Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
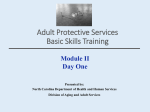
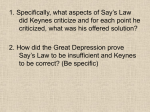
Production Planning & Control Vol. 20, No. 2, March 2009, 158–167 Centralised supply chain master planning employing advanced planning systems Martin Rudberga* and Jim Thulinb a Department of Management and Engineering, Division of Production Economics, Linköping University, Linköping, Sweden; bOptilon, Malmö, Sweden Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 (Final version received 20 November 2008) Higher expectations on supply chain performance force organisations to reinvent themselves in order to cut costs and increase customer service, all to gain competitive advantage. Pursuing the best network of manufacturing, supply and distribution facilities relative to the marketplace is therefore on top of many managers’ ‘most wanted’ list concerning supply chain management. Supply chain planners are thus in need of decision support to be able to establish feasible and sufficient plans. This article discusses how decision support through advanced planning systems (APS) can assist tactical supply chain planning. A case study is presented showing how APS can act as an enabler in adapting logistics and supply chain principles, as well as reducing costs through streamlining the supply chain. The purpose of this article is primarily to present findings from a case study regarding supply chain planning with the aid of a master planning APS module. The case study emphasises that APS in the scope of logistics management have several positive effects on supply chain performance. Keywords: supply chain management; supply chain planning; process industries; master scheduling; case study 1. Introduction Logistics and supply chain management (SCM) as business management concepts have gained increased attention during the last decades. A vision of the supply chain as a holistic construct with close cooperation between the different organisational units has replaced the traditional picture of the supply chain as a collection of vertically organised functional units (Christopher 2005, Stadtler and Kilger 2005). Many companies that act on both domestic and global markets experience a growing international competition and recognise the need for supply chain efficiency. This need stems from increasing customer demands for high-quality products at a low price plus higher expectations of accurate deliveries and customer service (Christopher 2005). Advanced planning systems (APS) can be used as a tool to meet the ever-increasing demands for effectiveness that put new pressures on swift and efficient planning and control of the supply chain. APS as a decision support system (DSS) for production and distribution planning is still a new and fairly unexplored tool (Wu et al. 2000, Stadtler and Kilger 2005). During the last few years, companies that sell enterprise resource planning (ERP) systems have started developing and implementing APS modules, *Corresponding author. Email: [email protected] ISSN 0953–7287 print/ISSN 1366–5871 online ß 2009 Taylor & Francis DOI: 10.1080/09537280802705047 http://www.informaworld.com which with the aid of sophisticated mathematical algorithms and optimisation functionality support planning of complex systems such as supply chains (Wu et al. 2000, Stadtler 2005). The purpose of this article is primarily to present findings from a case study regarding supply chain redesign and supply chain planning with the aid of a master planning (MP) APS module. More specifically, the case shows how a centralised supply chain MP process can be set up in a multi-site environment, the supply chain planning methodology used by the company, and the results in terms of financial and logistics performance that the company has reached through the project. Unlike traditional ERP systems, APS try to find feasible, near optimal plans across the supply chain as a whole, while potential bottlenecks are considered explicitly (Stadtler and Kilger 2005). In terms of software, APS means a broad group of software applications developed by various software vendors, such as i2, Manugistics (JDA), Oracle, SAP and Lawson. During the last decade, the use of APS for design, integration and control of supply chain processes has increased. Especially the interest among industrial companies has increased, some have invested in the software, but only few use it in practice on strategic and tactical planning levels. There are also Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 Production Planning & Control few documented cases showing how standardised APS are used, especially concerning the tactical planning level which is the focus of this article. From a methodological perspective, this research is based on a literature review and a case study. In addition to an analytical approach, the research in this article is based on a conceptual and descriptive research method. The literature review is founded in the fields of SCM, operations strategy and manufacturing planning and control. The case study is descriptive and illustrative in nature, and data have been gathered through surveys, semi-structured interviews and on-site visits at plants and distribution centres in the case company’s supply chain, as well as data from the company’s information system database. The authors also had access to primary data in terms of company reports describing processes, performance data, etc. Typically, interviews were carried out with project managers, master planners and members of the implementation team. The case analysis is a comparison between before and after the supply chain redesign. This longitudinal approach is selected in order to capture the results of the supply chain restructuring which included implementing APS (Yin 2003). In the following, the article provides a literature review centred on SCM and supply chain planning. Thereafter the case study is introduced describing the supply chain redesign, the APS implementation and its results in particular. After an account concerning managerial implications some concluding remarks are provided. 2. Supply chain planning Studies on SCM often centre on what have been identified as the two main issues concerning the management of value-adding networks: configuration and coordination (Rudberg and West 2008). This article addresses both issues, i.e. the configuration of the network and the coordination of the newly configured network. The ever-present questions of, for example, where to allocate production so as to be most responsive and how to maintain low production and transportation costs become more important when competition increases. Still, the issue of coordination cannot be left aside and must be included when supply chain redesign is considered. In this article, most focus will be put on coordination of the newly redesigned supply chain with the aid of an MP APS module. Supply chain planning has in recent years developed to be supported by optimisation and simulation tools, especially concerning ‘higher’ planning levels. 159 Complex trade-off analysis can be calculated with the aid of optimisation models and solution heuristics in relatively short computing time (De Kok and Graves 2003, Chopra and Meindl 2004). The general trade-off in planning is between service, costs, capital expenditure and working capital (Shapiro 2001). Cost minimisation and profit maximisation are the two most common ways to control the solution (Stadtler and Kilger 2005). Many planning related problems in the supply chain are caused by poor communication and coordination throughout the supply chain. APS has been put forward as one solution to these problems. Advanced planning systems can be defined and explained through different perspectives but commonly APS is viewed as an extension of ERP (Wiers 2002). On the other hand, standard APS modules stem from the many in-house developed DSS that aid planners at various levels in the decision hierarchy (De Kok and Graves 2003). The literature reports on some successful implementations of DSS in either special supply chain planning situations or optimisation models regarding the entire chain. Gupta et al. (2002), for example, describe a DSS that helps Pfizer to plan their distribution network. The model is useful in both strategic and operational planning situations. Brown et al. (2001) presents a large-scale linear programming optimisation model used at Kellogg Company to support production and distribution decision-making on both strategic and tactical levels. Arntzen et al. (1995) comprehensively describe supply chain optimisation at digital equipment corporation. However, many of the cases reported in the literature are in-house developed software based on optimisation solver-engines, and not standard APS software which is the focus of this study. 2.1. APS APS aim at taking into account the finite nature of resource capacity and other constraints in order to provide reliable planning. Unlike traditional ERPsystems, APS do not assume that capacities are infinite, that all customers, products and materials are of equal importance, and that certain parameters (such as lead times) can be fixed (David et al. 2006). Furthermore, APS are not limited to planning and scheduling of a single factory; rather they address supply chains with multiple sites and transportation links. As such, Stadtler and Kilger (2005) define the goal of APS as ‘. . . to find feasible, near-optimal plans across the supply chain as a whole, while potential bottlenecks are considered explicitly’. M. Rudberg and J. Thulin To be able to plan and control complex supply chain structures, powerful management decision support is needed. Planning has, therefore, found a renaissance in the use of optimisation and simulation tools. APS use such optimisation and simulation tools. They consider the supply chain constraints and produce near optimal plans and are, therefore, sometimes called supply chain optimisation software. During the last few years not only APS niche vendors, but also ERP vendors have started developing and implementing advanced planning modules, with the aim to support complex planning problems. Nowadays, APS modules are often a part of larger software suites and work as add-ons to existing ERPsystems. APS do not replace ERP; they extract data from the ERP database and send the resulting plans back for distribution and execution. Often, solver engines based on linear programming and mixed integer programming are used to unravel the large amount of data. To cut computing time, heuristics are used built on operations research (OR) knowledge (De Kok and Graves 2003). APS, consequently, try to automate and computerise the planning through simulation and optimisation. Still the decision-making is done by planners, who have insight into the particular supply chain, know about the system constraints and also have a feeling about feasibility in the plans that are created. Planners also do the modelling and decisions regarding use of input to the model. APS are, thus, based on a systems and Supply management Strategic/ long-term Production management Distribution management Demand management Multi-site master plan ning Supplier management Purchasing and materials planning Source Production planning Distribution planning Production scheduling Transport planning Make Deliver Demand planning Strategic network design Tactical/ mid-term Operational/ short-term process approach and try to bridge the gap between the supply chain complexity and the day-to-day operative decisions. Considering the complex environment that most companies have to cope with, most decision support systems advocate a hierarchical distribution of the decision-making processes, where the next upper level coordinates each lower level (Wortmann et al. 1997). Strategic decisions (long horizon and long periods) cannot be based on the same level of detail in the information as is the case for operational decisions (short horizon and short periods). Hence, decisions made at a high hierarchical level are normally based on aggregated information (in terms of product families, factories, etc.) and aggregated time periods. Thereafter these high-level decisions form the context for the decision-making processes at lower-level decision centres, where decisions are disaggregated into more detailed information and time periods, but the considered horizon is made shorter (Wiers 2002). Decisions are thus exploded through the hierarchical structure until the lowest level is reached and detailed decisions are executed (cf Figure 1). One way to classify standard APS is by categorising different modules depending on the length of the planning horizon on the one hand, and the supply chain process that the module supports on the other. Figure 1 categorises the most common standard APS modules according to these two dimensions (Meyr et al. 2005, Stadtler 2005). This module segmentation is commonly used among Demand fulfilment (ATP/CTP) Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 160 Execution Order release, shop floor control, vehicle dispatch, order management, etc. Procurement Production Distribution Figure 1. APS planning structure and categorisation of typical APS modules. Sales Customer management Production Planning & Control software vendors. This study focuses on the tactical level, i.e. multi-site master planning (MMP) in Figure 1. Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 2.2. Supply chain MP MP looks for the most efficient way to fulfil demand forecasts and/or customer orders over a mid-term planning interval (Figure 1), which often covers a full seasonal cycle. MP not only balances demand forecasts with available capacities, but also assigns demands (production and distribution amounts) to sites in order to avoid bottlenecks (Rohde and Wagner 2005). MP is an important supply chain decision level because to be effective, inputs from throughout the supply chain are required and its results have great impact on the supply chain (Chopra and Meindl 2004). Mid-term planning concerns rough quantities of material supplied, workforce requirements, production quantities, seasonal stock and use of distribution channels. Before OR tools like optimisation and simulation entered the enterprise planning arena, MP was often done by traditional infinite MRPII systems, or by simple calculations using spreadsheets without considering capacity limitations (Fleishmann and Meyr 2003). New OR-related software that conducts MP using linear programming tries to maximise profit (or minimise costs) while meeting demand (Chopra and Meindl 2004) and taking constraints (e.g. capacity) into consideration as an integrated part of the planning process. To be able to optimise the mid-term supply chain model, production, inventory and distribution must be regarded concurrently. MP uses data on products and material in aggregated product groups. Inputs are demand data and network constraints in terms of a model that defines capacity and dependencies between different processes. The MP results in a common supply chain plan regarding production, distribution, inventory, procurement and materials requirements (Rohde and Wagner 2005). This tactical supply chain plan is thereafter on the one hand exploded down the product structure to be used in the detailed production planning and scheduling, and on the other hand used as basis for demand fulfilment and order promises. In the demand fulfilment process, the positioning of the customer order decoupling point determines how orders are booked against the master plan (Rudberg and Wikner 2004, Wikner et al. 2007). In terms of APS, MMP aims at synchronising the flow of materials along the supply chain, and thereby balancing demand and capacity. It supports the mid-term decisions concerning efficient utilisation of production, distribution and supply capacities (Stadtler and Kilger 2005). MMP not only balances 161 demand with available capacities but also assigns demands (production and distribution amounts) to sites in order to avoid bottlenecks, wherefore it has to cover one full seasonal cycle, or at least 12 months in terms of weekly or monthly time buckets. Due to the complexity and detail required in the model only constrained (or near-constrained) resources are modelled in detail. To increase the solvability of the model, most vendors distinguish between hard and soft constraints in the LP or MILP model that is used (Entrup 2005). While hard constraints have to be fulfilled, the violation of soft constraints only renders a penalty in the objective function. The MMP model uses aggregation to establish reasonable solution times and the solvers included in the standard APS modules are often a combination between internally developed and third party solvers. The cases found in literature reporting on the use of standard APS software are often focused on either the system setup or the mathematical model behind the user interface (see e.g. Neumann et al. 2002, Günther and van Beek 2003, Stadtler and Kilger 2005). It can be concluded that companies using the MMP module often have an established sales and operations planning process or a centralised MP function. One important feature of the MMP module is the ability for companies to coordinate sourcing, production, distribution and seasonal stock decisions on a multi-site basis. Besides the positive planning effects the MMP is also intended to enhance visibility and coordination throughout the supply chain. Yet, the MMP module is seldom found at companies today, although it has gained more interest in recent years. David et al. (2006) report on the use of APS to solve the specifics of scheduling problems in the aluminium conversion industry, and also highlights some problems with using APS in process industries due to the divergent nature of the material flows. Wiers (2002) reports on how ERP and APS are integrated in a steel processing plant, mainly focusing on the system setup. Jonsson et al. (2007) provide a comparative case study where the use of APS is analysed in three companies in an explorative manner. Zoryk-Schalla (2001) focuses on the implementation issues in a longitudinal study of APS implementation in an aluminium manufacturing company. In general, none of these cases analyse APS from a supply chain planning perspective and none of them reports on the financial impact and logistics performance resulting from the use of APS, which is the focus of this case study. The case in the following section will describe how supply chain MP coordinates procurement, production and 162 M. Rudberg and J. Thulin distribution on the mid-term planning level, and also how it affects the supply chain performance. during the spring season. The product (seed) is, according to Fisher’s (1997) definition, functional in its characteristics: low profit margins, low product variety and long lead times for requiring customised products (5–10 years). Due to the functional characteristics of the product, physical efficiency is the main objective for supply chain design, hence a low cost focus through the entire chain of processes. The demand for seed is highly seasonal, and about 70% of the volume is sold during a period between December and March (Figure 2). The large volumes and the many suppliers and customers make the business dependent on efficient inventory and distribution management. The planning process is difficult due to the high seasonal fluctuations and the fact that seasonal stock can only be built up in restricted amount. Lantmännen (the Swedish Farmers Supply and Crop Marketing Association) is one of the largest farming and food industry groups in Europe, and the leading group within the grocery and agriculture industry in Sweden. It is a producer cooperative that works together in marketing, distribution, sales, processing and supply. Large profit margins are not the goal so much as cost reduction through the entire chain. This is due to the fact that the owners, some 44,000 Swedish farmers, are both suppliers and customers to the central production and distribution function. The group has some 13,000 employees, markets its products in 19 countries and has a yearly turnover of SEK 32 billion (SEK 100 EUR 10). In Sweden, the group is organised in 13 geographically separate areas and supplies its customers with seed, fertilisers and feed among other things, and of course processes and sells what the farmers produce. Prior to 2001 the farmers acted in local and regional cooperatives but in 2001, Lantmännen was founded out of merging these cooperatives. Since then the group has suffered from inefficiency and surplus capacity. Several structural changes and reorganisations have been carried out in order to streamline the business. The study presented in this article centres around the seed supply chain which belongs to the division with company-wide logistics responsibility. Lantmännen Seed handles an entire supply chain, from cleansing raw seed to packaging and distribution. The company has 270 articles, including different packaging sizes, and on average delivers about 4000 tons of seed a week in season and a total of 65,000 tons 3.1. Supply chain redesign In 2004, a major restructuring of the seed supply chain was undertaken. Two out of six production plants were shut down and two out of four central warehouses were closed. Restructuring the seed supply chain resulted in less capacity in both production and warehouses, and also put higher requirements on distribution activities. Lower capacity and equal requirements on throughput make the planning process harder, wherefore Lantmännen also needed to establish a new centralised MP function. The seed supply chain, as depicted in Figure 3, contains 30,000 farmers who act as both suppliers and customers to the four production plants and the two distribution centres. Every plant supplies a restricted number of customers within the nearest geographical regions. Only in a few cases the production is differentiated between the plants. The main distribution strategy is to July 03–June 04 Customer orders per week 03/04 and 04/05 July 04–June 05 6000 Quantity (Tonne) 5000 4000 3000 2000 1000 Week Figure 2. Customer orders per week 03/04 and 04/05 (Andersson 2006). 21 18 15 12 9 6 3 53 50 47 44 41 38 35 32 29 26 0 23 Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 3. Case: the Farmers Group 163 Production Planning & Control ship finished products directly from the finished goods inventory at the plants. This leads to a large number of distribution relations that put pressure on transportation efficiency. To be able to meet the high seasonal demand peaks, surplus capacity is needed. Sales forecasts are conducted by the marketing and sales function and are mostly dependent on historical sales data. The access to raw material is to a great extent dependent on weather and other factors that are hard to predict. Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 3.2. Implementing an APS The restructuring of the supply chain was complemented by changes in the mid-term supply chain MP in the form of a new centralised planning function. Earlier the mid-term planning (including production and distribution) had been carried out locally/regionally Suppliers 30,000 farmers Production 4 plants Distribution 2 centres Customers 30,000 farmers Figure 3. The seed supply chain structure with 13 geographical areas representing customers and suppliers, four production plants and two central warehouses (Andersson 2006). with simple spreadsheets. Hence, the new centralised planning function was in need of software decision support in order to find feasible plans for the entire supply chain. The logistics division investigated the use of decision support through APS in a feasibility study in mid-2004. Two months later the APS module Lawson M3 Supply Chain Planning (M3 SCP) was implemented and in use. The tactical planning process and related APS modules are visualised in Figure 4. Planning with M3 SCP balances supply and demand for each weekly time bucket during the planning horizon (the remaining season). Input data are forecasts, customer orders, access to raw material and available capacity in terms of production, warehouses and transportation. Forecasts are based on the yearly budgeting process and only updated twice a year. The forecast is consumed by the actual orders entered in the system and the first two weeks of the planning horizon is fixed and includes only customer orders. Capacity and raw material data are extracted from the company’s ERP system and used by the M3 SCP module. Production and inventory levels are matched with capacity for each period, with regard to the four production and two distribution sites and the available transportation capacity. The objective function is set to minimise total costs (production, holding and transportation), given that all demand (customer orders and the unconsumed portion of the forecast) is satisfied. The solver engine uses linear and mixedinteger programming to solve the planning problem with respect to total cost minimisation. Short-term production scheduling as well as planning supply is carried out locally at the plants according to the directions given by the aggregated master plan. The plants plan their production and release production Forecasts per: • Week • Final product Strategic/ long-term Tactical mid-term Access to raw material Lawson M3 Supply Chain Planning Customer orders Operational/ short-term Yearly budget Availability: • Raw material • Capacity Delivery plan : • Week • Final product Production plan: • Week • Final product Figure 4. Lantmännen Seed’s tactical planning process and related APS modules. Distribution plan: • Week • Final product Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 164 M. Rudberg and J. Thulin orders in congruence with the two-week fixed planning period. Detailed transport planning (routing, loading, etc.) is outsourced to a third party that executes the deliveries within the frames of the distribution plan. The planning process with M3 SCP as such is done in an iterative manner where bottlenecks are identified and handled by the central master planner. The planner uses a four-step methodology when the central master plan is established. At first an unconstrained master plan is established in order to get an understanding of the level of overloaded resources and inventory as a baseline model. Thereafter a new run with constrained production facilities is carried out. Two types of resources in each plant are considered to be bottlenecks (seed cleansing and packaging) and hence included in the model. For production facilities mainly soft constraints are used since the planner can change the number of shifts that are used in the plants. Constraints on the run sizes are also included in terms of minimum batch sizes due to the fact that there are high start up costs for each new run in the plants. When the number of shifts are determined, limits on the capacity in warehouses are included in the model, and a new set of simulations are run in order to determine the best combination of production, distribution and stock holding. All warehouses are modelled as hard constraints in terms of maximum inventory levels. As a third step, also constraints on the distribution are included. Yet, since the actual transportation is outsourced to a third party the capacity in transportation is virtually unconstrained as long as the transportation provider gets the information about required transportation capacities a few weeks in advance. As a final step, a last run in the SCP is carried out with all constraints included and the final plan is compared to the plans developed in an iterative manner. The reason for using the iterative approach instead of a ‘black box’ single run is for both learning and model validation purposes. Also, some decisions have to be made on other grounds than pure cost minimisation, and the iterative approach allows the planner to include such decisions in the model. 3.3. Results In a study carried out in 2006 (Andersson 2006), the effects on total costs regarding the seed production and distribution at Lantmännen were evaluated with respect to the supply chain redesign. At the same time, the flow of goods and the implementation of the APS at the centralised MP function were investigated. The results show that the structural changes and the implementation of the APS have streamlined the production and distribution network regarding the flow of goods. Total costs have decreased by some 13% on a yearly basis, while at the same time the quantity of sold units has increased. This results in a total reduction of cost by some 15% per tonne. Furthermore, inventory levels in production facilities and warehouses were reduced by almost 50%, and inventory reductions were realised for raw material, WIP and finished products. The supply chain planning trade-off has had the following consequences: in general increased production batch sizes (due to fewer production plants and hence less capacity), slightly higher transportation costs due to more direct distribution (leading to lower fill-rates in the trucks), decreased production cost and less capital tied up in inventory because of better throughput. The reinvented supply chain planning has also reduced the total planning time, and the central planning function has increased the control of material flows in the chain as well as the cost structure. A higher understanding of the supply chain trade-off makes further development of immediate importance. Optimising the supply chain has not been the most important objective with the APS implementation from an organisational perspective. Rather, the main focus has been to gain acceptance for the central MP process and to enable communications between various business functions. In addition to the monetary gains through lower supply chain costs, the new way of planning increased the communication between logistics, manufacturing, marketing and sales functions. The master plans produced by M3 SCP are distributed and discussed between the functions and thereby improved for better fit with actual supply and demand. 4. Case analysis and managerial implications At the start of the project, Lantmännen was in need of reinventing the logistics planning function and a DSS that could assist in planning the entire chain of processes. They investigated the use of decision support through APS in a feasibility study in mid2004 and all plants went live simultaneously with SCP in the autumn of 2004. The project involved the four seed production plants on the Swedish mainland, two central warehouses and transportation planning units. Implementing SCP was a quick affair. With only a few weeks’ delay and under the projected budget, Lantmännen was up and running two months after the project began. Because the users were directly involved in the project, they did not need any additional training to start using the system. Lantmännen Seed has only one super user plus two people as backups. Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 Production Planning & Control Since everything is now managed centrally, there is no need for more people. The relatively satisfactory results from implementing the APS MP module have raised the question of whether the same restructuring can be applied to other product group supply chains as well. For now, decision support regarding only mid-term planning has been implemented. Development for detailed production and distribution planning support are under way. This study indicates that the APS MP module together with the centralised MP function has contributed to the above stated changes. Nevertheless, further potential in the use of the M3 SCP has been identified. The seed supply chain has been used as an internal benchmark and since this study was carried out, Lantmännen has implemented a similar solution for its manure operations. The group is now on its way to implement a corporate-wide centralised MP function supported by an APS MP module. From a managerial perspective the following positive effects from the APS project have been noted: . Higher throughput at a lower total cost. . Higher service level (delivery reliability) with reduced total capacity and lower inventory throughout the supply chain. . Increased supply chain visibility and coordination, thanks to the centralised MP function and the APS decision support. . More time-efficient planning and replanning with fewer persons involved in the planning process. . More proactive planning through the possibility to swiftly run a number of scenarios at very short computing times. . Better and more frequent communication between various functions within the company. . Better integration between production and distribution planning, leading to more efficient use of scarce resources. The project management has also learnt some lessons for the projects to come, of which the most important was that the project goal and strategy need to be clearly communicated at an early stage of the projects. Furthermore, the resistance from the planners at the local sites was larger than first expected even though most of them turned positive during the implementation of the new software. Finally the project management has come to the conclusion that it most likely would have been possible to carry through the restructuring of the supply chain without implementing the APS. However, centralising the MP function required a DSS that could handle MP of a supply 165 chain with multiple sites and a complex distribution system. Thus, combining the restructuring with the APS implementation and organisational changes made the division focus its resources in a relatively short time with positive effects on both implementation times and bottom-line results. All people involved in the project are convinced that the positive results would not have been reached at full without support from the APS. 5. Concluding remarks and further research It has been argued that one of the key problems in research associated with APS and related concepts is the absence of the application of theory to industrial practice (McKay and Wiers 1999) and the absence of documented cases of APS implementation (Wiers 2002). Especially, there are very few documented cases showing how standardised APS are used for supply chain planning on strategic and tactical levels (Jonsson et al. 2007). This article is one brick in filling this gap and increasing the understanding of when and how to use APS in supply chain planning. To be able to plan and control complex supply chain structures, powerful management decision support is needed. Advanced planning systems can thereby be used as a tool to meet the ever-increasing demands for effectiveness that put new pressures on swift and efficient planning and control of the supply chain. APS as a DSS for production and distribution planning is, however, still a new and fairly unexplored tool. This article thereby enhances the understanding of APS and its use in practice through a detailed case study. The article is therefore of value to both academics and practitioners, since it provides an illustration of how state-of-the-art commercial software is applied in a practical setting. Finally, this research indicates that APS together with a centralised MP function contributes to the restructuring of the supply chain with more efficient operations as a result. The conclusion that can be drawn from this study is that positive effects on throughput and inventory levels, and thus supply chain performance, have been realised with the aid of an APS. However, a prerequisite is that the organisation employing the APS is operated effectively, in this case through the restructuring of the supply chain and the centralisation of the MP function. To further the research on APS and its use in practice, more case studies need to be carried out. The case in this study depicts a supply chain with fairly low complexity in terms of product structure and number of sites. The complexity lies in the highly seasonal demand and the vast amount of transportation links in the 166 M. Rudberg and J. Thulin supply chain. Case studies focusing on how APS are used in more complex settings are of utmost interest and also cases focusing more on implementation and information system integration issues are needed to further extend the body of knowledge concerning APS implementation and use. Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 Notes on contributors Martin Rudberg is an associate professor at the Department of Management and Engineering, at Linköping University in Sweden. He received an MS in Industrial Engineering and Management, and a PhD in Production Economics, both from Linköping Institute of Technology, Sweden. He has published in International Journal of Operations & Production Management, International Journal of Production Economics, International Journal of Production Research, Omega, Production Planning & Control, International Journal of Manufacturing Technology and Management, and Integrated Manufacturing Systems. Dr Rudberg’s research interests include advanced planning systems, operations strategy and supply chain management. Jim Thulin received an MS from Linköping University and spent a few years as research assistant before he joined Lawson Software Sweden AB. Mr Thulin is currently a senior business consultant at Optilon, with a special focus on advanced planning systems. References Andersson, J., 2006. Avancerade planeringssystem som beslutsstöd vid produktions-och distributionsplanering. Master’s Thesis, Department of Science and Technology, Linköping University, Sweden [in Swedish]. Arntzen, B.C., et al., 1995. Global supply chain management at digital equipment corporation. Interfaces, 25 (1), 69–93. Brown, G., et al., 2001. The Kellogg company optimizes production, inventory and distribution. Interfaces, 31 (6), 1–15. Chopra, S. and Meindl, P., 2004. Supply chain management – strategy, planning and operation. 2nd ed. Prentice Hall: New Jersey. Christopher, M., 2005. Logistics and supply chain management: creating value-adding networks. 3rd ed. King’s Lynn: Pearson Education Limited. David, F., Pierreval, H., and Caux, C., 2006. Advanced planning and scheduling systems in the aluminium conversion industry. International Journal of Computer Integrated Manufacturing, 19 (7), 705–715. De Kok, A.G. and Graves, S.C., eds., 2003. Handbook in operations research and management science Vol. 11 – supply chain management: design, coordination and operation. Amsterdam: Elsevier. Entrup, M.L., 2005. Advanced planning in fresh food industries. Heidelberg: Physica-Verlag/Springer. Fisher, M.L., 1997. What is the right supply chain for your product? Harvard Business Review, March–April, 105–116. Fleishmann, B. and Meyr, H., 2003. Planning hierarchy, modeling and advanced planning systems. In: A.G. de Kok and S.C. Graves, eds. Handbook in operations research and management science. Vol. 11 – supply chain management: design, coordination and operation. Amsterdam: Elsevier, 457–524. Gupta, V., et al., 2002. Implementing a distribution-network decision-support system at Pfizer/Warner-Lambert. Interfaces, 32 (4), 28–45. Günther, H.-O. and van Beek, P., 2003. Advanced Planning and Scheduling Splutions in Process Industry. Springer Verlag: Berlin. Jonsson, P., Kjellsdotter, L, and Rudberg, M., 2007. Applying advanced planning systems for supply chain planning: three case studies. International Journal of Physical Distribution and Logistics Management, 37 (10), 816–834. McKay, K.N. and Wiers, V.C.S., 1999. Unifying the theory and practice of production scheduling. Journal of Manufacturing Systems, 18 (4), 241–255. Meyr, H., Wagner, M. and Rohde, J., 2005. Structure of advanced planning systems. In: H. Stadtler and C. Kilger eds. Supply chain management and advanced planning – concepts, models, software and case studies. Berlin: Springer, 109–115. Neumann, K., Schwindt, C., and Trautmann, N., 2002. Advanced production scheduling for batch plants in process industries. OR Spectrum, 24, 251–279. Rohde, J. and Wagner, M., 2005. Master planning. In: H. Stadtler and C. Kilger, eds. Supply chain management and advanced planning – concepts, models, software and case studies. Berlin: Springer, 159–177. Rudberg, M. and West, M., 2008. Global operations strategy: coordinating manufacturing networks. Omega, 36, 91–106. Rudberg, M. and Wikner, J., 2004. Mass customization in terms of the customer order decoupling point. Production Planning & Control, 15 (4), 445–458. Shapiro, J.F., 2001. Modelling the supply chain. Pacific Grove: Thomson. Stadtler, H., 2005. Supply chain management and advanced planning – basics, overview and challenges. European Journal of Operations Research, 163, 575–588. Stadtler, H. and Kilger, C., eds., 2005. Supply chain management and advanced planning – concepts, models, software and case studies. 3rd ed., Berlin: Springer. Production Planning & Control Downloaded By: [Rudberg, Martin] At: 07:48 23 February 2009 Wiers, V.C.S., 2002. A case study on the integration of APS and ERP in a steel processing plant. Production Planning & Control, 13 (6), 552–560. Wikner J. Naim, M and Rudberg, M., 2007. Exploiting the order book for mass customized manufacturing control systems with capacity limitations. IEEE Transactions on Engineering Management, 54 (1), 145–155. Wortmann, J.C., Muntslag, D.R., and Timmermans, P.J.M., 1997. Customer-driven manufacturing. London, UK: Chapman & Hall. 167 Wu, J., et al., 2000. Supply chain management systems: state of the art and vision. International Conference on Management of Innovation and Technology (ICMIT), 759–764. Yin, R., 2003. Case study research: design and methods. 3rd ed. Thousand Oaks, CA: Sage Publications. Zoryk-Schalla, A., 2001. Modeling of decision making processes in supply chain planning software. Unpublished PhD Dissertation, Eindhoven University of Technology.