resistance,
whereas there are two aspects of ductility to be considered. One is the maximum uniform strain in tensile deformation, and the other is the total ductility up to fracture.
To achieve this combination of mechanical properties, we need a high work hardening
rate plus a sustained work hardening rate during the whole plastic resistance. One
way of doing this is to have phase transitions which occur during plasticity. Iron high
manganese alloys are a good example of this behaviour, and thus they constitute the
subject of the present thesis.
1
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 1.1
High Manganese Alloys: Background
Weight reduction and improved safety standards are the current trends in the
automobile industry. Materials for automobile applications should thus have high
strength for structural reinforcement and exceptional ductility for easy forming and
energy absorption (crash resistance). These requirements spur the development of
automobile materials with a good combination of high strength and excellent toughness (Grassel et al., 2000; Frommeyer et al., 2003; Scott et al., 2005).
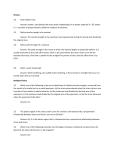
Iron-high manganese alloys are an attractive and promising candidate for automobile applications. Figure 1.1 presents several classes of steels based on their
combination of total elongation and UTS (Ultimate Tensile Strength). It can be
clearly seen that high manganese TWIP/TRIP alloys (designated as HMS on the
figure) possess both high UTS and high total elongation.
The origin of high manganese alloys dates back to the late nineteenth century
when Sir Robert Hadfield invented them, and the name “Hadfield steels” was then
given to this type of alloy. The class of Hadfield steel generally has 10–14 wt.% manganese and 1.0–1.4 wt.% carbon content, and it was found to be fully austenitic after
the normal quenching (Dastur & Leslie, 1981). However, the high carbon content in
Hadfield steels makes it difficult to process due to carbon precipitation, and also leads
to the poor weldability (Scott et al., 2005). To surmount this problem, the carbon
content is reduced or even removed from the alloying system, and more manganese is
added so that the austenite stability is not compromised. Accordingly, a new generation of austenitic high manganese alloys were designed, which typically have 22–30
2
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
wt.% manganese and 0–0.6 wt.% carbon (Scott et al., 2005).
Figure 1.1: Typical mechanical properties of several classes of steels (Bleck & Phiu-On,
2005). Note the position of high manganese alloys on this diagram.
SECTION 1.2
Research Motivation: Mechanical Behavior of
High Manganese Alloys
There have been a number of works on austenitic high manganese alloys, aimed
at understanding the strain hardening mechanisms that are responsible for their exceptional mechanical properties. Most of the works concluded that it is strain induced
phase transitions, such as mechanical twinning and/or deformation induced martensitic reactions, that lead to a combination of both the high strain hardening and
dramatically enhanced ductility (Remy & Pineau, 1976, 1977; Remy, 1978b; From3
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
meyer et al., 2003; Grassel et al., 2000; Bracke et al., 2006). These are so called
“TWIP” (Twinning Induced Plasticity) and “TRIP” (Transformation Induced Plasticity) effects, and we will generally name these alloys as “Transformable Alloys or
Steels” in which deformation induced phase transition can occur.
The Fe-Mn alloy system is an interesting one because, unlike conventional
pure metals which are hardened by accumulation of dislocations, Fe-Mn alloys can
have additional hard planar obstacles added, for instance, by mechanical twinning
or strain induced martensitic reactions. We then get additional strain hardening
which is “kinematic strain hardening”. It has its name because the kinematic strain
hardening component has the memory of the loading direction due to the build-up of
elastic strain in the embedded hard phases or at the planar obstacles.
The investigation of kinematic hardening behaviour is important in that, from
the perspective of scientific interests, it distinguishes between the contributions to
work hardening behaviour from different kinds of dislocation mechanisms; on the side
of engineering practice, an good understanding of the kinematic hardening contribution will help to define the relationship between the applied stress state and flow
strength for strain path other than simple monotonic straining (Bate & Wilson, 1986).
The influence of phase transitions on the strain hardening behaviour of transformable alloys needs to more clearly understood. For example, whether phase transitions make a softening or hardening contribution, and what is the net effect. Investigations of microscopic damage mechanisms and association of them with phase
transition processes in transformable alloys are also needed.
What is equally important and interesting is that in the present literatures
available, there seems to be a missing part for the study of mechanical behaviour
4
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
of austenitic high manganese alloys, that is, the strain hardening behaviour of nontransformable high manganese alloys. It should be noted that these non-transformable
high manganese alloys possess high ductility in terms of total elongation (Tomota
et al., 1986), which are considerably better than the transformable ones. Their general
mechanical properties, including the level of strength that they can achieve, are still
appreciably superior to other types of non-transformable alloys such as copper or
micro-alloying steels.
Last but not least, it is of importance to look into the effect of thermal path and
strain path on the strain hardening behaviour as well as the deformation mechanisms
in Fe-Mn alloys. Such studies not only provide an insight into both the thermal and
mechanical driving force for phase transitions, but also provide valuable correlation
to engineering processes such as metal forming operations.
SECTION 1.3
Objectives and Structure of the Thesis
The investigation and understanding of the relationship of “processing —
structure — properties — applications” has always been one of the main goals of
the Materials Science and Engineering. The objective of the present work is thus to
develop a good comprehension of the “structure — (mechanical) properties” relationship in high manganese steels, as this thesis’s title implies.
To achieve this goal, we have chosen two Fe-Mn binary alloys, which are Fe24Mn and Fe-30Mn. Fe-30Mn possesses an austenite single phase microstructure
after annealing whereas Fe-24Mn has a mixture of austenite and ε (HCP) martensite.
5
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Furthermore, the stacking fault energies (SFEs) of two alloys are quite different, as
is their strain hardening behaviour. According to a recent SFE model by Allain et
al. (2004a), Fe-24Mn has a SFE of about 8 mJ/m2 , whereas Fe-30Mn possesses a SFE
of around 15 mJ/m2 .
The mechanical properties of the Fe-Mn alloys were investigated by a series of
mechanical tests. The initial microstructure and the evolution of microstructure as
a function of applied strain in the Fe-Mn alloys were carefully and comprehensively
evaluated. The strain hardening behaviour of Fe-Mn alloys can be well understood
by correlating it with the evolution of microstructure and measurement of the kinematic hardening contribution which comes in part from deformation induced phase
transitions. The fracture behaviour of both alloys were also investigated. The effect
of thermal path and strain path on the both alloys are also examined.
The structure of the current thesis is as follows. Chapter 2 gives a systematic
review of the literatures related to essential aspects regarding the present work, focusing on the deformation mechanisms and strain hardening behaviour of high manganese
alloys. Following this review, Chapter 3 will describe the experimental methods and
techniques that we applied in the present work. Chapter 4 and 5 will mainly present
the experimental results for the Fe-24Mn and Fe-30Mn alloys, respectively, and both
chapters will follow an organization as follows. The mechanical behaviour of the FeMn alloys at 293 K will be investigated, followed by a focus on the strain hardening
behaviour at 77 K. The effect of thermal path and strain path are evaluated by some
mechanical tests other than simple monotonic tensile tests. In Chapter 6, we will
make intensive discussions on our experimental results. We will start with a brief
summary of the experimental results for the both alloys. The Kocks and Mecking’s
6
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
model will then be extended to investigate the effects of both the SFE and strain
induced phase transitions on the work hardening behaviour of the Fe-30Mn alloy. As
for Fe-24Mn, we applied the Iso-work model to analyze its plasticity and deduce the
intrinsic mechanical behaviour of ε martensite. In the modeling work for both alloys,
the correlation between microstructural evolution and strain hardening behaviour is
emphasized. After that, we will briefly discuss the fracture behaviour of Fe-Mn alloys
at 293 and 77 K, the effect of thermal path as well as the deformation mechanisms
at large plane strain compression. The conclusions of the present work as well as
suggestions for future study are given in Chapter 7 and 8, respectively.
7
CHAPTER
TWO
CRITICAL LITERATURE REVIEW
The high manganese steels demonstrate interesting mechanical properties,
which are mainly due to a complex combination of different deformation mechanisms
occurring during the deformation process. In this chapter, we will review some important ideas by starting off with a general description, i.e. the isotropic and kinematic
strain hardening behaviour. Then we will switch to several aspects of phase transitions in high Mn alloys, followed by a review of the complex interaction between
phase transitions and plasticity. Along with the sequence of deformation, we will
then focus on the interrelationship between phase transitions and fracture behaviour.
Finally, we like to make a brief critical assessment to conclude the present chapter.
8
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 2.1
Isotropic and Kinematic Strain Hardening
The strain hardening behaviour of metals and alloys is generally classified into
two categories: isotropic and kinematic behaviour. The material which presents a
symmetrical mechanical response after a change of the strain path is considered to
demonstrate the isotropic work hardening behaviour. Kinematic hardening can be
thought of as an additive component on top of the isotropic hardening behaviour,
which is due to internal or polarized stress developed in the body being deformed.
We will first review the Kocks-Mecking’s model (2003) on the strain hardening
behaviour in the FCC case, in which only isotropic hardening is considered. In discussions, We will apply their model with critical assessment to investigate the Fe-Mn
alloy system. The second part of this section will then review the kinematic strain
hardening, with emphasis on the transformable alloys.
2.1.1
Analysis of Isotropic Strain Hardening
The plastic deformation of FCC single crystal metals usually exhibit three
stages of strain hardening behaviour (Tegart, 1966). The material typically begins
with the Stage I deformation which corresponds to the “easy glide” on only one slip
system, whereas Stage II starts with the activation of a secondary slip system. The
beginning of the Stage III is generally associated with the appearance of a dynamic
recovery process. For polycrystals, however, Stage I is absent and Stage II is hard to
be identified except at low temperatures. The Stage III starts after general yielding of
9
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the material, and it constitutes a significant portion of the strain hardening behaviour,
as can be seen from Figure 2.1. The Kocks-Mecking’s model (2003) mainly addresses
the Stage III strain hardening behaviour. Their essential ideas and methodologies
will be briefly reviewed in the following content.
Figure 2.1: Schematic sketch of hardening coefficient versus flow stress illustrating the
hardening stages for polycrystals in comparison to those for single crystals deformed in
single slip (Kocks & Mecking, 2003).
2.1.1.1
Essential Concepts and Core Ideas
The core concept of Kocks-Mecking’s model is that the flow stress or the
strain hardening behaviour is directly linked with the storage of dislocations in the
material during the deformation process. It is then appropriate to correlate the
strain hardening with the change in dislocation structure, which could be considered
as the combination of two processes. The first process is related to the fraction of the
previously mobile dislocations that get trapped in the material. The second process is
10
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the rearrangement of these remanent dislocations involving dislocation annihilation,
which is the thermally activated dynamic recovery process. A typical behaviour
demonstrating a combination of these two processes is shown in Figure 2.2, which is
the plots of dislocation storage σT · (dσT /dT ) against the true stress σT for pure nickel
with two different grain sizes. It can be clearly seen that the storage of dislocation
initially increases, and then goes through a maximum before decreasing, which is
ascribed to the dynamic recovery process. However, it should be noted that both
the dislocation accumulation and dynamic recovery processes occur simultaneously
in most cases during the straining of FCC polycrystal metals, although they may be
treated separately in experimental results and modeling.
Figure 2.2: Evolution of energy storage as a function of true stress in pure nickel of two
different grain sizes (Kocks & Mecking, 2003).
A mathematic model was proposed to describe these two processes, which is
given as follows:
Θ = Θ0 − Rd σ/˙1/n
(2.1)
where Θ = dσT /dT is the net work hardening rate in the polycrystals (its counter11
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
part in single crytals is θ = dτ /dγ). Θ0 , is the athermal strain hardening contribution
which reflects the initial dislocation storage dictated by geometry, and thus is athermal. The second term is the contribution from the dynamic recovery, and the negative
sign indicates its softening effect by removing dislocations. The parameters, Rd and
n vary with temperature but are independent of stress σ and strain rate .
˙
2.1.1.2
Phenomenological Approach
Following a sketch of the important concepts in the Kocks-Mecking’s model,
we will now review their phenomenological approaches to investigate the Stage III
strain hardening behaviour in FCC metals. The typical methods they proposed can
be generalized into two master curves, by which for the same material, the strain
hardening curves for a large range of temperature and strain rates could be unified.
The first master curve, the Θ/μ – σ/σV plot, is based on the Voce hardening
law, which is given as
Θ = Θ0
σ
1−
σV
or in a general form:
Θ
=E
Θ0
σ
σV
(2.2)
(2.3)
where E is an arbitrary function that should be determined for each case, and also has
generality for a wide set of temperatures and strain rates. σV is the scaling stress, and
it indicates the point at which the net strain hardening rate Θ = 0, as can be realized
from Eq. 2.2. From the view of dislocation structure evolution, σV implies the level of
stress upon which the dislocation accumulation in the material is equally balanced by
the dislocation annihilation or removement, i.e. via dynamic recovery process. Both
12
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the athermal strain hardening rate Θ0 and the scaling stress σV are proportional to
the shear modulus μ (T ); σV also depends on the strain rate and temperature.
The athermal strain hardening rate and scaling stress can be derived from the
strain hardening rate plot, i.e. the plot of Θ against σ. The athermal strain hardening
rate Θ0 can be determined from the intercept of a tangent to the straight middle part
of the Θ – σ curve on the Θ axis, whereas the exploration of this tangent to Θ = 0
gives the scaling stress σV . An illustration of extracting the two parameters can be
referred back to Figure 2.1. An example of this type of master curve is presented in
Figure 2.3.
Figure 2.3: Normalized Θ – σ plots for Cu polycrystals at five temperatures from RT to
400 °at the two strain rates, 10−4 s−1 and 1 s−1 . The dotted line is the Voce approximation
with Θ/μ = 0.05 (Kocks & Mecking, 2003).
The second master curve has several forms, but they all posses the same basis,
namely, that the scaling stress σV is a function solely of deformation temperature and
˙0 1/2
kT
strain rate. One type of the plot is in the form of (σV /μ)1/2 versus μb
ln
, as
3
˙
13
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
is shown in Figure 2.4. The two border lines for the values zero and infinity of the
stacking fault energy are obtained by the extrapolation method. The second master
curve thus provides a quite useful method to investigate the stacking fault energy
(SFE) dependence of the strain hardening behaviour of FCC materials.
˙ 1/2
kT
0
Figure 2.4: (σV /μ)1/2 versus μb
ln
plots for Ag-, Cu-, Ni-, and Al3
˙
polycrystals (Kocks & Mecking, 2003). χ is the stacking fault energy.
2.1.2
Kinematic Strain Hardening — Bauschinger Effect
The presence of an anisotropic mechanical behaviour due to a change of the
strain path is referred to the Bauschinger effect. Investigation of the Bauschinger
effect will help to refine the relationship between the microstructure and strain hardening behaviour of the materials. We will briefly review the basic concepts of the
Bauschinger effect, followed by a look into a few cases in transformable alloys.
14
M.A.Sc. Thesis by Xin Liang
2.1.2.1
Materials Science & Engineering—McMaster 2008
Phenomenology and Physics of the Bauschinger Effect
The Bauschinger effect, which is usually appreciable in dual or multi-phase
materials, can be revealed in mechanical tests which involve a change of loading
direction, for example, a forward tension followed by a compression. The common
observation of the corresponding mechanical response during the reverse loading (i.e.
the compression) is a reduced elastic point, a rounded appearance of yielding portion
and possibly a permanent softening compared with the forward flow stress – strain
curve (Sowerby et al., 1979). Figure 2.5 illustrates such features of the Bauschinger
effect. One should note that a forward compression followed by tension would also
yield similar phenomenon.
Figure 2.5: Illustration of the Bauschinger effect: uniaxial stress – strain behaviour of
many real metals during forward and reverse flow tests (Sowerby et al., 1979).
15
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Both the transient and permanent softening observed in such mechanical tests
are associated with the presence of internal stress. Theoretical explanations have
been proposed to understand the Bauschinger effect from different approaches, or
more accurately, from views of different length scales, as reviewed by Sowerby et
al (1979). From a macroscopic sense, the continuum view considers the difference
between the isotropic and kinematic hardening as follows. The initial yield surface
expands uniformly when isotropic work hardening occurs; in contrast, the yield surface
would translates in stress space without changing its initial form and orientation when
kinematic work hardening occurs. On the other hand, from the microscopic approach,
the Bauschinger effect is thought of as a result of incompatibility among different
phases in the material, for example between the matrix and reinforcement particles,
which can be ascribed to the heterogeneity of plastic flow in the level of dislocation
motion. The internal stress or backstress is then generated.
A micro-mechanical model was proposed by Bate and Wilson (1986) to understand the kinematic strain hardening behaviour, as is given below
σflow = σ0 + σiso + σkin
(2.4)
where σflow is the flow stress, σ0 is the initial yield strength, and the second term on the
right side of the above equation, σiso , is the isotropic hardening contribution coming
from the dislocation storage process, as have been described in the Kocks-Mecking’s
model in section § 2.1.1. This term is non-directional, i.e. independent of loading
direction. The last term σkin reflects the kinematic strain hardening contribution,
which arises from the unrelaxed internal stress or backstress and would then aid the
reverse flow. Obviously, the kinematic hardening component σkin is directional and
16
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
its sign might be reversed when the strain path changes.
Before switching to a review of the Bauschinger effect in transformable alloys,
it is also worthwhile to comment it in the case of non-transformable alloys. It is
well established that the Bauschinger effect occur in the dispersion hardened alloys.
For example, there is early research work on the internal tress in the copper alloys
containing SiO2 particles (Atkinson et al., 1974). Also, a study on co-deformation of
two phases Cu-Cr alloys by Sinclair et al. (2005) shows that both the elastic and plastic
behaviour in embedded Cr fibres is accompanied by large internal stress. However, one
should not overlook the build-up of the backstress due to the evolution of dislocation
substructures, without the presence of second phases. For instance, if cell structure
forms during the deformation process, the Bauschinger effect would be notable due
to a polarization of the dislocation substructure and the consequent build-up of the
internal stress or backstress, although the magnitude of the backstress might not be as
high as in precipitate strengthened alloys. More specifically, there will be high forward
stresses inside the cell walls in which a high dislocation density exists, whereas low
back-stresses in the relatively “clean” cell interior (Kocks & Mecking, 2003).
Moreover, stacking fault energy (SFE) also plays a role in the kinematic strain
hardening in non-transformable alloys, in addition to its significant influence on the
isotropic strain hardening behaviour. In their studies on FCC Cu-Al alloys, Abel and
Muir (1973) found that the Bauschinger effect becomes larger as the SFE decreases,
and that the alloys of low SFE possess a large capacity to store energy associated with
plastic deformation in a reservable manner. These observations might be understood
from the view of dislocation reactions, more strain reversal due to the more planar
nature of the slip.
17
M.A.Sc. Thesis by Xin Liang
2.1.2.2
Materials Science & Engineering—McMaster 2008
Bauschinger Effect in Transformable Alloys
There is far less work on the kinematic strain hardening behaviour in transformable alloys (i.e. TWIP and/or TRIP alloys) compared with that in conventional
non-transformable steels such as dispersion strengthened alloys. Nevertheless, it is of
both scientific and technological significance to investigate the Bauschinger effect in
materials in which deformation induced phase transitions can occur. The challenge of
understanding the Bauschinger effect in transformable alloys lies in that it is a process, as new obstacles such as mechanical twins and deformation induced martensite
are being added into the microstructure during the deformation process, which would
further change the dislocation substructures on top of that produced by dislocation
glide and thus affects the evolution of the backstress in a manner different from the
process solely controlled by dislocation slip.
Bouaziz et al. (2008) have proposed a model to describe the kinematic hardening behaviour of Fe-22Mn-0.6C, which is a type of TWIP steel. The basic scheme of
their work is to link the hardening behaviour with the density of dislocations stored in
the material, and the key idea is to treat deformation twins, in a similar way to grain
boundaries, as strong obstacles to the progress of mobile dislocations. A description
of the evolution of the mechanically twinned fraction was included in their studies.
Their model can predict well the overall strain hardening as a whole, but seems to
underestimate the kinematic strain hardening, as can be seen in Figure 2.6.
To exclude the effect of grain boundaries, Karaman et al. (2001; 2002) evaluated the Bauschinger effect in the Fe-12.3Mn-1.03C Hadfiled single crystals in which
mechanical twinning is a possible deformation mode. They correlate the Bauschinger
18
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.6: Comparison between the simulated and experimental monotonic tensile behaviour and back-stress evolution for the alloy with 3 μm grain size (Bouaziz et al., 2008).
effect with the deformation mechanisms that are operating during the preceding forward loading path. They found that whenever mechanical twinning is the primary
deformation mode in forward loading, there is a significant lowering in the reverse
yield strength and thus a prominent Bauschinger effect; the homogeneous slip, however, results in a lower Bauschinger effect. Karaman et al. further conclude, from
their microscopic observations of the dislocation structures such as that shown in Figure 2.7, that the high Bauschinger effect observed in this type of material is attributed
to the long-range backstress arising from dislocation pile-ups that are accumulated
at twin boundaries, which are strong barrier to dislocation motion at low strains.
19
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.7: Two-beam bright-field image showing the dislocation arrangement near a
micro-twin at 3% tensile strain. Note the dislocation pile-ups near the twin boundary.
After Karaman et al. (2002).
SECTION 2.2
Phase Transitions in High Manganese Alloys and
Their Thermal Driving Force
A number of studies concluded that the excellent mechanical properties of
the high manganese alloys originate from the complex combination of deformation
mechanisms in addition to dislocation glide, which are mechanical (or deformation)
twinning (Dai et al., 1999; Karaman et al., 2000a; Grassel et al., 2000; Remy, 1978a,b;
Klassen-Neklyudova, 1964; Frommeyer et al., 2003; Karaman et al., 2002; Hyoung Cheol
et al., 1999; Remy, 1977c) and deformation induced martensitic reactions (Tomota
et al., 1986, 1988; Sato et al., 1982; Hyoung Cheol et al., 1999; Frommeyer et al., 2003;
Bracke et al., 2006). To be concise in some of the text, these two types of deformation
modes will be unified into one name, i.e. “phase transitions”, in order to distinguish
20
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
them from the process of dislocation glide. The present section will briefly review
some of the basic concepts about these two deformation modes. The temperature
and composition dependence of mechanical twinning and martensitic phase transformation will be also reviewed. Discussion of the effect of phase transitions on the
strain hardening behaviour will be presented in section § 2.3.1.
2.2.1
Mechanical Twinning
Generally speaking, there are two ways of producing twins. First, twinned
crystals can be produced during growth from vapor, liquid or solid; alternatively,
crystals can also become twinned by mechanical deformation, which is called ”mechanical or deformation twinning” (Kelly et al., 2000). In the present studies, only
the mechanical (or deformation) twinning is primarily concerned.
We like to give a brief review on mechanical twinning in the following structure. The crystallographic aspects of deformation twinning are first introduced. The
morphology and structure of twinning will be discussed from both the experimental
observations and dislocation models, followed by a description of the pole mechanisms
for the twinning growth.
2.2.1.1
Crystallographic Theory of Twinning
Twinning elements:
Deformation by twinning, unlike dislocation glide which preserves the crystal
structure in the same orientation, reproduces the crystal structure in a specific new
orientation (Klassen-Neklyudova, 1964). Thus, it is necessary to have a geometric
21
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
description of the twinning structure. Usually, four twinning elements (κ1 , κ2 , η1 , η2 )
and the scalar magnitude of shear s are used to describe the crystallography of twinning. κ1 is the invariant plane of twinning (termed as “twining plane” or “composition
plane”), which is neither distorted nor rotated; κ2 is the “second undistorted plane”
(conjugate twinning plane), it has its name because of the feature that all vectors in
κ2 plane are unchanged in length after twinning (only rotated); η1 is the shear direction and η2 the conjugate shear direction. The illustration of the twinning elements
is made in Figure 2.8.
Figure 2.8: The four twinning elements. After Klassen-Neklyudova (1964).
Twin structures in FCC and HCP crystals:
We will now discuss the twin structures in three types of crystal structures,
i.e. FCC and HCP, which are prevalent structures in Fe-Mn alloys. For FCC metals,
twinning elements are as follows: κ1 = (111), η1 = [112̄], η2 = (111̄), η2 = [112]
and with a magnitude of twinning shear of 0.707. This amounts to displacing each
(111) layer in the twin by 1/6 [112̄] over the layer underneath. For HCP metals,
limited nature of the common slip modes in these metals makes twinning a necessary
component of their deformation. Twinning elements for HCP metals are found to be:
κ1 = (101̄2), η1 = [1̄011], η2 = (101̄2̄), η2 = [101̄1], and the magnitude of twinning
22
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
shear varies with the c/a ratio but is always small ranging from 0.175 for Cd to -0.186
for Be (Kelly et al., 2000).
2.2.1.2
The Morphology and Structure of Mechanical Twinning
Experimental observations:
The twinned regions are usually in the form of plates parallel to κ1 plane.
Sometimes, the plate is very thin and the twin is a lamella whose faces are accurately
parallel to κ1 plane. Under optical microscope, a twin appears as a band about 0.52 μm. However, transmission electron microscopy shows that it consists in fact of
many thin twins or micro-twins which are at most a few nanometers thick (Remy,
1978b). Illustration of understanding this organization of twinning as well as the
TEM observations of stacks of micro-twins in high manganese alloys (Allain et al.,
2004b) are shown in Figure 2.9.
(a) Illustration of stacks of micro-twins
(b) TEM dark field micrographs
of stacks of micro-twins (Fe22wt.%Mn-0.6wt.%C, after 33%
strain).
Figure 2.9: Organization of twinning by stacking of micro-twins (Allain et al., 2004b).
Dislocation Models of Twinning:
23
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
If a rigid twin is embedded in a perfectly rigid matrix, and if it is everywhere
firmly bounded to that matrix, then the only possible interface is the undistorted and
unrotated plane κ1 . For a twin of any other form, the matrix has to accommodate
itself to the shape change of the twinned region. If the accommodation required is
small enough, it may be obtained by elastic strain. Under this condition, a finite
lamella must taper to an edge at its sides and be lens-shaped. The corresponding
elastic strain field can be represented by an appropriate array of dislocations (Kelly
et al., 2000), which is shown in the Figure 2.10 (a) and (b).
Figure 2.10: (a) Twin lamella intersecting a surface AB; (b) Dislocation model of the
same lamella; (c) Dislocation model of a thin twin lamella.
If the lamella is thin and tapered, a pile-up of dislocations on a single plane
will represent the stress field adequately. This kind of dislocation model is shown in
Figure 2.10 (c). The shear stress due to a pile-up of n screw dislocations at sufficiently
large distances from the head of the pile-up is given by
σ=
μhg
μnb
=
2πr
2πr
(2.5)
where μ is shear modulus, b is the Burgers vector, r the radial distance from dis24
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
location core, h the thickness fo the twin lamella at any point and g the twinning
shear. Derivation of equation 2.5 are omitted here. The product “hg” determines
the magnitude of accommodation stress and strain in this case and also in the more
general case of mixed dislocations where both tensile and shear strains are produced.
At the tip of a twin that has been blocked by some obstacle, the tensile strain may
be large enough to nucleate a crack. However, it is also found that the stresses at the
edge of twin can be relieved by accommodation via slip, which can be described by a
model of emissary dislocations (Kelly et al., 2000).
The dislocation model described in Figure 2.10 (b) is usually called “Frank”
dislocation model. This classical configuration makes sense if the dislocations are
glissile in the plane of interface and have their Burgers vectors in the same plane.
Another dislocation model of twins, based upon the concept of “continuous surface
dislocations”, is the “Bullough” dislocation model (Cahn, 1964). In this model, the
twin interfaces are believed to consist of edge dislocations forming a tilt boundary of
invariant angle, as shown in Figure 2.11. This model is geometrically self-consistent,
and motion of such an array of edge dislocations or the tilt boundary thickens the
twin lamella.
Figure 2.11: “Bullough” dislocation model of twins.
25
M.A.Sc. Thesis by Xin Liang
2.2.1.3
Materials Science & Engineering—McMaster 2008
Pole Mechanism for the Growth of a Twin
Dislocation mechanisms for the nucleation and growth of a twin are illustrated
in Figure 2.12. A dislocation PQ creates a twin by gliding over successive planes that
are parallel to κ1 (twin plane). PQ intersects with PP’, whose b has a component
perpendicular to twin planes and equal to their spacing. The twin planes are therefore turned into a spiral ramp on which the twinning dislocation PQ glides. The
dislocation PP’, which PQ spirals about, is called the “pole”. In FCC metals, the
dislocation PP’ may be dissociated into a Shockley partial PQ and a Frank partial.
Only the Shockley partial PQ can spirals about the pole PP’ and Frank partial is
sessile in the twin plane (Kelly et al., 2000).
Figure 2.12: Pole mechanism for the growth of a twin.
2.2.2
Martensitic Phase Transformations
Unlike in the description of mechanical twinning where the “shear” is com-
monly used as it seems to be an essential nature of twinning in most cases, people
26
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
tend to describe the martensitic phase transformation from the views of phase stability (thermodynamics) and/or dislocation reactions (e.g. stacking faults) probably
due to the birth of a new phase. The present review will thus adopt this custom.
In fact, there has been a comprehensive review in Spencer’s PhD thesis (2004) on
deformation induced martensite transformation.
The crystallography of the deformation induced γ → ε martensite phase transformation is found to follow a general rule that the closest packed planes and directions
of both the parent and product phases are well aligned (Olson & Cohen, 1976). A
recent study by Bracke et al. (Bracke et al., 2006) in the Fe-Mn-Cr alloys shows that
α’ martensite could also form in a sequence of γ → ε → α’, and its closest packed
planes and directions are also parallel to those of the other two phases. The orientation relationship of the two types of martensitic phase transformations can be
summarized as follows,
(111)γ
(0001)ε
(101)α
[11̄0]γ
[12̄10]ε
[111̄]α
Olson et al. (1976) found that the ε martensitic embryo nucleation consists a
faulting process which originates from an existing defect. Brooks et al. (1979b; 1979a)
found in their direct observations of martensite nuclei in stainless steel that such defects are usually the irregularly spaced stacking faults. Further transmission electron
microscopic investigations revealed that there are two possible processes which are responsible for the formation of ε martensite: the regular overlapping of stacking faults
on {111} slip planes and the irregular overlapping process (Fujita & Ueda, 1972). For
the latter process, the overlapping of stacking faults occurs irregularly at first and
then gradually changes to the regular sequence. Different from the formation of ε
27
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
martensite, Brooks et al. (1979b; 1979a) reported that the α’ martensite nucleation
is associated with dislocation pile-ups on the active slip plane.
Both the growth and morphology of ε martensite seems to be strongly influenced by the original austenite grain size. In a study of the Fe-15Mn alloy, Takaki
et al. (1993) summarized their findings on the effect of austenite grain size on the
morphology of ε martensite into a diagram, as is shown in Figure 2.13. It is found
that when the grain size is less than 30 μm, ε plates transverse austenite grains from
one side to the other. When the grain size is larger than 30 μm, a lot of ε plates
with different length and thickness intersect with each other inside austenite grains.
In their studies, they concluded that the formation of multi-variants of ε martensite comes from the branching of ε which takes place at the tip of a pre-formed ε
martensite. Such branching behaviour will be stopped due to constraint from grain
boundaries, and implies a suppressive effect in the γ → ε phase transformation by
the refinement of austenite grains.
Figure 2.13: Effect of austenite grain size on the type of ε martensite morphology (Takaki
et al., 1993).
28
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Putaux and Chevalier (1996) further investigated the morphology of γ → ε
martensite phase transformation in a Fe-Mn-Si-Cr-Ni shape memory alloy by both
the conventional and high resolution TEMs. Their TEM observations reveal that a
large ε martensite plate appears to be composed of thinner ε-layers having a thickness
ranging from a few to a few dozen atomic planes and separated by layers of retained
austenite. Figure 2.14 shows one of their typical high resolution TEM observations.
Figure 2.14: High resolution image showing the layered substructure of a large εplate (Putaux & Chevalier, 1996). The processed image is inset on the right. It is assumed
that the atoms are white.
They postulated that the γ → ε martensite phase transformation is achieved
by the correlated glide of Shockley partial dislocations, shearing the austenite matrix
on every other {111} plane, and they further proposed a model for the growth of
ε martensite, in which they postulated that the thermal ε martensite develops by
the nucleation of new ε layers and the propagation of pre-formed ones rather than
thicknening of the ones already formed.
29
M.A.Sc. Thesis by Xin Liang
2.2.3
Materials Science & Engineering—McMaster 2008
Thermal Driving Force for Phase Transitions — Stacking Fault Energy
It is generally accepted that the choice of deformation mechanisms in metals
and alloys, or more specifically, the activation of phase transitions, mainly depends on
both the thermal driving force and mechanical driving force. We focus on the aspect
of the thermodynamic driving force in the present part, and start with the important
concept or definition of stacking faults (SF) and stacking fault energy (SFE), as well as
its relationship with deformation mechanisms. A brief review of the thermodynamic
model of SFE will be followed, but only the fundamental function is given and we
will refer to a couple of original works for those readers who are interested in this
topic. Finally, we will look into which factors affect SFE and thus the deformation
mechanisms. The investigation of this issue is essentially important for the study of
mechanical properties of high manganese alloys in terms of both the scientific interests
and engineering materials design. Note that the present review mainly addresses the
FCC crystal structure, i.e. austenite in steels.
2.2.3.1
SF, SFE and phase transitions
It is of value to consider how SFE correlates with the activation of phase
transitions (i.e. mechanical twinning and ε martensitic phase transformation). Now
let us start with the formation of a stacking fault. In materials of low SFE, the
general process of the formation of a stacking fault is considered to consist of two
steps (Courtney, 2005). The first step is that a perfect dislocation is dissociated into
30
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
two Shockley partials, and the dislocation reaction in a FCC structure is:
Shockley partial dislocations
a
[1̄01]
2 =
a
a
[2̄11] + [1̄1̄2]
6
6
(2.6)
Perfect dislocation
This step is favored because of a reduction in dislocation strain energy. The second
step is that a separation distance between two partial dislocations is determined when
equilibrium between the repulsive force (between two partials) and chemical force
(SFE) is reached. Thus, SFE is closely related to the separation distance between
two partials r, which is expressed as
Ga2
SFE =
16πr
(2.7)
where G is the shear modulus and a the lattice parameter. It is noted that the lower
the SFE is, the larger the separation between two partials and vice versa.
The manner in which the Shockley partial dislocations move determines which
type of stacking faults is produced, and whether the nuclei or embryo of the twin or
ε martensite will form (Olson & Cohen, 1976). If a Shockley partial moves on consecutive {111} planes, which is equivalent of inserting one crystal plane in the closest
packed direction, an extrinsic stacking fault will be produced and it is essentially a
twin embryo. On the other hand, if a Shockley partial move on every other {111}
planes, which is equal to the withdrawal of a crystal plane in the closest packed
direction, we will obtain an intrinsic stacking fault that is basically a nucleus of ε
martensite. Figure 2.15 summarizes the above relationship.
It can be seen that both the formation of mechanical twinning and ε martensite
31
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.15: Stacking sequence of the FCC and HCP crystal structures together with those
of the twin, intrinsic, and extrinsic stacking faults. The stacking sequences are represented
by lines between nearest neighbors in adjacent layers. Filled circles represent atoms in layers
of the local HCP environment. Interlayer structure constants are labeled according to the
environment of the neighboring layer (Rosengaard & Skriver, 1993).
can be considered to originate from the stacking faults, which further rely on the ease
of dissociation of perfect dislocations that is determined by the stacking fault energy.
According to this simple clue, it is not difficult to see an important role of SFE,
although might not be necessarily decisive, on phase transitions.
2.2.3.2
Thermodynamic model of SFE
Knowledge of the stacking fault energy is fundamentally helpful to understand
the strain hardening behaviour of materials. The SFE is not only an influential factor
determining the deformation modes (Remy & Pineau, 1977; Allain et al., 2004a), but
also an essential material parameter that controls the level of normalized stress to
which a material can be work hardened at a given temperature and strain rate (Kocks
& Mecking, 2003). We will now review the general models of SFE.
There are two models of SFE: one is the ideal SFE Γ∞ , and the other effective
SFE Γeff . The ideal SFE is defined as the energy per unit area of one infinite SF in
32
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
one ideal infinite crystal, whereas the effective SFE is defined for a terminated SF.
The main difference between them is that the ideal SFE model neglects the strain
energy term while the effective one includes it. The effective SFE can be expressed
as follows (Olson & Cohen, 1976):
Γeff = nρ ΔGγ→ε + E str + 2σ(n)
(2.8)
The ideal SFE will be obtained if we remove the strain energy term E str from the
above equation. n is the thickness of the stacking fault and usually takes a value
of 2 for both the intrinsic and extrinsic faults. ρ is the molar surface density along
twinning planes ({111} for FCC metals), which can be determined by introducing
lattice parameter a of the alloy (Allain et al., 2004a):
4 1
ρ= √ 3
3a N
(2.9)
where N is the Avogadro number.
ΔGγ→ε is the chemical free energy difference between parent and product
phases, dependent on both the composition and temperature; E str is a strain energy,
and can be neglected for γ → ε transformation.
σ, the surface energy of the interface γ/ε, can be assumed to be independent
of composition as a rough approximation (Ferreira & Mullner, 1998). According to
some works (Olson & Cohen, 1976; Ferreira & Mullner, 1998; Lee & Choi, 2000), the
surface energy is usually 5–15 mJ/m2 .
The approximation Γeff = Γ∞ is valid only if Γ∞ is large and strain energy
term E str is small, that is, the lattice distortions within the SF are small; otherwise,
33
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the effective SFE Γeff is larger than the ideal SFE Γ∞ (Mullner & Ferreira, 1996).
We have just described a general SFE model, and we can see that the term
ΔGγ→ε is strongly dependent on the composition of the material as well as the temperature. Readers who wish to further look into this topic may refer to some work
on constructing and refining the SFE model (Ishida & Nishizawa, 1972; Takaki et al.,
1993; Lee & Choi, 2000; Allain et al., 2004a), most of which are regarding the Fe-Mn
or Fe-Mn-C alloy system.
2.2.3.3
Correlation between SFE and deformation mechanisms
The influence of SFE on deformation mechanisms is usually reflected in two
thermodynamic factors, and we will thus focus on the two most fundamental ones,
i.e. composition and temperature. It is not hard to see that both factors affects the
SFE mainly via the term ΔGγ→ε in Eq. 2.8.
Early studies on austenite to martensite phase transformation showed that
SFE diminishes with decreasing temperature, leading to the splitting of perfect dislocations into partials and the reduction in stability of FCC lattice or austenite
phase (Volosevich et al., 1972). Later, Remy (Remy, 1977b) also observed the same
dependence of SFE with temperature in high manganese austenitic steels by measuring the SFE under TEM. To investigate the effect of SFE on the deformation mechanisms, Allain et al. (2004a) studied Fe-22Mn-0.6C, while changing the deformation
temperature to alter the SFE values of the system. The corresponding mechanical
response at different temperatures are presented in Figure 2.16, and they further
concluded by TEM observations that dislocation glide is the only deformation mode
throughout the uniform tensile deformation at 673 K; however, mechanical twinning
34
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
and γ → ε martensitic phase transformation occur at 293 and 77 K, respectively. Such
findings clearly show a significant influence of SFE on the deformation mechanisms
via a change of deformation temperatures.
Figure 2.16: Tensile strain – stress curves for the Fe-22 wt.% Mn-0.6 wt.% C steel (grain
size = 15 μm) at different temperatures (Allain et al., 2004a).
Composition can also considerably alter the SFE values and thus the deformation mechanisms. For instance, addition of different amounts of alloying elements can
give rise to dramatically different mechanical properties. Remy and Pineau (Remy &
Pineau, 1976, 1977) tested a series of Fe-Mn-Cr-C and Co-Ni-Cr-Mo alloys at different
temperatures, and they concluded that whether mechanical twinning or ε martensitic
reaction takes place strongly depends on the composition and temperature. Their
results are summarized in Figure 2.17. It can be seen that at high temperature,
Fe-Mn alloys deform only by slip. Below a temperature, Tt , mechanical twinning occurs before necking. As the temperature decreases below Ed , these alloys deform by
both slip and strain induced γ → ε martensitic transformation. However, when the
temperature is below Es , ε martensite can be thermally produced, for instance, upon
35
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
normal cooling. Alternatively, if the temperature is fixed, the deformation modes will
then vary with the Mn content.
Figure 2.17: Deformation structures of Fe-Mn alloys as a function of both composition
and temperature (Remy & Pineau, 1977).
After estimating the SFE for each material at different temperatures, a correlation between the SFE and deformation mechanisms was built. Figure 2.18(a)
summarizes the dependence of deformation modes on temperature, for the same material, whereas Figure 2.18(b) generalizes the results of different types of alloys at the
same temperature. It can be seen both “maps” agree well with each other, indicating that the influence of thermodynamic factors on deformation mechanisms can be
unified into one parameter — the stacking fault energy, as the current section title
implies.
Furthermore, there are a variety of work on the effect of alloying on SFE.
36
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Deformation structures of Fe-20Mn-4Cr- (b) Deformation structures of different alloys
0.5C as a function of both temperature (T) and observed near room temperature as a function
stacking fault energy (SFE) (Remy & Pineau, of stacking fault energy (Remy & Pineau, 1976).
1977).
Figure 2.18: Temperature and composition — SFE — Deformation mechanisms.
Adler et al. (1986) found that the SFE initially decreases with increasing Mn content,
but increases after reaching a minimum when Mn content is in the vicinity of 16
percent weight. For carbon dependence of SFE, it is found that SFE increases with
increasing carbon content. This was confirmed by the observations of separation of
partial dislocations under TEM (Volosevich et al., 1972).
Finally, it should like to emphasize again that the SFE does not only notably affects the activation of phase transitions, but also significantly influences the
isotropic strain hardening behaviour even when no phase transitions occur. For instance, materials of low SFE may demonstrate a higher work hardening rate than
those of high SFE due to the difficulty of cross-slip in the former.
37
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 2.3
Interaction between Phase Transitions and
Plasticity
Dislocation glide and its relation with strain hardening behaviour has been
described in the analysis of isotropic strain hardening behaviour in section § 2.1.1.
The present section primarily deals with the interaction between phase transitions
(i.e. mechanical twinning and deformation induced martensitic reactions) and plastic
deformation behaviour. The first part of this section will look into how phase transitions influence the plastic deformation behaviour of the materials, while second part
will briefly investigate the role of plasticity (dislocation slip, applied stress, etc.) in
the phase transitions process.
2.3.1
Phase Transitions Induced Plasticity: TWIP and TRIP
Effects
It is generally accepted that the occurrence of mechanical twinning and/or
deformation induced martensite phase transformation give rise to increased strain
hardening rate as well as the improved ductility compared with the work hardening
behaviour which is solely controlled by dislocation glide, that is, so called “TWIP
(Twinning Induced Plasticity)” and “TRIP (Transformation Induced Plasticity)” effects (Remy & Pineau, 1977, 1976; Grassel et al., 2000; Frommeyer et al., 2003;
Scott et al., 2005). The general belief is that mechanical twins and/or martensite
are constantly added into the material during the plastic deformation process; these
38
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
transformation products are essentially strong obstacles to dislocation movement and
thus have the significant effect of altering the scale of microstructure, i.e. refining
the microstructure(Allain et al., 2004c,b; Bouaziz, 2001; Kalidindi et al., 2003; Karaman et al., 2000b,a; Remy, 1978a,b). The TWIP and/or TRIP effects will be more
pronounced if two or more sets or systems of phase transition are activated during
the deformation. Moreover, it should be also noted that this is a DYNAMIC process (Allain et al., 2004c,b; Bouaziz & Embury, 2007) as the fractions of the produced
mechanical twins and/or martensite are usually a function of deformation.
We will now take mechanical twinning as an example to see how it harden
the material, and the deformation induced martensite transformation should be the
same. Remy (1978b) found that the extra contribution from mechanical twinning
is proportional to the inverse of the mean size of matrix cells between neighboring
twins. Therefore, we can find the hardening effect by twinning as follows:
3
Δσ = nμbx−1
2
(2.10)
where Δσ is the increased flow stress due to mechanical twinning, n the number of
dislocations of the pile-up, μ the shear modulus, b the Burgers vector of the dislocations and x the length of the pile-up which is equal to the average distance between
neighboring twins. A schematic illustration of the above dislocation configuration
near twin boundaries is shown in Figure 2.19.
Later, Adler et al. (1986) further concluded that the thickness of the developed
mechanical twins also plays an important role in the strengthening mechanism, and
39
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.19: Hardening mechanisms due to the confinement of dislocation movement by
mechanical twins.
finally they came up with a new model including this parameter, as shown below:
−1
Δσ = KT (2t)
f
1−f
(2.11)
where KT is an experimentally determined constant, t the average twin thickness and
f the volume fraction of twins.
In general, the strengthening mechanisms due to phase transitions could be
mainly attributed to the reduction of the dislocation mean free path (a Dynamic HallPetch effect)1 . At the same time, however, a controversial point arises regarding the
effect of phase transitions (i.e. mechanical twinning and martensitic transformation)
on the strain hardening behaviour, i.e. whether they give rise to a hardening or
softening contribution.
It is obvious that a study of mechanical twinning in single crystals would be
one of the best methods to look at the contribution of twinning to the strain hardening
1
It is also found that there is a strengthening contribution from transformation of glissile dislocations to sessile ones inside the mechanical twins (Kalidindi et al., 2003).
40
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
behaviour. Mori and Fujita (1977) examined the work hardening behaviour of Cu-8
at.% Al single crystals, and we present one of their stress-strain curve for a [001]
single crystal in Figure 2.20. It can be seen that there is a a reduction of the work
hardening rate at about 35% strain. Metallographic examinations revealed that it
is the activation of primary twinning alone (up to point a) which gives rise to this
softening effect. As deformation continues, a new increase of work hardening rate is
observed (from a to b) when they found that conjugate twins systems were activated.
Figure 2.20: Stress-strain curve of a near [001] single crystal of Cu-8 at.% Al (Mori &
Fujita, 1977).
It may be of interest to see why twinning or martensitic phase transition can
induce a softening effect. First, either twinning or martensitic transformation process
can accommodate large strains. Consider a steel which is typical of a yield strength of
200 MPa, then the maximum elastic strain it can reach is around 10−3 by assuming
the Young’s modulus is about 200 GPa, whereas the shear strains associate with
√
√
twinning and ε martensitic transformation are 0.707 (or 2/2) and 0.353 (or 2/4),
41
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
respectively. Furthermore, a recent study (Kalidindi et al., 2003) shows that there is
a textural softening effect associated with twinning, which caused by reorientation of
the material to a more favorable orientation for slip.
Similar strain hardening behaviour was also observed by Adler et al. (1986)
in Hadfield manganese polycrystals. They further made analysis on transformable
alloys including stainless steels in which γ → α martensitic transformation takes
place. Figure 2.21 presents their analysis of a transforming stainless steel. The curves
labeled σγ and σα represent the stress – strain curves of stable γ and α’ martensite,
respectively. The σexp is the measured flow stress of a transforming alloy with the
volume fraction f against the plastic strain is represented by the lower f – curve.
The “static hardening” contribution of the transformation product is estimated by
the curve σs using a simple “rule of mixture”. It can be seen that there is a notable
difference between the σs and σexp , which can be defined as the “dynamic softening” contribution Δd. This “dynamic softening” effect is attributed to the phase
transformation as a deformation mechanism. As deformation proceeds when transformation starts saturating, the dynamic softening effect is diminishing whereas the
“static hardening” contribution appears to be predominant, leading to a decrease of
Δd in the later stage of deformation. In addition to experimental observations, a constitutive model which describes the transformation plasticity due to strain-induced
martensitic transformation also reveals that the hardening contribution comes from
the transformation products but the softening effect is associated with the transformation itself (Stringfellow et al., 1992).
To further understand this complex effect, we can refer to one of Remy’s
model (1978a) which was originally used to explain the extra work hardening due to
42
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.21: Strain hardening behaviour and γ → α martensitic transformation kinetics
of austenitic steel deformed at -50° (Adler et al., 1986). Flow stresses σα of martensite and
σγ of austenite obtained from similar alloys are used to define static flow stress σs of two
phase mixture; σexp is measured flow stress of transforming alloy.
mechanical twinning1 :
dP = (1 − f ) dM + T df
(2.12)
which implies that the applied strain P results mainly from the matrix slip M and
the shear associated with twinning. f in the above equation is the volume fraction
of twins (or that of martensite), and T is the strain contribution of twinning (or
martensitic transformation). Eq. 2.12 predicts that whether the matrix strain is
lower or harder than the applied strain is dependent on the actual kinetics of phase
transition f (P ), and this will thus give rise to a softening or hardening contribution
to the strain hardening behaviour.
1
The Eq. 2.12 is valid for small strains; at large strains when all matrix dislocations can slip
across the twin boundaries, it changes to dP = dM + T df
43
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
It is not hard to see that the phenomena observed in the strain hardening behaviour associated with the mechanical twinning and martensitic transformation are
essentially the same. Then, we like to clearly summarize that the effect of mechanical twinning and deformation induced martensitic reactions on the strain hardening
behaviour of the materials is truly dependent on the stage of deformation, or more
specifically, the transformation kinetics. At low strains, with increasing rate of phase
transition, which could be either mechanical twinning or martensitic phase transformation, the strain hardening is reduced due to the dynamic softening associated
with phase transition process as deformation mechanisms; at large strains when phase
transition rate begins saturating, however, the static microstructural hardening of the
transformation products would then raise the strain hardening.
2.3.2
Plasticity Induced Phase Transitions: Mechanical Driving Force
It is equally interesting to look into the interaction between phase transitions
and plasticity in terms of how plasticity affects the phase transitions. This issue is
fundamentally relevant to the other general factor on which phase transitions depend
— mechanical driving force1 . In the present part, we will briefly review the effect of
plasticity on phase transitions. We will then continue with assessment of one closely
relevant topic, CRSS (Critical Resolved Shear Stress) for mechanical twinning, which
has much scientific interest.
1
The thermodynamic aspect of phase transition has been reviewed in section § 2.2.3.
44
M.A.Sc. Thesis by Xin Liang
2.3.2.1
Materials Science & Engineering—McMaster 2008
Kinetics of phase transitions
The role of plasticity on phase transitions might be best studied by investigating the kinematics of phase transitions, i.e. the amount of transformation products
(mechanical twinning or martensite) as a function of applied strain or stress. In the
study on strain induced γ → ε martensitic transformation in high manganese alloys, Remy (1977a) found that the transformation curve has a sigmoidal shape and
approaches saturation below 100% transformation. Furthermore, he also reported
that the approach to saturation is significantly influenced by the temperature or the
stacking fault energy via the change of temperature. Similarly, in the work on the
kinetics of FCC deformation twinning in Co-33Ni alloy, Remy (1978b) concluded
that the kinetic curve for deformation twins has a parabolic shape and approaches
saturation below 50% transformation, and the critical strain for twinning is an increasing function of temperature. Recently, quite similar kinetics were also observed
in an austenitic Fe-Mn-C steel in which both mechanical twinning and deformation
induced γ → ε martensitic transformation take place during the uniform tensile deformation (Hyoung Cheol et al., 1999). Figure 2.22 shows their results in which
the kinetics for both strain induced ε martensitic transformation and deformation
twinning are presented.
2.3.2.2
Influence of pre-deformation
The pre-deformation could also have a significant influence on the phase transitions in the subsequent deformation. In the study of strain induced γ → ε martensitic
transformation in high manganese alloys, it is found that austenite pre-deformation
45
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.22: Transformation curves showing the volume fraction of (a) ε-martensite and
(b) deformation twin as a function of inelastic strain (Hyoung Cheol et al., 1999).
usually leads to a reduction of the amount of the strain-induced ε martensite (Sipos
et al., 1976) or a decrease in the Ms temperature which is the temperature for spontaneous transformation (Tsuzaki et al., 1991). The the austenite stabilization due to
prior deformation is attributed to the block-refining of the austenite grains by dislocation structures and/or mechanical twinning that are produced by the pre-deformation.
On the other hand, Remy (1977a) observed an opposite effect of austenite
pre-deformation on the strain induced γ → ε martensitic transformation in high
manganese alloys compared with the above observations, that is, the prior deformation of austenite will enhance the kinetics of martensitic transformation. He further
proposed explanations to such conflicting effects by arguing that the pre-straining of
austenite has two influences. The first one is just what we have mentioned in the first
paragraph. The second effect comes from the defects such as deformation induced
stacking faults which provide nuclei for the transformation and therefore enhance
46
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the kinetics. However, the second influence will vanishes and becomes minor at high
strains.
As for mechanical twinning, it is generally believed that the pre-deformation
suppresses it. Further studies revealed that the pre-straining inhibits the twin nucleation rather than the growth (Christian & Mahajan, 1995).
2.3.2.3
CRSS for mechanical twinning
The question of whether there is a critical resolved shear stress (CRSS) for
mechanical twinning has been a controversial one. In a comprehensive review on deformation twinning by Christian and Mahajan (1995), they described the difficulty
of verifying the presence of CRSS for mechanical twinning, or the validity of the
Schmid’s law for twinning. First, there has been difficulty of defining the “twinning stress” from the measured deformation behaviour, as it is suggested to consider
separately the stress required for nucleation of a twin and the stress for subsequent
growth. Furthermore, the scatter in measured twinning stresses is generally too large
and the range of orientations available is too small to adequately test the hypothesis
of CRSS or Schmid’s law for mechanical twinning.
Szczerba et al.(2004) investigated the CRSS in FCC crystals by testing and
examining the Cu-8 at.% Al single crystals. Their results show that the activation
of a particular twin system follows a CRSS law, which is analogous to Schmid’s law
for slip. In addition, they further established a criterion for the onset of twinning,
i.e. three necessary conditions should be met simultaneously. Firstly, the ratio of the
resolved shear stress (RSS) to the critical stress of a twin system should be greater
than that of any other slip system; secondly, the RSS should be sufficiently large
47
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
to reach the minimum stress for the activation of twinning; thirdly, the RSS should
satisfies the sense of a twin shear.
SECTION 2.4
Correlation between Phase Transitions and
Fracture Behaviour
In the preceding section, we have reviewed the interaction between phase transitions and plasticity. The present section is aimed to address the issue of correlation
between phase transitions and fracture process in metals and alloys. In the first part,
we would like to describe the influence of deformation induced martensitic transformation, especially in Fe-high Mn binary alloys. The second part of this section will
then deal with the interrelationship between mechanical twinning and the fracture
process in a variety of metals and alloys.
2.4.1
Influence of Deformation Induced Martensitic Transformation on Fracture Properties
Relevant to the present work is the study was made by Tomota et al. (1987),
on the relationship between toughness and microstructure (including the evolution of
microstructure) in Fe-high Mn binary alloys. We present one of their main findings
on the fracture properties of a series of Fe-high Mn alloys in Figure 2.23. In the
case of the Fe-25Mn alloy, they found that the ε martensite transformation products,
which could either form upon cooling to room temperature or by deformation, are
48
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
detrimental to the toughness. This can be realized by the comparison between the
fracture propertis of Fe-25Mn (initial microstructure: γ +ε) and Fe-31Mn or Fe-36Mn
(initial microstructure: single-phase γ), as shown in Figure 2.23.
Figure 2.23: Fracture properties of Fe-high Mn alloys as a function of temperature (Tomota
et al., 1987).
Furthermore, stress concentrations were observed at intersections of deformation induced ε martensite plates with other products such as pre-existing ε plates,
deformation bands or even another set of deformation induced ε plates, which lead to
micro-void nucleation at these intersection sites. The micro-voids then grow to connect with each other as void sheets along the {111}γ interfaces between the austenite
and the ε plate, forming a flat and dimpled fracture surface. However, if the ε
martensite can further transform to α’ martensite with continuing deformation, as
in the case of Fe-16Mn which also starts with a mixture of γ and ε, considerably
improved toughness will be then obtained. A comparison between Fe-25Mn and Fe16Mn in Figure 2.23 clearly illustrates this point. The explanation for this behaviour
is that the transformation strain associated with the formation of α’ phase at the ε
intersections lowers the local internal stress at the impingement sites.
49
M.A.Sc. Thesis by Xin Liang
2.4.2
Materials Science & Engineering—McMaster 2008
Interrelation between Mechanical Twinning and Fracture Process
There is not much work on the study of the interrelationship between defor-
mation twinning and fracture which is specific to high manganese alloys, so we have
to borrow a number of case studies in other types of metal and alloys, but they would
also be very helpful to understand this issue in high Mn alloys because they are essentially the same process by nature. The review on this topic in FCC and HCP crystal
structures, will be made.
2.4.2.1
Twin and fracture in FCC metals and alloys
We also need to notice that FCC metals are usually ductile, and stress concentration at twin-grain boundary impingement may not cause crack initiation because
strain compatibility requirement at the grain boundaries is easy to satisfy due to a
large number of available slip and twinning systems (Remy, 1978a). All these characteristics of deformation twinning in FCC materials make its correlation with fracture
process not so obvious. The study on the role of mechanical twinning on the fracture
of FCC metals and alloys is thus not as extensive as in the case of twin-brittle cleavage
fracture interrelation in BCC. materials.
However, we are attempting to make some insights into the twinning-fracture
interrelationship in FCC metals by reviewing some recent work. In the first part, the
influence of mechanical twinning on the fracture process will be examined, mostly in
the case of γ(TiAl) alloy. Furthermore, a further understanding of fracture process
in FCC metals from microscopic perspective will be presented and discussed.
50
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Effect of Twinning on the Fracture Process:
Although not as frequently as in BCC. materials, micro-cracking at twin-twin
intersection were also observed in some FCC metals and alloys, for example, a type
of austenitic steels containing 20% chromium (Christian & Mahajan, 1995). In addition, Remy (1978a) also summarized some twin associated fracture in FCC materials
like crack path along the (111) twinning planes or annealing twin boundaries, and
crack initiation at the impingement of a twin band with grain boundary. A recent
study (Bieler et al., 2005) on TiAl just gives such an example, which shows micro-crack
nucleation at the intersection of twin with grain boundary, as is shown in Figure 2.24.
Figure 2.24: Micro-cracks developing between grain 1 and 2 where twin shear stress causes
a local tension opening force (Bieler et al., 2005).
Figure 2.25 presents a HRTEM observation of twin-twin intersection in γ(TiAl) (Appel, 2005). It is shown that the mismatch and associated internal stress in the area
of intersection of two twins lead to subsidiary twins (see arrow 2 in the figure) and
emissionary dislocations (see arrow 3 in the figure). Furthermore, the strain contrast
in HRTEM image indicates that dense defects border the intersection zone, which at
51
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
low temperature can give rise to crack formation.
Figure 2.25: High resolution electron micrograph of intersection of two mechanical twins
in a γ grain of TiAl alloy. Compression at room temperature to strain = 3% (Appel,
2005).
All these experimental evidences demonstrate the detrimental effect of twinning on fracture properties due to the associated stress concentration. This may be
understood by the fact that the (111) twinning planes also serve as the slip planes in
FCC materials, which can easily cause micro-cracking due to pile up of dislocations
blocked by twin bands or twin-twin intersections.
However, there are also some beneficial effects of twinning on fracture properties. For instance, it is found that TiAl containing Nb element demonstrates a
combination of high strength and reasonable ductility (Appel, 2005). A further study
shows that addition of Nb into TiAl alloy changes its microstructure to laminar style
which gives rise to misfit dislocations that facilitate the formation of mechanical
twinning. The activation of mechanical twinning is found to be able to release the
stress concentrations at constrained grains and shield the crack tips. In addition, a
52
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
macroscopic fracture toughness test also implies the beneficial effect of twinning. The
toughness tests were done on two TiAl samples: one is un-deformed and the other
pre-deformed to = 4%. The fracture toughness results show that the pre-deformed
sample demonstrated a higher value of toughness than the un-deformed sample. As
is already confirmed that mechanical twinning occurs in the material pre-deformed
to a degree of 3%, it may imply that deformation-induced defects such as mechanical
twinning can resist crack tip propagation.
Fracture Process in FCC: Slip or Twin?
To get a good understanding of the fracture process in FCC materials, it is
necessary to investigate this issue at a microscopic or even atomic level. Appel (2005)
found that crack propagation can be accompanied by either a limited amount of plasticity by dislocation slip, as can be seen in Figure 2.26 where two dislocations are
arranged in a dipole configuration around a crack, or the initiation and growth of
mechanical twinning which can be appreciated from Figure 2.27. Therefore, it seems
that the fracture process in FCC metals and alloys is complicated and a competition
mechanism between mechanical twinning and dislocation slip during crack propagation process is thus possible.
Recently, Warner et al. (2007) applied analytical model and atomic multiscale simulations to investigate the fracture process in FCC metals and proposed a
method to predict whether mechanical twinning or dislocation slip occurs during a
crack propagation process. An investigation like this is significant because a competition between full dislocation emission and twinning at the crack tip influences the
nature of crack tip blunting and thus plays a role in determining ductile (dislocation
slip) versus quasi-brittle (twinning) fracture behavior. Such a competition is espe53
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 2.26: High resolution micrograph of a crack tip in a TiAl alloy with lamellar
microstructure. The generation of a dislocation dipole is indicated by the arrow 1 and also
in the inert (Appel, 2005).
Figure 2.27: Association of mechanical twinning and fracture in TiAl alloy. (a) Crack
propagation along 111 planes; (b) High resolution image of detail (1) in (a) showing a twin
formation ahead of the crack tip (Appel, 2005).
cially obvious in FCC materials because slip and twinning occur through the same
set of crystallographic systems. The above researchers imagined the two competing
54
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
processes near a crack tip like this: dislocation slip occurs when a leading partial dislocation is followed by a trailing partial dislocation on the same slip plane, creating a
full dislocation and leaving no stacking fault behind, whereas twinning occurs when
a leading partial dislocation is followed by a twinning partial dislocation of the same
Burgers vector on the adjacent slip plane, leaving a micro-twin boundary. The two
competing processes are illustrated in Figure 2.28.
Figure 2.28: Schematic diagram of two possible modes of crack-tip plasticity in FCC metals. (a) Nucleation of leading partial dislocation; (b) full dislocation emission via nucleation
of a trailing partial; (c) micro-twin formation via nucleation of a twinning partial (Warner
et al., 2007).
As can be appreciated from Figure 2.28, the fracture process can be thought
of as two stages. First event is the nucleation of a leading partial dislocation, and
the second step is nucleation of either a trailing partial or twinning partial which
determines the plasticity mode near the crack tip. In Warner et al.’s work (2007),
the second step is simulated in the case of Al at 300 K with a fixed applied stress
55
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
intensity factor and the time required for the nucleation of either a trailing or twinning
partial is calculated. The result is shown in Figure 2.29. It is found that both the
simulation and analytical results indicate that there is a transition time from twinning
to full dislocation emission with decreasing load or increasing time. The transition
time represents the expected time at which full dislocation nucleation is favored over
twinning at a certain temperature (e.g. at room temperature in the current work).
Figure 2.29: Time to nucleation of a trailing or twinning partial versus applied load in Al
at 300 K (Warner et al., 2007).
2.4.2.2
Twin and fracture in HCP metals and alloys
It may be necessary to acknowledge at the beginning that twinning in HCP
materials has its own features that are distinct from BCC and FCC metals. For
example, twinning in HCP materials is often a ductilizing rather an embrittling agent
since twin formation helps to compensate for the small number of slip systems and in
particular the difficulty of c + a slip (Christian & Mahajan, 1995). Yoo (1978) also
56
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
reported that the HCP metals with extensive ductility usually twin profusely in both
”tension” and ”compression” types and more than one mode in each type, while those
with limited ductility twin only by the {101̄2} mode. Twinning in HCP metals also
has the beneficial effect of making unfavorably orientated grains for slip and twinning
oriented in a more favorable position. In addition, unlike in BCC brittle metals, the
stress concentration at a terminated twin in HCP metals is not necessarily relaxed
by the crack initiation; the relaxation near a twin tip by dislocation slip (emissionary
slip) is found to be more energetically favorable than to nucleate micro-cracks. All
these attributes of twin in HCP metals complicate the interrelationship between twin
and fracture, and lead to little direct evidence of the association of twins with cracks
compared to that in BCC materials (Christian & Mahajan, 1995). However, two
selected topics are presented here, namely twin intersections and crack tip process,
which the author hope may shed some light on the relationship between twin and
fracture in HCP metals.
Twin Intersections in HCP: Twin or Crack?
Areas of intersection are not always the nucleation site for micro-cracks in HCP
metals, and twin nucleation instead of micro-cracks is observed for some materials.
Whether twin or crack form in these intersection areas is to some degree decided by
the ratio of fracture stress to the stress required for twin nucleation (Yoo, 1978). For
example, twin nucleation is usually observed in these intersection regions in metals
like Zr and Ti whose fracture strength is much higher than twinning stress, whereas
in Be twins are not formed because the fracture stress is smaller than twinning stress.
In the case of twin-twin intersection, whether twin or crack occurs is also affected by the number of available twinning systems in the material concerned (Yoo,
57
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
1978). It is found that when a twin is impinged by another twin, second-order twinning within the first twin, if it is available, can facilitate the twin-twin intersection
process and an appreciable amount of plastic deformation is thus produced. On the
other hand, relatively brittle HCP metals like Zn and Be only exhibit one twin system
impingement of one twin with another, which cause a high local stress concentration
so that nucleation of micro-crack is chosen as a way of relaxation.
Crack Tip Process and Plasticity in HCP Metals:
It is also of interest to consider the cases where crack tip propagation is blocked
by an obstacle such like a twin band or a grain boundary. It is found that when a
propagating cleavage crack intersects with a twin, its path can be either changed into
the equivalent habit system in the twin or into a way along the twin-matrix interface.
However, when such a running crack intersects with a grain boundary, there are a
number of possibilities that would occur. For example, the crack may be bifurcated
or a transgranular crack may be changed to be an intergranular one (Yoo, 1978).
Besides the crack tip propagation process, the issue of plastic deformation
behavior around the crack tip is also a concern. Kucherov and Tadmor (2007) applied
molecular simulation to deal with this issue in the case of HCP metals. It is revealed
that mechanical twinning nucleate in the vicinity of the crack tip and such a process
can be considered as two stages. In the first stage, initial plastic deformation occurs
within a thin layer ahead of the crack which may involve basal slip, crack tip blunting
by the formation of Frank partials and an HCP to FCC phase transformation that
is produced by Shockley partials emitted from the crack tip; in the second stage,
a twin forms in the surrounding HCP matrix or in the transformed FCC regions.
A simulated atomic arrangement that shows the consequence of these two stages is
58
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
shown in Figure 2.30.
Figure 2.30: In the vicinity of a crack tip: twin formation and transformed FCC lamellar
regions in the HCP matrix (Kucherov & Tadmor, 2007).
SECTION 2.5
Critical Comments
The phenomenological approach into the strain hardening behaviour, which
was proposed by Kocks and Mecking (2003), could successfully describe and predict
the strain hardening behaviour of pure (FCC) metals with a variety of stacking fault
energies as well as with a wide set of temperature and strain rate. However, there are
two main differences between the Fe-Mn alloys and these pure metals. The first one
is that prominent solid solute effect may exist due to the large Mn content in the FeMn alloy system. The second one is that deformation induced phase transitions can
take place during the straining. In the present work, we will follow the mechanical
59
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
response of two Fe-Mn alloys, which are Fe-30Mn (single phase austenite) and Fe24Mn (austenite + ε martensite), and produce a basic outline by extending Kocks and
Mecking’s model to clarify the influence of SFE and strain induced phase transitions
on the work hardening behaviour of Fe-Mn alloys.
In the works on fracture behaviour of high manganese alloys, most of the observations are made on fracture surface, i.e. fractography. but few works investigated
the section perpendicular to the fracture surface. As the stress state changes in the
tensile test when necking occurs, it is of our interests to examine the microstructure developed in the necked region, and evaluate its correlation with the damage
initiations and strain localizations, which might be associated, to some degree, with
deformation induce phase transitions.
60
CHAPTER
THREE
EXPERIMENTAL TECHNIQUES AND METHODS
The literature review points to a complex interrelationship between the composition, microstructure, deformation mechanisms and mechanical response in high
manganese alloys. Clarification of these interdependencies necessitates careful experimental research. Good experimental designs and proper choices of techniques become
an important part or step in the overall research project. The current chapter reviews
the experimental techniques and methods used in this work. To start, information on
the materials under study and the sample preparation methods are introduced. We
then describe the experimental techniques that we used to investigate the microstructures, deformation mechanisms and fracture behavior. The methods that we used to
obtain and/or derive the results are also described.
61
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 3.1
Materials under Study
3.1.1
Choice of Materials and Composition Analysis
The present thesis is focused on two Fe-high Mn binary alloys which are des-
ignated: Fe-24Mn and Fe-30Mn. The alloys were prepared by Arcelor-Mittal, metz,
France. The composition of both alloys was analyzed by three techniques:
• Glow discharge optical emission spectrometry or GDOES (GD PROFILER
HRTM by JY Horiba)
• Inductively coupled plasma-optical emission spectrometry or ICP-OES (Varian
Vista-Pro)
• LECO Carbon and Sulfur Determinator (combustion method)
Results of composition analysis for both alloys are summarized in the table
below by averaging the results from GDOES and ICP-OES. The carbon content was
solely determined from the combustion method.
Table 3.1: Results of composition analysis in Fe-24Mn and Fe-30Mn binary alloys.
Fe
Mn
C
S
Fe-24Mn
75.57 wt. %
24.30 wt. %
0.0163 wt. %
0.0052 wt. %
Fe-30Mn
69.08 wt. %
30.79 wt. %
0.0160 wt. %
0.0060 wt. %
The two types of alloys demonstrated dramatically different equilibrium microstructures at room temperature due to the effect of manganese on the phase stability of austenite with respect to ε martensite. The difference in the microstructure
62
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
with which we started off was expected to give rise to different mechanical responses.
In addition, the stacking fault energy (SFE) is an important factor in determining the
deformation mechanisms and it is also known that the manganese content considerably influences its values. According to Allain’s SFE calculation model (2004a), the
two alloys were supposed to have different levels of SFE values and thus different deformation mechanisms. As such, the mechanical response of both alloys is expected to
differ significantly. Therefore, a study of these two alloys will provide a huge amount
of information to clarify the relationship between composition, microstructure and
mechanical behavior of Fe-high Mn binary alloys.
3.1.2
Thermal Treatment
It is well known that both cooling rate and super-cooling temperature can
affect the phase transformation process. There is early research work on Fe29Mn,
Fe30Mn (Remy, 1977c) and Fe31Mn alloys (Tomota et al., 1986) which concluded
that these alloys remain fully austenitic after a water quench to room temperature.
The Fe-30Mn alloy was annealed at 1173 K (or 900 ◦ C) for 2 hours with a flow of
argon gas in the furnace. The alloy was quenched in oil instead of water in order to
reduce internal quenching stress.
In the water-quenched Fe-25Mn alloy, approximately 45 percent (volume fraction) of ε martensite was observed (Tomota et al., 1986). The other phase was
austenite and no α’ martensite was found. We then need to ask whether the amount
of ε martensite phase in our Fe-24Mn alloy varies with the cooling paths after annealing. To investigate this issue, we applied three cooling methods and different
subsequent cooling paths to the Fe-24Mn alloy after the same annealing process as
63
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
for Fe-30Mn alloy. Totally, we come up with six different thermal treatments which
were schematically illustrated in Figure 3.1 followed by the description.
Figure 3.1: Schematic diagram of thermal processes for Fe-24Mn alloy.
A (FC): Annealed → furnace cooled to room temperature (293 K);
B (FC + N): Annealed → furnace cooled to room temperature → soaked in liquid
N (77 K) for 1 hour → brought to room temperature;
C (OQ): Annealed → oil quenched to room temperature;
A’ (WC): Annealed → water quenched to room temperature;
D (WC + DI): Annealed → water quenched to room temperature → soaked in dry
ice (195 K) for 1 hour → brought to room temperature;
B’ (WC + N): Annealed → water quenched to room temperature → soaked in
liquid N for 1 hour → brought to room temperature
The Vickers micro-hardness measurements were carried out on all six thermaltreated samples to check whether we got substantial change of phase fractions. The
64
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
testing results are summarized in Table 3.2. Description of Vickers micro-indentation
experiments can be referred to the section § 3.4.1.
Table 3.2: Summaries of Vickers micro-hardness testing results (HV ).
A (FC)
B (FC+N)
C (OQ)
210±16
215±18
226±37
A’ (WC)
D (WC+DC)
B’ (WC+N)
218±16
232±18
214±19
It is seen from Table 3.2 that the hardness values of these samples were in the
same level. This implies that these thermal paths produced approximately the same
phase fractions. We also examined the microstructures of these samples using light
microscope. Figure 3.2 selectively shows the optical microstructures of some samples.
Information on metallographic preparation and observation is described in section
§ 3.2.2 and § 3.3.1.
As Figure 3.2 shows, there was no significant difference among these different
thermal-treated samples in terms of optical microstructures1 except a little difference
in grain size. These observations together with our hardness measurements imply that
the cooling rate and subsequent cooling to low temperatures do not have substantial
influence on the amounts of austenite and ε martensite obtained. Accordingly, an oil
quench, which has a cooling rate in-between the furnace cooling and water quench,
was chosen to quench samples for the purpose of studying the mechanical behavior of
Fe-24Mn alloy. The microstructures in both the furnace cooled and oil quenched Fe1
The different phases and/or crystal orientations could be revealed by the tint etching method
that was applied here, but the colorfulness of the optical images rather varied from case to case.
65
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Furnace cooled Fe-24Mn sample
(b) Furnace cooled and soaked at 77 K
(c) Oil quenched Fe-24Mn sample
(d) Water quenched Fe-24Mn sample
Figure 3.2: Optical microstructures of different heat-treated Fe-24Mn samples.
24Mn samples were intensively examined by both optical microscope and transmission
electron microscope, but no difference was found (e.g. see figure 3.2(a) and 3.2(c)).
Hence, there will be no further distinguish between these two samples in terms of
microstructual characterization, and both of them will be referred to “annealed Fe24Mn samples” in the later content, for the sake of simplicity.
66
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 3.2
Sample Preparation
3.2.1
Machining, Cutting and Mounting
The tensile samples and small rectangular pieces were cut from the as-received
steel sheet by Electron Discharge Machining (EDM). This method provided high precision and minimized damage. For further study such as characterization, small pieces
of samples were cut from the tensile samples using Struers Accutome-2 mechanical
saw with a resin bonded abrasive alumina blade.
To avoid the undesired phase transitions due to the heating in the mounting
machine (up to around 185 ◦ C), we usually used the Krazy glue to stick the sample to the bakelite surface as a primary mounting method. The samples were then
easily taken off from the bakelite surface after being immersed in acetone for several
hours. The cold mounting method was also applied, in which a mixture of 15 parts of
Struers epofix resin and 2 parts of epofix hardener was used to mount the specimens.
3.2.2
Metallographic Preparation
Mechanical grinding and polishing was mainly used in the present study to pre-
pare samples for optical metallography and X-ray diffraction (XRD) analysis. It was
also used to prepare the annealed and non-deformed samples for Electron Backscattered Diffraction (EBSD) analysis. The preliminary thinning of TEM specimens also
utilized this mechanical preparation method.
67
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
However, it is of importance to carefully control the mechanical grinding and
polishing process, especially the load applied on the specimens because we are working
on deformation-sensitive materials. Too much load applied on the sample may incur
the undesired phase transitions such as mechanical twining and/or γ → ε martensite
phase transformation. In order to overcome this problem, we used the “EBSD Prep”
mode set in Struers Automatic Polisher, in which the load was well controlled and
set for 5 N per sample. It has been verified that the deformation damage due to
the grinding and polishing process was minimized to such a small extent that the
microstructures would not be affected during the mechanical preparation.
In this “EBSD Prep” mode, fine sand-paper grinding was followed by the polishing using 3 μm and 1 μm diamond paste. For the last step of polishing, 0.05 μm alumina fine polishing was selected to prepare samples for optical metallograhy whereas
the 0.05 μm colloidal silica suspension was used to prepare EBSD samples. The colloidal silica, which had a slight etching effect, was able to remove the residual strain
layer on the specimen surface that came from the mechanical polishing and therefore
improved the quality of EBSD Kikuchi patterns. The time for each step of grinding
or polishing varied from 3 minutes to 10 minutes, depending upon the sample surface
conditions. In the preparation of EBSD samples, the last polishing step with colloidal
silica was at least 30 minutes in order to obtain good indexing quality. Cleaning was
done between each step, and the specimens were finally rinsed with ethanol and then
dried.
68
M.A.Sc. Thesis by Xin Liang
3.2.3
Materials Science & Engineering—McMaster 2008
Tint Etching
The commonly used 2% nital etchant did not work very well for our Fe-high
Mn binary alloys, probably due to the very low carbon content. We eventually found
a tint etching method which did work effectively for our alloys. The samples were
pre-etched in 5% nital for a few seconds, and then rinsed with ethanol and dried.
The second step was to immerse the samples, face-down, in and out of the Klemm’s
I etchant1 on a regular basis to trigger the chemical reaction, till the sample surface
became purple. The samples were then rinsed first with warm water to remove the
residual chemicals and then with ethanol before being dried. This tint etching method
was found to be able to reveal the phase and grain boundaries, as well as the features
coming from mechanical twinning and martensitic phase transformation, although it
was difficult to distinguish between them.
3.2.4
Electropolishing
Indexing Kikuchi patterns of the deformed metals and alloys has been a noto-
riously difficult problem for EBSD analysis due to the substantial amount of strain
left on the sample surface, even after very fine polishing with colloidal silica. A way
of circumventing these difficulties is to electropolish the specimens. By using electropolishing it is possible to not only avoid further strain damage but also remove
the surface residual strain layer.
The electrolyte we use was a 10% perchloric acid dissolved in high purity
1
The Klemm’s I etchant is 50 ml saturated aqueous sodium thiosulfate with an addition of
1 g potassium metabisulfite.
69
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
low carbon (HPLC) methanol. The electropolishing was carried out using Struers
Polectrol Electrolytic Polishing and Etching Apparatus. A cold water circulating
system was running through the electropolishing platform to cool down the electrolyte
during the electropolishing. In the present experiments, the voltage was controlled at
45–50 V, and the time for electropolishing was about 1–2 minutes depending on the
sample surface conditions.
It was found that there was an etching effect accompanying this electropolishing process, which was beneficial to our study because it helped to reveal the
microstructures, especially the features arising from phase transitions. Nevertheless,
such etching effect was not strong and did not considerably affect the detection and
collection of the EBSD Kikuchi patterns.
3.2.5
TEM Specimen Preparation
Specimen preparation for transmission electron microscope analysis consisted
of two steps. The first step was the preliminary thinning process, which typically
applied the same method of preparing samples as that used for optical metallography
(see section § 3.2.2). The two sides of the sample were fine polished and they were
finally thinned to foils with the thickness of around 80 μm. 3-mm discs were then cut
from these TEM foils using a Gatan mechanical punch.
The second step was to finally thin the TEM specimens using the twin-jet
electro-polishing method.
A solution of 10% perchloric acid dissolved in HPLC
methanol was chosen as the electrolyte. The electropolishing process was conducted
at Struers TenuPol-5 Controller Unit. During the electropolishing, the temperature
70
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
of the electrolyte which was in a dry ice and methanol bath was maintained at about
-40 ◦ C by a liquid N cooling system. The voltage was set at around 38 V, and the
perforation of a disc occurred after about 30 to 60 seconds of electropolishing.
3.2.6
Iron Plating
For the investigation of fracture processes and modes, it is useful to look at the
section that is perpendicular to the fracture surface of the tensile samples. However,
to prevent the fracture surfaces from being damaged by the polishing process, we
first electroplated them with a layer of iron. In the present experiment, a mixture
of 288 g ferrous chloride and 57 g sodium chloride dissolved in 1000 ml distilled
water was used as the plating solution. A pure iron rod was partially immersed in
the solution and connected to the anode whereas the fractured tensile sample was
connected to the cathode. The fracture surface that was to be coated was face-down
dipped in the solution. A schematic diagram of the setup is shown in Figure 3.3. The
plating solution was pre-heated up to about 70 ◦ C before the iron plating started. A
few minutes of plating with an electric current of 2 A gave a good quality coating
layer.
71
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 3.3: Schematic diagram of the setup for iron plating.
SECTION 3.3
Characterization Techniques
3.3.1
Optical Microscopy
Optical observations were carried out on the Axioplane2 Imaging System on
a Zeiss Optical Microscope. The images were acquired by North Eclipse v6.0 imaging software. To obtain good contrast between different phases or grains, polarizing
light was used. In some cases, to further enhance these contrasts, and also to reveal the three-dimensional physical relief such as mechanical twins, the Differential
Interference Contrast technique (DIC), also known as the Normaski microscopy, was
utilized.
72
M.A.Sc. Thesis by Xin Liang
3.3.2
Materials Science & Engineering—McMaster 2008
X-ray Diffraction Measurements
Most of the X-ray diffraction work were carried out at Proto Manufacturing
Ltd. The analysis were performed on a Proto LXRD machine fitted with a scanning
2θ arc for phase analysis. The X-ray beam was generated from a chromium (Cr) target
and the Kα = 2.29100 Å was used. A large aperture of 2 mm by 5 mm rectangular
was used in order to sample a random grain orientation distribution, and two runs
were made for each specimen. A snapshot of the configuration for present XRD
measurement is shown in Figure 3.4.
Figure 3.4: Configuration for X-ray diffraction analysis on a Proto LXRD machine.
Some preliminary X-ray diffraction (XRD) measurements on annealed Fe24Mn and Fe-30Mn alloys were also made on a Bruker5 Smart Apex II Mo X-ray
diffractometer at McMaster University. The X-rays were produced from a molybdenum target and had a beam size of 0.5 mm. The sample was continually rotated
during the measurement. Two sites were analyzed for one sample, and four measurements were made on each site. Each of measurements covered a certain range of 2θ
73
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
angles. A schematic illustration is shown in Figure 3.5.
Figure 3.5: Schematic illustration of X-ray diffraction measurements at McMaster.
The XRD data were collected and analyzed in GADDS software (General Area
Detector Diffraction System). The information for the same range of 2θ angle from
two sites was combined in the “Merge” program to obtain a good statistical accuracy.
For example, the data of 1-a and 2-a shown in Figure 3.5 were combined together. In
total, four spectra were generated and further analyzed in TOPAS-2 software which
was used to calculate the phase fractions. The average of these results gave us an
estimation of phase quantities in these samples.
3.3.3
Scanning Electron Microscopy with X-ray Energy Dispersive Spectrum
Most of the secondary electron images were taken from a JEOL JSM-7000F
FEG-SEM (Field Emission Gun Scanning Electron Microscope) with an X-ray EDS
(Energy Dispersive Spectrum). The working conditions varied with the characterization purposes. A working distance of 10–15 mm was usually set for fractorgraphy
while 6–10 mm was used to look at the microstructures on etched samples. The
accelerating voltage was usually set as 10–15 kV for both imaging and EDS.
74
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Some SEM imaging and EDS work was done on a Philip 515 SEM which
was also equipped with an detector for EDS. The working distance was set as around
14 mm and the specimen had to be tilted by 30 ° for X-ray EDS analysis.
3.3.4
Electron Backscattered Diffraction
Electron Backscattered Diffraction or EBSD analysis was carried out on a
JEOL JSEM-7000F FEG-SEM with a CCD (Charge-Coupled Device) detector. The
setup for EBSD analysis was different from the normal SEM imaging in that in the
case of EBSD analysis the specimen had to be tilted by 70 ° so that sufficient amount
of backscattered electrons could travel out of the specimen surface and finally reach
the CCD detector. The accelerating voltage was usually set as 20 or 25 kV for routine
EBSD mapping.
However, to perform high resolution EBSD analysis, the accelerating voltage
was decreased to 15 kV. The reduction of the accelerating voltage led to a decreased
electron-specimen interaction volume, by which the resolution of EBSD analysis was
improved1 . In addition, the specimen was tilted only by 60 ° instead of 70 ° in order
to increase the imaging resolution2 .
The program “Flamenco” in HKL Channel 5 package was used for operating
and controlling EBSD analysis. A binning level of 4×4 or 2×2 was chosen depending
1
However, a further reduction of the accelerating voltage to 10 kV was found to give rather poor
EBSD Kikuchi patterns, and therefore was not used.
2
Under the microscope we were looking at the projected area, it is not hard to understand that
the 70 ° tilting of the specimen seriously degraded the resolution of one direction (Humphreys, 2004).
A somewhat less tilting, i.e. 60 ° could reduce this degradation to some extent, which was helpful to
index some fine features such as mechanical twinning. However, further lowering of tilt angle could
not produce enough backscattered electrons.
75
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
on the quality of Kikuchi patterns. The maximum/minimum bands detection was set
as 5/8 to best distinguish between the austenite (FCC) and ε martensite (HCP)
phases. The file that calibrates the factors such as detector distance and screen
resolution was loaded before indexing and mapping. The size of the mapping and
the choice of the step size varied with characterization purposes and the scale of
the features of interest. For routine microstructural characterization, the step size
was usually set as 0.1–0.3 μm, which was sufficiently small for the microstructure
with an average grain size of tens of microns. On the other hand, a choice of 15–
30 nm was used for high resolution EBSD analysis to resolve sub-micron features.
We also decreased the MAD (Mean Angular Deviation) limit down to 1.0 ° in order
to make the indexing results more accurate1 .
The post-analysis of the EBSD results were mainly made on two programs
included in the HKL package: “Tango” and “Mambo”. “Tango” was used to produce
the band contrast map or EBSD quality pattern, crystal orientation map, inverse
pole figure (IPF) map and the phase map. The band contrast (BC) map, or the
EBSD quality pattern can reveal phase and/or grain boundaries, and could also
distinguish between recrystallized and deformed regions because deformed regions
and interfaces such as grain boundaries usually have a low band contrast value. An
example of band contrast spectrum from an EBSD mapping is shown in Figure 3.6.
Another type of useful mapping is Euler angle colouring, or crystal orientation map, where different orientations were displayed in different colours. This
was realized by assigning different colours to the individual Euler angles according
1
The smaller the MAD values, the more accurate the indexing is. By default, the MAD limit
was set as 1.3 ° which means indexing solutions that were over this value would be discarded. We
increased the indexing accuracy by reducing this limit value.
76
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 3.6: An example of band contrast spectrum from an EBSD mapping.
to a pre-defined colouring scheme, as is shown in Figure 3.7. In the present thesis,
we usually superimposed the band contrast map with the crystal orientation map to
better present the results.
Figure 3.7: The Euler angle colouring scheme for EBSD mapping.
Similar to crystal orientation map, the inverse pole figure (IPF) mapping
allows the crystallographic orientations to be represented in terms of sample coordinate system. The colouring scheme in IPF mapping was defined in standard triangles.
In the present work, we typically have two phases: austenite in FCC crystal structure
and ε martensite in HCP. The IPF colouring schemes for both phases are shown in
Figure 3.8. It is of importance to acknowledge here that we applied the IPF colouring
77
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
schemes for the Z direction, which was normal to the sample surface. To achieve a
better presentation of the results, we also superimposed the IPF map with the band
contrast map.
(a) IPF colouring scheme for FCC (austenite).
(b) IPF colouring scheme for HCP (ε martensite)
Figure 3.8: The inverse pole figure colouring schemes for EBSD mapping.
EBSD phase map, which reveals the different phases within a map, is also
an important way of presenting the EBSD results. Each phase was pre-assigned with
a different colour. In the present study of Fe-high Mn binary alloys, we assigned
the yellow and red colours to austenite (FCC) and ε martensite (HCP) respectively.
Figure 3.9 shows two coloured phase components.
In the above types of EBSD maps, the regions which fail to be indexed are
usually set as white colour without additional notes. In addition, all the grain boundaries with a misorientation angle larger than 15 ° were outlined using a thin black
line. In addition, one special type of grain boundaries deserving attention is the
twinning boundaries that includes both annealing and mechanical twins in austenite
78
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(b) Phase colouring component for ε martensite (HCP)
(a) Phase colouring component for austenite
(FCC).
Figure 3.9: Phase colouring scheme for EBSD mapping.
(FCC). They were determined by setting twinning plane as the {111} crystal plane
and misorientation angle as 60 ° with a deviation of 1 °. The twinning boundaries
were highlighted by thick colourful line, and the coloring scheme varied from case
to case in order to give a clear presentation of the results. The legend for grain
boundaries and twinning boundaries are shown in Figure 3.10. In the present work,
we combined various types of EBSD mapping as above mentioned with FEG-SEM
imaging to investigate the evolution of microstructures and deformation mechanisms.
Note that in some cases there is a somewhat shift between SEM image and EBSD
maps due to the long-time instability of electron beam; however, this does not affect
our analysis and understanding.
We also used the program “Tango” to make the misorientation profile across
the grain boundaries to check the misorientation angles between the neighouring
grains and follow how the misorientation angle evolved. For instance, we used it to
check the different variants of ε martensite which had a misorientation angle of about
70 ° between each other.
We used the program “Mambo” to make the pole figures as well as the inverse
pole figures from the whole mapping or the region defined by the ”Subset” function.
79
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Legend for grain boundary with an distribution of misorientation angles.
(b) Legend for twin boundaries.
Figure 3.10: Legend for grain boundaries and twin boundaries in EBSD mapping.
We also used it to calculate the misorientation angle between two poles in the pole
figures and/or inverse pole figures.
3.3.5
Transmission Electron Microscopy
To capture information on small-scale features such as dislocation structures,
we also carried out TEM (Transmission Electron Microscopy) observations of both annealed and deformed Fe-24Mn and Fe-30Mn alloys on a Philip CM 12 STEM/TEM
operating in TEM mode. The beam energy was set as 120 kV for the present study
and the wavelength of electrons was λ = 0.0337 Å. A couple of techniques such as
bright field imaging (BF), dark field imaging (DF), selected area diffraction analysis
(SAD) were applied. Most of TEM investigation work was mainly conducted together
with Dr. Xiang Wang.
80
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 3.4
Mechanical Testing
3.4.1
Vickers Micro-hardness Measurement
In the present studies, the Vickers micro-indentation was used to obtain the
hardness values of the materials which underwent different thermal paths, as we
have seen in section § 3.1.2. On the other hand, we also made Vickers micro-hardness
indentation to estimate the strength of the materials that were deformed to the degree
of post-uniform deformation. An approximate conversion from the hardness to the
yield strength is given by (Dieter, 1986):
σy ≈
Hardness (MPa)
3
(3.1)
where the hardness values in unit of MPa were obtained by multiplying the Vickers hardness values by 9.807. Such estimated stress values helped to bridge the gap
between the true stress at necking and the fracture stress in the uniaxial true stressstrain plots. Most of the Vickers micro-hardness measurements were carried out on a
LECO M-400-H2 Hardness Testing Machine with a load of 200 g for annealed samples, and 500 g for 70% cold rolled samples. A few tests were done on a SHIMADZU
Micro-hardness Tester (SHIMADZU Corporation, Kyoto) with a load of 200 g.
81
M.A.Sc. Thesis by Xin Liang
3.4.2
Materials Science & Engineering—McMaster 2008
Uniaxial Tensile Testing
Uniaxial tensile testing was performed on both Fe-24Mn and Fe-30Mn alloys
to evaluate their macroscopic mechanical response and investigate the deformation
mechanisms and damage mechanisms. All tensile tests at 293 K were performed
on a 10 kN Instron 5566 tensile testing machine connected to a computer allowing
for control of the testing process and data acquisition. During the tensile tests, the
load was measured by a 10 kN load cell while tensile strain was recorded by a strain
gauge extensometer which was attached to the gauge portion of the tensile specimen.
The displacement rate was set as 1 mm/min which approximately corresponds to a
strain rate of 9 × 10−4 s−1 . The flat rectangular tensile specimens were used for all
tensile tests. The geometry of tensile specimen for 293 K tensile tests is illustrated in
Figure 3.11. The dimension of thickness is around 1.7 mm. Careful measurements of
the gauge length and the cross-section area in the gauge portion were done before the
tensile tests. The experimental setup and tensile specimen geometry for 77 K tensile
tests were different from 293 K tests, and will be described in section § 3.4.2.2. Before
the tensile tests, the tensile specimens were thermally treated as is described in section
§ 3.1.2.
3.4.2.1
Monotonic tensile tests at 293 K
The monotonic tensile tests at 293 K were aimed at looking into the mechanical
behavior of Fe-24Mn and Fe-30Mn alloys at room temperature. Three tensile tests
were done for each alloy to make sure the results were reproducible. The annealed
samples and uniformly elongated part of fractured tensile samples were characterized
using a variety of techniques which have been described in section 3.3. In addition
82
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 3.11: Geometry of tensile specimen for all 293 K tensile tests.
to plotting the engineering and true stress-strain curves, we also presented the work
hardening behavior of both alloys in a couple of plots as follows:
dσT
dT
vs. σT
(3.2a)
dσT
dT
vs. T
(3.2b)
dσT
dT
vs. (σT − σ0 )
(3.2c)
where σT and T are true stress and true strain, and σ0 is the yield strength observed
in the monotonic tensile tests1 . The work hardening rate dσT /dT was plotted from
the yield strength or 0.2% offset till the necking. In the first type of plot, i.e. 3.2a, we
superimposed the σT -σT curve to indicate the occurrence of the necking in the tensile
1
The 0.2% offset method was used to estimate the yield strength of Fe-24Mn alloy which did
not have an apparent yielding point.
83
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
samples according to Considère’s construction, as was given by (Tegart, 1966)
dσT
= σT
dT
(3.3)
In the second type of plot, i.e. 3.2b, we also put the true stress-strain curve on top of
it to understand how the work hardening rate affects the ductility. The last type 3.2c
was used to excludes the changes of yield strength and give a more direct presentation
when only the work hardening rate was concerned. For most of the tensile tests, we
applied these three types of plots to present the results.
3.4.2.2
Monotonic tensile tests at 77 K
It is of much interest to investigate the effect of temperature on the phase
transitions and the consequent deformation and fracture behavior of Fe-high Mn
alloys. The 77 K monotonic tensile testing of both Fe-24Mn and Fe-30Mn alloys were
performed on a 100 kN MTS (Materials Testing System) 810 tensile testing machine
which was connected to a computer for control and data acquisition. Due to the
dramatically high work hardening rate of Fe-high Mn alloys at low temperature, we
altered the specimen shape compared to what we used at 293 K (see Figure 3.11). This
was necessary in order to prevent the slip of the grips. The width of the gauge section
was machined down to about 1.2 mm to reduce the load applied to the tensile sample,
whereas the thickness dimension and gauge length were untouched. Furthermore, a
series of shallow grooves on a spacing of about 2 mm were made on both side of the grip
section of the tensile specimens to increase the holding of the grips. The extensometer
could not be used due to the small cross-section area in the gauge portion; instead,
the displacement was recorded by a linear variable differential transformer (LVDT)
84
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
attached to the actuator piston. The associated error could be ignored since the
maximum load we reached was about 4 kN, which was only a few percent of the
machine’s load capacity. The strain rate was set 9 × 10−4 s−1 , as in the 293 K tensile
tests.
To perform tensile tests at 77 K, the tensile specimens were fully submerged in
the liquid N bath all through the test. To ensure the equilibrium of the temperature
of 77 K, both specimens and grips were completely immersed in the liquid N for about
15 minutes before the start of a test. More liquid N was also added to the liquid N
bath on a regular basis during the test to make sure the tensile sample was wholly
submerged in the liquid N throughout the test.
The noise coming from this testing machine did not affect the presentation
of the stress-strain plots, but they were amplified when we tried to differentiate the
true stress-strain curves to investigate the work hardening behavior. In order to
circumvent this difficulty, we smoothed the data by digitizing the true stress-strain
graphs. We then obtained a reasonable estimation of the work hardening behavior
after differentiating the digitized data. It should be noted that some fine details of
the collected data might be lost during this smoothing process.
3.4.2.3
Interrupted tensile tests at 293 K
In order to study the evolution of microstructures with deformation and further
investigate the deformation mechanisms of Fe-24Mn and Fe-30Mn alloys at 293 K, we
performed interrupted tensile tests. Instead of pulling the tensile sample till fracture
in a monotonic tensile test, we stopped the tests at a series of deformation levels
which were 2%, 5%, 10%, 20% and 30% in terms of true strain. Therefore, we came
85
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
up with five interrupted tests for each alloy. Small pieces were cut from these deformed
tensile samples and were then electropolished. The development of microstructures
with deformation was examined using FEG-SEM imaging. SEM examinations helped
to find the critical stress or strain for the onset of phase transitions. X-ray diffraction
measurements were made to obtain quantitative results as well as to research γ →
ε → α’ martensitic phase transformation with increasing strain. TEM observations
were done on samples that were deformed to a true strain of 20% to investigate
the dislocation structures. To understand which type of phase transitions occurred
first, we performed EBSD analysis on 20% deformed Fe-24Mn tensile sample and the
uniformly elongated part of the fractured Fe-30Mn tensile sample. The latter sample
came from the monotonic tensile test at 293 K.
3.4.2.4
Loading-unloading tensile tests at 293 K
As is already mentioned in section (make the cross-ref to Bauschinger effect),
the flow stress can be considered to consist of three components, i.e. the initial yield
strength σ0 , the isotropic hardening σiso and the kinematic hardening σkin or backstress σB . The conventional Bauschinger test is capable of measuring the backstress
and therefore separating these contributions. However, buckling of the specimens has
been a common problem that prevents the application of the Buaschinger test when
the deformation becomes large. To overcome this difficulty, we performed loadingunloading tensile tests at 293 K. During the test, the tensile sample was first loaded
to the first pre-strain point where the sample was unloaded and then reloaded to the
next pre-strain point without interruption. Such loading-unloading-reloading process
86
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
was repeated at a series of pre-strain points, which were 2%, 5%, 10%, 20% and 30%1 .
Therefore, such a test gave rise to five loops on a true stress-strain curve, as is shown
in Figure 3.12.
Fe-30Mn at 293 K
700
True stress (MPa)
600
500
400
300
200
100
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
True strain
Figure 3.12: Loading-unloading tensile tests on Fe-30Mn alloy at 293 K.
We applied the method developed by Spencer (2004) to calculate the backstresses at every pre-strain point. In order to calculate the backstresses using this
method, one needs to determine the forward flow stress σF and the reverse flow stress
σR , which are schematically shown in Figure 3.13. The forward flow stress σF was
defined as the true stress right before the point of unloading, and it was considered to
1
The pre-strains were true strains.
87
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
500
450
Fe-30Mn at 293 K, loop at 10%
Elastic line-No offset
Elastic line-0.01% offset
True stress (MPa)
400
350
σF
300
250
200
σR
150
100
50
0
0.0975 0.0980 0.0985 0.0990 0.0995 0.1000 0.1005 0.1010
True strain
Figure 3.13: Illustration of calculating the backstress at T =10%.
have three components as above-mentioned, which are shown in the equation below,
σF = σ0 + σiso + σkin
(3.4)
On the other hand, when the material was unloaded, we may expect an unloading
line parallel to the linear elastic line which was taken from the elastic portion of
the tensile test. However, the presence of the backstress in the materials deviated
the unloading line from this elastic line. An offset of the elastic line would intersect
this unloading line, and the flow stress corresponding to this intersection was defined
as the reverse flow stress σR . Spencer and Embury (2004) found that the choice of
the offset only affects the magnitude of backstress, but not the trends of backstress
evolution as a function of pre-strain. An offset strain of 0.01% was used for both
Fe-24Mn and Fe-30Mn alloys in the present studies. The components of the reversed
88
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
flow stress σR are shown in Equation 3.5. Note that during unloading, we have the
opposite direction compared to the loading process, as such the sign of the kinematic
contribution or the backstress was reversed.
σF = σ0 + σiso − σkin
(3.5)
Accordingly, a conjunction of the two equations, i.e. Eq. 3.4 and 3.5, provided a way
of estimating the kinematic hardening contribution or the backstress, as is shown in
Equation 3.6.
σkin , or σB =
σF − σR
2
(3.6)
Note that there was a negative sign in the σR in the above equation, so the backstresses σB were calculated by adding the absolute values of σF and σR and then
divided by a factor of 2. This procedure may seem confusing, but a reminder of the
way of determining the reverse flow stress σR in the Bauschinger test may make it
clear. In the Bauschinger test, the compressive portion of the plot is reflected into
tensile quadrant as has been described in section (make the cross-ref to Bauschinger
effect), and the reserve flow stress σR then has the same direction as the forward flow
stress σF , and should also has a positive sign. However, in the loading-unloading experiment, the reverse flow stress σR would then obtain a sign opposite to σF because
the unloading portion was reflected into the compressive quadrant following the way
as we dealt with the Bauschinger test.
89
M.A.Sc. Thesis by Xin Liang
3.4.2.5
Materials Science & Engineering—McMaster 2008
Tensile tests at 293 K Involving a 77 K Treatment
As has been mentioned before (make the cross-ref to literature review on
factors influencing deformation mechanisms), the processes by which the unstable
austenite transforms to other types of products such as twins, ε and/or α’ martensite, are mainly dependent on both the thermal and mechanical driving force. It is a
fundamentally important to separate the influence of these two factors, but it is also
of much interest to look at the interactions between the two factors. To investigate
the latter issue, we designed a type of test in which the annealed tensile samples
were pre-soaked in liquid N for 1 hour, and were brought out to room temperature,
followed by a monotonic tensile test at 293 K. This test will be referred to Type I
test in the later text, for the sake of simplicity.
3.4.3
Cold Rolling Experiments
The cold rolling experiments were performed on well annealed Fe-24Mn and
Fe-30Mn samples at room temperature to achieve deformations which were not admissible by conventional uniaxial tensile tests. Such experiments would help us to
understand the deformation mechanisms of Fe-high Mn binary alloys at large deformation. Both samples were cold rolled to an equivalent von Mises strain of ¯ = 0.7
according to the following expression (Hosford & Caddell, 1993):
2
¯ = √ ln
3
tf
t0
(3.7)
where ¯ is the true strain that is equivalent to the one in an uniaxial tensile test, and
t0 and tf are the initial and final thickness of the sample, respectively.
90
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
The hardness of the cold rolled samples were measured by averaging 20 Vickers
micro-hardness tests for each sample. In addition, a series of characterization work
was made on these two samples, which included:
• Measurement of phase volume fractions in both samples by X-ray diffraction
• Characterization of microstructures on the surface perpendicular to ND (normal
direction) by SEM imaging, EBSD analysis and TEM investigation
• Characterization of microstructures on TD (Transverse Direction) section by
optical metallography, SEM and FIB imaging
SECTION 3.5
Fracture Analysis
The fracture behavior of Fe-24Mn and Fe-30Mn alloys after different types
of mechanical tests were investigated both qualitatively and quantitatively. These
fractured samples under study were from the monotonic tensile tests at 293 K and
77 K. The techniques and methods we applied to probe the fracture behavior of both
alloys are described in the following sections.
3.5.1
Fractography
Stereoscopic imaging of the fractured tensile samples were carried out on a
Zeiss Stereoscope to obtain the macroscopic observations of the fractured portion.
These observations were made from both the top- and thickness-view of the tensile
samples, and provide a general picture of the fracture modes.
91
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
The fracture surfaces were examined using SEM, which could help us identify
the fracture modes. To obtain the information from one more dimension, we also
examined the thickness sections of these fractured samples using light microscopy.
In order to protect the fracture surfaces during mechanical polishing, they were iron
plated in the way as is described in section § 3.2.6. Both the uniformly elongated
portion and the region close to the fracture surface were examined. To investigate the
microscopic damage mechanisms, the thickness sections were then electropolished and
further studied under FEG-SEM. X-ray EDS analysis was also performed on selected
sites, for example, to analyze the composition of inclusions.
3.5.2
Estimation of Fracture Stress and Strain
Estimation of fracture stress and strain from the uniaxial tensile tests provided
us a quantitative way of understanding the fracture mechanisms in both alloys. The
true fracture strain f and true fracture stress σf in the uniaxial tensile tests were
calculated according to the expressions below
f = ln
σf =
Lf
Af
A0
Af
(3.8a)
(3.8b)
where A0 is the original cross-section area of the gauge portion, and Af is the one at
fracture. The cross-section area at fracture Af was determined using imaging analysis
in which we first imaged the fracture surface using stereoscope and then measured
the area with North Eclipse v6.0 imaging software. In Eq. 3.8b, Lf is the load at
the point of fracture.
92
CHAPTER
FOUR
EXPERIMENTAL RESULTS FOR FE-30MN: A
SINGLE-PHASE HIGH MANGANESE TWIP-TRIP ALLOY
Following the experimental techniques and methods, we will present the experimental results for the Fe-30Mn alloy in this chapter. Results for the Fe-24Mn
alloy will be dealt with in Chapter 5. In section § 4.1 we will focus on the mechanical
response of the Fe-30Mn alloy at 293 K, in which we evaluate the work hardening
behavior and evolution of microstructure as a function of true strain. The fracture
behavior of the Fe-30Mn alloy at 293 K is also researched. Then we switch, in section § 4.2, to the mechanical behavior of the Fe-30Mn alloy at 77 K. The deformation
behavior due to a treatment at 77 K are also presented in section § 4.3. The effect of
strain path on the mechanical behavior are investigated in section § 4.4 by 70% plane
strain compression.
93
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 4.1
Mechanical Response, Microstructural
Development and Fracture Behavior of the
Fe-30Mn Alloy due to Uniaxial Tension at 293 K
In the present section, we focus on the mechanical behavior of the Fe-30Mn
alloy at 293 K. We will first look at its macroscopic mechanical response from the
uniaxial tensile tests, followed by the work hardening behavior and the development
of backstress with plastic deformation. A comprehensive characterization work on
the evolution of microstructure as a function of true strain will be presented. Further
investigations involving EBSD and TEM analysis on selected degrees of deformation
will be presented. We will then look into the fracture data. Both macroscopic and
microscopic observations of the fracture behavior of the Fe-30Mn alloy at 293 K will
be given as the last part of this section.
4.1.1
Mechanical Response and Work Hardening Behavior
of the Fe-30Mn Alloy at 293 K
The mechanical response of the annealed Fe-30Mn alloy at 293 K are presented
in terms of engineering stress – strain curves as well as the true stress – strain curves,
as is shown in Figure 4.1. The behavior of three monotonic tests shows that the results
are quite reproducible. For later comparisons and discussions, we choose test 3 as a
representative behavior of the Fe-30Mn alloy at 293 K. It can be estimated that the
94
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Fe-30Mn alloy has a yield strength of about 150 MPa and a ultimate tensile strength
of 490 MPa at 293 K. The Fe-30Mn alloy achieves its maximum uniform tension at
T = 37.3% at 293 K. On the other hand, the engineering stress – strain curve in
Figure 4.1(a) implies that there is a substantial amount of post-uniform deformation
before final fracture take place.
To look at the work hardening behavior, we constructed the dσT /dT vs. σT
plot superimposed with the σT – σT line, as is shown in Figure 4.2. It can be seen
that necking takes place when the true stress reaches the value of the work hardening
rate, as predicted by Considère’s construction.
From the loading-unloading tensile tests at 293 K, we estimated the backstresses σB at a series of pre-strain of 2%, 5%, 10%, 20% and 30%. The method of
calculating the backstresses has been described in section § 3.4.2.4. The development
of the backstress in the Fe-30Mn alloy as a function of true strain T is shown in Figure 4.3. In order to understand the kinematic hardening contribution to the overall
hardening behavior, the plot of the true flow stress σT against true strain T was also
superimposed. It is found that the backstress initially increases with plastic strain
but saturates at T = 20%.
4.1.2
Evolution of Microstructures in the Fe-30Mn Alloy as
a Function of True Strain at 293 K: An Overall Picture
To give a general view on how the microstructure of the Fe-30Mn alloy develops
with plastic deformation at 293 K, we first present our FEG-SEM observations of
the microstructure at different stages of uniform tensile deformation. Then we will
95
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Engineering stress (MPa)
500
400
300
200
100
0
Monotonic test 1 at 293 K
Monotonic test 2 at 293 K
Monotonic test 3 at 293 K
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Engineering strain
(a) Engineering stress – strain curve
800
Monotonic test 1 at 293 K
Monotonic test 2 at 293 K
Monotonic test 3 at 293 K
700
True stress (MPa)
600
500
400
300
200
100
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
True strain
(b) True stress – strain curve
Figure 4.1: Mechanical response of the Fe-30Mn alloy at 293 K: (a) Engineering stress –
strain plot and (b) True stress – strain plot.
96
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Work hardening rate, true stres (MPa)
4000
Work hardening rate at 293 K
σT - σT
3500
3000
2500
2000
1500
1000
500
0
100
200
300
400
500
600
700
True stress (MPa)
Figure 4.2: Work hardening behavior of the Fe-30Mn alloy at 293 K: work hardening rate
vs. true stress.
show our XRD results which describes the evolution of phase fractions with plastic
deformation.
4.1.2.1
FEG-SEM observations of microstructural development upon uniaxial tensile deformation at 293 K
In order to understand the deformation mechanisms at 293 K, we characterized
a series of microstructures spanning the whole uniform tensile deformation by FEGSEM imaging. Figure 4.4 to 4.10 show the SEM images of microstructures at different
degrees of deformation.
Figure 4.4 reveals that annealed Fe-30Mn alloy has a microstructure consisting
of uniform equi-axed grains with a grain size of 20–50 microns. Annealing twins are
found to be prevalent in the microstructure after annealing. Further investigations
97
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
True stress, backstress (MPa)
800
Flow stress at 293 K
Backstress at 293 K, 0.01% offset
700
600
500
400
300
200
100
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
True strain
Figure 4.3: Development of the backstress in the Fe-30Mn alloy at 293 K: plot of both
true flow stress and backstress versus true strain.
were also made on this sample and will be shown in section § 4.1.3.1.
(a) Low magnification view
(b) High magnification view
Figure 4.4: SEM images of microstructures of the annealed Fe-30Mn alloy.
Figure 4.5 presents the microstructures after 2% tensile deformation. The
98
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
direction of the SEM images with respect to the deformation direction is indicated
in Figure 4.5(a), and all other images, i.e. Figure 4.5(b), 4.5(c) and 4.5(d) assume
the same direction relationship1 . From the micrographs in Figure 4.5(a) and 4.5(b)
we can see that the grains are slightly deformed but no phase transitions take place
at this level of deformation. However, we observed some fine features in a couple of
grains as shown in Figure 4.5(c) and 4.5(d). EBSD indexing on these fine striations
was attempted but nothing different was revealed. These fine features are found to
be crystallography dependent. They usually propagate through the whole grain and
stop at the grain boundaries, as we can see in Figure 4.5(c) and 4.5(d).
The microstructures at 5% tensile strain are shown in Figure 4.6. As we
can see from Figure 4.6(a) and 4.6(b), these are yet no features coming from phase
transitions. Figure 4.6(c) reveals the striations with different orientations on both
sides of a grain boundary. We also observed a region along the grain boundary which
is free from such striations, as is shown in Figure 4.6(d).
The SEM micrographs in Figure 4.7 are the microstructurs of Fe-30Mn sample
that underwent 10% tensile deformation. Still no phase transitions take place upon
this level of deformation, but the number of the grains where striations start appearing
is increased.
When the tensile strain increases to 20%, fine striations show up in most
of grains, as is revealed in Figure 4.8(a), but no phase transitions occurred. Figure 4.8(b) shows one interesting case we observed. It can be seen from this image
1
For the presentation of images in the present thesis, the relationship between the microscopic
direction and the macroscopic deformation direction such as tensile direction and rolling direction
will be only indicated on the first image of a figure group; all other images in the same group should
follow the same direction relationship.
99
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
(c) Striations observed in some grains
(d) Enlarged view of the striations
Figure 4.5: SEM images of microstructures of the Fe-30Mn alloy after T = 2% tensile
strain at 293 K.
that the striations do not propagate through the whole grain and stop at the grain
boundary as they did at lower level of deformation; instead they stop before reaching
the grain boundary. TEM investigations on this sample were also made to evaluate
the development of dislocation structures, and our observations will be presented in
section § 4.1.3.2.
Figure 4.9 presents the microstructures in 30% deformed Fe-30Mn sample. As
100
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
(c) Striations near a GB
(d) Wavy striations and a smooth region along
the GB
Figure 4.6: SEM images of microstructures of the Fe-30Mn alloy after T = 5% tensile
strain at 293 K.
can be seen from Figure 4.9(a), the grains were apparently elongated along the tensile
direction. After a careful examination of this sample, we found some features which
arise from phase transitions, as is shown in Figure 4.9(b). However, these features
are by far less prevalent and were only observed in rare cases. These observations
indicate the initial stage of phase transition process.
Figure 4.10(a) is a low magnification observation of the microstructures in the
101
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 4.7: SEM images of microstructures of the Fe-30Mn alloy after T = 10% tensile
strain at 293 K.
(a) Low magnification view shows fine striations (b) Striations stopped propagating before arrivappeared in most of grains
ing at GB
Figure 4.8: SEM images of microstructures of the Fe-30Mn alloy after T = 20% tensile
strain at 293 K.
uniformly elongated part of the fractured Fe-30Mn tensile sample at 293 K, which
corresponds to a true strain of 37.3%. A close examination reveals that prominent
phase transitions are activated in some grains, although not yet prevailing in the
102
M.A.Sc. Thesis by Xin Liang
(a) Elongated grains
Materials Science & Engineering—McMaster 2008
(b) Features coming from the initial stage of
phase transitions
Figure 4.9: SEM images of microstructures of the Fe-30Mn alloy after T = 30% tensile
strain at 293 K.
whole microstructure. Different types of such features were observed. For example,
Figure 4.10(b) shows a grain in which transformed plate structures travel across the
whole grain but stop right at grain boundaries. Figure 4.10(c) shows the fine needlelike structures which travel from one side of the grain to the other side, but it seems
that the transition process is not fully completed. A region of several grains where
phase transitions took place were observed, as is shown in Figure 4.10(d). EBSD
analysis was made on this sample to study the activation of phase transitions, and
the results will be shown in section § 4.1.3.3.
4.1.2.2
X-ray diffraction analysis: kinetics of martensitic phase transformations
The X-ray diffraction results for Fe-30Mn samples which are deformed to different degrees of tension at 293 K are summarized in Figure 4.11, in which the vol103
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) Transformed platelets in one grain
(c) Needle-like transformed structures in one (d) A region of transformed products in multiple
grain
grains
Figure 4.10: SEM images of microstrcutres in uniformly elongated portion of fractured
Fe-30Mn tensile sample at 293 K, T = 37.3%.
ume fractions of ε martensite phase are plotted against the true strain; the balance
is austenite. It can be seen that from T = 30% to T = 37.3% there is a rapid
increase in phase volume fraction of ε martensite1 , which implies T = 37.3% as a
1
The α’ martensite phase was also identified in the uniformly elongated portion of fractured
tensile sample (i.e. T = 37.3%), but it was inconsistent with pervious work (Tomota et al., 1986)
and there is yet no other evidence of α’ martensite phase by optical metallography and EBSD
analysis in the present studies. Hence, we choose to consider it as anomalous and will disregard it
104
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
roughly critical strain for γ → ε martensitic phase transformation in Fe-30Mn under 293 K tensile deformation. These XRD results agree well with our FEG-SEM
observations of microstructural evolution as we have seen in section § 4.1.2.1.
ε martensite, tension at 293 K
Phase volume fraction (%)
14
12
10
8
6
4
2
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
True strain
Figure 4.11: Evolution of ε martensite phase volume fraction with plastic strain
at 293 K by X-ray diffraction measurements: the Fe-30Mn alloy.
4.1.3
Evolution of Microstructures in the Fe-30Mn Alloy as
a Function of True Strain at 293 K: Further Investigations
To investigate the deformation mechanisms that take place at different stages
of plastic deformation at 293 K, we further conducted intensive characterization work
in our discussions.
105
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
on selected samples which are the annealed sample, the sample at 20% tensile strain
and the uniformly elongated part of fractured tensile sample (T = 37.3%).
4.1.3.1
Microstructural characterization of the annealed Fe-30Mn alloy
A comprehensive examination of the microstructures in the annealed Fe-30Mn
alloy was necessary because it provided a clear idea of the microstructure that we
started off with. Figure 4.12 shows the optical metallographs of annealed microstructures. The tint etching effect and the Normaski technique distinguished the grains of
different crystal orientations. From these optical images, we can see that equi-axed
grains are homogeneously distributed in the microstructure. The annealing twins are
also revealed.
(a) Low magnification view
(b) High magnification view
Figure 4.12: Optical metallographs of microstructures in the annealed Fe-30Mn alloy.
Figure 4.13(a) is the EBSD phase mapping of the microstructures in the annealed Fe-30Mn alloy. As is consistent with the XRD results, EBSD analysis also
shows that the annealed Fe-30Mn alloy is fully austenitic after an oil quench. The
106
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
aqua-coloured lines in the phase map are representative of annealing twins1 . The
crystal orientation map in Figure 4.13(b) reveals the equi-axed austenite grains with
differet crystal orientations. Annealing twins are revealed due to their different Euler
angle colour from the matrix.
(a) EBSD phase map: yellow—austenite
(b) EBSD crystal orientation map
Figure 4.13: EBSD mapping of microstructures in the annealed Fe-30Mn alloy.
Figure 4.14 are the TEM micrographs of the annealed Fe-30Mn alloy. The microstructures of annealed Fe-30Mn sample is composed of equi-axed austenite grains
with a few ramdom distributed dislocations as shown in Figure 4.14(a). Figure 4.14(b)
is a dark field (DF) image of an annealing twin, and the inset shows the corresponding
selected area diffraction (SAD) pattern, in which the twin relationship between the
matrix and the twinned region is clearly presented.
1
The un-indexed regions are in green colour.
107
M.A.Sc. Thesis by Xin Liang
(a) BF image, low mag. view
Materials Science & Engineering—McMaster 2008
(b) DF image of an annealing twin and the corresponding SAD pattern
Figure 4.14: TEM micrographs of microstructures in the annealed Fe-30Mn alloy.
4.1.3.2
Microstructural characterization of 20% deformed Fe-30Mn alloy
by tension at 293 K
TEM investigations were made on the 20% deformed Fe-30Mn tensile sample.
It is found that the Fe-30Mn alloy was still austenitistic after 20% tensile deformation, but developed into dislocation cell structures. Figure 4.15(a) is a bright-field
image of well-developed cell structures inside of a grain. We also observed the lessdeveloped structures which are dense dislocation walls and micro-bands as shown in
Figure 4.15(b). These dislocation structures are geometrically necessary boundaries
bearing the misorientations between adjacent subdivided areas in one grain.
108
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image of well-developed cell structures (b) BF image of dense dislocation walls and
in one grain
micro-bands
Figure 4.15: TEM images of microstructures of the Fe-30Mn alloy at T = 20% by tension
at 293 K.
4.1.3.3
Microstructural characterization of 37.3% deformed Fe-30Mn alloy by tension at 293 K
Figure 4.16 is the EBSD mapping results of the microstructures in the uniform
elongated part of fractured Fe-30Mn tensile sample (T = 37.3%). The pronounced
features coming from phase transitions were found to start apprearing at this level of
deformation. Figure 4.16(a) is the EBSD phase map of one typical region in which
both γ → ε martensitic phase transformation and mechanical twinning took place. As
indicated by the green-coloured lines on the phase map, two paths (path 1 and 2) were
made to cross the mechanical twin boundaries. The two corresponding misorientation
profiles are shown in Figure 4.17(a) and 4.17(b) , in which we can clearly see that the
mechanical twin boundaries result in two peaks of misorientation angles at 60°.
109
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) EBSD phase map: yellow—γ, red—ε, blue (b) EBSD crystal orientation map: blue lines—
lines—mechanical twin boundaries
mechanical twin boundaries
Figure 4.16: EBSD mapping of microstructures in the uniform elongated part of fractured
Fe-30Mn sample at 293 K, T = 37.3%.
(a) Misorientation profile for path 1
(b) Misorientation profile for path 2
Figure 4.17: Misorientation profiles for the two paths in Figure 4.16(a).
It can also be seen from the phase map that mechanical twinning and the
martensitic phase tranformation seem to be accompanied with one another. In addition, two different systems of mechanical twinning were activated and they have
an included angle of about 90°. Note that they were not two different variants from
the same system; otherwise the included angle between them should be around 70.5°.
110
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 4.16(b) shows the EBSD crystal orientation map of the same region. We can
see that the transformed ε martensite platelets have the same crystal orientation and
thus come from the same system; however, if we look at the regions inside these
platelets which are enclosed by red frames, we can find that these sub-regions show
different crystal orientations from the rest area of these platelets. Furthermore, these
sub-regions have the same crystal orientation and they are almost located in one
direction, which has an included angle of 70° with the propagation direction of the
big platelets1 . This observation implies that another variant, instead of another new
system, of ε martensite started transforming.
4.1.4
Fracture Behavior and Damage Nucleation in the Fe30Mn Alloy by Uniaxial Tensile Deformation at 293 K
In this section, we will deal with the fracture behavior of the Fe-30Mn alloy
at 293 K. Our estimation of the fracture stress and strain will be first presented,
followed by a study of the fracture process due to tensile deformation, which will be
described from two perspectives: fracture surface and the section perpendicular to
the fracture surface.
The true fracture stress and strain of the Fe-30Mn alloy in the 293 K monotonic
tensile test were estimated and superimposed on the true stress – strain behavior, as
is shown in Figure 4.18. It can be seen from this graph that there is a large degree
of deformation after necking took place as well as a significant amount of strain
hardening during the post-uniform deformation till fracture. It can be estimated that
1
The length direction of big ε platelets is assumed to be their propagation direction.
111
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the Fe-30Mn alloy achieves a fracture stress of around 1,250 MPa and a fracture strain
of about 1.27 at 293 K.
True stress, fracture stress (MPa)
1300
1200
Flow stress, Fe30Mn at 293 K
Fracture stress, Fe30Mn at 293 K
1100
1000
900
800
700
600
500
400
300
200
100
0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3
True strain
Figure 4.18: Fracture stress and strain of the Fe-30Mn alloy at 293 K, superimposed with
its σT – T curve.
In order to make the macroscopic observations of the fracture behavior, we
applied the stereoscopic imaging technique. Figure 4.19 is the stereoscopic images of
the fractured portion of Fe-30Mn tensile sample after monotonic tensile tests at 293 K.
Figure 4.19(a) and 4.19(b) are images taken from the top view and thickness section
view, respectively. It can be seen that necking is prominent in the Fe-30Mn alloy; the
slant fracture surface shown in Figure 4.19(b) implies a shear mode fracture.
Figure 4.20 shows a series of FEG-SEM images of the fracture surface after
the 293 K monotonic tensile test. Figure 4.20(a) gives a low magnification view of
the necked fracture section. At higher magnifications as shown in Figure 4.20(b) and
112
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Top view
(b) Thickness section view
Figure 4.19: Stereoscopic images of fracture portion of Fe-30Mn tensile sample after
monotonic tensile test at 293 K: (a) Top view and (b) Thickness section view.
4.20(c), we observed that cup-and-cone features prevail on fracture surface, which
implies that Fe-30Mn demonstrates the ductile fracture mode at room temperature.
Decohesion of inclusions is found to be a predominant damage mechanism, and Figure 4.20(d) shows such an example.
We also examined the thickness section that is perpendicular to the fracture
surface. Figure 4.21(a) and 4.21(b) are the optical images of the region that is close
to the fracture surface1 . It can be seen that the micro-cracks form into a network
that extends into the material.
In order to focus on microscopic damage events, we applied FEG-SEM imaging
on the thickness section of the fractured Fe-30Mn tensile sample. The area investigated is close to the fracture surface. Figure 4.22(a) presents a typical case of decohesion of inclusions in this material. This image also clearly shows that the elongation
1
The white stuff on the fracture surface are pure iron coating layer.
113
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view of necked fracture
section
(b) Medium magnification view
(c) High magnification view
(d) Decohesion of inclusions
Figure 4.20: SEM images of fracture surface of Fe-30Mn tensile sample after monotonic
tensile test at 293 K.
of the void is along the direction of the tensile deformation. Also note the phase transitions features coming off from the edge of decohesion site. Furthermore, decohesion
of inclusions at the interface such as the original austenite grain boundaries was also
observed, as is shown in Figure 4.22(b).
The above FEG-SEM observations show that decohesion of inclusions and the
consequent growth of the voids are the predominant damage mechanisms for Fe-30Mn
114
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 4.21: Optical metallographs of necked region on thickness section of Fe-30Mn
tensile sample, after monotonic tensile test at 293 K.
(a) Decohesion of inclusion
(b) Decohesion of inclusions at interface
Figure 4.22: SEM images of the thickness section close to the fracture surface of Fe-30Mn
tensile sample, after monotonic tensile test at 293 K.
at 293 K. Therefore, we further performed X-ray energy dispersive spectrum analysis
(EDS) on selected sites to investigate the composition of the inclusions. Figure 4.23(a)
shows the site of EDS analysis and Figure 4.23(b) and 4.23(c) gives the corresponding
X-ray energy spectrum from the matrix and inclusion, respectively. These results are
115
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
semi-quantitative, but clearly shows that the inclusion has a dramatically different
composition from the matrix. It is found that the prevalent inclusions in the Fe-30Mn
alloy is a type of MnS compound with some selenium (Se).
(b) Spectrum from the matrix: Fe and Mn
(a) SEM image of a decohesion site under
X-ray EDS analysis
(c) Spectrum from the inclusion: Mn, S and Se
Figure 4.23: SEM-EDS analysis of inclusions that cause decohesion in the Fe-30Mn alloy
at 293 K.
SECTION 4.2
Mechanical Behavior of the Fe-30Mn Alloy due
to Uniaxial Tension at 77 K
In this section, we will look into the mechanical behavior of the Fe-30Mn
alloy at 77 K. The macroscopic mechanical response as well as the strain hardening
behavior of the Fe-30Mn alloy at 77 K will be examined first. To better present the
results, we will superimpose the behavior of the Fe-30Mn alloy at 293 K. We will then
investigate the martensitic phase transformations and development of microstructures
116
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
at maximum uniform tensile deformation at 77 K. A study of the fracture behavior
of the Fe-30Mn alloy at 77 K will conclude this section.
4.2.1
Mechanical Response and Work Hardening Behavior
of the Fe-30Mn Alloy at 77 K
Figure 4.24 shows the macroscopic mechanical response of the annealed Fe-
30Mn alloy by uniaxial tensile deformation at both 293 K and 77 K. Figure 4.24(a)
is the engineering stress – strain plot, in which we can clearly see that compared
with its behaviour at 293 K, the Fe-30Mn alloy achieves a much higher level of flow
stress at 77 K without compromising the total elongation. In fact, the Fe-30Mn alloy
at 77 K reaches a significantly larger degree of uniform deformation compared with
that at 293 K, as we can see in the true stress – strain plot shown in Figure 4.24(b).
The yield strength of the Fe-30Mn alloy at 77 K is estimated to be around 350 MPa.
The work hardening behavior of the Fe-30Mn alloy at 77 K and 293 K is
presented in Figure 4.25 and 4.26. Figure 4.25 shows the plot of work hardening
rate against the true stress. The σT – σT is also shown on this graph to predict the
occurrence of necking, according to Considère’s criterion. It can be seen that the
work hardening rate of the Fe-30Mn alloy at 77 K is initially quite high but decreases
rapidly with increasing flow stress. However, its values remains relatively high and
decreases less rapidly compared with that at 293 K. This results in a significant delay
of necking.
From the stress – strain curves as well as the strain hardening behavior of
the Fe-30Mn alloy at 293 K and 77 K, we can see that temperature has significant
117
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
900
Fe30Mn at 293 K
Fe30Mn at 77 K
Engineering stress (MPa)
800
700
600
500
400
300
200
100
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Engineering strain
(a) Engineering stress – strain plot
1400
Fe30Mn at 293 K
Fe30Mn at 77 K
1300
1200
True stress (MPa)
1100
1000
900
800
700
600
500
400
300
200
100
0
0.0
0.1
0.2
0.3
0.4
0.5
True strain
(b) True stress – strain plot
Figure 4.24: Mechanical response of the Fe-30Mn alloy at 77 K: (a) Engineering stress –
strain plot and (b) True stress – strain plot.
118
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Work hardening rate, true stress (MPa)
11000
dσT/dεT, Fe30Mn at 293 K
10000
dσT/dεT, Fe30Mn at 77 K
9000
σT=σT
8000
7000
6000
5000
4000
3000
2000
1000
0
0
200
400
600
800
1000
1200
1400
True stress (MPa)
Figure 4.25: Work hardening behavior of the Fe-30Mn alloy at 77 K: work hardening rate
versus true stress.
effects on both the yield strength σ0 and the strain hardening rate dσT /dT . We
separated these effects by plotting the work hardening rate against the difference
between the flow stress and the yield strength (σT − σ0 ), as shown in Figure 4.26.
It can be seen that the work hardening rate of the Fe-30Mn alloy at 77 K remains
almost constant after the initial drop, compared to that at 293 K. More importantly,
the work hardening rate at 77 K is always larger than that at 293 K.
119
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
11000
dσT/dεT, Fe30Mn at 293 K
Work hardening rate (MPa)
10000
dσT/dεT, Fe30Mn at 77 K
9000
8000
7000
6000
5000
4000
3000
2000
1000
0
0
100 200 300 400 500 600 700 800 900 1000
Flow stress - yield stress (MPa)
Figure 4.26: Work hardening behavior of the Fe-30Mn alloy at 77 K: dσT /dT vs. (σT −σ0 )
plot.
4.2.2
Microstructural Development in the Fe-30Mn Alloy after 48.2% Uniform Tensile Deformation at 77 K
To understand the deformation modes in the Fe-30Mn alloy at 77 K, we per-
formed the global phase analysis and microstructural characterization work on the
uniformly elongated part of fractured tensile sample, which corresponds to a true
strain of 48.2%. Table 4.1 shows the X-ray diffraction measurements of phase volume
fractions in this specimen. To make a comparison, the phase volume fractions of
annealed sample as well as the uniformly elongated part of fractured tensile sample
at 293 K are also presented in this table. It is found that there are significant amount
of ε martensite formed in uniformly elongated portions of both 293 K and 77 K fractured tensile sample. Furthermore, ε martensitic phase transformation is enhanced
120
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
when the temperature decreases from 293 K to 77 K.
Table 4.1: Evolution of phase volume fractions in the Fe-30Mn alloy with plastic strain
at 77 K by X-ray diffraction measurements, %.
austenite
ε martensite
annealed sample
37.3% tension at 293 K
48.2% tension at 77 Ka
97.6±0.1
2.2±0.2
68.8±0.9
12.0±1.3
50.9
15.9±0.6
a
α’ martensite phase was identified in the uniformly elongated portions of Fe-30Mn samples
fractured at both 293 and 77 K. This was not in agreement with Tomato’s work (1986). Moreover,
the presence of α’ martensite was not supported by other characterization methods in the present
work. Therefore, we consider it as an error from XRD measurements and will ignore it in the later
discussions. As a result, the sum of phase volume fractions in the above table does not add up to
100%.
To investigate the development of microstructures at σT = 48.2% at 77 K, we
first examined the microstructures on the thickness section of the tensile sample using
optical microscope. Figure 4.27(a) gives an overall observation showing that phase
transitions take place in most grains at 77 K. Furthermore, we also observed different
types of microstructural features which indicated that phase transitions progress in
different ways. For example, Figure 4.27(b) shows one grain where only one set of
phase transition was activated. Moreover, it can be seen that the advancement of
the phase transition was effectively blocked by the original austenite grain boundary.
On the other hand, we also observed complex microstructures due to extensive phase
transitions. Figure 4.27(c) shows one grain where two sets of phase transitions are
activated, and the transformation products intersect with each other, some of which
even penetrate through others. The two sets of transformed products were found to
have an included angle of around 90°. Figure 4.27(d) presents a case of an intensively
transformed grain that has been segmented into small sub-regions by phase transition
processes.
121
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) An overall observation
(b) One set of phase transition activated
(c) Two sets of phase transitions set off
(d) Intensive phase transitoins
Figure 4.27: Optical images of microstructures in the Fe-30Mn alloy after an uniaxial
tensile strain of 48.2% at 77 K.
FEM-SEM imaging was also made to investigate the phase transitions as well
as the nucleation of damage. Figure 4.28(a) shows a typical microstructure where two
sets of phase transitions took place. A close observation shows some fine platelets
inside the large plate. Figure 4.28(b) captures the progression of phase transitions at
the grain boundary. It seems that the grain boundary deflects the original propagating
direction of phase transitions. Equally interesting, we observed the nucleation of
a micro-void at the junctions where three grain boundaries meet. In fact, this is
122
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
not an occasional observation; a few micro-void nucleation has been observed, as is
shown in Figure 4.28(c). Figure 4.28(d) presents an inclusion decohesion site that
we observed at the maximum uniform elongation at 77 K. The observation that the
phase transition features go through the decohesion site indicates that the decohesion
took place after phase transition occurred.
(a) An overall observation
(b) Phase transitions at GB and a micro-void
nucleation at the junction of triple GBs
(c) Observations of micro-void nucleation
(d) Decohesion of inclusion after phase transitions
Figure 4.28: FEG-SEM observations of microstructures and damage events in the Fe-30Mn
alloy after an uniaxial tensile strain of 48.2% at 77 K.
123
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
In order to understand the activated types of phase transitions, we performed
EBSD analysis so that the information on microstructures, phases and crystallography
were correlated. Figure 4.29(a) shows the FEG-SEM image of the region under EBSD
mapping, where two sets of phase transitions took place. Figure 4.29(b) shows the
EBSD quality pattern, where thin black lines and thick red lines represent the grain
boundaries (>15°) and mechanical twin boundaries respectively. Figure 4.29(c) is the
EBSD phase map of the same region, which shows that there is only austenite phase
while no ε martensite was found. This implies that there is no γ → ε martensitic
phase transformation in this region, and only mechanical twinning take place1 . The
EBSD inverse pole figure map (IPF map) is shown in Figure 4.29(d), from which we
can clearly observe that two sets of mechanical twinning are activated and they have
an included angle of around 45°.
1
The high resolution EBSD analysis was applied in the present case to resolve fine microstructures and this results in a small and limited region under mapping. Therefore, the present EBSD
analysis is only specific to this region and may not be representative of the global situation as XRD
does.
124
M.A.Sc. Thesis by Xin Liang
(a) FEG-SEM image
Materials Science & Engineering—McMaster 2008
(b) EBSD quality pattern:
mechanical twin boundaries
red
lines—
(c) EBSD phase map: yellow—γ, red lines— (d) EBSD IPF map: blue lines—mechanical
mechanical twin boundaries
twin boundaries
Figure 4.29: SEM-EBSD analysis of microstructures in the Fe-30Mn alloy after an uniaxial
tensile strain of 48.2% at 77 K.
4.2.3
Damage Events and Fracture Behavior of the Fe-30Mn
Alloy at 77 K
In order to understand the fracture mechanisms in the Fe-30Mn alloy at 77 K,
we will first look at how the fracture stress and strain (σf and f ) change as the
temperature decreases from 293 K to 77 K. Figure 4.30 shows the fracture data
125
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
at the two temperatures together with their σT – T curves1 .
It is found that
at 77 K, the Fe-30Mn alloy demonstrates a higher level of fracture stress which is
up to 1,700 MPa compared with about 1,250 MPa at 293 K; however, the fracture
strain at 77 K is only 0.85 and is considerably less than that at 293 K, which is around
1.27. Considering that the Fe-30Mn alloy has larger maximum uniform elongation
at 77 K (48.2%) than at 293 K (37.3%), we can see that there is less post-uniform
deformation at 77 K.
True stress, fracture stress (MPa)
1800
1600
1400
1200
1000
800
600
400
Flow stress, Fe30Mn at 293 K
Flow stress, Fe30Mn at 77 K
Fracture stress, Fe30Mn at 293 K
Fracture stress, Fe30Mn at 77 K
200
0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
True strain / fracture strain
Figure 4.30: Fracture stress and strain of the Fe-30Mn alloy at 293 Kand 77 K, superimposed with σT – T curves.
Our macroscopic observations of the fracture modes in the Fe-30Mn alloy
at 77 K are shown in Figure 4.31, which consists two stereoscopic images of fractured
portion of the tensile sample. The images were taken from the top view shown in
1
The fracture data at 293 K is an average of three monotonic tensile tests at room temperature.
126
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Figure 4.31(a) and the thickness section view in Figure 4.31(b). We can observe a
necking portion as well as the slant fracture surfaces.
(a) Top view
(b) Thickness section view
Figure 4.31: Stereoscopic images of fracture portion of Fe-30Mn tensile sample after
monotonic tensile test at 77 K: (a) Top view and (b) Thickness section view.
Figure 4.32 and 4.33 present our FEG-SEM observations of the fracture surface
of the Fe-30Mn tensile sample after 77 K monotonic tensile test, which shows a
combination of brittle and ductile fracture behaviors. It should be pointed out here
that all these types of fracture features do not stand alone; we observed more than one
type in the same region. However, we will organize and classify our observations in
terms of the most salient features in the image. Figure 4.32 shows the type of brittle
fracture in the form of nucleation and propagation of cracks. Cracks of different
sizes and morphologies are observed and shown in the low magnification image in
Figure 4.32(a). Figure 4.32(b) focuses on a large crack, from which we can observe
the flat cleavage surface inside the crack. A substantial amount of ε martensite (about
16% in phase volume fraction) in the tensile sample at fracture is considered to be
responsible for such brittle fracture behavior.
127
M.A.Sc. Thesis by Xin Liang
(a) Low magnification view of cracks
Materials Science & Engineering—McMaster 2008
(b) High magnification view of one large crack
(note the flat cleavage surface inside the crack)
Figure 4.32: FEG-SEM observations of the fracture surface in the Fe-30Mn alloy after
monotonic tensile test at 77 K: brittle fracture.
The ductile fracture is also predominant in the fracture surface, probably in
the regions that are rich in austenite. Figure 4.33(a) shows that the cup-and-cone
features prevail in the fracture surface and they are also accompanied with micro-void
nucleation. The micro-voids are typically in the size of sub-microns, and they were
developed into network-like features which are generally finer than those observed
in 293 K tensile test. Furthermore, decohesion of inclusions were also commonly
observed at 77 K, as we have seen in the fracture surface of the tensile sample failed
at 293 K. Figure 4.33(b) shows such an example, in which we can clearly see the
retained inclusions and the growth of the voids.
We also examined the fractured portion of the tensile sample from another
direction, thickness section view, by both optical microscopy and SEM. Figure 4.34(a)
gives a low magnification optical view of the fracture portion, in which we observed
the propagation of a crack into the material. Figure 4.34(b) is a SEM image which
reveals the prevalence of decohesion of inclusions on the thickness section of Fe-30Mn
128
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Cup-and-cone features and micro-void nucleation
(b) Decohesion of inclusions
Figure 4.33: FEG-SEM observations of the fracture surface in the Fe-30Mn alloy after
monotonic tensile test at 77 K: ductile fracture.
tensile sample at 77 K.
(a) Optical metallograph:
crack into the material
propagation of a (b) SEM image: decohesion of inclusions on the
thickness section
Figure 4.34: Optical and FEG-SEM observations of fractured portion of Fe-30Mn tensile
sample after monotonic tensile test at 77 K: thickness section view.
129
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 4.3
Mechanical Behavior of the Fe-30Mn Alloy due
to Uniaxial Tension Involving a 77 K Treatment
The mechanical behavior of the Fe-30Mn alloy at both 293 K and 77 K have
been studied by uniaxial tensile tests and a number of characterization techniques.
In the present section, we will first deal with the Type I tensile test in which the
tensile sample was pre-soaked at 77 K for 1 hour and brought to room temperature
for a monotonic tensile test at 293 K. Detailed description of Type I tensile test has
been made in section § 3.4.2.5.
Up to necking, the tensile behavior of Fe-30Mn in Type I test is identical
to that in regular 293 K monotonic tensile tests, as we can see from the true and
true stress – strain curve in Figure 4.35. The work hardening rate plots were also
constructed and no difference were observed between the Type I test and regular
293 K monotonic tensile tests; hence, these plots will not be presented for the sake
of conciseness.
130
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
800
Monotonic tensile test at 293 K
Type I tensile test
700
True stress (MPa)
600
500
400
300
200
100
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
True strain
Figure 4.35: Mechanical response of the Fe-30Mn alloy in Type I tensile test: true stress
– strain plot.
SECTION 4.4
A Study of the Fe-30Mn Alloy after 70% Plane
Strain Compression at 293 K
The post-uniform deformation behavior which is beyond the occurrence of
necking in uniaxial tensile deformation at 293 K was investigated by studying the
Fe-30Mn sample after 70% plane strain compression, which was simply achieved by
a cold rolling experiment. We will first present an overall picture of the 70% cold
rolled Fe-30Mn alloy by reporting its mechanical data and presenting our XRD study
of kinetics of martensitic phase transformaton. Then a thorough and compressive
characterization work on both the normal direction (ND) and transverse direction
(TD) surfaces will be given. A brief examination of the damage events in the 70%
131
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
cold rolled sample due to plane strain compression will close this section.
4.4.1
An Overview of the 70% Cold Rolled Fe-30Mn Alloy:
Mechanical Data and XRD Results
The Vickers micro-hardness of the 70% cold rolled Fe-30Mn sample was mea-
sured to be 319 ± 11 HV , which was then converted to the yield strength. The
conversion method has been described in section § 3.4.1. In order to have a sense of
its magnitude, we put the data on top of the monotonic true stress – strain plot of
the Fe-30Mn alloy at 293 K, as shown in Figure 4.36. It can be seen that the yield
strength of the 70% cold rolled sample fits well with the extrapolation of the σT – T
curve towards the fracture stress. However, it should be pointed out that the 70%
cold rolled sample underwent a different strain path from the uniaxial tension, i.e.
plane strain compression.
The X-ray measurements of phase volume fractions of 70% cold rolled Fe30Mn sample is reported in Table 4.2. For the sake of comparison, the data for the
annealed sample and uniformly elongated portion of 293 K fractured tensile sample
(T = 37.3%) are also shown. It can be seen that the 70% cold rolled sample has more
ε martensite compared to the sample that is deformed to T = 37.3% by tension. This
result implies that the γ → ε martensitic phase transformation in Fe-30Mn continues
with plastic deformation passing the necking point.
132
M.A.Sc. Thesis by Xin Liang
True stress, fracture stress (MPa)
1300
1200
1100
Materials Science & Engineering—McMaster 2008
Flow stress at 293 K
Yield strength of 70% cold rolled sample
Fracture stress at 293 K
1000
900
800
700
600
500
400
300
200
100
0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3
True Strain
Figure 4.36: Uniform and post-uniform deformation behavior of the Fe-30Mn alloy
at 293 K.
Table 4.2: Evolution of phase volume fraction of the Fe-30Mn alloy after T = 70% plane
strain compression at 293 K by X-ray diffraction measurements, %.
austenite
ε martensite
4.4.2
annealed sample
37.3% tension, 293 K
70% cold rolled, 293 K
97.6±0.1
2.2±0.2
68.8±0.9
12.0±1.3
78.6±2.4
19.9±3.6
Development of Microstructure in the 70% cold rolled
Fe-30Mn alloy
To investigate the deformation mechanisms in the regime of post-uniform de-
formation, a comprehensive characterization work was made on both ND (Normal
Direction) and TD (Transverse Direction) surfaces of 70% cold rolled Fe-30Mn sample. We will deal with the microstructures on the ND surface first and then turn to
the TD section.
133
M.A.Sc. Thesis by Xin Liang
4.4.2.1
Materials Science & Engineering—McMaster 2008
Microstructures on ND surface
The FEG-SEM examinations of microstructures on the plane view surface or
the normal direction (ND) surface of 70% cold rolled Fe-30Mn sample are reported in
Figure 4.37. The micrograph in Figure 4.37(a) shows that phase transitions become
quite pronounced after a plane strain compression of T = 70%. Different sets of
transformation system were activated, as we can see from the intersecting transformed
structures in Figure 4.37(b).
(a) Pronounced features coming from phase (b) High magnification view of intersecting
transitions
transformed products
Figure 4.37: FEG-SEM images of microstructures on the ND surface of the 70% cold
rolled Fe-30Mn alloy.
Figure 4.38 shows the EBSD mapping results of one typical region where phase
transitions occurred. Figure 4.38(a) and 4.38(b) are the EBSD phase map and crystal
orientation map. Mechanical twin boundaries are highlighted by thick blue lines in
phase map and by thick red lines in crystal orientation map, respectively. We can
clearly see that both γ → ε martensitic reaction and mechanical twinning take place,
and they seem to occur simultaneously.
134
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) EBSD phase map: yellow—austenite, red— (b) EBSD crystal orientation map superimε martensite, blue lines—mechanical twins
posed with EBSD quality pattern: red lines—
mechanical twins
Figure 4.38: EBSD analysis of microstructures on ND surface of the 70% cold rolled
Fe-30Mn alloy.
The development of dislocation structures of the Fe-30Mn alloy at T = 70%
were also investigated by transmission electron microscopy. Figure 4.39 shows the
bright-field images and diffraction pattern of the well-developed deformation bands
in the microstructure. The low magnification view in Figure 4.39(a) shows that these
deformation bands propagate through the grain boundaries. At higher magnifications
as shown in Figure 4.39(b) and 4.39(c), we observed high dislocation density existing
inside these bands. From the selected area diffraction pattern in Figure 4.39(d),
we can find the weak twin reflections and streaks, which indicates the occurrence
of mechanical twinning in the microstructure. In addition, we also observed some
deformation bands which are bent due to the large deformation, as we can see in
Figure 4.39(a) and 4.39(b).
In addition to mechanical twinning, deformation induced ε martensite was
also observed. Figure 4.40(a) is the bright-field image of one typical region where
deformation induced phase transitions take place. Figure 4.40(b) and 4.40(c) are the
135
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image of deformation bands, low mag. (b) BF image of deformation bands, high mag.
view
view
(c) BF image of high dislocation densities within (d) The corresponding SAD pattern (note the
deformation bands
weak twin reflections and streaks)
Figure 4.39: TEM images of well-developed deformation bands in 70% cold rolled Fe-30Mn
alloy.
dark-field images of austenite and ε martensite, respectively. It can be seen that
some transformed ε martensite are bent. Figure 4.40(d) is the diffraction pattern
136
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
which is a superposition of reflections from the austenite matrix, mechanical twinning
in austenite and ε martensite. The mechanical twinning in austenite adopted the
〈211〉 {111} system.
(a) BF image of a region under phase transitions
(b) DF image of austenite phase
(c) DF image of ε martensite phase
(d) Selected area diffraction pattern
Figure 4.40: TEM images of mechanically transformed ε martensite in 70% cold rolled
Fe-30Mn alloy.
137
M.A.Sc. Thesis by Xin Liang
4.4.2.2
Materials Science & Engineering—McMaster 2008
Microstructures on TD surface
In order to obtain one more dimensional information, we characterized the
microstructures on the transverse direction surface of 70% cold rolled Fe-30Mn alloy.
Figure 4.41 are the optical metallographs of microsrtuctures on TD surface, which
shows that grains are considerably deformed to “pancake” shape. Furthermore, phase
transitions are found to be dominant in most of grains, and in some grains more than
one type or set is also observed .
(a) Low magnification view
(b) High magnification view
Figure 4.41: Optical observations of microstructures on TD surface of 70% cold rolled
Fe-30Mn alloy.
The FEG-SEM imaging was also conducted on the electropolished TD section to focus on fine microstructural features that arise from phase transitions. Figure 4.42(a) is a low magnification view showing the extensive occurrence of phase
transitions throughout the microstructure. Figure 4.42(b) is a high magnification
view of the grain boundary region, where phase transitions progress on both sides
of the grain boundary. The transition process typically starts or stops at the grain
138
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
boundary. Within the upper grain, it is found that two variants are activated.
(a) Low magnification view
(b) High magnification view
Figure 4.42: FEG-SEM images of microstructures on the TD surface of the 70% cold
rolled Fe-30Mn alloy.
4.4.3
Damage Nucleation in the Fe-30Mn Alloy by Plane
Strain Compression at 293 K
Figure 4.43 shows the FEG-SEM images of typical microscopic damage events
we observed on the TD section of 70% cold rolled Fe-30Mn sample. Figure 4.43(a)
presents our observation of a sub-micron void at triple junction. Figure 4.43(a) shows
a sub-micron void nucleation at the grain boundary where different sets of transformed
products meet. However, these damage events on the TD section of 70% cold rolled
Fe-30Mn sample are not prevalent in the microstructure. In addition, no damage
nucleation were observed on the ND section of the sample.
139
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Sub-micron void nucleation at the junction (b) Sub-micron void nucleated at intersection of
of triple GBs
GB and transformed products
Figure 4.43: SEM observations of microscopic damage events on TD section of 70% cold
rolled Fe-30Mn alloy at 293 K.
140
CHAPTER
FIVE
EXPERIMENTAL RESULTS FOR FE-24MN: A “DUAL
PHASE” HIGH MANGANESE TRIP ALLOY WITH
COMPLEX MICROSTRUCTURES
Following a scenario similar to that used in Chapter 4, the present chapter will
present the results for the Fe-24Mn alloy which has complex microstructures even in
the annealed state. The mechanical behavior of the Fe-24Mn alloy at 293 K will be
described, in which we will study the work hardening behavior, microstructural development as a function of plastic deformation and fracture behavior. The deformation
and fracture behavior of the Fe-24Mn alloy at 77 K will be investigated, followed by
an evaluation of tensile behavior due to holding of sample at 77 K. We will then examine the strain path effect on the mechanical behavior of Fe-24Mn by plane strain
compression.
141
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 5.1
Mechanical Response, Microstructural
Development and Fracture Behavior of the
Fe-24Mn Alloy due to Uniaxial Tension at 293 K
The present section will deal with the deformation and fracture behavior of
the Fe-24Mn alloy at 293 K. The macroscopic tensile behavior and strain hardening
behavior from uniaxial tensile tests will be presented, followed by the development of
backstress with plastic deformation. Microstructural characterization of the Fe-24Mn
alloy at different stages of uniform tensile deformation will be shown. Finally, we will
look into the fracture behavior of the Fe-24Mn alloy at 293 K.
The annealed Fe-24Mn possess a complex microstructure which consists of
approximately 50% ε martensite. Figure 5.1(a) shows a low magnification SEM image
of microstructure in the annealed sample, which is the microstructure we started off
for mechanical testing. It can be seen that the annealed microstructure consists of
uniform equi-axed initial austenite grains which are segmented by platelets of different
sizes. Figure 5.1(b) gives a high magnification image showing the fine platelets inside
the grains. Further investigations were also made on the annealed microstructure and
will be shown in section § 5.1.3.1.
142
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 5.1: SEM images of microstructures of the annealed Fe-24Mn alloy.
5.1.1
Mechanical Response and Work Hardening Behavior
of the Fe-24Mn Alloy at 293 K
Figure 5.2 presents the macroscopic mechanical response of the annealed Fe-
24Mn alloy at 293 K in terms of engineering and true stress – strain curves. It can be
seen that the tensile behavior of the Fe-24Mn alloy at room temperature is quite reproducible; therefore, we choose result of test 2 to represent the behavior of Fe-24Mn
at 293 K. As can be seen from the engineering plot in Figure 5.2(a), the Fe-24Mn alloy
has an ultimate tensile strength (UTS) of approximately 820 MPa at 293 K. Furthermore, it is estimated that the Fe-24Mn alloy has a yield strength of 150 MPa and
achieves the maximum uniform elongation of T = 34.3% at 293 K, as shown in
Figure 5.2(b).
Figure 5.3 presents the strain hardening behavior of the Fe-24Mn alloy at 293 K,
in which the work hardening rate is plotted against the true stress. It can be seen
that the work hardening rate of the Fe-24Mn alloy is initially high but rapidly drops
143
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
900
Engineering stress (MPa)
800
700
600
500
400
300
200
Monotonic test 1 at 293 K
Monotonic test 2 at 293 K
Monotonic test 3 at 293 K
100
0
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55
Engineering strain
(a) Engineering stress – strain curve
1300
Monotonic test 1 at 293 K
Monotonic test 2 at 293 K
Monotonic test 3 at 293 K
1200
1100
True stress (MPa)
1000
900
800
700
600
500
400
300
200
100
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
True strain
(b) True stress – strain curve
Figure 5.2: Mechanical response of the Fe-24Mn alloy at 293 K: (a) Engineering stress –
strain plot and (b) True stress – strain plot.
144
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Work hardening rate, true stress (MPa)
with increasing true stress.
20000
Work hardening rate at 293 K
18000
σT - σT
16000
14000
12000
10000
8000
6000
4000
2000
0
0
200
400
600
800
1000
1200
True stress (MPa)
Figure 5.3: Work hardening behavior of the Fe-24Mn alloy at 293 K: work hardening rate
vs. true stress.
The development of backstress in the Fe-24Mn alloy with plastic deformation
at 293 K is shown in Figure 5.4, in which the evolution of both the flow stress σT and
backstress σB are plotted against the true strain T . It can be seen that the backstress
increases with plastic deformation and constitutes an important part of the overall
hardening behavior.
145
M.A.Sc. Thesis by Xin Liang
Flow stress at 293 K
Backstress at 293 K, 0.01% offset
1200
True stress, backstress (MPa)
Materials Science & Engineering—McMaster 2008
1000
800
600
400
200
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
True strain
Figure 5.4: Development of the backstress in the Fe-24Mn alloy at 293 K: plot of both
true flow stress and backstress versus true strain.
5.1.2
Evolution of Microstructures in the Fe-24Mn Alloy as
a Function of True Strain at 293 K: An Overall Picture
In this section, we will provide an overall picture of the microstructural evolu-
tion in Fe-24Mn after different degrees of uniform tensile deformation at 293 K. Our
FEG-SEM observations of microstructures at different stages of deformation will be
presented, followed by our XRD results which describes the development of martensitic phases in the regime of uniform tensile deformation.
146
M.A.Sc. Thesis by Xin Liang
5.1.2.1
Materials Science & Engineering—McMaster 2008
FEG-SEM observations of microstructural development upon uniaxial tensile deformation at 293 K
Figure 5.5 to 5.9 present the FEG-SEM images of a series of microstructures
in the Fe-24Mn alloy spanning the whole uniform tensile deformation at 293 K, i.e.
the sample deformed to T = 2%, 5%, 10%, 10%, 20%, 30% and T = 34.3%, the last of
which corresponds to the uniformly elongated portion of the fractured tensile sample.
The microstructure of the Fe-24Mn alloy after 2% strain at 293 K is shown
in Figure 5.5. Figure 5.5(a) shows a low magnification image, where we observed no
dramatic change compared to the annealed microstructure except some fine features
appearing. A high magnification of these fine features in the matrix is presented in
Figure 5.5(b). These fine structures are somewhat similar to what we have seen in the
deformed Fe-30Mn alloy, but their dimensions and spacings are considerably confined
due to a high population of platelets in the microstructure.
Figure 5.6 reports the microstructure of Fe-30Mn after 5% strain at 293 K.
Figure 5.6(a) is one low magnification image, in which we find some fine structures appear. Figure 5.6(b) provides a high magnification image showing deformation induced
fine structures, which are generally thinner and sharper than those we observed in the
annealed microstructure. Such fine structures could be either deformation induced
stacking faults or even ε martensite platelets.
The SEM micrographs in Figure 5.7 are the microstructure of the Fe-24Mn
tensile sample which underwent 10% tensile deformation at 293 K. Figure 5.7(a)
captures the interaction of phase transition products with thermal ε martensite and
austenite. It can be seen that at least three sets of phase transitions were activated,
147
M.A.Sc. Thesis by Xin Liang
(a) Low magnification view
Materials Science & Engineering—McMaster 2008
(b) High magnification view showing fine structures appearing in the matrix
Figure 5.5: SEM images of microstructures of the Fe-24Mn alloy after T = 2% tensile
strain at 293 K.
(a) Low magnification view
(b) High magnification view
Figure 5.6: SEM images of microstructures of the Fe-24Mn alloy after T = 5% tensile
strain at 293 K.
which are indicated by three arrows on the top-right corner of the image. In addition, the included angles between them were also estimated as shown on the image.
Figure 5.7(b) presents a local region where phase transition intensively progressed.
148
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Note that transformation products are quite fine in the width dimension, which is in
the order of tens of nanometers.
(a) Interaction of transformed ε martensite (b) A localized intensively transformed region:
platelets with thermal ε martensite and austen- fine platelets
ite
Figure 5.7: SEM images of microstructures of the Fe-24Mn alloy after T = 10% tensile
strain at 293 K.
When the tensile strain increases up to 20%, prominent phase transitions products appear in the microstructure indicating that phase transition becomes an important deformation mode at this stage. Figure 5.8(a) and 5.8(b) are low and high
magnification SEM images which reveal that phase transition products prevail in the
microstructure. Both straight and curved transformation products are observed, as
shown in Figure 5.8(c). Also of interest, a narrow lengthy structure goes though the
curved transformed platelets but it does not block the progress of phase transformation, as indicated by the arrow. The original austenite grain boundaries can be well
defined as different sets of ε martensitic phase transformation took place in grains
with different crystal orientation. Figure 5.8(d) presents an enlarged view of heavily
transformed region, in which we observed well transformed and developed ε marten149
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
site platelets. The two sets of platelets has an included angle of about 70° and thus
they are two variants of one transformation system. Furthermore, it can be seen that
the microstructure of the current region was significantly refined to sub-micron level
by martensitic phase transformation.
(a) Low magnification view showing pronounced
phase transitions progress
(b) High magnification view
(c) Straight and curved transformation prod- (d) Two variants of well-developed transformaucts
tion platelets
Figure 5.8: SEM images of microstructures of the Fe-24Mn alloy after T = 20% tensile
strain at 293 K.
At the tensile strain of 30%, phase transitions become more pronounced and
150
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
prevalent in the microstructure, as can be seen in Figure 5.9(a). Figure 5.9(b) presents
a high magnification image of complex microstructure in which transformation products are notably curved. In addition, different sets of phase transition products penetrated these curved platelets as indicated by white arrows on the image. Figure 5.9(c)
shows a region where phase transitions interact with thermal products which could
be retained austenite and/or thermal ε martensite. This image shows several possible consequences of intersection: penetration through the thermal products, arrest of
phase transition by thermal products and deflection of phase transition advancement
direction. An enlarged view of the interaction is shown in Figure 5.9(d). There could
be a couple of explanations about the intersection process in the present image, but
one of them could be thought of as three steps: 1) Intersection of phase transitions
that take place in region A with thermal product B causing a deflection of propagation
direction in the new grain or phase, i.e. in the thermal product B; 2) Phase transition
progressed in the new direction within the thermal product B until it reach the other
side, which is a new boundary or interface; 3) Intersection of phase transition with
the new boundary would result in a localized stress concentration there which could
activate a new set of phase transition in region C.
Similar microstructures were also observed in the uniformly elongated portion
of the fractured Fe-24Mn tensile sample at 293 K, which corresponds to T = 34.3%.
5.1.2.2
X-ray diffraction analysis: kinetics of martensitic phase transformation
Figure 5.10 summarizes the X-ray diffraction results of the Fe-24Mn alloy in
the regime of uniform tensile deformation at 293 K. The phase volume fraction of ε
151
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view shows phase transi- (b) Complex microstructure: deformed transtion becomes more prevalent in the microstruc- formation products
ture
(c) Interaction of transformation products
(d) Enlarged view of intersection of transformation products with thermal product
Figure 5.9: SEM images of microstructures of the Fe-24Mn alloy after T = 30% tensile
strain at 293 K.
martensite are plotted versus the true strain; the balance is austenite1 . It can be seen
from this graph that a remarkable increase of ε martensite starts at a true strain of
roughly between T = 10% and T = 20%, which is consistent with our FEG-SEM
1
In the present work, few α’ martensite (only 0.5–3.6%) was identified for all the Fe-24Mn
samples, which generally agrees with Tomota’s work (1986).
152
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
observations of microstructural evolution as has been shown in section § 5.1.2.1. The
evolution of ε martensite with plastic deformation shows a general increasing trend;
the deviation from this trend at the beginning and the final stage of uniform tension
are mainly due to the different initial phase volume fractions of the annealed tensile
samples before the tests.
75
Phase volume fraction (%)
ε martensite, tension at 293 K
70
65
60
55
50
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
True strain
Figure 5.10: Evolution of ε martensite phase volume fraction with plastic strain
at 293 K by X-ray diffraction measurements: the Fe-24Mn alloy.
5.1.3
Evolution of Microstructures in the Fe-24Mn Alloy as
a Function of True Strain at 293 K: Further Investigations
Further investigations were made on two Fe-24Mn samples. The annealed
Fe-24Mn sample is the reference state and therefore, it is important to make a com153
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
prehensive study of the annealed microstructure in order to help understand the
development of microstructure with plastic deformation. It is also of much interest
to investigate the nucleation and growth of thermal ε martensite from the austenite matrix. Secondly, we further studied the 20% deformed Fe-24Mn tensile sample
using EBSD and TEM, as a remarkable γ → ε martensitic phase transformation
was observed at this strain in both the FEG-SEM observations and X-ray diffraction
measurements.
5.1.3.1
Microstructural characterization of the annealed Fe-24Mn alloy
Figure 5.11(a) and 5.11(b) are low and high magnification optical microstructures of the annealed Fe-24Mn alloy. It can be seen that the annealed and then
quenched Fe-24Mn alloy has complex microstructures in the form of lenticular grains
or platelets, which segment original austenite grains.
(a) Low magnification view
(b) High magnification view
Figure 5.11: Optical metallographs of microstructures in the annealed Fe-24Mn alloy.
The EBSD analysis of the microstructure in the annealed Fe-24Mn sample
154
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
are presented in Figure 5.12. The SEM image of the region under EBSD analysis is
shown in Figure 5.12(a). It can be seen that some regions were etched out during
electropolishing, which help to reveal the complex microstructure. Figure 5.12(b)
is the EBSD quality pattern. The thick blue lines represent the annealing twins in
the austenite while thick red lines are ε martensite variant boundaries which have a
misorientation angle of 70.5° within ±1° deviation. The EBSD phase map is shown in
Figure 5.12(c) in which both the austenite and ε martensite are observed, which agrees
with our X-ray diffraction measurements. A comparison between the SEM image and
the EBSD phase map indicates that the ε martensite phase is preferentially removed
during the electropolishing process. Figure 5.12(d) is the EBSD crystal orientation
map. Combined with EBSD phase map, it is found that different ε martensie variants
are present in this region.
TEM investigations of annealed microstructure of Fe-24Mn alloy are reported
in Figure 5.13 to 5.16. A low magnification bright field (BF) TEM micrograph of the
microstructure in the annealed Fe-24Mn alloy is shown in Figure 5.13(a). The prior
γ grains are segmented by thermally transformed ε martensite plates, which are in
different thickness and variants. Figure 5.13(b) presents a higher magnification BF
TEM image in which ε martensite platelets are embedded in the austenite matrix.
The insets are selected area diffraction (SAD) patterns from the two phases.
Stacking faults (SF) are found to be prevalent in the annealed Fe-24Mn alloy
indicating that Fe-24Mn has a low level of stacking fault energy (SFE). Figure 5.14(a)
shows a high density of SFs formed in an austenite bulk grain. Figure 5.14(b) presents
a region where SFs formed in a austenite plate which is adjacent to ε martensite on
its both side. It can be seen that the SF travels across the width dimension of the
155
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) FEG-SEM image
(b) EBSD quality pattern: blue line — annealing twins, red line — ε martensite variant
boundaries
(c) EBSD phase map: yellow — austenite, red
— ε martensite
(d) EBSD crystal orientation map
Figure 5.12: SEM-EBSD analysis of microstructures in the annealed Fe-24Mn alloy.
austenite plate but stops at the γ/ε phase boundaries.
In addition, we also observed large ε martensite grain at low magnifications.
However, a further investigation at higher magnification using dark-field (DF) imaging
and diffraction pattern analysis shows that thin retained γ plates actually reside
between relatively large ε martensite plates. Figure 5.15 presents one of our typical
observations. Figure 5.15(a) is one BF image of a mixture of γ + ε martensite. By
156
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image, low magnification view
(b) BF image, high magnification view
Figure 5.13: An overall TEM observations of microstructures in the annealed Fe-24Mn
alloy.
(a) BF image, high density of SFs in a γ bulk
grain
(b) BF image, enlarged view of Figure 5.14(b)
Figure 5.14: TEM micrographs of stacking faults in the annealed Fe-24Mn alloy.
157
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
using the reflections from γ and ε martensite, we obtained the dark field images for
γ and ε martensite, which are shown in Figure 5.15(b) and 5.15(c), respectively. It
can be seen that these retained γ plates are very thin and typically have a width
dimension ranging from tens of nanometers to a few microns. The corresponding
diffraction pattern is given in Figure 5.15(d), in which reflections from γ and ε are also
indicated. The orientation relationship for γ → ε martensitic phase transformation
follows (111)γ // (0001)ε , as has been reported in other work on high manganese
alloys (Bracke et al., 2006).
158
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image, complex microstructure of ε and
retained γ plates
(b) DF image of thin retained γ plates
(c) DF image of ε martensite
(d) Corresponding diffraction pattern
Figure 5.15: TEM micrographs of complex microstructure in the annealed Fe-24Mn alloy:
fine retained γ plates between thermally transformed ε martensite.
159
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
We also observed different variants of ε martensite in annealed Fe-24Mn alloy
under TEM, as we have seen in the EBSD analysis. Figure 5.16 presents a region
where three different variants of thermally transformed ε martensite in the austenite
matrix. The bright field image is shown in Figure 5.16(a). The three variants of ε
martensite are also indicated on the image. The dark field image of austenite matrix is
presented in Figure 5.16(b) in which the ε martensite variant 3 is also revealed. It can
be seen from these TEM micrographs that the interfaces of thermally transformed ε
martensite with austenite appear to be smooth, indicating a small misfit strain. Such
characteristics are sharply contrasted with the highly distorted γ/ε phase boundaries
due to deformation induced γ → ε martensitic phase transformation, which will be
described in later sections. Furthermore, SFs were observed on the γ/thermal ε
martensite interfaces as shown in Figure 5.16(b). This implies a nucleation and
growth mechanism of ε martensite via the formation of stacking faults.
5.1.3.2
Microstructural characterization of 20% deformed Fe-24Mn alloy
by tension at 293 K
As both FEG-SEM observations and X-ray diffraction measurements show,
phase transitions notably takes place at T = 20% tension at 293 K. It is thus
of importance to further characterize the microstructure developed at this level of
deformation. Figure 5.17 presents high resolution SEM-EBSD analysis of the microstructure in the 20% deformed Fe-24Mn tensile sample. Figure 5.17(a) is the SEM
image of the region under EBSD analysis, and Figure 5.17(b) is the corresponding
EBSD quality pattern. As we can see, fine phase transitions structures progressed
into a relatively thick pre-existing structure. Furthermore, the EBSD quality pattern
160
M.A.Sc. Thesis by Xin Liang
(a) BF image:
martensite
Materials Science & Engineering—McMaster 2008
three different variants of ε (b) DF image of γ matrix: SFs at γ/ε interfaces
Figure 5.16: TEM images of different variants of ε martensite in the annealed Fe-24Mn
alloy.
shows that no mechanical twinning occurred in the present region. The EBSD phase
map in Figure 5.17(c) shows that the fine platelets are coming from deformation induced γ → ε martensitic phase transformation, whereas the thick plate is a thermally
transformed ε martensite. Compared with SEM image, we can see that deformation
induced ε martensite platelets have a width of tens of nanometers, and are much
finer than the thermally transformed ε martensite plate. Figure 5.17(d) presents the
EBSD crystal orientation map where we can clearly see that the deformation induced
ε martensite platelets have a crystal orientation that is different from the pre-existing
thermal ε martensite plate. Furthermore, combined with the SEM image we can
see the deformation induced ε martensite penetrated into the pre-existing thermal ε
martensite. A close examination of EBSD crystal orientation map in Figure 5.17(d)
also reveals a different Euler angle color appear in the right part of the pre-existing
161
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
thermal ε martensite plate as indicated by the white arrow. This indicates that the
thermal ε martensite has been deformed at this level of true strain.
(a) SEM image
(b) EBSD quality pattern
(c) EBSD phase map: yellow — austenite, red
— ε martensite
(d) EBSD crystal orientation map
Figure 5.17: SEM-EBSD analysis of microstructures in the Fe-24Mn alloy after T = 20%
at 293 K.
In order to obtain an insight into the development of microstructure from the
view of evolution of dislocation structures, a thorough TEM investigation work was
made on the 20% deformed Fe-24Mn tensile sample. Compared with the annealed
state, we observed qualitatively more ε martensite in the 20% deformed sample, which
162
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
is consistent with our XRD results (see section § 5.1.2.2). The increase in volume
fraction of ε martensite can be partially explained by a thickening process, as can
be seen in Figure 5.18. Figure 5.18(a) is a bright field image showing two sets of ε
martensite. Figure 5.18(b) is a dark field image using reflections from one set of ε
martensite. It can be clearly seen that a few ε martensite plates formed into a block
by thickneing process, as indicated by the red circle.
(a) BF image of two sets of ε martensite plates
(b) DF image of one set of ε martensite plates
Figure 5.18: TEM micrographs of two sets of ε martensite in the 20% deformed Fe-24Mn
tensile sample; note the thickening of the ε martensite due to deformation.
In addition to deformation induced γ → ε martensitic phase transformation,
dislocation glide is also a predominant deformation mode at T = 20% as we observed a relatively high population of deformation bands in the microstructure. Figure 5.19(a) and 5.19(b) are bright field images of deformation bands at different
magnifications. It is found that a high dislocation density exists within these bands.
As a number of band/plate structures are present in the microstructure of
163
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 5.19: TEM micrographs of deformation bands in the Fe-24Mn alloy after T = 20%
tensile strain at 293 K.
the 20% deformed Fe-24Mn tensile sample, which are mainly deformation bands,
thermally and deformation-assisted transformed ε martensite plates, it is of much
interest to explore their intersection and interaction. Figure 5.20 to 5.23 present
a series of our observations of intersections between these band/plate structures.
Figure 5.20 show the intersection of deformation bands with thin ε martensite plates.
Figure 5.20(a) is the bright field image and Figure 5.20(b) is the dark field image
using reflections from thin ε martensite plates. It is found that deformation bands
penetrated the thin ε martensite plates and continued progressing.
164
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(b) DF image of thin ε martensite plates
(a) BF image
Figure 5.20: TEM micrographs of intersection of deformation bands with thin ε martensite
plates in the Fe-24Mn alloy after T = 20% tensile strain at 293 K; note that deformation
bands which propagate through the thin ε martensite plates.
The consequence of the intersection events seems to be dependent on the
dimensions of band/plate structures. Figure 5.21 presents the intersections of deformation bands with relatively thick ε martensite plates. Figure 5.21(a) is the bright
field image and Figure 5.21(a) the dark field image of ε martensite plates. It can be
seen that the propagation of deformation bands was blokced by these pre-existing ε
martensite plates, indicating these thicker ε plates as effective obstacles to dislocation
movement.
165
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(b) DF image of ε martensite plates
(a) BF image
Figure 5.21: TEM micrographs of intersection of deformation bands with relatively thick
ε martensite plates in the Fe-24Mn alloy after T = 20% tensile strain at 293 K; note that
the propagation of deformation bands stopped at ε martensite plates.
Intersections between different sets of ε martensite were also observed. Figure 5.22(a) is a bright field image showing that a relatively thick ε martensite (set 1)
went through a block of deformation induced fine ε plates (set 2). Figure 5.22(b) is
the dark field image using refections from deformation induced ε martensite.
166
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image
(b) DF image of deformation induced ε martensite plates
Figure 5.22: TEM micrographs of intersection of different variants of ε martensite plates
in the Fe-24Mn alloy after T = 20% tensile strain at 293 K; note that one set of ε plates
went through the other.
The intersection of different variants of ε martensite can also give rise to a
new ε martensite grain at the intersection site. Figure 5.23 shows such an example.
Figure 5.23(a) is the bright field image where we can observe two different variants
of ε martensite intersected with each other. The corresponding diffraction pattern
is shown in the inset where three variants of ε martensite can be identified. Figure 5.23(b), 5.23(c) and 5.23(d) are dark field images using reflections from variant 1,
2 and newly formed ε martensite, respectively. It is clearly seen that the ε martensite
which was newly nucleated at the intersection site has different crystal orientations
from the other two intersecting variants.
167
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image: intersection of two variants of ε
martensite
(b) DF image of ε martensite: variant 1
(c) DF image of ε martensite: variant 2
(d) DF image of newly nucleated ε martensite
at the intersection site
Figure 5.23: TEM micrographs of intersections of different variants of ε martensite in the
Fe-24Mn alloy after T = 20% tension at 293 K; note that a new ε martensite formed at
the intersection site.
168
M.A.Sc. Thesis by Xin Liang
5.1.4
Materials Science & Engineering—McMaster 2008
Fracture Behavior and Damage Nucleation in the Fe24Mn Alloy by uniaxial tensile deformation at 293 K
The present section will describe the fracture behavior of Fe-24Mn alloy by
uniaxial tension at 293 K. We will estimate the fracture stress and stain, followed by
our observations of fracture modes and damage events from different views.
The true fracture stress and strain of the Fe-24Mn alloy in monotonic tensile
tests at 293 K are estimated to be 1,430 MPa and 0.64 respectively, as is shown
in Figure 5.24. The true stress – strain behavior is also superimposed. It can be
seen that the fracture stress of the Fe-24Mn alloy at 293 K is well positioned on the
extrapolation of the flow stress with plastic deformation. Furthermore, there is about
an amount of 30% post-uniform deformation after the necking point till final failure.
The stereoscopic images in Figure 5.25 show the fractured portion of the Fe24Mn tensile sample after monotonic tensile tests at 293 K. The top view and thickness section view are shown in Figure 5.25(a) and 5.25(b), respectively. The slant
fracture surface due to a shear fracture mode can be clearly seen from these images.
Figure 5.26(b) and 5.26(b) presents our FEG-SEM observations of the fracture
surface of the Fe-24Mn tensile sample after 293 K monotonic tensile test. The ductile
cup-and-cone fracture features can be seen; in addition, decohesion of inclusions is
also observed. A close examination also tells that flat fracture surface seems to take
place in some regions, and they typically have dimensions of original austenite grain
size. Generally speaking, the fracture surface of Fe-24Mn tensile sample is complex
and different damage mechanisms seem to operate simultaneously.
169
M.A.Sc. Thesis by Xin Liang
Flow stress, Fe24Mn at 293 K
Fracture stress, Fe24Mn at 293 K
1400
True stress, fracture stress (MPa)
Materials Science & Engineering—McMaster 2008
1200
1000
800
600
400
200
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
True strain
Figure 5.24: Fracture stress and strain of the Fe-24Mn alloy at 293 K, superimposed with
its σT – T curve.
(a) Top view
(b) Thickness section view
Figure 5.25: Stereoscopic images of the fracture portion of the Fe-24Mn tensile sample
after monotonic tensile test at 293 K: (a) Top view and (b) Thickness section view.
The necked section of fractured Fe-24Mn tensile sample was also examined
from the thickness section view. Areas under examination are close to the fracture
170
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 5.26: SEM images of the fracture surface of the Fe-24Mn tensile sample after
monotonic tensile test at 293 K.
surface. Figure 5.27(a) captures a couple of damage events which are typically in the
form of crack nucleation. As indicated on the image, some cracks nucleated along the
interface indicating a damage mechanism by separation of interfaces whereas others
are perpendicular to the interface. These damage events could be responsible for
the cleavage fracture that we observed on the fracture surface. Moreover, microvoids were found to be nucleated at intersection of deformation-assisted transformed
ε martensite plates with interfaces such as grain and phase boundaries, indicating a
strong localized stress concentration associated with such impingement. Nucleation
of micro-voids are also found to take place within one grain. Figure 5.27(b) shows
an elongated void which nucleated along the interface and grew with respect to the
direction of tensile deformation; note the prominent phase transition products around
the void which could be responsible for its nucleation.
171
M.A.Sc. Thesis by Xin Liang
(a) Microscopic damage events
Materials Science & Engineering—McMaster 2008
(b) Micro-void nucleation and growth at interface
Figure 5.27: FEG-SEM images of the microscopic damage events on the necked section
of the fractured Fe-24Mn tensile sample after monotonic tensile test at 293 K: thickness
section view.
SECTION 5.2
Mechanical Behavior of the Fe-24Mn Alloy
during Uniaxial Tension at 77 K
The present section will deal with the mechanical behavior of the Fe-24Mn
alloy at 77 K. The uniaxial tensile behavior at 77 K will be introduced, followed
by phase analysis and microstructural characterization at maximum uniform elongation (T = 15.7) at 77 K. Eventually, the fracture behavior of the Fe-24Mn alloy
at 77 K will be described.
172
M.A.Sc. Thesis by Xin Liang
5.2.1
Materials Science & Engineering—McMaster 2008
Mechanical Response and Work Hardening Behavior
of the Fe-24Mn Alloy at 77 K
The macroscopic mechanical response of the Fe-24Mn alloy by uniaxial tension
at 77 K is presented in Figure 5.28. For the sake of comparison, the mechanical
response at 293 K is also superimposed on the figure. Figure 5.28(a) and 5.28(b)
are engineering and true stress – strain plots, respectively. It can be seen that the
yield strength of the Fe-24Mn alloy increases from 150 MPa to about 420 MPa when
deformation temperature decreases from 293 to 77 K. In addition, the flow stress
is significantly higher at 77 K. On the other hand, the Fe-24Mn alloy achieves a
maximum tensile strength of approximately 1,208 MPa at 77 K, which is about the
same level as that at 293 K. Furthermore, the maximum uniform elongation at 77 K is
dramatically decreased to T = 15.7%.
Figure 5.29 and 5.30 show the work hardening behavior of the Fe-24Mn alloy
at 77 K. Figure 5.29 is the plot of work hardening rate against the true stress. It can
be seen that the work hardening rate of Fe-30Mn alloy at 77 K is initially much higher
than that at 77 K, but it decreases rapidly as deformation continues. Furthermore,
unlike at 293 K, the Fe-24Mn alloy does not follow the Considère’s criterion at 77 K,
that is, necking takes place before the work hardening rate reaches the flow stress1 .
Figure 5.30 is the plot of the work hardening rate dσT /dT against the the
difference of the flow stress and the yield strength (σT − σ0 ) for the Fe-24Mn alloy
1
At 77 K, the work hardening rate of Fe-24Mn alloy is approximately 3,500 MPa at the maximum
uniform elongation (T = 15.7%), which is much higher than its flow stress that is about 1,200 MPa.
Note that we obtain this estimation by ignoring the fluctuations in the work hardening plot which
came from instrumental noises.
173
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
1200
Fe24Mn at 293 K
Fe24Mn at 77 K
Engineering stress (MPa)
1000
800
600
400
200
0
0.0
0.1
0.2
0.3
0.4
0.5
Engineering strain
(a) Engineering stress – strain plot
1400
Fe24Mn at 293 K
Fe24Mn at 77 K
True stress (MPa)
1200
1000
800
600
400
200
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
True strain
(b) True stress – strain plot
Figure 5.28: Mechanical response of the Fe-24Mn alloy at 77 K: (a) Engineering stress –
strain plot and (b) True stress – strain plot.
174
Work hardening rate / true stress (MPa)
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
dσT/dεT, Fe24Mn at 293 K
25000
dσT/dεT, Fe24Mn at 77 K
σT=σT
20000
15000
10000
5000
0
0
200
400
600
800
1000
1200
True stress (MPa)
Figure 5.29: Work hardening behavior of the Fe-24Mn alloy at 77 K: work hardening rate
versus true stress.
at 293 K and 77 K. As we can see from this plot, the evolution of work hardening
rate with plastic deformation at 77 K is quite similar to that at 293 K in terms of the
initial stage. But it keeps a significantly higher level at 77 K than at 293 K after the
initial drop.
175
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
dσT/dεT, Fe24Mn at 293 K
Work hardening rate (MPa)
25000
dσT/dεT, Fe24Mn at 77 K
20000
15000
10000
5000
0
0
200
400
600
800
1000
Flow stress - yield stress (MPa)
Figure 5.30: Work hardening behavior of the Fe-24 alloy at 77 K: dσT /dT vs. (σT − σ0 )
plot.
5.2.2
Microstructural Development in the Fe-24Mn Alloy after 15.7% Uniform Tensile Deformation at 77 K
The uniformly elongated portion of the fractured Fe-24Mn tensile sample
(T = 15.7%) at 77 K was characterized in terms of both global phase fractions
and microstructural evolution. The changes of phase volume fractions in Fe-24Mn
due to uniaxial tension at 77 K are summarized in Table 5.1. In order to make a
comparison between the kinetics of phase transitions at 293 and 77 K, we estimated
the phase volume fractions of the Fe-24Mn alloy at T = 15.7% at 293 K by assuming
the volume fraction of ε martensite as a linear function of true strain in the regime of
176
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
T = 10% ∼ 20%1 . It can be clearly seen that deformation induced martensitic phase
transformation is appreciably enhanced when the deformation temperature decreases
from 293 to 77 K.
Table 5.1: Evolution of phase volume fractions in the Fe-24Mn alloy due to uniaxial
uniform tensile deformation at 77 K by X-ray diffraction measurements, %.
austenite
ε martensite
annealed sample
15.7% tension at 293 Ka
15.7% tension at 77 K
42.5±0.1
56.8±0.2
39.1±0.6
60.4±0.8
28.2±0.2
68.2±0.8
a
Estimated value by interpolating the XRD data of 10% and 20% deformed Fe-24Mn tensile
sample at 293 K
Figure 5.31 presents the optical micrographs of the uniformly elongated portion of the fractured tensile sample. Figure 5.31(a) and 5.31(b) are images taken at
different magnifications. It can be seen that a complex microstructure was developed
due to introduction of finer structures coming from phase transitions.
The FEG-SEM images of microstructure in the Fe-24Mn alloy at maximum
uniform tension (T = 15.7%) at 77 K are reported in Figure 5.32, which provides a
view of the developed fine structures at 77 K. A general observation given in Figure 5.32(a) shows phase transitions are pronounced throughout the microstructure.
Figure 5.32(b) presents a high magnification image of a region where we locally observed several sets of phase transformation products. Generally speaking, a more
irregular and fine microstructure was developed at 77 K.
Figure 5.33 reports the SEM-EBSD analysis of the uniformly elongated por1
The volume fraction of α’ martensite phase in the uniformly elongated portion of the fractured
Fe-24Mn tensile sample at 77 K is also small (about 3.6%) and is thus ignored in the present analysis.
177
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Low magnification view
(b) High magnification view
Figure 5.31: Optical images of microstructures in the Fe-24Mn alloy after an uniaxial
tensile strain of 15.7% at 77 K.
(a) A general observation:
transitions
prominent phase (b) High magnification view: several sets were
activated
Figure 5.32: FEG-SEM observations of microstructures in the Fe-24Mn alloy after an
uniaxial tensile strain of 15.7% at 77 K.
tion of the fractured Fe-24Mn tensile sample at 77 K. The FEG-SEM image in
Figure 5.33(a) shows a region consisting of both deformation-assisted transformation
products and blocks of thermal products. In addition, it is found that three sets of
178
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
phase transitions are locally activated in the current region. Figure 5.33(b) is the
corresponding EBSD quality pattern which further reveals the microstructure. It
can be seen that some sets of ε martensite are different variants following the same
transformation system, the boundaries of which are highlighted by the green lines.
The EBSD phase map is presented in Figure 5.33(c) which identified ε martensite
with different sizes: the thick ones are thermal ε martensite whereas the thin and fine
platelets are coming from deformation induced martensitic phase transformation. In
addition, no mechanical twinning was found in the current region. Figure 5.33(d)
shows the EBSD inverse pole figure (IPF) mapping. A comparison of it with the
phase map tells that several variants of ε martensitic phase transition take place, as
they are represented by different IPF colours. A closer examination of both phase
map and IPF map reveals three types of intersection/interaction between different
sets of ε martensite, i.e. arrest, deflection and penetration. As indicated on the figures, one could find that deformation induced ε martensitic transformation can be
arrested by the thick thermal ε martensite (see the bottom-left corner of the image).
Furthermore, an associated stress/strain field is observed at the site of impingement,
as we can see a IPF colour gradient there. On the other hand, it is also observed in
this region that the transforming ε martensite could grow into the thermal martensite
(but not penetrate throught it), as indicated on the top-right corner of the image.
However, as it progresses into the thermal martensite, the ε martensite on transforming adopts a new propagation direction that is different from its original one, which
is the case of deflection. As deformation induced ε martensite platelets are generally
quite thin, different sets could penetrate through each other and the transformation
continues without a change of growth direction. It is also found in the present region
that one set of deformation induced thin ε platelet penetrates through a much thicker
179
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
thermal martensite. Note that these microstructural features are quite distinct from
those in the annealed sample.
(a) FEG-SEM image
(b) EBSD quality pattern: black lines — grain
boundaries (> 15°); green lines — 70° ε martensite variant boundaries
(c) EBSD phase map: yellow — γ; red — ε
(d) EBSD IPF map: intersection/interaction of
different sets of ε martensite
Figure 5.33: SEM-EBSD analysis of microstructures in the Fe-24Mn alloy after an uniaxial
tensile strain of 15.7% at 77 K.
180
M.A.Sc. Thesis by Xin Liang
5.2.3
Materials Science & Engineering—McMaster 2008
Damage Events and Fracture Behavior of the Fe-24Mn
Alloy at 77 K
The fracture stress and strain of the Fe-24Mn alloy in monotonic tensile tests
at 77 K are estimated and superimposed with its σT – T curve as shown in Figure 5.34. The stress – strain and fracture behavior at 293 K is also presented to make
a comparison. As can be seen from this plot, the fracture strain of the Fe-24Mn alloy
dramatically decreases from 0.64 at 293 K to 0.36 at 77 K. The post-uniform deformation at 77 K is also reduced compared to that at 293 K. On the other hand, the
fracture stresses at both temperatures are in the same level which is approximately
1,450 MPa. This implies a critical fracture stress which may dominate the fracture
behavior of the Fe-24Mn alloy.
Figure 5.35 shows the stereoscopic images of the fracture portion of the Fe24Mn tensile sample after the 77 K monotonic test. Slant fracture surface can be
observed especially from the thickness section view in Figure 5.35(b), which implies
a the shear fracture mode with two predominant shear bands.
The fracture surface of Fe-24Mn tensile sample after 77 K monotonic test are
examined by FEG-SEM and reported in Figure 5.36. Figure 5.36(a) gives an general
view of the fracture surface. Figure 5.36(b) is a low magnification image showing a
mixture of brittle and ductile fracture features. For example, a few voids and cracks
of different sizes were observed as indicated by the arrows. Decohesion of inclusions
can also been seen. Figure 5.36(c) shows two sites of cleavage fracture which probably
come from the brittle phases in the sample, i.e. the martensite. In addition to these
brittle features, ductile fracture such as shallow cup-and-cone features and micro-void
181
True stress, fracture stress (MPa)
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
1400
1200
1000
800
600
400
True stress, Fe24Mn at 293 K
True stress, Fe24Mn at 77 K
Fracture stress, Fe24Mn at 293 K
Fracture stress, Fe24Mn at 77 K
200
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
True strain
Figure 5.34: Fracture stress and strain of the Fe-24Mn alloy at 293 K and 77 K, superimposed with σT – T curves.
(a) Top view
(b) Thickness section view
Figure 5.35: Stereoscopic images of the fracture portion of the Fe-24Mn tensile sample
after monotonic tensile test at 77 K: (a) Top view and (b) Thickness section view.
nucleation are also found to be prevalent through the fracture surface, as is shown in
Figure 5.36(d).
182
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) A general view
(b) Low magnification view
(c) Sites of cleavage fracture
(d) Micro-void nucleation
Figure 5.36: FEG-SEM observations of the fracture surface of the Fe-24Mn tensile sample
after monotonic tensile test at 77 K.
Figure 5.37 present the optical metallographs of the section close to fracture
surface. The images were taken from the thickness section view. Figure 5.37(a)
reveals the microstructure developed right beneath the fracture surface, in which we
can observe plastic deformation is noticeably localized. Figure 5.37(b) shows that
transformation products are along the direction of shear band, as indicated by the
arrow. This implies that local shear bands facilitate the phase transition process.
183
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) Localized plastic deformation below fracture
surface
(b) Phase transitions along local shear bands
Figure 5.37: Optical metallographs of the fractured portion of the Fe-24Mn tensile sample
after monotonic tensile test at 77 K: thickness section view.
In order to understand the fracture mechanisms, it is of importance to investigate the microscopic damage events. Figure 5.38 presents FEG-SEM images
of damage nucleations on the regions below the fracture surface. The images were
taken from the thickness section view which is perpendicular to the fracture surface.
Figure 5.38(a) gives a general view which shows the decohesion of inclusions and
micro-void nucleation are predominant damage mechanisms. Figure 5.38(b) shows
an enlarged view of decohesion. Note that the decohesion site is at the intersection of
deformation induced ε martensite platelets with an original austenite grain boundary.
Figure 5.38(c) presents a region where different types of micro-void/crack nucleation
exist. As indicated on the figure, a micro-crack is nucleated within the phase transition products, which could be essentially a shear disc. In addition, nucleation of
micro-voids was also observed at the junctions of several interfaces including grain
and phase boundaries. Furthermore, the grain boundaries themselves seem to be a
preferential site for micro-void nucleation as they act as strain interfaces. If two sets
184
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
of phase transition products (i.e. martensitic phase transformation and/or mechanical twinning) meet at the grain boundaries, a localized stress concentration could be
produced at the site of impingement. If the material at grain boundaries is unable
to accommodate the associated high stress or strain, a micro-void would then be nucleated. Figure 5.38(d) presents such an example. Moreover, the micro-void further
grew along the boundary between the phase transition product and the matrix, and
a micro-crack was thus formed at this γ/ε interface.
185
M.A.Sc. Thesis by Xin Liang
(a) A general observation
Materials Science & Engineering—McMaster 2008
(b) Decohesion of inclusion at intersection of
phase transformation products with an original
γ GB
(c) Different types of micro-void/crack nucle- (d) Micro-void nucleation and growth at interation
section of two sets of phase transitions
Figure 5.38: FEG-SEM observations of the microscopic damage events on the thickness
section of the Fe-24Mn tensile sample after monotonic tensile test at 77 K.
186
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 5.3
Mechanical Behavior of the Fe-24Mn Alloy due
to Uniaxial Tension Involving a 77 K Treatment
The present section will look into the influence of thermal path on the mechanical behavior of the Fe-24Mn alloy by pre-soaking the tensile sample at 77 K for
one hour before a monotonic test at 293 K. The uniform tensile behavior will be
described. The macroscopic mechanical response of the Fe-24Mn alloy in both the
Type I tensile test and 293 K monotonic test are presented in Figure 5.39. The
engineering and true stress – strain plots are shown in Figure 5.39(a) and 5.39(b),
respectively. The stress – strain behavior of Fe-24Mn in the Type I test is generally
identical to that in the 293 K monotonic test. A closer examination shows that the
Fe-24Mn alloy demonstrates a higher level of flow stress in Type I test than in the
293 K monotonic tests. In addition, Fe-24Mn has a yield strength of about 180 MPa,
which is somewhat higher than that in the 293 K monotonic tests (about 150 MPa),
but reaches a smaller maximum uniform elongation that is T = 32.7%.
The above data were further differentiated and plotted in the forms of dσT /dT
– σT in Figure 5.40. It can be seen that initially, Fe-24Mn demonstrates a higher
work hardening rate in Type I test than in the 293 K monotonic test; afterwards, the
evolution of the work hardening rate towards necking in both tests are almost the
same.
187
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
900
Monotonic tensile test at 293 K
Type I tensile test
Engineering stress (MPa)
800
700
600
500
400
300
200
100
0
0.0
0.1
0.2
0.3
0.4
0.5
Engineering strain
(a) Engineering stress – strain plot
1200
Monotonic tensile test at 293 K
Type I tensile test
True stress (MPa)
1000
800
600
400
200
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
True strain
(b) True stress – strain plot
Figure 5.39: Mechanical response of the Fe-24Mn alloy in Type I tensile test: (a) Engineering stress – strain plot and (b) True stress – strain plot.
188
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Work hardening rate, true stress (MPa)
35000
24Mn, Monotonic test at 293 K
24Mn, Type I test
σT=σT
30000
25000
20000
15000
10000
5000
0
200
400
600
800
1000
1200
True stress (MPa)
Figure 5.40: Work hardening behavior of the Fe-24Mn alloy in Type I tensile test: work
hardening rate versus true stress.
SECTION 5.4
A Study of the Fe-24Mn Alloy after 70% Plane
Strain Compression at 293 K
The Fe-24Mn sample was cold rolled to T = 70%1 at 293 K, which is beyond
the true fracture strain in the 293 K monotonic tensile tests (f racture = 64%). However, as the material is more resistant to the fracture process under compression than
tension, no catastrophic or macroscopic damages were observed after the cold rolling
1
The value presented here is the effective true strain, which is equivalent to the same value in
the uniaxial tensile deformation. Details about the calculation of the effective rolling strain has been
described in section § 3.4.3.
189
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
experiment.
Following a similar scenario that is used for the Fe-30Mn alloy, we will first
described the mechanical data and X-ray diffraction results of the 70% cold rolled
Fe-24Mn sample, followed by a systematic characterization work on both the normal
direction (ND) and transverse direction (TD) surfaces of the sample. The damage
events due to 70% plane strain compression will be also briefly examined.
5.4.1
An Overview of the 70% Cold Rolled Fe-24Mn Alloy:
Mechanical Data and XRD Results
The Vickers micro-hardness measurements were made on the 70% cold rolled
Fe-24Mn sample and we obtained an averaged value of 412±10 HV , which was further
converted to the yield strength and shown in Figure 5.41. The flow stress – strain
behavior and the fracture data of Fe-24Mn at 293 K are also presented. It can be
seen that the strength of the 70% cold rolled Fe-24Mn sample slightly falls off the
extrapolation of the flow and fracture stress with true strain.
Table 5.2 reports the phase volume fractions of the 70% cold rolled Fe-24Mn
sample, measured by X-ray diffraction. To make a comparison, the data for the
annealed sample and the uniformly elongated portion of the Fe-24Mn tensile sample
fractured at 293 K are also shown in the table. It can be seen that the Fe-24Mn
sample is almost full of ε martensite after the 70% cold rolling deformation. This
indicates that the γ → ε martensitic phase transformation continues with plastic
deformation in both the regimes of the uniform and post-uniform deformation in the
uniaxial tension. However, attention should be paid that in cold rolling deformation,
190
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
True stress, fracture stress (MPa)
1400
1200
1000
800
600
400
Flow stress at 293 K
Fracture stress at 293 K
Yield strength of 70% cold rolled sample
200
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
True strain
Figure 5.41: Uniform and post-uniform deformation behavior of the Fe-24Mn alloy
at 293 K.
the Fe-24Mn sample underwent a different strain path from the uniaxial tension.
Table 5.2: Evolution of phase volume fractions of the Fe-24Mn alloy due to 70% plane
strain compression at 293 K by X-ray diffraction measurements, %.
austenite
ε martensite
5.4.2
annealed sample
34.3% tension, 293 K
70% cold rolled, 293 K
42.5±0.1
56.8±0.2
33.9±1.1
64.7±1.2
4.1±0.1
95±0.7
Development of Microstructure and Damage Nucleations in the 70% Cold Rolled Fe-24Mn alloy
We further characterized the microstructure of the 70% cold rolled Fe-24Mn
sample in order to understand the deformation mechanisms and damage processes.
191
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
The description of the microstructural development and microscopic fracture events
on the ND section will be presented first, followed by that on the TD section.
5.4.2.1
Microstructures and damage events on ND surface
Figure 5.42(a) gives a low magnification SEM image of the microstructure on
the ND section of the 70% cold rolled Fe-24Mn sample. It is found that complex
microstructure was developed due to intensive martensitic phase transformations. In
addition, some microscopic damage events can also be seen. Figure 5.42(b) is a high
magnification view in which some interfaces were bent due to the large deformation.
Furthermore, micro-cracks also formed along these interfaces which came from phase
transitions. These fine structures generally have the dimensions of sub-microns.
(a) Overview of the microstructure on the ND (b) High magnification view: micro-cracks along
surface
the bent interfaces
Figure 5.42: FEG-SEM images of microstructures on the ND surface of the 70% cold
rolled Fe-24Mn alloy.
The deformation modes activated in the 70% cold rolled Fe-24Mn sample were
investigated by a high resolution EBSD analysis, in which we were almost at the
192
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
resolution limit of the EBSD technique. Figure 5.43(a) is the EBSD phase map
and Figure 5.43(b) the EBSD crystal orientation map superimposed with the EBSD
quality map (i.e. band contrast map). Some regions were not indexed due to the
large deformation and the associated high dislocation density; but we can still clearly
see that the deformation induced γ → ε martensitic phase transformation is one
of the predominant deformation modes in the region under study. Also, different
sets were activated, as can be seen in the crystal orientation map in Figure 5.43(b).
Furthermore, the deformation induced ε martensite platelets are generally fine in the
width dimension, which is around tens of nanometers. These transformation products
significantly refine the microstructure.
(a) EBSD phase map: yellow—austenite, red— (b) EBSD crystal orientation map superimε martensite
posed with EBSD quality pattern
Figure 5.43: EBSD analysis of microstructures on ND surface of the 70% cold rolled
Fe-24Mn sample.
In order to gain an understanding of how dislocation structures evolves and
reacts under 70% plane strain compression, we further conducted the transmission
electron microscopy investigations on the cold rolled Fe-24Mn sample. As X-ray
diffraction results show that the 70% cold rolled Fe-24Mn sample consists of about
193
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
95% ε martensite in phase volume fraction, one may consider a high possibility of the
appearance of large pure ε martensite regions in this sample. In fact, we did observe
such areas under the TEM. Figure 5.44(a) is a bright field TEM micrograph which
shows a region of fully ε martensite, where high density dislocations also exist. More
interestingly, a closer examination reveals the deformation twinning in the ε martensite matrix, as can be seen from the dark field images in Figure 5.44(b) and 5.44(c)
which were taken from the ε matrix and twin reflections, respectively. In addition,
the corresponding diffraction pattern presented in Figure 5.44(d) clearly shows the
twin relationship, in which the reflections from matrix and twins are connected using
blue and red lines. These observations lead to an important point that deformation twinning becomes an operating deformation mode in the ε martensite when the
deformation is sufficiently large.
194
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image of a fully ε martensite with deformation twins
(b) DF image of the ε martensite matrix
(c) DF image of deformation twins in ε marten- (d) The corresponding diffraction pattern from
site
both the matrix (blue) and the twins (red)
Figure 5.44: TEM micrographs of a fully ε martensite area with deformation twins, in the
70% cold rolled Fe-24Mn alloy.
195
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Moreover, two or more sets of deformation twins were found to form in ε
martensite, as shown in Figure 5.45. The insets are the corresponding diffraction
patterns. Figure 5.45(a) presents a bright field TEM micrograph of a region where two
sets of deformation twins take place in the ε martensite matrix, while the activation
of more than two sets was also observed, as shown in Figure 5.45(b). The different
sets of twins are indicated by the arrows.
(a) BF image: two sets of deformation twins in (b) BF image: three sets of deformation twins
the ε martensite matrix
in the ε martensite matrix
Figure 5.45: TEM micrographs of different sets of deformation twins in the fully ε martensite regions, in the 70% cold rolled Fe-24Mn alloy.
Fine complex microstructures developed by deformation induced martensitic
reactions were also observed in the 70% cold rolled Fe-24Mn sample. Figure 5.46
provides two such typical TEM micrographs. It can bee seen that a high population
of ε martensite platelets with different sizes and variants, which formed at different
stages of the deformation process, segmented the microstructure.
196
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) BF image: multi-level ε platelets
(b) BF image: fine complex microstructure
Figure 5.46: TEM micrographs of fine complex microstructures developed by the ε martensitic phase transformation at different stages of deformation, in the 70% cold rolled Fe-24Mn
alloy.
5.4.2.2
Microstructures and damage nucleations on TD surface:
The microstructure on the TD surface of the 70% cold rolled Fe-24Mn sample
was examined by optical microscope, focused ion beam microscope and FEG-SEM.
Only the SEM observations will be presented here for the sake of conciseness, as they
cover all the typical microstructural features. Figure 5.47(a) is a low magnification
view of the microstructure developed on the TD surface, in which we can both the
well-developed microstructure and the irregular structure due to intensive γ → ε
martensitic phase transformation. A high magnification view of the well-developed
structure is given in Figure 5.47(b). We can see that the ε martensite platelets of
different levels and sizes which formed at different stages of deformation refine the
microstructure to sub-micron level. Such microstructures were also observed under
197
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the TEM, as has been seen in Figure 5.46. Furthermore, the microscopic damage
events were also observed. Figure 5.47(c) shows some cracks and micro-voids on the
TD section, as indicated by the arrows. It is found that some micro-voids are prone
to nucleate at junctions of interfaces. Figure 5.47(d) presents an enlarged view of
these damage processes. It can be seen that the micro-cracks usually grow along the
interfaces which come from phase transitions. Moreover, these micro-cracks seem to
originate from the coalescence of the micro-voids that were previously nucleated on
these interfaces.
198
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
(a) General view of the microstructure
(b) High magnification view of the welldeveloped microstructure
(c) Damage events: cracks and micro-voids
(d) Micro-cracks along the interfaces
Figure 5.47: FEG-SEM images of the microstructure and damage events on the TD surface
of the 70% cold rolled Fe-24Mn alloy.
199
CHAPTER
SIX
DISCUSSIONS
In this study, we examined the mechanical responses of both the Fe-24Mn
and Fe-30Mn alloys in terms of overall strain hardening behaviour and estimated the
kinematic hardening contribution. In addition, we also evaluated the microstructural
evolution such as the development of dislocation cell structures and strain induced
phase transitions during plastic deformation. For clarity, each alloy will be dealt with
separately. We will consider the work hardening rate Θ as a function of applied stress
σ and model the true stress – strain behaviour. Furthermore, we will relate the strain
hardening behaviour to the evolution of the microstructure. Comments on kinematic
hardening behaviour will also be made.
In addition, brief sections on fracture behaviour of Fe-Mn alloys, effect of
changing thermal or strain path as well as microstructural evolution during large
plane strain compression will be made together with concluding remarks.
200
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
SECTION 6.1
Summaries of Experimental Results for High
Manganese Alloys
The present section will review the experimental results for both the Fe-30Mn
and Fe-24Mn alloys. This will be followed by detailed discussions and a modeling
section.
6.1.1
The Fe-30Mn Alloy
6.1.1.1
Work Hardening and Fracture Behavior of the Fe-30Mn Alloy by
Uniaxial Tension at 293 K
The annealed Fe-30Mn sample was characterized as single phase microstructure composed of equi-axed austenite grains with prevalence of annealing twins. TEM
study also shows a low dislocation density in the annealed sample. When it was deformed at 293 K, Fe-30Mn demonstrates a yield strength of about 150 MPa and a
maximum uniform elongation of T = 37.3% in the monotonic tensile tests. The
strain hardening behaviour is typical of Stage III behaviour in FCC metals, and no
evident signs of phase transitions are observed up to maximum uniform elongation.
The development of backstress as a function of pre-strain is also evaluated, and is
found to be significantly higher than other FCC metals of high stacking fault energies. Initially, the backstress in the Fe-30Mn alloy increases with plastic strain, but
then the increase seems to slow down after T = 20%.
201
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Well-developed dislocation cell structures were observed at T = 20%; lessdeveloped structures such as dense dislocation walls and micro-bands also formed at
this stage of deformation. In addition, ε martensite phase transformation start being
activated at a tensile strain that is close to the occurrence of necking, and it is far
less prevalent. Besides, either one or two sets of mechanical twinning also appear in
a few grains.
Fe-30Mn alloy achieves a fracture stress of 1,250 MPa and a fracture strain
of 1.27 at 293 K. SEM examinations of fracture surface show cup-and-cone features
characteristic of a ductile fracture mode. On the thickness section, decohesion of
inclusions of a MnS type are found to be the predominant damage mechanisms.
6.1.1.2
Mechanical Behavior of the Fe-30Mn Alloy by Uniaxial Tension
at 77 K
The Fe-30Mn alloy achieves a substantially higher level of flow stress when
the deformation temperature decreases from 293 K to 77 K. The yield strength of
Fe-30Mn at 77 K is estimated to be around 350 MPa, which is more than twice that
at 293 K. In addition, the Fe-30Mn alloy reaches a maximum uniform elongation of
T = 48.2% at 77 K. The work hardening rate of Fe-30Mn at 77 K remains higher
than that at 293 K with increasing plastic strain, which results in a significant delay
of the occurrence of necking.
Up to the point before necking, approximately a volume fraction of 16% austenite has been transformed to ε martensite. Moreover, EBSD analysis shows that two
systems of mechanical twinning are activated. Furthermore, damage events such as
micro-void nucleation and decohesion of inclusions are also observed at maximum
202
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
uniform elongation.
The fracture stress of Fe-30Mn alloy increases up to 1,700 MPa when deformation temperature is lowered to 77 K, whereas the fracture strain decreases to 0.85. A
significant necking section was observed on the fractured tensile sample. The fracture
behaviour of Fe-30Mn at 77 K seems to be complex, involving both the ductile and
brittle modes.
6.1.1.3
Effect of 77 K Treatment on Uniaxial Tensile Behavior of the Fe30Mn Alloy
In the Type I test where the sample was pre-soaked at 77 K before monotonic
tensile test at 293 K, no significant difference was observed in the regime of uniform
tensile behavior compared with that in a usual 293 K monotonic tensile test.
6.1.1.4
Large Deformation Behavior of Fe-30Mn by 70% Plane Strain
Compression
The Vickers micro-hardness of the 70% cold rolled Fe-30Mn sample was estimated to be 319 ± 11 HV or a converted flow stress of about 1,044 MPa. Approximately 20% of austenite in volume fraction has been transformed to ε martensite.
Microstructural characterization reveals that both γ → ε martensitic phase transformation and mechanical twinning take place. The dislocation structures mainly
evolves into deformation bands in which a high dislocation density exists, in addition
to cell structures. Moreover, a few microscopic damage events were observed on the
transverse direction (TD) section of 70% cold rolled sample.
203
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
6.1.2
The Fe-24Mn Alloy
6.1.2.1
Work Hardening and Fracture Behavior of the Fe-24Mn Alloy by
Uniaxial Tension at 293 K
The annealed Fe-24Mn has a complex microstructure consisting of thermal
ε martensite plates of different variants and sizes, which segment the original equiaxed austenite grains. A high density of stacking faults exist in the annealed Fe24Mn alloy implying a low level of stacking fault energy. In addition, fine retained
austenite plates were found to reside between the relatively thick thermal ε martensite
plates. Different variants of ε martensite products were observed, and they generally
follows the (111)γ // (0001)ε orientation relationship. The γ/ε phase boundaries in
the annealed Fe-24Mn alloy appear to be smooth, where a population of stacking
faults are present. This implies that the the formation of stacking faults plays an
important role in the nucleation and growth of the ε martensite.
The yield strength of the annealed Fe-24Mn is estimated to be about 150 MPa
using a 0.2% offset method, as Fe-24Mn demonstrates a long elastic-plastic transition
behaviour. The maximum tensile strength of Fe-24Mn is as high as 1120 MPa at the
maximum uniform elongation which is about T = 34.3%. The work hardening rate
is initially high, but then drops rapidly with a few percent true strain, indicating an
initial elastic-to-plastic transitions process. The backstress in the Fe-24Mn alloy is
found to continuously increase with plastic deformation.
γ → ε martensitic phase transition start occurring at a true strain of inbetween 10% and 20%. It is found that the thin deformation induced ε martensite
platelets grow and form into a thicker plate by the thickening mechanism due to fur204
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
ther deformation. On the other hand, dislocation glide still remains an important deformation mode as we observed a number of deformation bands in the microstructure.
Thermal ε martensite is found to be deformed mainly by dislocation glide. Complex
interaction behavior of deformation-induced and thermally transformed products was
also observed in the deformed Fe-24Mn alloy, especially after T = 10%. The consequence of the intersection or interaction events is not unique but seems to depend on
the dimensions of the both intersecting band/plate structures.
The Fe-24Mn alloy has a fractures stress of about 1,430 MPa and fracture
strain of 0.64 at 293 K. Examination of the fracture surface shows a complex combination of ductile and brittle fracture behavior. Different types of microscopic damage
events were also observed such as the micro-cracks nucleated along the interfaces. In
addition, nucleation of micro-voids were also observed at the impingement sites of
transformation products with interfaces.
6.1.2.2
Mechanical Behavior of the Fe-24Mn Alloy by Uniaxial Tension
at 77 K
When the deformation temperature decreases from 293 K to 77 K, Fe-24Mn
gains an increase in the yield strength from 150 MPa to about 420 MPa. However,
maximum true tensile stress is only slightly increased to approximately 1,200 MPa .
The maximum uniform elongation of Fe-24Mn at 77 K is dramatically decreased to
T = 15.7%.
X-ray diffraction analysis results show that the γ → ε martensitic phase transformation is notably enhanced at lower temperature, i.e. 77 K. Three types of
intersection/interaction of different sets of ε martensite were observed, which are ob205
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
struction of the progress of phase transformation, deflection of phase transformation
direction and the penetration of different ε martensite products.
In terms of fracture properties, Fe-24Mn demonstrates a much smaller fracture
strain at 77K that is 0.36, compared with 0.64 at 293 K. However, the fracture stresses
at both temperatures are quite identical. The fracture surface presents a combination
of brittle and ductile fracture modes. Different types of nucleation of micro-voids and
-cracks were also observed. It seems that the phase transitions are responsible for
these microscopic damage processes.
6.1.2.3
Effect of 77 K Treatment on Uniaxial Tensile Behavior of the Fe24Mn Alloy
In the Type I tensile tests, the uniform tensile behavior of Fe-24Mn is almost
identical to that in the 293 K monotonic tests, except a slightly higher yield strength
and work hardening rate.
6.1.2.4
Large Deformation Behavior of Fe-24Mn by 70% Plane Strain
Compression
The Vickers micro-hardness measurement of the 70% cold rolled Fe-24Mn alloy
reports a hardness value of 412 ± 10 HV and converted flow stress of about 1348 MPa.
In addition, the XRD results show that the 70% cold rolled Fe-24Mn sample has
approximately 95% ε phase.
A complex structure was developed in Fe-24Mn after 70% deformation due
to the intense γ → ε martensitic transformation. Furthermore, fully ε martensite
206
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
regions were observed in which high density dislocations exist. Mechanical twinning
was also found to become an operative deformation mode in ε martensite at large
compressive strains. In some regions, more than two sets were activated.
The microscopic damage events were observed on both the ND and TD surfaces
of the sample. They are mainly in the form of micro-cracks along the interfaces which
originate from phase transitions. In addition, junctions of interfaces were found to be
preferential sites for micro-void nucleations.
6.1.3
General Comments
Our results are generally in accord with several early works on high man-
ganese alloys (Remy & Pineau, 1977; Tomota et al., 1986, 1987). However, we have
investigated the Fe-Mn alloys in more detail.
Iron high manganese steels possess relatively low stacking fault energies (SFEs).
It is of much interests to correlate the SFE values with their mechanical response.
For example, we will look into how the SFE values influence the dynamic recovery
process by extending Kocks-Mecking’s model (2003). This exploration will help us
to understand why the strain hardening rate of Fe-Mn alloys can be sustained to a
high level. By changing the deformation temperature, we can actually alter the SFE
value of the same material. When the SFE is low enough, and when the mechanical
criterion is met, phase transitions can take place and influence the strain hardening, which necessitates extra terms to be added into both the well-established and
extended models.
To a further extent, we would like to analyze and discuss the strain harden207
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
ing behaviour of “dual phase” TRIP alloy, which is Fe-24Mn in the present study.
It becomes more complicated as a couple of factors or processes are present, such
as elastic-plastic transition, co-deformation of two phases, and effects of phase transitions. It would be somewhat easy to apply the Iso-work modeling (Bouaziz &
Buessler, 2004) to look into this.
Fracture behaviour of Fe-Mn alloys at different testing conditions will be discussed in terms of fracture properties and damage mechanisms. Brief discussion and
explanation will be given to understand these phenomena. In addition, study of deformation mechanisms at large deformation can provide valuable information on engineering applications such as metal forming. We will then evaluate the microstructural
evolution of both alloys at 70% plane strain compression.
SECTION 6.2
Strain Hardening Behaviour and Microstructural
Evolution of the Fe-Mn Alloys: Experimental
and Modeling
In the current section, we will look into the work hardening behaviour of
Fe-24Mn and Fe-30Mn at two different temperatures, i.e. 293 and 77 K. The development of microstructure in the regime of uniform elongation will be emphasized and
correlated with the plasticity of both alloys. We like to start with the Fe-30Mn alloy,
which initially has a single phase austenitic microstructure, and then carry on to the
Fe-24Mn alloy that is a more complex case. Through this process, we further extend
and develop Kocks-Mecking’s model by more clearly correlating the stacking fault
208
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
energy with the dynamic recovery process, and by taking into account the effects of
deformation induced phase transitions. In addition, an Iso-work model is applied to
understand the mechanical behaviour of the Fe-24Mn alloy.
6.2.1
Analysis of Plasticity of the Fe-30Mn Alloy
In Kocks and Mecking’s approach (2003), the dominant process that controls
the strain hardening behaviour of pure metals is essentially the accumulation of dislocations plus the dynamic recovery. Our observations show that Fe-30Mn is typical
of non-transformable alloys in most regime of uniform tension which is up to 30%
true tensile strain. Furthermore, dislocation cell structures are well developed in the
course of uniform elongation, as is reported by our TEM investigations, which is
qualitatively similar to the case of FCC metals. On the basis of above two points,
we believe that it is appropriate to apply Kocks and Mecking’s approach to look into
this alloy.
Moreover, when the deformation temperature is lowered to 77 K, the SFE becomes lower and phase transitions are activated and Kocks-Mecking’s model deviated
from the measured strain hardening behaviour, indicating the necessity of further
developing this approach to better describe and predict the behaviour of austenitic
transformable alloys.
6.2.1.1
Plasticity of Fe-30Mn at 293 K
In the present work, we choose pure copper polycrystals as a reference material,
the data for which are extracted from Kocks-Mecking’s work (2003) on compression
209
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
tests at room temperature with a strain rate of 10−4 s−1 , which is close to the that
used in the present work (9 × 10−4 s−1 ) for the Fe-Mn alloys. The Cu-polycrystals
used in their tests have an average grain size of 25 μm, which is also comparable with
that of the annealed Fe-30Mn whose grain size is typically ranging from 20 to 50 μm.
Figure 6.1 shows the true stress – strain behaviour of both Fe-30Mn and pure
Cu-polycrystals. It can be seen that, compared with copper, the Fe-30Mn alloy
demonstrates a substantially higher flow stress or work hardening rate. It is of our
main tasks to investigate what is the essential factor(s) that causes such a dramatic
difference.
Cu-polycrystals, 293 K
Fe-30Mn, 293 K
700
True stress (MPa)
600
500
400
300
200
100
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
True strain
Figure 6.1: True stress – strain behaviour of Fe-30Mn and pure Cu-polycrystals at 293 K.
The data for Cu-polycrystals are taken from Kocks and Mecking’s work (2003).
One way of looking into this issue is from the perspective of dislocation storage
process with continuing deformation. We then further made plots of the product of
210
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the work hardening rate and the flow stress Θ · σflow against the flow stress σflow . In
order to make a comparable presentation of the two materials, we normalized the
work hardening rate and the flow stress by the shear modulus μ of two materials.
Furthermore, the initial yield strength σy was also deducted from the flow stress σflow
when we made the abscissa. Figure 6.2 presents the results of dislocation storage
process for both pure Cu and Fe-30Mn, as a function of flow stress. The differences
between pure Cu-polycrystals and Fe-30Mn revealed by this figure might be concluded
to two points. First, the initial storage of dislocations (at the onset of Stage III) in Fe30Mn is considerably higher than that in pure Cu-polycrystals; second, the dislocation
storage in Fe-30Mn sustains to a much larger stress than pure Cu. The former one
corresponds to the aspect of athermal strain hardening rate Θ0 which is dictated by
geometry and thus athermal, and the second one is essentially related to the dynamic
recovery process or dislocation rearrangement.
The athermal strain hardening rate Θ0 in both materials can be deduced from
the intercept of a tangent to the straight middle portion of Θ – σflow plots, as has
been described in the review of Kocks-Mecking’s phenomenological approach in section § 2.1.1. Our estimations show that the Θ0 in Fe-30Mn is about 3,269 MPa, which
is notably higher that that of pure Cu-polycrystals that is about 1,974 MPa1 . These
results explain well the first difference we mentioned in the preceding paragraph that
Fe-30Mn possess an initial high dislocation storage.
More importantly is the second difference which is associated with the dynamic recovery process. During this process, dislocation storage decreases due to the
1
Separate Θ – σflow plots were constructed for both pure Cu and Fe-30Mn to deduce the athermal
strain hardening rate and other parameters; the two separate plots are not presented here for the
sake of conciseness, and we only report the normalized plots in Figure 6.3.
211
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
-4
1.8x10
-4
1.6x10
-4
2
Θσflow/μ (MPa)
1.4x10
-4
1.2x10
-4
1.0x10
-5
8.0x10
-5
6.0x10
-5
Cu-polycrystals, 293 K
Fe30Mn, 293 K
4.0x10
-5
2.0x10
0.000
0.002
0.004
0.006
0.008
(σflow-σy)/μ (MPa)
Figure 6.2: Evolution of dislocation storage as a function of applied stress in Fe-30Mn
and pure Cu-polycrystals at 293 K. The data for Cu-polycrystals are originally taken from
Kocks and Mecking’s work (2003) and further analyzed in the present work.
dislocation annihilation, which leads to a decreasing work hardening rate with applied
stress or strain. We are interested in exploring how the work hardening rate decays,
and which kind of factors can affect this process. In order to understand this process
in Fe-30Mn and pure Cu-polycrystals, we normalized the Θ – σflow plots for the two
materials, and present them in Figure 6.3. The most striking difference between the
strain hardening behaviour of Fe-30Mn and pure Cu-polycrystals, as reflected in this
figure, is the different rates in which the work hardening decays as a function of applied stress. It is clear that the work hardening rate Θ of Fe-30Mn decreases more
slowly than that of Cu-polycrystals, which results in a slower reduction of dislocation
storage in Fe-30Mn (see Figure 6.2) and the consequent higher flow stress level (See
Figure 6.1).
212
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Cu-polycrystals, 293 K
Fe-30Mn, 293 K
0.050
0.045
Θ/μ (MPa)
0.040
0.035
0.030
0.025
0.020
0.015
0.010
0.005
0.000
0.002
0.004
0.006
0.008
(σflow-σy)/μ (MPa)
Figure 6.3: Normalized strain hardening behaviour of Fe-30Mn and pure Cu-polycrystals
at 293 K. The data for Cu-polycrystals are originally taken from Kocks and Mecking’s
work (2003) and further analyzed in the present work.
It is somewhat easy to investigate this difference by starting with KocksMecking’s approach. A slight change of their model for single crystals gives the
following expression for polycrystals:
Θ = Θ0
1
1−
μ
σV0
μ0
−1
1
σ
r (,
˙ T)
(6.1)
where Θ is the net work hardening rate, Θ0 the athermal strain hardening rate, μ the
shear modulus at the designated temperature and σ the flow stress.
σV0
μ0
is the ratio
of scaling stress to shear modulus at zero K. This ratio for Cu can be obtained by
extrapolating the data on the second master curve. One example has been made by
Kocks and Mecking (2003), and is already shown in Figure 2.4. It can be seen from
−1
Figure 2.4 that σμV0
for Cu is approximately 0.13.
0
213
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
As for the function r (,
˙ T ), a convenient expression for it is given below
kT /A
˙0
r (,
˙ T) =
˙
(6.2)
where T and ˙ are the temperature and strain rate in the test under study. ˙0 is a
fitting parameter, which is acceptable in a couple of orders of magnitude around 107 .
k is the Boltzman’s constant, and A is a parameter dependent on the stacking fault
energy of the material. However, no further relationship between A and the SFE is
given in Kocks and Mecking’s work. To bridge up this gap, we then extend this model
by simply assuming the relationship between the exponent kT /A in Eq. 6.2 and SFE
as follows
kT /A = C ·
T
· χn
TM
(6.3)
where χ is the SFE of the material under the designated testing condition, TM the
melting temperature for the material under study, C the constant and n is our newly
introduced parameter which reflects the influence of the SFE on the dynamic recovery
process. Note that both C and n should be independent of temperature, strain rate
and materials.
Eq. 6.1 clearly predicts that the net strain hardening rate Θ linearly decays
−1
σV0
1
1
as a function of applied stress σ, and −Θ0 μ μ0
gives the slope in which
r(,T
˙ )
Θ decreases. The linear fitting function for the measured strain hardening rate as a
function of flow stress for Cu was first made and gives a slope of about -7.403. By
−1
σV0
1
1
making −Θ0 μ μ0
equal to this experimental value, i.e. -7.403, we then
r(,T
˙ )
obtain the two fitting constants: C = −0.291 and n = 0.135. Numerical values of
physical parameters involved in the above calculation are provided in Table 6.1 at the
214
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
end of this section. The pure Cu has a relatively high SFE value of 70 mJ/m2 and
gives rise to a decreasing rate of Θ, which is about -7.403 with increasing flow stress.
It is the next step that we will test our model on the strain hardening behaviour of
the Fe-30Mn alloy at 293 K, which has a much smaller value of SFE that is about
15 mJ/m2 , and we will see how we can change the dynamic recovery process by
altering the SFE values.
As Fe-30Mn has a SFE value that is a little smaller than that of silver which
1/2
2
is 21 mJ/m , we then assume Fe-30Mn has a relatively higher σμV0
ratio that is
0
about 0.165, as predicted from Figure 2.4. other parameters of the Fe-30Mn alloy
for the present modeling work are calculated and shown in Table 6.1. By imputing
the two constants C and n which were determined by fitting the Cu data, we then
obtained a decreasing slope of Θ in Fe-30Mn at 293 K that is -3.599. As shown in
Figure 6.4, the prediction from our developed model based upon Kocks-Mecking’s
approach are in good agreement with experimental results.
We would like to emphasize that our model is extending Kocks-Mecking’s approach that is originally used to describe the Stage III strain hardening behaviour
for pure metals, and is not supposed to describe and predict well the whole range
of work hardening behaviour. Therefore, our developed model would also have such
limitations. We then ignore the difference between our modeling results and experimental data in the initial stage of strain hardening in Figure 6.4 which could be due
to different mechanisms other than those operating in Stage III. However, for most
of the linear part, we can see our model can successfully predict the work hardening
behaviour of Fe-30Mn at 293 K. Furthermore, as the SFE value is the only primary
parameter we touched, our model then implies that SFE values can significantly al215
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
3500
Fe30Mn, 293 K, Experiment
Fe30Mn, 293 K, Modeling
Considere line
3000
Θ (MPa)
2500
2000
1500
Phase transitions
1000
500
0
100
200
300
400
500
600
700
σflow (MPa)
Figure 6.4: Comparison between experimental results and modeling for strain hardening
behaviour of Fe-30Mn at 293 K.
ter the decreasing rate of strain hardening rate Θ, i.e. affects the dynamic recovery
process. Now, we can come to our conclusion, although a little earlier, that the lower
the SFE values, the lower the Θ decreasing rate. A mechanistic interpretation for
this can be made by correlating the strain hardening rate Θ with dislocation storage
ρ. Kocks (1976) concludes that the work hardening rate can be related to the storage
of dislocations in the following way1
Dislocation accumulation
τ
θ≡ =
γ
αμ
2β
LR
·τ
2b
−
(6.4)
Dislocation annihilation or removement
√
where α is a proportionality constant of order of 1, and β = Λ ρ in which Λ and ρ are
1
This relationship was originally used to understand the behaviour in single crystals, but it
should equally work in polycrystals provided that we have an knowledge of the Taylor factor M.
216
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
mean free path (M.F.P.) for dislocation motion and dislocation density, respectively.
LR is the average length of dislocation that gets annihilated or becomes ineffective
at each potential recovery site. Eq. 6.4 clearly shows two contributions to the strain
hardening rate θ. The first term in the right-hand side of Eq. 6.4 is coming from the
accumulation of dislocations, whereas the second term is due to dislocation annihilation or rearrangement via dynamic recovery process. The important parameter in
this equation is LR , which obviously controls the dynamic recovery process. A couple
of phenomena can be understood by looking into LR . First, a reduction of SFE values
can give rise to a smaller value of LR due to the tendency of dissociation of perfect
dislocations and the associated difficulty of dislocation movement, which may effectively obstruct the annihilation process. This is indeed reflected in the comparison
between the strain hardening behaviour of Cu and Fe-30Mn at 293 K. Other factors
such as solid solute and precipitates drag effects can also affect the value of LR to
some certain extent.
Before we move on to the analysis of the strain hardening behaviour of Fe30Mn at 77 K, it is both interesting and enlightening to observe the late stage of work
hardening behaviour in Fe-30Mn at 293 K. As shown in Figure 6.4, the measured
strain hardening behaviour starts deviating from our modeling predictions at a stress
of approximately 650 MPa, which corresponds to a true tensile strain of about 30%.
Meanwhile, our observations of microstructural evolution show that phase transitions
are initially activated at 30% strain and a few prominent phase transitions features
appear at 37% (right before necking). Furthermore, XRD results report a notable
increase of about 8% epsilon martensite in volume fraction from 30% to 37%. By
correlating the strain hardening behaviour with the development of microstructure,
217
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the difference between our modeling results and the measured strain hardening curve
is due to the activation of phase transitions, which results in the dynamic refinement
of the microstructure. This effect would become more pronounced when intense phase
transitions occur, as will be shown in the forthcoming part.
6.2.1.2
Plasticity of Fe-30Mn at 77 K
As the deformation temperature decreases, the SFE of the material under testing is expected to decrease. According to the calculation of the change of SFE from
293 to 77 K (Allain et al., 2004a), we estimate that the SFE value of Fe-30Mn would
decreases from 15 mJ/m2 at 293 K to 6 mJ/m2 at 77 K. Furthermore, the shear
modulus μ (T ) is also expected to slightly increase as the temperature goes down to
77 K. Other constants and identified parameters for Fe-30Mn at 77 K are presented
in Table 6.1. By imputing these values into our developed model, i.e. the conjunction of Eq. 6.1, 6.2 and 6.3, we then came up with the decreasing rate of Θ with
flow stress in Fe-30Mn at 77 K, which is about -2.258. Figure 6.5 presents the comparison between the strain hardening behaviour of Fe-30Mn at 77 K by experiment
and our model1 . The comparison shows that our model describe very well the strain
hardening behaviour of Fe-30Mn at 77 K before 930 MPa, after which, however, the
experimental strain hardening behaviour of Fe-30Mn deviates from the linear decay
function. Microstructural characterization on the uniformly elongated portion of the
fractured Fe-30Mn at 77 K reveals that intensive phase transitions take place in some
grains, and at least two sets of mechanical twinning were identified; furthermore,
1
The preceding portion of the measured Θ – σflow plot presents a rapid drop and is considered
to be related to the elastic-plastic transition. We ignored this part when we compare the prediction
of our model with experimental strain hardening behaviour.
218
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
XRD results shows that about 16% of austenite has been transformed to ε martensite
before necking occurred, which corresponds to the true tensile strain of 48.2%. We
now may conclude that the deviation of work hardening rate at 77 K from the linear
decay function is mainly due to the activation and the continued process of phase
transitions up till necking. Moreover, as Figure 6.5 tells, the occurrence of necking
was delayed due to the activation of phase transitions; otherwise, it will take place as
indicated by the intersection between the linear function predicted by our model and
the Considère line.
3200
Fe30Mn, 77 K, Experiment
Fe30Mn, 77 K, Modeling
Considere line
2800
2400
Θ (MPa)
Phase transitions
2000
1600
1200
Predicted
necking
800
400
400
500
600
700
800
900 1000 1100 1200 1300 1400
σflow (MPa)
Figure 6.5: Comparison between experimental results and modeling for strain hardening
behaviour of Fe-30Mn at 77 K.
As the model is based on the point that dislocation substructures evolve into
cell structures during the course of plastic deformation, it could not successfully describe and predict the dynamic recovery process in which deformation induced phase
transitions are introduced, so we need to further develop this model by considering
219
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
this effect. One main aspect of influence brought by phase transitions is that hard
phases are being added into the microstructure during the course of deformation;
these hard structures such as mechanical twins and ε martensite plates may act as
effective obstacles for dislocation movement and then obstruct their rearrangement
and annihilation, which leads to a slower dynamic recovery process. We then take into
account this factor simply by adding one extra term to the net work hardening rate.
Therefore, our further extended expression for the net work hardening behaviour,
which is based upon our previously developed model, can be written as
Θ = Θ0
1
1−
μ
σV0
μ0
−1 −C · TT · χn M
˙0
σ + ΘPh
˙
(6.5)
where ΘPh is the contribution to the overall hardening behaviour due to phase transitions, and we assume it to be proportionally related to the volume fraction of transformation products f . The expression for ΘPh , which is simplified on the basis of Remy’s
model (1978b) for extra work hardening due to mechanical twinning, is presented as
below
ΘPh = C N μb ·
1
· f (σ or )
2t
(6.6)
where C is a fitting parameter, μ the shear modulus and b the Burgers vector. N
is the average number of dislocations that are piled up at twin boundaries or γ/ε
interfaces. It has been reported that in the case in which mechanical twinning takes
place, N ∼ 48 at 293 K and N ∼ 30 at 473 K (Remy, 1978b). Then it might not
be a bad assumption that N ≈ 60 at 77 K. t is the average thickness of mechanical
twins and/or ε martensite plates, and takes a value of 300 nm according to our SEM
and EBSD analysis.
220
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
As the Eq. 6.6 implies, we assume no significant difference between the influence of mechanical twinning and ε martensitic transformation on the dynamic
recovery process, and we will not further distinguish between the two. Therefore,
the volume fraction f (σ or ) is considered to be a sum of that of both mechanical
twins and ε martensite. Our optical metallographic and SEM observations reveal
that more than one third of grains had phase transitions take place right before necking occurred. To a rough approximation, we assume the volume fraction as a linear
function of the flow stress σ as follows
f (σ) = p · (σ − σcritical )
(6.7)
where σcritical is the critical stress for phase transitions, and is assumed to be around
930 MPa as predicted in Figure 6.5. At the maximum true tensile strength σ =
1328 MPa, the volume fraction for both the mechanical twins and ε martensite is
about 0.33. By inputting these two states, we then come up with the constant p that
is equal to 0.00083. After substituting Eq. 6.7 and 6.6 into our model, i.e. Eq. 6.5,
and choosing the fitting parameter C as 0.509, we then make our model fit well the
experimental strain hardening behaviour that is after phase transitions occurred. Figure 6.6 presents the comparison between the experimental strain hardening behaviour
of Fe-30Mn at 77 K and the prediction by Eq. 6.5 and 6.6 when phase transitions appreciably affect the dynamic recovery process. The experimental and modeling results
before the effect of phase transitions become notable are also presented. By taking
into account the influence of deformation induced phase transitions, our model (II)
can well describe and predict the strain hardening behaviour when phase transitions
occurs. This work then show a significant effect of phase transitions on the dynamic
221
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
recovery process, as is reflected by a change of the decreasing rate of Θ as a function
of σ.
3200
Fe30Mn, 77 K, Experiment
Fe30Mn, 77 K, Model I
Fe30Mn, 77 K, Model II
Considere line
2800
2400
Θ (MPa)
σ=930 MPa
2000
1600
1200
800
400
400
600
800
1000
1200
1400
σflow (MPa)
Figure 6.6: Comparison between experimental results and modeling for strain hardening
behaviour of Fe-30Mn at 77 K. The modeled behaviour before 930 MPa were calculated
by Eq. 6.1–6.3, and is labeled as Model I, whereas that after 930 MPa were predicted by
conjunction of Eq. 6.5–6.7, referred to Model II on the figure.
222
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Table 6.1: Numerical values of physical constants and calculated parameters for pure Cupolycrystals and Fe-30Mn which are involved in the preset models. Data for Cu-polycrystals
were take from Kocks and Mecking’s work (2003) and were further analyzed.
Cu at 293 K
Fe30Mn at 293 K
Fe-30Mn at 77 K
T, K
293
293
77
,
˙ s−1
10−4
9 × 10−4
9 × 10−4
TM , K
1,356
1,673
1,673
μ (T ), GPa
1/2
48
65
75.4
0.13
0.165
0.165
b, 10−10 m
2.5
2.5
2.5
χ (SFE), mJ/m2
70a
15
6b
53
150
350
-7.403
-3.599
-2.258
Θ0 , MPa
1,974
3,269
3,970
σV (Scaling stress), MPa
266.7
908.1
1,758.5
σV0
μ0
σyield , MPa
Slope of Θ against σflow
c
a
There has been a couple of SFE values reported for pure copper, which typically ranges from
50–90 mJ/m2 (Tegart, 1966; Abel & Muir, 1973; Rohatgi et al., 2001). In the present study, we
choose the 70 mJ/m2 as the SFE of Cu at room temperature.
b
The SFE value of Fe-30Mn at 77 K was estimated according to Allain et al.’s SFE model (2004a).
c
The slopes in which Θ decreases with increasing σflow are calculated by either fitting the linear
portion of the measured strain hardening behaviour or the prediction from our model. The two
values are essentially about the same and we do not distinguish for non-transformable metals and
alloys.
223
M.A.Sc. Thesis by Xin Liang
6.2.2
Materials Science & Engineering—McMaster 2008
Analysis of Plasticity of the Fe-24Mn Alloy
The structure of the Fe-24Mn alloy is more complicated than that of the Fe-
30Mn alloy. The evolution of structure in Fe-24Mn during plastic deformation is
essentially a process of dislocation accumulation in both the austenite and ε martensite phases, as well as an increasing volume fraction of ε phase. For this reasons,
the Kocks-Mecking’s approach is no longer proper to be used for the Fe-24Mn alloy.
Alternatively, we will apply a more macroscopic plastic model which is essentially
the Iso-work model proposed by Bouaziz and Buessler (2004) to look into the strain
hardening behaviour of Fe-24Mn.
We would like to propose our essential idea of dealing with this problem. The
Fe-24Mn alloy is considered to be a heterogeneous material which consists of two
constituents, i.e. austenite and ε martensite. The work hardening behaviour of Fe24Mn is thus a process of dislocation storage in both the two phases as well as an
increasing volume fraction of ε martensite as a function of strain. Therefore, the flow
stress σ and true strain in Fe-24Mn can be written as follows:
σ () = [1 − f ()] · σγ (γ ) + f () · σε (ε )
= [1 − f ()] · γ + f () · ε
(6.8a)
(6.8b)
where the σγ (γ ) and σε (ε ) are the flow stress of the austenite and ε martensite,
respectively, and each one can be represented in functions of local strains γ or ε in
each phase. f is the volume fraction of ε martensite with increasing applied strain
224
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
or stress1 . Eq. 6.8b further gives the relationship between the global strain which
is essentially the true strain in Fe-24Mn in the current case and the local strains γ
and ε in austenite and ε martensite.
To avoid the two extreme cases, which are Iso-strain and Iso-stress, we adopt
the concept of Iso-work (Bouaziz & Buessler, 2004). The Iso-work assumption is that
in a disordered microstructure, the incremental mechanical work is considered to be
equal. In our cases, this equality gives an equal work increment in austenite and ε
martensite
σγ (γ ) · dγ = σε (ε ) · dε
(6.9)
An integration of Eq. 6.9 then bridges up the local strains in the two phases, and
a further conjunction with Eq. 6.8b leads to a correlation between the global strain
and the local strains, which make it possible that the three strain parameters can be
represented by any one of them.
After elucidating how we apply the Iso-work model, we will then look into
the strain hardening behaviour of Fe-24Mn at 293 and 77 K separately, and we then
deduce the intrinsic stress – strain behaviour of ε martensite at the two temperatures.
6.2.2.1
Plasticity of Fe-24Mn at 293 K
When Fe-24Mn is deformed by tension at 293 K, we observed a global change
of phase fractions, from about 50% after annealing to approximately 70% before
necking occurs. In addition, a critical strain of about 5% is identified for deformation
1
During the deformation of Fe-24Mn, our observations show that few mechanical twinning take
place at both 293 and 77 K. On the basis of this fact, we only consider the γ → ε martensitic
transformation in the modeling of the strain hardening behaviour of Fe-24Mn.
225
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
induced γ → ε martensitic transformation, and the evolution of the volume fraction
of ε martensite can be well fitted into a linear function, as shown in Figure 6.7, and
this gives the ε martensite volume fraction f as a function of true strain as follows:
Phase volume fraction of ε martensite (%)
f () = 0.534 + 0.658 ( − 0.05)
(6.10)
1.0
Experimental data
Fitting plot
0.9
0.8
0.7
0.6
0.5
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
True strain
Figure 6.7: Fitting plot of evolution of volume fraction of ε martensite with true strain in
Fe-24Mn at 293 K.
Furthermore, transmission electron microscopy investigations reveal that both
cell structures and deformation bands are developed in austenite whereas high dislocation density exists within ε phase. Our EBSD analysis of 20% deformed tensile sample
also reveals the development of substructure in a thick pre-existing ε martensite, indicating the presence of dislocation glide within the ε phase. These observations
indicate a co-deformation of austenite and ε martensite, which provide the physical
226
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
basis for our macroscopic plastic model.
As Fe-30Mn remains fully austenitic up to 30% tensile deformation at 293 K,
a fitting function of the experimental true stress – strain behaviour would give a good
presentation of that of austenite phase, i.e. the flow stress as a function of strain,
which is the term σγ (γ ) in Eq. 6.8a. The global flow stress – strain relationship is then
obtained by fitting the measured strain hardening behaviour of Fe-24Mn at 293 K,
and this will gives the term σ (). In fact, based upon the mechanical response of Fe24Mn and Fe-30Mn at 293 K, it is found that their behaviour obey well to a Hollomon
plastic law:
σγ (γ ) = K1 · nγ 1
(6.11a)
σε (ε ) = K2 · nε 2
(6.11b)
where K1 , K2 , n1 and n2 are fitting parameters. Therefore, after substituting Eq. 6.11a
and 6.11b into Eq. 6.9 and then into 6.8b, the relationship between the global strain
and local strains in the two phases is well established by Iso-work modeling, and
is presented in Figure 6.8. The iso-strain condition is also indicated in the figure.
Our results show that ε martensite phase is much harder than austenite, and this
difference become larger as global strain increases.
With the knowledge of strain partition in Fe-24Mn, we then can calculate the
local stress in austenite and ε martensite as a function of global strain. Figure 6.9
shows the evolution of flow stress of both phases in the Fe-24Mn alloy with increasing plastic strain. The local flow stress of austenite increases relatively slowly with
global strain compared with that of ε martensite; however, the global stress which is
227
M.A.Sc. Thesis by Xin Liang
0.5
Materials Science & Engineering—McMaster 2008
Austenite, 293 K
Iso-strain
Epsilon martensite, 293 K
Local strain
0.4
0.3
0.2
0.1
0.0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Global strain
Figure 6.8: Iso-work modeling results for strain partition in the Fe-24Mn alloy at 293 K.
essentially the flow stress of Fe-24Mn is increasing more rapidly due to a gradually
increasing volume fraction of ε phase.
An alternative plot of the Figure 6.9 could be made as shown in Figure 6.10,
in which the evolution of local stress in the austenite and ε martensite is presented as
a function of global stress that is the flow stress of Fe-24Mn at 293 K. We may refer
this type of plot as “stress partition”, as it reveals the development of local stress
in each constituent with the flow stress of the composite material which is made of
them.
Eventually, we come up with the intrinsic mechanical behaviour of ε martensite
at 293 K which is reported in Figure 6.11. The room temperature true stress – strain
behaviour of austenite (Fe-30Mn) and the composite of both phases, i.e. Fe-24Mn, are
also presented. It should be noted that Figure 6.11 is different from Figure 6.9 in that
228
Local stress or global stress (MPa)
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
1200
1000
800
600
400
Local stress in epsilon martensite at 293 K
Flow stress of Fe-24Mn at 293 K
Local stress in austenite at 293 K
200
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Global strain
Local stress or global stress (MPa)
Figure 6.9: Iso-work modeling results for evolution of flow stress of austenite and ε martensite as a function of global strain in the Fe-24Mn alloy at 293 K.
Local stress in epsilon martensite at 293 K
Iso-stress (Fe-24M at 293 K)
Local stress in austenite at 293 K
1200
1000
800
600
400
200
0
0
200
400
600
800
1000
1200
Global stress (MPa)
Figure 6.10: Iso-work modeling results for stress partition in the Fe-24Mn alloy at 293 K.
229
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the three stress – strain behaviour in Figure 6.11 are independent of each other (note
that the abscissa is true strain), whereas the austenite and ε martensite are treated
as constituents of Fe-24Mn in Figure 6.9 (note that the abscissa is global strain).
Figure 6.11 shows that ε martensite has a yield strength of about 450 MPa at room
temperature, which is much higher than that of austenite that is only 150 MPa. The
high yield strength of ε martensite, together with its continuous yielding behaviour,
leads to a rounding up stress – strain behaviour of Fe-24Mn.
1200
True stress (MPa)
1000
800
600
400
Epsilon martensite, 293 K, Modeling
Fe-24Mn, 293 K, Experiment
Austenite (Fe-30Mn), 293 K, Experiment
200
0
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
True strain
Figure 6.11: Iso-work modeling results for intrinsic true stress – strain behaviour of ε
martensite together with the experimental stress – strain behaviour of Fe-24Mn and Fe30Mn (austenite) at 293 K.
6.2.2.2
Plasticity of Fe-24Mn at 77K
Following the same scenario, we made the analysis of the plastic deformation
behaviour of Fe-24Mn at 77 K. The evolution of volume fraction of ε martensite
230
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
as a function of applied strain somewhat changes due to the enhancement of γ → ε
martensitic transformation at lower temperature, and is given as below:
f () = 0.534 + 1.066 ( − 0.02)
(6.12)
where we assume that martensitic transformation take place at a critical strain of
2%, which occurs somewhat earlier than at 293 K. The flow stress – strain behaviour
of austenite at 77 K can still borrow the behaviour of Fe-30Mn at 77 K in which no
significant effect of phase transitions was observed up to the tensile strain of about
25%. The measured strain hardening behaviour of Fe-24Mn at 77 K can still be
well fitted using a Hollonmon plastic law shown in Eq. 6.11b, whereas a modified
Hollomon plastic law is used to fit the experimental stress – strain behaviour of Fe30Mn (austenite) at 77 K, and it is simply given as follows
σγ (γ ) = Z + K1 · nγ 1
(6.13)
where Z is is newly introduced fitting parameter.
Following a similar procedure to that we dealt with the room temperature
case, we then obtained the Iso-work modeling results for the stress – strain behaviour
at 77 K. Figure 6.12 presents the modeling results for strain partition in Fe-24Mn
at 77 K. The trend of evolution of local strain in both the austenite and ε martensite
at 77 K is quite similar to that at 293 K.
We further evaluated the evolution of flow stress of the two constituents, i.e.
austenite and ε martensite, as a function of global strain in the Fe-24Mn alloy at 77 K,
and the modeling results are presented in Figure 6.13. As global strain increases, the
231
M.A.Sc. Thesis by Xin Liang
0.20
Materials Science & Engineering—McMaster 2008
Austenite, 77 K
Iso-strain
Epsilon martensite, 77 K
Local strain
0.15
0.10
0.05
0.00
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
Global strain
Figure 6.12: Iso-work modeling results for strain partition in the Fe-24Mn alloy at 77 K.
stress – strain behaviour of Fe-24Mn approaches that of the ε martensite, indicating
a continuing γ → ε martensitic phase transformation with applied strain.
Stress partition in Fe-24Mn at 77 K is also calculated by Iso-work model and
is reported in Figure 6.14. After the elastic-plastic transition, the difference between
the local stress in two constituents appear to be initially increasing with global stress
but then decreasing.
Figure 6.15 shows our Iso-work modeling results of the intrinsic true stress
– strain behaviour of ε martensite at 77 K. The measured strain hardening behaviour of austenite (Fe-30Mn) and Fe-24Mn at 77 K are also presented. Our modeling results shows that the yield strength of ε martensite increases to roughly about
600 MPa at 77K. In addition, ε martensite also demonstrates an initially very high
strain hardening rate and a pronounced continuous yielding phenomenon. Figure 6.15
232
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Local stress or global stress (MPa)
1400
1200
1000
800
600
400
Epsilon martensite at 77 K, Modeling
Fe-24Mn at 77 K, Experi.
Austenite (Fe-30Mn) at 77 K, Experi.
200
0
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
Global strain
Figure 6.13: Iso-work modeling results for evolution of flow stress of austenite and ε
martensite as a function of global strain in the Fe-24Mn alloy at 77 K.
Local stress or global stress (MPa)
1400
Epsilon martensite at 77 K, Modeling
Iso-stress (Fe-24Mn at 77 K)
Austenite at 77 K, Experi.
1200
1000
800
600
400
200
400
600
800
1000
1200
Global stress (MPa)
Figure 6.14: Iso-work modeling results for stress partition in the Fe-24Mn alloy at 77 K.
233
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
also clearly reveals the effect of phase transitions on the strain hardening behaviour.
If the Fe-24Mn is a common type of composite material in which no phase transitions would occur, then its flow stress should keep a constant level in-between that
of austenite and ε martensite due to the fixed volume fraction of each phase. However, in reality, intense phase transition occur within several percent strains and the
volume fraction of the hard phase (i.e. the ε martensite) increases, which leads to an
appreciably increasing strain hardening rate. That is why we observe a steep linear
work hardening behaviour of Fe-24Mn at 77 K.
1400
True stress (MPa)
1200
1000
800
600
400
Epsilon martensite, 77 K, Modeling
Fe-24Mn, 77 K, Experiment
Austenite (Fe-30Mn), 77 K, Experiment
200
0
0.0
0.1
0.2
0.3
0.4
0.5
True strain
Figure 6.15: Iso-work modeling results for intrinsic true stress – strain behaviour of ε
martensite together with the experimental stress – strain behaviour of Fe-24Mn and Fe30Mn (austenite) at 77 K.
234
M.A.Sc. Thesis by Xin Liang
6.2.3
Materials Science & Engineering—McMaster 2008
Comments on Kinematic Hardening Behaviour of FeMn Alloys
In the present work, we have obtained a signature of the energy storage process
but no direct evidence of lattice parameter changes in either austenite or ε martensite.
Nevertheless, the data deduced from the loading-unloading experiments reveal the information on kinematic hardening behaviour. The backstress σB estimated in this
way could arise in part from the strain reversal due to the instability of dislocation
pile-ups at grain boundaries (including twin boundaries) and γ/ε or ε/ε interfaces. In
the case of Fe-30Mn at 293 K in which dislocation cell structures develop during plasticity, we observe a Bauschinger effect that is larger than that in pure Cu-polycrystals
due to the lower stacking fault energy in Fe-30Mn. On the other hand, a much bigger
Bauschinger effect is observed in Fe-24Mn. This is more likely due to a combination
of dislocation slip in both the austenite and ε martensite and the difference in plastic
resistance between the two phases. The incompatibility thus arises directly due to
γ/ε phase boundaries in this material. Therefore, the Bauschinger effect in Fe-24Mn
appears to be more pronounced than that in Fe-30Mn.
SECTION 6.3
Fracture Behaviour of Fe-Mn Alloys
It is of much importance to investigate the fracture behaviour of Fe-Mn alloys
as the fracture strength is quite high, in the order of ∼ E/100, and thus approaches
almost half of the theoretical fracture strength. Figure 6.16 summarizes the fracture
235
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
strength and strain for both the Fe-24Mn and Fe-30Mn alloys in the monotonic tensile
tests at two different deformation temperatures, i.e. 293 and 77 K. The true stress
– strain behaviour are also presented, and the point just before necking is connected
to the corresponding fracture point by a linear dashed line. Generally speaking, the
fracture strain of Fe-24Mn is considerably less than that of Fe-30Mn at both 293 and
77 K. More interestingly, the fracture stresses of Fe-24Mn are about the same level
at 293 and 77 K, which indicates that there might be a critical fracture stress that
dominates the fracture process of Fe-24Mn. In addition, the volume fraction of ε
martensite at the point when necking takes place are also approximately the same at
both deformation temperatures, which is about 70%. This implies that ε martensite
may play an important role in the fracture behaviour of Fe-24Mn.
True stress, fracture stress (MPa)
1800
1600
1400
1200
1000
800
600
400
200
0
0.0
0.2
σflow, Fe24Mn, 293 K;
σfracture, Fe24Mn, 293 K
σflow, Fe24Mn, 77 K;
σfracture, Fe24Mn, 77 K
σflow, Fe30Mn, 293 K;
σfracture, Fe30Mn, 293 K
σflow, Fe30Mn, 77 K;
σfracture, Fe30Mn, 77 K
0.4
0.6
0.8
1.0
1.2
True strain, fracture strain
Figure 6.16: Summaries of fracture strength and strain for Fe-Mn alloys at 293 and 77 K.
It is also of interest to understand the sequence of damage mechanisms in
236
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
the fracture process. At 293 K, Fe-30Mn presents the classical ductile cup-and-cone
fracture surface. The nucleation and subsequent growth of micro-voids as well as
decohesion of MnS inclusions are the dominant microscopic damage mechanisms.
When the temperature decreases to 77 K, we observed a combination of ductile and
brittle fracture modes in the Fe-30Mn alloy.
On the other hand, for the Fe-24Mn alloy, it generally demonstrates a mixture
of ductile and brittle fracture features at both 293 and 77 K. In addition, the damage
process in Fe-24Mn can be mainly concluded to the separation of interfaces which
come from deformation induced γ → ε martensitic transformation. It might be the
fact that the high level of backstress built up at interfaces are responsible for this
fracture process. As the critical strain for decohesion of inclusions in Fe-30Mn is
higher than that the interfaces in Fe-24Mn can accommodate, we then observe a
higher fracture strain in the Fe-30Mn alloy.
SECTION 6.4
Influence of Thermal and Strain Path
The change of thermal or strain path seems to result in interesting mechanical
behaviour of Fe-Mn alloys. In the Type I test in which the tensile sample was presoaked at 77 K before being tested monotonically at 293 K, we found that the precooling makes no difference to the uniform tensile behaviour of the Fe-30Mn alloy,
but results in a both notably increased fracture stress and strain. This indicates that
the austenite in Fe-30Mn is quite stable and undergoes no phase transformation even
when temperature is lowered to 77 K, which is in good agreement with a early study
237
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
on the same alloy by Remy (1977) that the Es temperature is below 77K1 .
On the other hand, for the Fe-24Mn alloy, the pre-cooling results in an initial work hardening rate and a slightly higher level of flow stress in the regime of
uniform tension, compared with its behaviour in the 293 K monotonic tensile test.
Such behaviour may arise from two aspects. First, there might be some of austenite that are transformed to ε martensite during the pre-cooling process, which then
strengthens the material in the subsequent deformation. The second one would be
due to an internal thermal stress produced during the 77 K treatment. A further
detailed explanation could be as follows. The austenite and ε martensite phases are
already present in the initial microstructure and they are in FCC and HCP crystal
structures, respectively. FCC shrinks isotropically during cooling whereas HCP is
very anisotropic; therefore, a 77 K holding would result in an internal thermal stress
between the two phases, which were then revealed by the macroscopic mechanical
response.
SECTION 6.5
Microstructural Evolution during Large Plane
Strain Compression of Fe-Mn Alloys
The engineering operations such as metal forming necessitate a good understanding of deformation mechanisms in Fe-Mn alloys at large strains. To investigate
this problem, we performed cold rolling on both the annealed Fe-24Mn and Fe-30Mn
1
Es is the temperature below which γ → ε martensitic transformation occurs spontaneously
without the assistance of deformation.
238
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
alloys, and we ended up with a degree of deformation that is equivalent to a true
strain of 70% in the monotonic tensile test. The strength of the cold rolled materials
were estimated by Vickers micro-hardness indentation, and the microstructures on
both the ND and TD sections were systematically characterized. We will now deal
with the two alloys separately.
6.5.1
The Fe-30Mn Case
The 70% cold rolled Fe-30Mn sample has a hardness value of about 319 HV
and thus a converted flow stress of about 1,043 MPa, which is well placed on the
extrapolation from necking to the fracture point. XRD results report that about 20%
austenite have been transformed to ε martensite up to this stage. Compared with
the amount of ε phase right before necking, which is about 10%, we can see that
the γ → ε martensitic transformation continues with increasing strain passing the
necking point. This result is contrasted with previous studies in which a saturation
of martensitic phase transformation is observed before necking occurs (Remy, 1977a;
Hyoung Cheol et al., 1999).
In addition to γ → ε martensitic transformation, mechanical twinning also
takes place, which is not surprising as we have seen both types of phase transitions
before necking. Our observations show that both twinning and martensitic transformation seem to occur simultaneously.
Our transmission electron microscopic investigations reveal that two types of
dislocation substructures are developed in the austenite matrix, i.e. the dislocation
cell structures and the deformation bands, in the latter a high dislocation density
239
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
exists. Curved deformation bands were also observed, indicating a noticeable ingrain lattice misorientation. On the other hand, the deformation induced ε martensite
generally adopted a shape of thin platelets whose width are in the order of a few ten to
a few hundred nanometers. Inhomogeneous dislocation substructures are developed
within them.
Examination of the TD section of this cold rolled sample shows a few voids
which are nucleated at junction of grain boundaries or intersection of of transformation products with grain boundaries. However, the size of the voids are small,
typically less than 1 μm.
6.5.2
The Fe-24Mn Case
The 70% cold rolled Fe-24Mn sample has a hardness value of about 421 HV
and a converted flow stress of approximately 1,348 MPa, which is appreciably harder
than the Fe-30Mn sample that underwent the same degree of deformation. More
interestingly, the 70% cold rolled Fe-24Mn sample possesses 95% ε martensite in
volume fraction. The hardness of this sample should thus be close to the intrinsic
strength of the single ε martensite phase, although the high density dislocations
stored in this sample complicates the determination of the real value. Similar to the
Fe-30Mn case, the evolution of volume fraction of ε martensite in Fe-24Mn continues
with increasing strain at large deformations.
Our TEM observations show that fully ε martensite bulk grains were produced,
in which inhomogeneous dislocation structure formed. This type of dislocation structure looks somewhat like the cell structures that formed in the austenite, but less
240
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
well-developed. Another important observation in this sample is the discovery of
mechanical twinning in ε martensite at large strains, which no previous study reported. This ε mechanical twinning might be characteristic of that in HCP crystal
structure, and the twinned regions were found to be relatively thicker than those in
austenite. Moreover, two or even multiple sets of mechanical twinning were found
to be activated in the same region, indicating that mechanical twinning might be
one of primary deformation mechanisms in the ε phase at this stage of deformation.
Furthermore, ε platelets of different sizes and variants, which could form at different stages of deformation, develop into an organized style and significantly refine the
microstructure.
Characterization of the microstructure developed on the TD section of this
sample shows that the micro-voids and -cracks were nucleated along the interfaces
that formed during phase transitions, which indicates that large backstress may accumulate at these interfaces.
241
CHAPTER
SEVEN
CONCLUSIONS
Our experimental results show that Fe-Mn alloys present a sustained high
work hardening rate with large strains, and therefore they are attractive candidate
for automotive materials.
From the study on the Fe-30Mn alloy, we find that it has a single phase austenite microstructure, and it is hardened mainly by the mechanism of dislocation accumulation at room temperature. Dislocation cell structures are developed when the
material is being strained, which is typical of evolution of dislocation substructures
in Stage III work hardening of FCC metals. On the basis of that, we applied Kocks
and Mecking’s model (2003) to estimate the influence of stacking fault energy (SFE)
on the dynamic recovery process by correlating the SFE with the evolution of work
hardening rate Θ as a function of flow stress. The can successfully describe and
predict the work hardening behaviour of pure Cu-polycrystals and Fe-30Mn at room
242
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
temperature, as well as that of Fe-30Mn at 77 K before the effect of strain induced
phase transitions becomes significant.
When mechanical twinning or γ → ε martensitic transformation occur in Fe30Mn at 77 K, the Kocks and Mecking’s model underestimates the strain hardening
rate due to either the production of mechanical twins or introduction of second hard
phases which is ε martensite. In order to model this behaviour, we further developed
this model by simply adding one additional term which describes the strengthening
effect of phase transitions. The modified model then can well predict the strain
hardening behaviour when the phase transitions effect is introduced.
The Fe-24Mn alloy is more complex case, as we start with a mixture of austenite and ε martensite. The strain hardening behaviour of Fe-24Mn thus involves a
combination of intrinsic hardening of the two phases plus additional γ → ε martensitic transformation. We then successfully apply Iso-work model to analyze the stress
– strain behaviour of Fe-24Mn at both 293 and 77 K. In addition, the intrinsic work
hardening behaviour of ε martensite at the two temperatures is also deduced.
The single phase austenitic Fe-30Mn alloy has void nucleation at inclusions as
its dominant fracture mechanism and demonstrates ductile fracture behaviour, resulting in a strain-controlled fracture mode. On the other hand, the “dual phase” TRIP
Fe-24Mn alloy presents a fracture process of decohesion of γ/ε interfaces, leading to
a fracture behaviour dominated by a critical fracture stress.
In a brief study of the interaction between thermally produced and strain
induced ε martensite, we find that the Fe-30Mn is stable and no changes are brought
by a 77 K cooling, whereas the same treatment of Fe-24Mn results in a relatively
higher level of flow stress and work hardening rate. Both the thermally induced phase
243
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
transformation and the build-up of internal thermal stress between the austenite and
ε martensite may contribute to this effect.
After large plane strain compression Equivalent = 70%, deformation bands are
developed in the case of Fe-30Mn, whereas Fe-24Mn evolves into a structure consisting
of 95% ε martensite in volume fraction. Transmission electron microscopy reveals
that the areas of fully ε martensite, and that ε phase can mechanically twin at large
compressive strains.
244
CHAPTER
EIGHT
FUTURE WORK
In this thesis, we have made a good understanding of plastic behaviour of FeMn alloys by tension at two different deformation temperatures. In addition to this,
it is of importance to investigate the strain hardening behaviour at different stress
states. For instance, compression tests will provide information on the plasticity of FeMn alloys at large strains and help to probe the Stage IV work hardening behaviour.
It is also worthwhile to conduct systematic bending experiments on Fe-Mn alloys to
study their complex behaviour, and to look into the spring-back problem which is
related to kinematic hardening.
Furthermore, a further study on the thermal and strain path effects is also
needed, as it would provide valuable suggestions for industry manufacturing processes
such as thermo-mechanical processing and multi-stage metal forming operations.
We have estimated the development of backstresses in both the Fe-24Mn and
245
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Fe-30Mn alloys by loading-unloading tensile experiments, but this method does not
measure the strain of the second hard phase. It is thus useful to extend the assessment
of backstress by performing neutron diffraction experiments, which will give an more
accurate and quantitative evaluation of the kinematic strain hardening contribution
in Fe-Mn alloys via the elastic loading of the embedded hard phases.
In the present work, we have applied the Kocks and Mecking’s model to successfully describe and predict the strain hardening behaviour of pure Cu-polycrystals
and single phase austenitic Fe-30Mn alloy on the basis of the stacking fault energy
(SFE). It would be useful to build up databases of the SFE and mechanical behaviour
of a variety of alloys such as austenitic stainless steels, to further verify the model
in which the SFE affects the strain hardening behaviour. Moreover, this proposed
future study will also provide a way of looking into the separate effects of alloying in
addition to its influence on the SFE.
We have produced a material consisting of 95% ε martensite by cold rolling
Fe-24Mn to a large plane strain. It is thus possible to obtain intrinsic mechanical
behaviour of ε martensite experimentally by recovering it at a temperature below
that for ε → γ reversal transformation, and then deforming it again. The strain
hardening behaviour obtained in this way can be compared with that predicted from
Iso-work model, which we have presented in section § 6.2.2, to check the validity of
Iso-work assumption. In addition, it is also of much interest to examine the evolution
of microstructure when the 70% cold rolled Fe-24Mn sample is annealed at a temperature at which both recrystallization and ε → γ reversal transformation occur. The
interaction between the two processes can then be studied.
246
BIBLIOGRAPHY
Abel, A., & Muir, H. 1973. Bauschinger effect and stacking fault energy. Philosophical
Magazine, 27(3), 585–594.
Adler, P. H., Olson, G. B., & Owen, W. S. 1986. Strain hardening of Hadfield
manganese steel. Metallurgical Transactions A, 17A, 1725–1737.
Allain, S., Chateau, J. P., Bouaziz, O., Migot, S., & Guelton, N. 2004a. Correlations
between the calculated stacking fault energy and the plasticity mechanisms in
Fe-Mn-C alloys. Materials Science & Engineering A, 387-389, 158–162.
Allain, S., Chateau, J. P., Dahmoun, D., & Bouaziz, O. 2004b. Modeling of mechanical
twinning in a high manganese content austenitic steel. Materials Science and
Engineering A, 387-389, 272–276.
Allain, S., Chateau, J. P., & Bouaziz, O. 2004c. A physical model of the twinninginduced plasticity effect in a high manganese austenitic steel. Materials Science
and Engineering A, 387-389, 143–147.
Appel, F. 2005. An electron microscope study of mechanical twinning and fracture
in TiAl alloys. Philosophical Magazine, 85(2-3 SPEC ISS), 205–231.
Atkinson, J. D., Brown, L. M., & Stobbs, W. M. 1974. Work-hardening of coppersilica — 4. The Bauschinger effect and plastic relaxation. Philosophical Magazine,
30(6), 1247–1280.
Bate, P. S., & Wilson, D. V. 1986. Analysis of the Bauschinger effect. Acta Metal247
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
lurgica, 34(6), 1097–1105.
Bieler, T. R., Fallahi, A., Ng, B. C., Kumar, D., Crimp, M. A., Simkin, B. A., Zamiri,
A., Pourboghrat, F., & Mason, D. E. 2005. Fracture initiation/propagation
parameters for duplex TiAl grain boundaries based on twinning, slip, crystal
orientation, and boundary misorientation. Intermetallics, 13(9), 979–984.
Bleck, Wolfgang, & Phiu-On, Kriangyut. 2005. Microalloying of cold-formable multi
phase steel grades. Materials Science Forum, vol. 500-501. Donostia-San Sebastian Basque Countr, Spain: Trans Tech Publications Ltd, Stafa-Zuerich, CH8712, Switzerland.
Bouaziz, O. 2001. Modelling of TWIP effect on work-hardening. Materials Science
and Engineering A, 319-321, 246–249.
Bouaziz, O., & Buessler, P. 2004. Iso-work increment assumption for heterogeneous
material behavior modelling. Advanced Engineering Materials, 6(1-2), 79–83.
Bouaziz, O., & Embury, J. D. 2007. Microstructural design for advance structural
steels. Materials Science Forum, 539-543, 42–50.
Bouaziz, O., Allain, S., & Scott, C. 2008. Effect of grain and twin boundaries on the
hardening mechanisms of twinning-induced plasticity steels. Scripta Materialia,
58(6), 484–487.
Bracke, Lieven, Mertens, Geert, Penning, Jan, De Cooman, Bruno C., Liebeherr, Martin, & Akdut, Nuri. 2006. Influence of phase transformations on the mechanical
properties of high-strength austenitic Fe-Mn-Cr steel. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 37(2), 307–317.
Brooks, J. W., Loretto, M. H., & Smallman, R. E. 1979a. Direct observations of
martensite nuclei in stainless steel. Acta Metallurgica, 27(12), 1839–47.
Brooks, J. W., Loretto, M. H., & Smallman, R. E. 1979b. In situ observations of the
formation of martensite in stainless steel. Acta Metallurgica, 27(12), 1829–38.
Cahn, R. W. 1964. Survey of Recent Progress in the Field of Deformation Twinning.
248
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Pages 1–28 of: Deformation Twinning. New York: Gordon and Breach Science
Publishers.
Christian, J. W., & Mahajan, S. 1995. Deformation twinning. Progress in Materials
Science, 39, 1–157.
Courtney, Thomas H. 2005. Mechanical Behavior of Materials. Waveland Press.
Dai, Q., Yang, R., & Chen, K. 1999. Deformation behavior of Fe-Mn-Cr-N austenitic
steel. Materials Characterization, 42(1), 21–6.
Dastur, Y. N., & Leslie, W. C. 1981. Mechanism of work hardening in Hadfield manganese steel. Metallurgical Transactions A (Physical Metallurgy and Materials
Science), 12A(5), 749–59.
Dieter, George E. 1986. Mechanical Metallurgy. 3rd edn. New York: McGraw-Hill.
Ferreira, P. J., & Mullner, P. 1998. A thermodynamic model for stacking fault energy.
Acta Materialia, 46(13), 4479–4484.
Frommeyer, Georg, Brux, Udo, & Neumann, Peter. 2003. Supra-ductile and highstrength manganese-TRIP/TWIP steels for high energy absorption purposes.
ISIJ International, 43(3), 438–446.
Fujita, H., & Ueda, S. 1972. Stacking faults and f.c.c. to h.c.p. transformation in 18/8
type stainless steel. Acta Metallurgica, 20(5), 759 – 67.
Grassel, O., Krger, L., Frommeyer, G., & Meyer, L. W. 2000. High strength Fe-Mn(Al, Si) TWIP/TRIP steels development - properties - application. International
Journal of Plasticity, 16, 1391–1409.
Hosford, William F., & Caddell, Robert M. 1993. Metal Forming: Mechanics and
Metallurgy. 2nd edn. Upper Saddle River: PTR Prentice Hall.
Humphreys, F. J. 2004. Characterisation of fine-scale microstructures by electron
backscatter diffraction (EBSD). Scripta Materialia, 51(8), 771–776.
Hyoung Cheol, Choi, Tae Kwon, Ha, Hong Chul, Shin, & Young Won, Chang. 1999.
249
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
The formation kinetics of deformation twin and deformation induced austenite
to epsilon-martensite in an austenitic Fe-C-Mn steel. Scripta Materialia, 40(10),
1171–7.
Ishida, K., & Nishizawa, T. 1972. Effect of alloying elements on the stability of epsilon
iron. Journal of the Japan Institute of Metals, 36(12), 1238–1244.
Kalidindi, Surya R., Salem, Ayman A., & Doherty, Roger D. 2003. Role of deformation twinning on strain hardening in cubic and hexagonal polycrystalline metals.
Advanced Engineering Materials, 5(4), 229 – 232.
Karaman, I., Sehitoglu, H., Gall, K., Chumlyakov, Y. I., & Maier, H. J. 2000a.
Deformation of single crystal Hadfield steel by twinning and slip. Acta Materialia,
48(6), 1345–1359.
Karaman, I., Sehitoglu, H., Beaudoin, A. J., Chumlyakov, Y. I., Maier, H. J., &
Tome, C. N. 2000b. Modeling the deformation behavior of Hadfield steel single
and polycrystals due to twinning and slip. Acta Materialia, 48(9), 2031–2047.
Karaman, I., Sehitoglu, H., Chumlyakov, Y. I., Maier, H. J., & Kireeva, I. V. 2001.
The effect of twinning and slip on the Bauschinger effect of Hadfield steel single
crystals. Metallurgical and Materials Transactions A (Physical Metallurgy and
Materials Science), 32A(3A), 695–706.
Karaman, I., Sehitoglu, H., Chumlyakov, Y. I., & Maier, H. J. 2002. The deformation
of low-stacking-fault-energy austenitic steels. JOM, 54(7), 31–7.
Kelly, A., Groves, G. W., & Kidd, P. 2000. Crystallography and Crystal Defects. John
Wiley & Sons, Ltd.
Klassen-Neklyudova, M. V. 1964. Mechanical Twinning of Crystals. New York: Consultants Bureau.
Kocks, U. F., & Mecking, H. 2003. Physics and phenomenology of strain hardening:
The FCC case. Progress in Materials Science, 48(3), 171–273.
Kocks, U.F. 1976. Laws for work-hardening and low-temperature creep. Transactions
250
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
of the ASME. Series H, Journal of Engineering Materials and Technology, 98(1),
76 – 85.
Kucherov, L., & Tadmor, E. B. 2007. Twin nucleation mechanisms at a crack tip in
an hcp material: Molecular simulation. Acta Materialia, 55(6), 2065–2074.
Lee, Young-Kook, & Choi, Chong-Sool. 2000. Driving force for gamma to epsilon
martensitic transformation and stacking fault energy of epsilon in Fe-Mn binary
system. Metallurgical and Materials Transactions A, 31A, 355–360.
Mori, T., & Fujita, H. 1977. Twinning deformation in single crystals of Cu-8 at.
Transactions of the Japan Institute of Metals, 18(1), 17 – 24.
Mullner, P., & Ferreira, P. J. 1996. On the energy of terminated stacking faults.
Philosophical Magazine Letters, 73(6), 289–297.
Olson, G. B., & Cohen, M. 1976. A General Mechanism of Martensitic Nucleation:
Part1. General Concepts and the FCC to HCP Transformation. Metallurgical
Transactions A, 7A, 1897–1904.
Putaux, J. L., & Chevalier, J. P. 1996. Hrem study of self-accommodated thermal
epsilon martensite in an Fe- Mn-Si-Cr-Ni shape memory alloy. Acta Materialia,
44(4), 1701–1716.
Remy, L. 1977a. Kinetics of strain-induced FCC to HCP martensitic transformation. Metallurgical Transactions A (Physical Metallurgy and Materials Science),
8A(2), 253–8.
Remy, L. 1977b. Temperature variation of the intrinsic stacking fault energy of a high
manganese austenitic steel. Acta Metallurgica, 25(2), 173 – 179.
Remy, L. 1977c. Twin-twin interaction in FCC crystals. Scripta Metallurgica, 11(3),
169–71.
Remy, L. 1978a. Interaction between slip and twinning systems and the influence
of twinning on the mechanical behavior of fcc metals and alloys. Metallurgical
Transactions A (Physical Metallurgy and Materials Science), 12A(3), 387–408.
251
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
Remy, L. 1978b. Kinetics of F.C.C. deformation twinning and its relationship to
stress-strain. Acta Metallurgica, 26, 443–451.
Remy, L., & Pineau, A. 1976. Twinning and strain-induced FCC to HCP transformation on the mechanical properties of Co-Ni-Cr-Mo alloys. Material Science
and Engineering, 26(1), 123 – 32.
Remy, L., & Pineau, A. 1977. Twinning and strain-induced FCC to HCP transformation in the Fe-Mn-Cr-C system. Material Science and Engineering, 28(1),
99–107.
Rohatgi, Aashish, Vecchio, Kenneth S., & Gray, George T. III. 2001. Influence of
stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: Deformation twinning, work hardening, and dynamic recovery. Metallurgical and
Materials Transactions A: Physical Metallurgy and Materials Science, 32(1), 135
– 146.
Rosengaard, N. M., & Skriver, H. L. 1993. Calculated stacking-fault energies of
elemental metals. Physical Review B (Condensed Matter), 47(19), 12865–12873.
Sato, A., Soma, K., & Mori, T. 1982. Hardening due to pre-existing epsilon-martensite
in an Fe-30Mn-1Si alloy single crystal. 30(10), 1901–1907.
Scott, C., Guelton, N., Allain, S., & Faral, M. 2005. The development of a new FeMn-C austenitic steel for automotive applications. Pages 127–138 of: Materials
Science and Technology 2005 Conference, Sep 25-28 2005. Materials Science and
Technology, vol. 2. Pittsburgh, PA, United States: Association for Iron and Steel
Technology, AISTECH, Warrendale, PA 15086 7528, United States.
Sinclair, C.W., Embury, J.D., Weatherly, G.C., & Conlon, K.T. 2005. Co-deformation
of two-phase Cu-Cr alloys. Philosophical Magazine, 85(26-27 SPEC ISS), 3137
– 3156.
Sipos, K., Remy, L., & Pineau, A. 1976. Influence of austenite predeformation on
mechanical properties and strain-induced martensitic transformations of a high
manganese steel. Metallurgical Transactions A (Physical Metallurgy and Mate252
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
rials Science), 7A(6), 857–64.
Sowerby, R., Uko, D. K., & Tomita, Y. 1979. Review of certain aspects of the
Bauschinger effect in metals. Materials Science and Engineering, 41(1), 43–58.
Spencer, Kevin. 2004. The Work Hardening of Austenitic Stainless Steel, Applied to
the Fabrication of High-Strength Conductors. Ph.D. thesis, McMaster University.
Stringfellow, R.G., Parks, D.M., & Olson, G.B. 1992. Constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in
metastable austenitic steels. Acta Metallurgica et Materialia, 40(7), 1703 – 1716.
Szczerba, M. S., Bajor, T., & Tokarski, T. 2004. Is there a critical resolved shear
stress for twinning in face-centred cubic crystals? Philosophical Magazine, 84(35), 481–502.
Takaki, Setsuo, Nakatsu, Hideshi, & Tokunaga, Youichi. 1993. Effects of austenite
grain size on epsilon martensitic transformation in Fe-15massMaterials Transactions, JIM, 34(6), 489–495.
Tegart, Willaim John McGregor. 1966. Elements of mechanical metallurgy. New
York: Macmillan.
Tomota, Y., Strum, M., & Morris, J. W., Jr. 1986. Microstructural dependence of
Fe-high Mn tensile behavior. Metallurgical Transactions A (Physical Metallurgy
and Materials Science), 17A(3), 537–547.
Tomota, Y., Strum, M., & Morris, J. W. Jr. 1987. Relationship between toughness
and microstructure in Fe-high Mn binary alloys. Metallurgical Transactions A
(Physical Metallurgy and Materials Science), 18A(6), 1073 – 1081.
Tomota, Y., Strum, M, & Morris, J. W. Jr. 1988. Tensile deformation behavior of
mechanically stabilized Fe-Mn austenite. Metallurgical Transactions A (Physical
Metallurgy and Materials Science), 19A(6), 1563 – 1568.
Tsuzaki, Kaneaki, Fukasaku, Shin-ichi, Tomota, Yo, & Maki, Tadashi. 1991. Effect
of prior deformation of austenite on the gamma to epsilon martensitic transfor253
M.A.Sc. Thesis by Xin Liang
Materials Science & Engineering—McMaster 2008
mation in Fe-Mn alloys. Materials Transactions, JIM, 32(3), 222–228.
Volosevich, P. Yu, Gridnev, V. N., & Petrov, Yu. 1972. Investigation of the structural
changes of austenite during the martensitic transformation in steels with higher
stacking fault energy. Physics of Metals and Metallography (English translation
of Fizika Metallov i Metallovedenie), 34(4), 108–113.
Warner, D. H., Curtin, W. A., & Qu, S. 2007. Rate dependence of crack-tip processes
predicts twinning trends in f.c.c. metals. Nature Materials, 6(11), 876–881.
Yoo, M. H. 1978. Slip, twinning, and fracture in hexagonal close-packed metals. Metallurgical Transactions A (Physical Metallurgy and Materials Science), 12A(3),
409–418.
254