Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
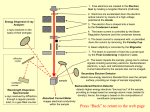
Electron Beam Welding (EBW) Professor Pedro Vilaça * Materials Joining and NDT * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo [email protected] ; Skype: fsweldone January 2015 Electron Beam welding (EBW) Process Overview • EBW is a fusion joining process that produces coalescence of materials with heat obtained by impinging a beam composed primarily of high energy electrons onto the joint to be welded: transformation of Mechanical energy into Heat energy Principles of Operation • The heart of the EBW process is the electron beam gun/column assembly • Electrons are generated by heating a negatively charged emitting material to its thermionic emission temperature range, causing electrons to "boil off" this emitter or cathode and be attracted to the positively charged anode. • Bias cup surrounding the emitter provides the electrostatic field geometry that then simultaneously accelerates and shapes these electrons into the beam. The beam then exits the gun through an opening in the anode. Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 1 1 Generation Acceleration Focusing Guidance Working zone Simplified Representation of a Triode Electron Beam Gun Column Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 2 • Upon exiting the gun, this beam of electrons accelerates to speeds in the range of 30 to 70 % of the speed of light, when gun operating voltages are in the range of V = 25kV to 200kV. • The mechanical power of a beam of electrons can be calculated from the following analysis, based on the kinetic energy of the beam per unit of time: Pkinetic E kinetic 1 2 me n v e t 2 Typical Power are in the range of: 1 to 5 kW Where : me 9.109 10 31 kg v e v luz 3 10 m / s 8 typicaly : v e 0.3;0.7 v luz n – number of electrons per unit of time Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 3 2 In practice, the rate of Heat Input to the weld joint is controlled by the following four basic variables: 1. Number of electrons per second being impinged on the workpiece (beam current) 2. Magnitude of velocity of these electrons (beam accelerating voltage) 3. Degree to which this beam is concentrated at workpiece (focal beam spot size) 4. Travel speed with which workpiece or electron beam is being moved (welding speed) Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 4 Selection Of Welding Variables The rate of energy input to the workpiece during EBS is: Energy input (heat input), J/mm Where: Heat input V = beam accelerating voltage, V I = beam current, A P = beam power, W or J/s v = travel speed, mm/s = fusion efficiency Department of Engineering Design and Production P V I beam v v Engineering Materials Materials Joining and NDT 5 3 Change in individual welding variables will affect the penetration and bead geometry in the following manner: • Accelerating voltage: as the accelerating voltage is increased, the depth of penetration achievable will also increase. (V = 25 to 200 kV) • Beam current: for any given accelerating voltage: the penetration achievable will increase with beam current. (I = 0.05 to 1 A) • Travel speed: for any given beam power level, the weld bead will become narrow and the penetration will decrease as the travel speed is increased • Beam Spot size: sharp focus of the beam will produce a narrow, parallel-sided weld geometry because the effective beam power density will be maximum (diameter = 0.25 to 0.75 mm) Note: Defocusing the beam, either by over focusing or under focusing, will increase the effective beam diameter and reduce beam power density Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 6 Engineering Materials Materials Joining and NDT 7 • Equipment: Classifications of EBW Equipment Department of Engineering Design and Production 4 • Equipment: Level of Vacuum in Gun and Working Cameras Variants: -3 -6 High-Vacuum: 10 to 10 Torr -3 Fine-Vacuum: 25 to 10 Torr Non-vacuum (1 atm 760 Torr) High-vacuum chamber equipment for EBW Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 8 • Equipment: Level of Vacuum in Gun and Working Cameras. High-vacuum, medium-vacuum, and non-vacuum (atmospheric pressure) EBW equipment employs: i) electron beam gun / column assembly; ii) one or more vacuum pumping systems; iii) power supply. Gun Working camera Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 9 5 • Equipment: Importance of Level of Vacuum in Gun and Working Cameras. Increased divergence of electron beam Reduce the speed of electrons by friction and collision with atmospheric particles To avoid oxidation of the cathode the compressions in beam source are always needed and are always equal or higher than the ones in the working chamber Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 10 • Equipment: Influence of Level of Vacuum in EBW Penetration. Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 11 6 • Equipment: Influence of Level of Vacuum in EBW quality. Fine-Vacuum Non-vacuum High-Vacuum Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 12 Engineering Materials Materials Joining and NDT 13 Effect of Travel Speed on Penetration of Non-vacuum Electron Beam Welds in Steel Department of Engineering Design and Production 7 • Equipment: Different machine concepts Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 14 Engineering Materials Materials Joining and NDT 15 • Equipment: Different machine concepts Department of Engineering Design and Production 8 • Equipment: Geometric shape and type of cathodes. Filament Tape Helicoidally Department of Engineering Design and Production Spiral Engineering Materials Materials Joining and NDT 16 Engineering Materials Materials Joining and NDT 17 • Equipment: Material of cathodes. Department of Engineering Design and Production 9 • Equipment: Sample of an electronic scanning for joint tracking. Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 18 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 19 • Once the beam exits from the gun, it will gradually broaden with distance travelled • In order to counteract this inherent divergence effect, an electromagnetic lens system is used to converge the beam, which focuses it into a small spot on the workpiece • The beam divergence and convergence angles are relatively small, which gives the concentrated beam a long usable focal range, or depth of focus 10 • The resulting beam power levels and power densities attainable from these units can reach values as high as 100 kW and 1.55 x 104 W/mm². Such power densities are significantly higher than those possible with arc welding processes • At power densities on the order (1.55 x 10² W/mm²), and greater, the electron beam is capable of instantly penetrating into a solid workpiece or a butt joint and forming a vapour capillary (keyhole) which is surrounded by molten metal • As the beam advances along the joint molten metal from the forward portion of the keyhole flows around its periphery and solidifies at the rear to form weld metal. Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 20 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 21 11 The weld penetration formed is much deeper than it is wide, and the heat affected zone produced is very narrow. For example, the width of a butt weld in 13 mm thick steel plate may be as small as 0.8 mm. This stands in remarkable contrast to the weld zone produced in arc and gas welded joints, where penetration is achieved primarily through conduction melting. 1. EBW 2. GTAW 3. OGW Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 22 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 23 Advantages 12 Advantages The following advantages of electron beam welding: - The EBW directly converts electrical energy into beam output mechanical energy. Thus the process is extremely efficient - Electron beam weldments exhibit a high depth-to-width ratio. This feature allows for single-pass welding of thick joints - The heat input per unit length for a given depth of penetration can be much lower than with arc welding. The resulting narrow weld zone results in low distortion, and fewer deleterious thermal effects Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 24 - A high-purity environment (vacuum for welding) minimizes contamination of the metal by oxygen and nitrogen - The ability to project the beam over distance of several centimetres in vacuum often allows welds to be made in otherwise inaccessible locations - Rapid travel speeds are possible because of the high melting rates associated with this concentrated heat source. This reduces welding time and increases productivity and energy efficiency - Reasonably square butt joints in both thick and relatively thin plates can be welded in one pass without filler metal addition Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 25 13 - Hermetic closures can be welded with the high or medium-vacuum modes of operation while retaining a vacuum inside the component - The beam of electrons can be magnetically deflected to produce various shape welds and magnetically oscillated to improve weld quality or increase penetration - The forced beam of electrons has a relatively long depth of focus, which will accommodate a broad range of work distances - Full penetration, single-pass welds with nearly parallel sides, and exhibiting nearly symmetrical shrinkage, can be produced - Dissimilar metals and metals with high thermal conductivity such as copper can be welded Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 26 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 27 Limitations 14 Limitations • Capital costs are substantially higher than those of arc welding equipment depending on the volume of parts to be produced, however, the final per piece part costs attainable with EBW can be highly competitive • Preparation for welds with high depth-to-width ratio requires precision machining of the joint edges, exacting joint alignment, and good fit-up • The rapid solidification rates achieved can cause cracking in highly constrained, low ferrite stainless steel • For high and medium vacuum welding, work chamber size must be large enough to accommodate the assembly operation. The time needed to evacuate the chamber will influence production costs Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 28 • Partial penetration welds with high depth-to-width ratios are susceptible to root voids and porosity • Because the electron beam is deflected by magnetic fields, non-magnetic or properly degaussed metals should be used for tooling and fixturing close to the beam path • With the non-vacuum mode of electron beam welding, the restriction on work distance from the bottom of the electron beam gun column to the work will limit the product design in areas directly adjacent to the weld joint • With all modes of EBW, radiation shielding must be maintained to ensure that there is no exposure of personnel to the X-radiation generated by EB welding Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 29 15 • Adequate ventilation is required with non vacuum EBW, to ensure proper removal of ozone and other harmful gases formed during this mode of EB welding • • Full penetration, single-pass welds with nearly parallel sides, and exhibiting nearly symmetrical shrinkage, can be produced • Dissimilar metals and metals with high thermal conductivity such as copper can be welded Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 30 Characteristics of Welds • Produces weld metal geometries that differ significantly from made by conventional arc welding process. The geometry of typical electron beam weld exhibits a weld depth-to-width ratio that is very large in comparison to that of an arc weld • This feature results from the high-power density of the electron beam. The high depth-to-width ratios of electron beam welds account for two important advantages of the process: • Relatively thick joints can be welded in a single pass • For a given thickness, the travel speed is much greater than can be attained with arc welding Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 31 16 Welding Procedures Joint Designs • Butt, corner, lap, edges, and T-joints can be made by EBW using square-butt joints or seam welds • Fillet welds are difficult to make and are not generally attempted Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 32 Joint Preparation and Fit-Up • When no filler wire is added, the fit-up of parts must be more precise then for arc welding processes. The beam must impinge on and melt both members simultaneously, except for seam welds where the beam penetrates through the top sheet • Underfill or incomplete fusion will result from poor fit-up, and lap joints which are not clamped sufficiently will burn through Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 33 17 • Typical Joint Designs for EBW Seam Appearance at Atmospheric EB-Welding Seam Appearance for EB-Welding in Vacuum Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 34 Metals Welded In general, all metals and its alloys that can be fusion welded by other welding processes can also be joined by EBW This includes similar and dissimilar metal combinations that are metallurgically compatible However, if EBW is applied to metals that are subject to hot cracking or porosity, the welds will often contain such discontinuities Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 35 18 Steels Rimmed and Killed Steels Note: Rimmed steels differ from killed steels in that the amount of deoxidising agent (manganese, ferrosilicon and aluminium, resulting in Al2O3) added is less. Killed steels are totally deoxidised, whereas rimmed steels are only partially deoxidised. • Chemical reaction that occurs between carbon and oxygen to form carbon monoxide gas (CO) will occur in the molten weld pool • As a result, violent weld pool action, spatter, and porosity in the solidified weld metal are expected with this type of steel • Electron beam welds in rimmed steel can be improved if deoxidizers, such as manganese, silicon, or aluminium, are incorporated through filler metal additions Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 36 Hardenable Steel • Thick sections of hardenable steels may crack when electron beam welded without preheat Stainless Steels • Austenitic Stainless Steels- EBW helps to inhibit carbide precipitation in stainless steels because of the short time that the weld zone is in the sensitizing temperature range. However, the high cooling rate may cause cracking in highly constrained, low ferrite grades of material • Martensitic Stainless Steels- Hardness and susceptibility to cracking increase with increasing carbon content and cooling rate. Prevented by preheating the base materials before welding Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 37 19 Precipitation-Hardening Stainless Steels- The semi-austenitic types, such as 177PH and PH14-8 Mo, can be welded as readily as the 18-8 types of austenitic stainless steels In the more martensitic types, such as 17-4 PH and 15-5 PH, the low carbon content precludes formation of hard martensite in the weld metal and heat-affected zone Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 38 • Aluminum Alloys- In general, aluminum alloys that can be readily welded by gas tungsten arc and gas metal arc welding can be electron beam welded • Titanium and zirconium- These materials and their alloys must be welded in an inert environment. High vacuum electron beam welding is best for both metals, but medium vacuum and non-vacuum welding with inert gas shielding may be acceptable for some titanium applications. • Refractory metals- Excellent process for joining the refractory metals, because the high-power density allows the joint to be welded with minimum heat input. (Ta, Mo) Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 39 20 Weldability Dissimilar Metal Combinations 1. 2. 3. 4. 5. Very desirable (solid solubility in all combinations) Probably acceptable (complex structures may exist) Use with caution (Insufficient data for proper evaluation) Use with extreme caution (data not available) Undesirable combinations (intermediate compounds formed) Engineering Materials Materials Joining and NDT Department of Engineering Design and Production 40 3 Molybdenum 3 5 2 5 5 3 2 3 Niobium 4 5 4 5 5 2 5 4 1 Nickel 2 5 1 5 1 1 2 5 5 Aluminium Gold Beryllium Cobalt Copper Iron Magnesium Molybdenum 5 Department of Engineering Design and Production Tungsten 5 Titanium 2 5 Tin 2 5 Tantalum 5 5 Rhenium 2 2 Platinum 5 5 Nickel 3 Magnesium Niobium Iron Silver Weldability Dissimilar Metal Combinations (continued) Engineering Materials Materials Joining and NDT 41 21 1 1 1 5 2 5 1 Rhenium 3 4 4 5 1 3 5 4 5 5 3 2 Tin 2 2 5 3 5 2 5 5 3 5 5 5 3 Tantalum 5 5 4 5 5 3 5 4 1 1 5 5 5 5 Titanium 2 5 5 5 5 5 5 3 1 1 5 5 5 5 Aluminium Gold Beryllium Cobalt Copper Iron Magnesium Molybdenum Platinum Rhenium Nickel 1 Titanium 5 Tungsten 1 Tantalum 5 Tin 1 Niobium Platinum Silver Weldability Dissimilar Metal Combinations (continued) Engineering Materials Materials Joining and NDT Department of Engineering Design and Production 42 5 5 3 5 3 1 1 5 1 5 3 1 2 5 5 5 5 5 3 5 1 5 5 5 5 2 1 5 Aluminium Gold Beryllium Cobalt Iron Magnesium Platinum Rhenium Tin Tantalum Titanium Tungsten Nickel 4 5 Niobium 5 5 Molybdenum 3 Zirconium Copper Tungsten Silver Weldability Dissimilar Metal Combinations (continued) Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 43 22 Applications Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 44 Applications • EBW is primarily used for two distinctly different types of applications: high precision high production low weldability advanced engineering materials high penetration/width with low heat input • Types of applications are mainly in the nuclear, aircraft, aerospace, and electronic industries: Typical products include nuclear fuel elements, special alloy jet engine components, pressure vessels for rocket propulsion components, pressure vessels for rocket propulsion system, and hermetically sealed vacuum devices • Others examples are gears, frames, steering columns, and transmission and drive-train parts for automobiles; thin-wall tubing; band saw and hacksaw blades; and other bimetal strip applications Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 45 23 Application Sample 1 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 46 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 47 Application Sample 2 24 Application Sample 3 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 48 Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 49 Application Sample 4 25 Other Electron Beam Processing Cladding and Surfacing Welding Cutting Engineering Materials Materials Joining and NDT Department of Engineering Design and Production 50 Other Electron Beam Processing: Production of metal ingot by fusion Electron beam gun Visualization Electron beam Vacuum System Base Material (BM) BM pool Fusion Chamber BM liquid drops Refrigeration system with water Ingot extraction Ingot Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 51 26 Other Electron Beam Processing: Drilling and thermal machining Liquid BM Expelled out BM Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 52 Other Electron Beam Processing: Cladding by evaporation projection Substrate heating resistance Subtract Thin cladding Electron beam gun Vacuum System Surface beamed by electrons BM pool water-cooled melting pot Working chamber Department of Engineering Design and Production Material A melting pot Material B melting pot Engineering Materials Materials Joining and NDT 53 27 Health & Safety • The process requires users to observe safety precautions not normally necessary with other types of fusion welding equipment • The four primary potential dangers associated with electron beam equipment are: 1. Electric shock 2. X-ray radiation 3. Fumes and gases 4. Explosion danger of vacuum systems Department of Engineering Design and Production Engineering Materials Materials Joining and NDT 54 28