Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
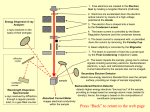
Material Development for Electron Beam Melting Timothy Horn [email protected] Center for Additive Manufacturing and Logistics http://camal.ncsu.edu Advantages of Additive Manufacturing • Extremely complex geometries not possible with traditional methods (geometric lattice structures, conformal channels ) • Structurally optimized components-unique properties (thermal, electrical, biological etc.) • Material is only used where it is needed • Significant reductions in buy-to-fly ratio • Significant savings in fuel • No tooling or dies needed to fabricate a part = short runs, small batches, legacy parts • Point of use process - reduced inventory -reduced carrying and transport costs • Combine assemblies into single parts • Opportunities for materials development Advantages of Additive Manufacturing • Extremely complex geometries not possible with traditional methods (geometric lattice structures, conformal channels ) • Structurally optimized components-unique properties (thermal, electrical, biological etc.) • • • Material is only used where it is needed • Significant reductions in buy-to-fly ratio • Significant savings in fuel No tooling or dies needed to fabricate a part = short runs, small batches, legacy parts Point of use process - reduced inventory -reduced carrying and transport costs • Combine assemblies into single parts • Opportunities for materials development • • • • • • • GRCop-84 OFE Copper Niobium C103 Niobium Beryllium Alloys Ti-Al Nickel Alloys (625, 718, M247) • • • • • • Tool Steels Aluminum Alloys (6061, 7075, 2024) Nitinol (55%, 60%) Ti6Al4VB Metal Matrix Composites Lunar Regolith Center For Additive Manufacturing and Logistics •Over 20 faculty members from multiple disciplines •20+ graduate students •Plastic based additive technologies •(FDM,SLA, polyjet, powder consolidation) •Clean room facility houses bio-plotter •Direct metal additive fabrication research Current Research Areas Include: • Structural Optimization • Biomedical applications/custom implants • New materials development, parameter optimization, process mapping • Energy absorption/attenuation, negative Poisson structures • Fatigue/creep and other mechanical properties (characterization) • Surface finish/powder removal/residual stresses • Machining of components to specified tolerances • Supply chain and Logistics of additive networks Electron Beam Melting (ARCAM) • 4kW Electron beam is generated within the electron beam gun • The tungsten filament is heated at extremely high temperatures which releases electrons • Electrons accelerate with an electrical field and are focused by electromagnetic coils • The electron beam melts each layer of metal powder to the desired geometry • Vacuum/melt process eliminates impurities and yields high strength properties of the material • Vacuum also facilitates the use of highly reactive metals • High build temperature provides good form stability and low residual stress in the part • 20-200 micron layer thickness • 20-300 micron powder Electron Beam Melting (ARCAM) • Energy Balance –Maintain constant build temperature • Preheat 1: Lightly sinter the powder “Jump Safe” • Preheat 2: Increased local sintering “Melt Safe” • Wafer Supports • Contours • Hatch • Heating Steps Electron Beam Melting (ARCAM): Parameter Development Strategy 1. Feasibility 2. Material Properties • Toxicity, PPE, Exposure Limits • X-Ray Generation • Regulations (ITAR) • Minimum Ignition Energy 3. Powder Properties 4. Hardware Changes Chronic Beryllium Disease (CBD) Modified Hartmann Tube: Minimum Energy (Joules) from a capacitor discharge to ignite a dust cloud of known density in 1 out of 10 tries www.adinex.be Minimum MIE =0.5J Electron Beam Melting (ARCAM): Parameter Development Strategy 1. Feasibility • Melting Temperature • Thermal Conductivity • Electrical Conductivity • Vapor Pressures • Phase Diagrams • TTT Diagrams • Known Heat Treatments • Oxidation/Contamination 2. Material Properties 3. Powder Properties 4. Hardware Changes Electron Beam Melting (ARCAM): Parameter Development Strategy 1. Feasibility • 2. Material Properties Powder Flow • Internal Porosity • Apparent Density • Powder Size Distribution • Sintering Characteristics 4. Hardware Changes 99.99% Cu Powder Morphology • 3. Powder Properties $$$ ASTM B855-06 99.99% Cu Type Average Volumetric Flow Rate (cm3/s) Powder A 0.599 Powder B 0.704 Powder C 0.699 $$$ $$$ •Apparent Density 99.80% Cu $ Flow rate is a good indicator of powder raking, packing, feeding characteristics! •Size •Shape •Surface Contamination Electron Beam Melting (ARCAM): Parameter Development Strategy • Powder Morphology • Powder Flow • Internal Porosity • Apparent Density • Powder Size Distribution • Sintering Characteristics 2. Material Properties 3. Powder Properties 4. Hardware Changes 60.0% Percentage (by weight) 1. Feasibility 50.0% 40.0% 30.0% 20.0% 10.0% 0.0% <60 60-100 100-220 220-500 Size Range (microns) New Reuse Electron Beam Melting (ARCAM): Parameter Development Strategy 1. Feasibility • Powder Quantity • Raking characteristics • Thermal considerations 2. Material Properties 3. Powder Properties 4. Hardware Changes Electron Beam Melting (ARCAM): Parameter Development Strategy 1. Feasibility • Powder Quantity • Raking characteristics • Thermal considerations 2. Material Properties 3. Powder Properties 4. Hardware Changes Electron Beam Melting (ARCAM): Parameter Development Strategy Preheating Parameters: Smoke Test • Beam Focus Offset (mA) • Line Offset (mm) • Line Order • Beam Current (min, average, ramping) (mA) • Beam Speed (mm/s) • Box Size • Average Current • Number of Reps 1 Line Order 2 Line Offset 3 Electron Beam Melting (ARCAM): Parameter Development Strategy Melting Parameters: Hatch Initial Parameter Search: •Beam Speed •Beam Power •Beam Focus Beam Speed (mm/s) 400, 800, 1500, 2000 Beam Current (mA) 8-20 Speed Function* Curling/delaminating V=spot velocity (10-20000 mm/s) d=spot size (0.1-0.4 mm) e- e- ee- e- P=Beam power (50-4000 W) Melt area T=Working temperature (750C) Z 0.1 P m dvc Z = melt depth (mm) P = beam power (W) θm = temperature rise to melting point (C) κ = thermal conductivity (W/mm- C) d = beam diameter (mm) v = beam velocity (mm/sec) ρ = density (gm/mm^3) c = specific heat (J/gm- C) E UI dv Electron Beam Melting (ARCAM): Parameter Development Strategy Melting Parameters: Hatch Melt pool quality continually observed by operator! Porosity Repeat this process until melt is satisfactory Secondary Parameter Search: •Contour Parameters •Hatch Settings •Temperature Stability •Turning Point Function •Thickness Function Electron Beam Melting (ARCAM): Parameter Development Strategy Melting Parameters: Testing/Validation •Thermal Conductivity: 390.5 W/m·K •Electrical Conductivity: (72 to 79 % IACS for cathode) •Field Testing: Verified performance under high power RF conditions Electron Beam Melting (ARCAM): Applications-High Purity Copper •High average power Normal Conducting Radio Frequency (NCRF) photoinjectors. •Accelerators for high-energy electron-beam applications • Requires 99.99% pure copper • (Conductivity >100% IACS ~5.8 x10^7 S/m ) •A key problem limiting the duty cycle of NCRF photoinjectors is inefficient cooling Electron Beam Melting (ARCAM): Applications-High Purity Niobium NbTi Dished Head Ti Bellows Field Probe HOM Coupler Medium Beta Cavity Stiffening Rings 2-Phase Return Header NbTi Dished Head HOM Coupler Fundamental Power Coupler Two medium-beta SNS cryomodules in assembly at JLab •Superconducting Radio Frequency (SRF) Accelerators are now considered the device of choice for many applications in high energy and nuclear physics. - Energy Recovery Linacs (ERLs) Linear Colliders (ILC) Neutrino Factories Spallation Neutron Sources. •After the Accelerating Cavity, the Fundimental Power Coupler (FPC) is considered the most important component in the SRF accelerator. - The FPC transfers power from the RF source to the accelerating cavity •Vacuum, Cryogenic, and High Power Electromagnetic Environment •Must also dissapate hundreds of kW of average power Electron Beam Melting (ARCAM): Applications-High Purity Niobium •Small Quantity of Powder •Very High Temperature: 2477 °C Pressure Monitored by RGA Sample A Sample B Average RRR Average Tc Average ΔTc 18 19 9.19 9.16 0.09 0.12 •Stanford Research Systems •Quadrupole mass spectrometer sensor •Upstream particle filters Samples are superconducting: • RRR values ~ ½ of reactor grade bulk material. • Transition temperatures are ~ 0.11 K below bulk value. • Sample B has a slightly lower Tc on average than sample A • Transition Width (ΔTc) is consistent with other measured bulk samples • Sample A has clean transitions for all four samples measured. • Sample B has a two step transition for the two samples measured. Electron Beam Melting (ARCAM): Applications-Aluminum & Alloys Electron Beam Melting (ARCAM): Nitinol Ni-Ti <24°C = Martensitic 37°C= Austenitic Increasing Beam Current Electron Beam Melting (ARCAM): GRCop-84 Mahale, Cormier Electron Beam Melting (ARCAM): GRCop-84 Mahale, Cormier Electron Beam Melting (ARCAM): Titanium Aluminide • 2004: Development of Process parameters for pre-alloyed powders • 2005: Investigation into Combustion Syntesis • 2009: Development of new prealloyed parameter set • 2013: High Niobium Ti-Al- Mercury Center Electron Beam Melting (ARCAM): Ti-6Al-4V B • One of the key problems with EBM fabrication of Ti-6Al-4V is the large columnar β grain growth Melt safe Jump safe • Could Boron additions help control microstructure in EBM produced Ti-64? ~40 Layers Electron Beam Melting (ARCAM): Ti-6Al-4V B • Initial experiments conducted in 2006 (Denis Cormier, Tushar Mahale) • TiB2 mixed mechanically combined with Arcam Ti-6Al-4V powder in an attempt to refine or disrupt the columnar microstructure of EBM fabricated parts • TiB2 did not go into solution • Resulted in relatively poor mechanical properties • Searched for a source of pre-alloyed powder Electron Beam Melting (ARCAM): Ti-6Al-4V B • In 2012 ATI was able to provide us with pre-alloyed Ti-6Al-4V with trace amounts of Boron. • The Ti-6Al-4V powder shows a typical lath structure, the Ti-6Al-4V-1B powder has a homogenous structure that exhibits dendritic patterns. • Properties of Ti-6Al-4V and Ti-6Al-4V-1B samples fabricated with the Arcam Electron Beam Melting process using the available process parameters for Ti6Al-4V Ti-6Al-4V Ti-6Al-4V-1B No Boron 0.25% Boron We would like to thank ATI for developing and providing the Ti-6Al-4V +B powder used in these tests! 1.0% Boron Future: • Improve/design new and existing materials for additive manufacturing • Develop predictive models for process parameters • Development in process monitoring technologies Acknowlegements: Dr. Denis Cormier Dr. Tushar Mahale Dr. Ola Harrysson Dr. Harvey West Pedro Frigola Kyle Knowlson Dr. Andrzej Wojcieszynski Jean Stewart