Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
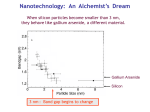
How to make VLSI Chip Nida rehman Lect EC Dept, ASCT Bhopal ABASTACT Very-large-scale integration (VLSI) is the process of creating integrated circuits by combining thousands of transistor-based circuits into a single chip.VLSI is a process that can be employed in several different ways. When it comes to the production of semiconductor chips, the process provides the ideal means of including huge numbers of logic elements and memory capacity on one single chip. This one simple application helped to make desktop computers more powerful than ever, as well as setting the stage for the utilization of resources that make online video and other high resource applications possible. INTRODUCTION VLSI stands for "Very Large Scale Integration". This is the field which involves packing more and more logic devices into smaller and smaller areas.Thanks to VLSI, circuits that would have taken boardfuls of space can now be put into a small space few millimeters across! This has opened up a big opportunity to do things that were not possible before. VLSI circuits are everywhere ... your computer, your car, your brand new state-of-the-art digital camera, the cell-phones, and what have you. All this involves a lot of expertise on many fronts within the same field, which we will look at in later sections. VLSI began in the 1970s when complex semiconductor and communication technologies were being developed. The microprocessor is a VLSI device. The term is no longer as common as it once was, as chips have increased in complexity into billions of transistors. Metallurgical-grade silicon (MGS) The typical source material for commercial production of elemental silicon is quartzite gravel; a relatively pure form of sand (SiO2). The first step in the synthesis of silicon is the melting and reduction of the silica in a submerged-electrode arc furnace. A mixture of quartzite gravel and carbon are heated to high temperatures (ca. 1800 °C) in the furnace. The carbon bed consists of a mixture of coal, coke, and wood chips. The latter providing the necessary porosity such that the gases created during the reaction (SiO and CO) are able to flow through the bed. The overall reduction reaction of SiO2 is expressed in Equation 1, however, the reaction sequence is more complex than this overall reaction implies, and involves the formation of SiC and SiO intermediates. The initial reaction between molten SiO2 and C (Equation 2) takes place in the arc between adjacent electrodes, where the local temperature can exceed 2000 °C. The SiO and CO thus generated flow to cooler zones in the furnace where SiC is formed (Equation 3), or higher in the bed where they reform SiO2 and C (Equation 2). The SiC reacts with molten SiO2 (Equation 4) producing the desired silicon along with SiO and CO. The molten silicon formed is drawn-off from the furnace and solidified. (1) (2) (3) (4) The as-produced MGS is approximately 98-99% pure, with the major impurities being aluminum and iron; however, obtaining low levels of boron impurities is of particular importance, because it is difficult to remove and serves as a dopant for silicon. The drawbacks of the above process are that it is energy and raw material intensive. It is estimated that the production of one metric ton (1,000 kg) of MGS requires 2500-2700 kg quartzite, 600 kg charcoal, 600-700 kg coal or coke, 300-500 kg wood chips, and 500,000 kWh of electric power. Currently, approximately 500,000 metric tons of MGS are produced per year, worldwide. Most of the production (ca. 70%) is used for metallurgical applications (e.g., aluminum-silicon alloys are commonly used for automotive engine blocks) from whence its name is derived. Applications in a variety of chemical products such as silicone resins account for about 30%, and only 1% or less of the total production of MGS is used in the manufacturing of high-purity EGS for the electronics industry. The current worldwide consumption of EGS is approximately 5 x 10 6 kg per year. Electronic-grade (EGS) silicon Electronic-grade silicon (EGS) is a polycrystalline material of exceptionally high purity and is the raw material for the growth of single-crystal silicon. EGS is one of the purest materials commonly available. The formation of EGS from MGS is accomplished through chemical purification processes. The basic concept of which involves the conversion of MGS to volatile silicon compound, which is purified by distillation, and subsequently decomposed to re-form elemental silicon of higher purity (i.e., EGS). Irrespective of the purification route employed, the first step is physical pulverization of MGS followed by its conversion to the volatile silicon compounds. Crystallization Silicon crystallizes in the diamond cubic crystal structure Silicon, like carbon and other group IV elements form face-centered diamond cubic crystal structure. Silicon, in particular, forms a face-centered cubic structure with a lattice spacing of 5.430710 Å (0.5430710 nm). The majority of silicon crystals grown for device production are produced by the Czochralski process, (CZ-Si) since it is the cheapest method available and it is capable of producing large size crystals. However, silicon single-crystals grown by the Czochralski method contain impurities since the crucible which contains the melt dissolves. For certain electronic devices, particularly those required for high power applications, silicon grown by the Czochralski method is not pure enough. For these applications, float-zone silicon (FZ-Si) can be used instead. It is worth mentioning though, in contrast with CZSi method in which the seed is dipped into the silicon melt and the growing crystal is pulled upward, the thin seed crystal in the FZ-Si method sustains the growing crystal as well as the polysilicon rod from the bottom. As a result, it is difficult to grow large size crystals using the float-zone method. Today, all the dislocation-free silicon crystals used in semiconductor industry with diameter 300 mm or larger are grown by the Czochralski method with purity level significantly improved. Purification The use of silicon in semiconductor devices demands a much greater purity than afforded by metallurgical grade silicon. Historically, a number of methods have been used to produce high-purity silicon. Physical methods Early silicon purification techniques were based on the fact that if silicon is melted and re-solidified, the last parts of the mass to solidify contain most of the impurities. The earliest method of silicon purification, first described in 1919 and used on a limited basis to make radar components during World War II, involved crushing metallurgical grade silicon and then partially dissolving the silicon powder in an acid. When crushed, the silicon cracked so that the weaker impurity-rich regions were on the outside of the resulting grains of silicon. As a result, the impurity-rich silicon was the first to be dissolved when treated with acid, leaving behind a more pure product. In zone melting, also called zone refining, the first silicon purification method to be widely used industrially, rods of metallurgical grade silicon are heated to melt at one end. Then, the heater is slowly moved down the length of the rod, keeping a small length of the rod molten as the silicon cools and resolidifies behind it. Since most impurities tend to remain in the molten region rather than re-solidify, when the process is complete, most of the impurities in the rod will have been moved into the end that was the last to be melted. This end is then cut off and discarded, and the process repeated if a still higher purity is desired. Chemical methods Today, silicon is purified by converting it to a silicon compound that can be more easily purified by distillation than in its original state, and then converting that silicon compound back into pure silicon. Trichlorosilane is the silicon compound most commonly used as the intermediate, although silicon tetrachloride and silane are also used. When these gases are blown over silicon at high temperature, they decompose to high-purity silicon. At one time, DuPont produced ultra-pure silicon by reacting silicon tetrachloride with high-purity zinc vapors at 950 °C, producing silicon: Oxygen Silicon SiCl4 + 2 Zn → Si + 2 ZnCl2 However, this technique was plagued with practical problems (such as the zinc chloride byproduct solidifying and clogging lines) and was eventually abandoned in favor of the Siemens process. In the Siemens process, high-purity silicon rods are exposed to tri-chlorosilane at 1150 °C. The trichlorosilane gas decomposes and deposits additional silicon onto the rods, enlarging them: 2 HSiCl3 → Si + 2 HCl + SiCl4 Silicon produced from this and a similar process is called polycrystalline silicon. Polycrystalline silicon typically has impurity levels of less than 10−9. In 2006 REC announced construction of a plant based on fluidized bed technology using silane: 3 SiCl4 + Si + 2 H2 → 4 HSiCl3 4 HSiCl3 → 3 SiCl4 + SiH4 SiH4 → Si + 2 H2 Oxidation: Thermal oxides are grown on Silicon at temperature ranges between 750oC and 1100oC. When Silicon is exposed to oxygen, a layer of amorphous silicon dioxide grows. Atomic Structure of Silicon Dioxide SiO2 is a dielectric, or a non-conductor. It has a melting point at 1732 oC. When it is grown thermally, it adheres very well to Silicon as well. Oxide layers have many purposes, to act as surface passivation, dielectric materiel in the gate structure, device protection, impurity mask during doping, and acting as an insulating layer between metal conducting paths. In our process, a dry, wet, dry thermal oxidation is used. There is one hour of dry oxidation, three hours of wet oxidation, and one hour of final dry oxidation. The wet oxidation has a solution of HCl:H2O in a 1:15 ratio, in a 250 mL bubbler. The temperature in the furnace is set to 1100 oC. The dry oxidation grows very pure SiO2 depending on the wafer surface quality, and purity of the O2 supply. Si (solid) + O2 (gas) SiO2 (solid) The wet reaction is: Si (solid) + 2H2O (vapor) SiO2 (Solid) + 2H2 (gas) The water vapor has a faster rate of diffusion and higher solubility that causes an increase in the rate of oxide growth. However, the materiel grown is porous and contains impurities as a result of hydrogen contamination. The HCl is included in the solution in order to pacify fixed oxide charges. Fixed oxide charges result at the sharp transition in the oxide-silicon interface. Un-bonded Si atoms on the surface form positive charges. The chlorine ions diffuse towards the positive layer, and form a neutral layer at the oxide-silicon interface. Silicon dioxide growth results when silicon is consumed in the chemical reaction. Oxide growth is controlled by how well oxygen is coming in contact with the silicon. When oxygen has trouble diffusing through the layer of previously grown oxide, the growth rate of the oxide slows. Diffusion rates are increased by thermal energy, and large differences in atom densities. Photolithography: Photolithography is a very important process in the manufacturing of a semiconductor device. Many factors can be a factor here, such as feature size, tolerances of alignment, number of masking layers, and the cleanliness of the wafer surface. There are eight main steps involved in the photolithography process. They are a vapor prime, spin coat of photo-resist, the soft bake, alignment of mask and exposure, postexposure bake, development, hard baking, and inspection of the development. For the first photolithography process, the sources and drains needed to be defined by opening up the field oxide, so that dopants can be diffused into the source and drain. The first step is to clean the wafer with acetone and methanol; this cleans the wafer to remove any contaminants, something that is always undesirable. Then the wafer is mounted on a vacuum chuck. The wafer is then primed with hexamethyldisilazane (HMDS), which helps the photoresist to adhere to the wafer surface. Photoresist is poured on the surface of the wafer, which is then spun at high rpm, so that the resist is evenly spread over the surface of the wafer. In our lab process, the wafer is spun for 40 seconds and 5000 rpm for both the prime and spin coat steps. The photoresist (PR) is then put through a soft bake to drive out the solvent from the PR. The uniformity of the resist, as well as the quality of adhesion is improved by the soft-bake. This also allows better linewidth control during photolithography. The bake is done on a hot plate. This ensures that the resist is heated from bottom to top, and prevents bursting, as solvent under hardened PR evaporates, and “bursts” through the surface. The soft-bake is done at 90oC for 90 seconds. Etching/Diffusion: Opening up windows in the PR now allows underlying oxide to be selectively etched away. A wet, isotropic, buffered oxide etch (BOE), also known as a buffered hydrofluoric acid etch (BHF), is used to remove the oxide. A solution of HF and ammonium fluoride (NH4F) is used to remove the oxide, to define the source and drains. The buffer keeps the etch slow and controlled, and does not attack the photoresist. Also, since SiO2 is an amorphous materiel, it etches equally well in all dimensions, so that it etches laterally beneath the mask materiel. This lateral undercutting limits the amount of lines and spaces you can have in a given area. Then a standard RCA clean is done to remove the remaining PR. Isotropic Wet Etch In order to create a pn junction, an Ntype “well” must be created in the p + substrate. This is done by diffusing ntype dopant into the substrate through the oxide windows that were opened up in the lithography step. Phosphorous was used as the dopant, in a gas form in a high temperature furnace. Dopant gas is put into the furnace, and comes in contact with the surface of the substrate, and begins to diffuse into the wafer. After 5 minutes of bubbling N2 through POCl3, there are two drive-in steps, using N2 for 20 minutes, and O2 for 20 minutes. The dopant atoms diffuse into the wafer creating our pn junctions. The gate oxide is grown thermally with dry oxidation. It is very important that the gate oxide remains as pure as possible. Any particles or defects in the gate oxide can lead to trapped charges, which can lead to gate oxide integrity breakdown, as well as letting small amounts of current through the device. A dry oxidation for two hours at 950oC is used to grow the oxide. However, due to equipment problems, a furnace used for other purposes was used, that could have possibly contaminated the gate oxide with carbon particles. Ohmic contact masks metallization masks: and Now that the device structure is in place, the last step is to prepare for laying down metal contacts so that the device can be tested. The process involves two more lithography steps, a BOE. For the metallization, the PR from the second lithography acts as the mask. The first lithography step is the ohmic contact mask. This creates two vias that open up to the source and drain, so that they can be contacted with a metal pad. The photoresist is removed, and then there is a standard RCA clean. The next step is a second lithography step. However, for the metallization mask, a negative photoresist is used. Negative photoresist works in the opposite manner of positive photoresist. With positive PR, when UV light interacts with the PR, it breaks the bonds in the resist. In negative resist, the resist is soluble in developer until it has been exposed to light. For the metallization mask, holes are opened up in the photoresist above the drain, source and gate. The photoresist alone acts as a mask for the metallization process. With negative photoresist, the development time is critical. NR7-1500PY PR resist is used, spin coated, soft baked, exposed, subjected to a post exposure 60 second bake at 130oC, and developed in DR6 for ten seconds. After the development, metallization is done to provide ohmic contacts for the drain, gate, and source. The wafer is placed inside the metallization chamber, which is an evaporation system. The chamber is pumped down to 2x10-6 torr, and then 200 nm of aluminum is deposited on the wafer. With evaporation metallization, the Al is placed in a crucible beneath the wafer. The metal is heated until it evaporates, and the metal vapor travels upward, contacting the wafer, and condenses to form a film. Liftoff is the final fabrication step. It involves removing the remaining photoresist on the wafer surface. As the solvent removed the PR, the metal layer on top of it also comes off, leaving metal only on the areas defined by the metallization mask. The liftoff is composed of a 15 minutes acetone rinse with agitation, followed by a 20 second methanol rinse, a DI rinse, and a N2 blow dry. The device is now complete and ready for testing. Testing and Analysis: Our device was tested by randomly contacting a three point probe on the drain, source, and gate. Several gate voltages are applied to the gate, as the drain-source voltage is swept over a range, and the drain-source current is measured. This testing results in the IVcharacteristic curves of the transistors. Analysis and Conclusion: The critical factor in the failure of the device would be the lack of proper diffusion and gate oxidation equipment. Due to equipment restrictions within the laboratory, the device was doped with a spin on glass (SOG) method. A SOG with dopant is spun onto the wafer much like photoresist. The dopant is then “driven in” with a heating process, and the device is doped. This method had not been performed by the TA of the lab before, and was quite possibly not done correctly. Secondly, the gate oxide was grown in a furnace that is contaminated with carbon. Carbon contamination within the gate oxide is also a likely failure mechanism within the devices. Overall, the process steps which could be completed properly were executed well, and with precision. If anything, this lab shows the vulnerability of an IC fabrication to the smallest contamination or process difficulty, and the importance of strict laboratory practices and cleanliness. Reference: 1. VLSI Technology by Sujata Pandey and Manoj Pandey 2. www.ieee.org 3. www.epfl.ch 4. Principles of CMOS VLSI Design Neil H.E.Weste Kamran Eshraghian