Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Introduction to Electron Beam Lithography
Philip Coane
Louisiana Tech University, Institute for Micromanufacturing
Introduction
The merits of electron beam lithography are widely recognized. It provides better
resolution and greater accuracy than optical lithography. Due to its well-known accuracy
advantages over optical lithography, electron beam lithography has been used for many
years in the research environment for advanced semiconductor device fabrication. Fine
resolution is provided by the small size of the focused electron beam [1], while accurate
site-by-site pattern registration, and the ability to electronically adjust field size provides
unequalled overlay accuracy. Most often, the lithography tools utilize round electron
beams similar to those used in scanning electron microscopes (SEM) [2]. In these
systems the electron beam is focused to the smallest size possible for a given set of
electron optics and operating conditions. The beam serially exposes individual pattern
pixels and offers the highest degree of resolution and patterning flexibility possible. The
current distribution within the beam is nearly Gaussian and spots are overlapped to
provide the smoothest features. Serial exposure techniques have the inherent
disadvantage of low writing speed (throughput) for most patterns.
While electrons would seem to be ideal for imaging patterns, they are not always ideal for
exposing the resists used as the recording media for patterns. The low mass of the
electron leads to relatively short penetration with significant lateral scattering. Resist
sensitivity to electron beam exposure is not always efficient which leads to high dose
levels and heating of the resist.
Writing Strategies
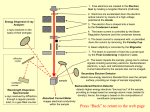
Raster Scan is the method whereby the beam is swept across the entire field, pixel
element by pixel element, with the beam being turned off and on (blanked and
unblanked) as needed to expose the desired pattern (fig. 1). This strategy is based on a
relatively simple architecture that is easy to calibrate. The disadvantage is that because
the beam is scanned across the entire writing field, sparse patterns take just as long to
write as dense patterns. An additional drawback is that dose adjustment within the
pattern, for purposes of correcting for proximity effect, is inherently difficult.
Vector Scan utilizes the method of jumping from one patterned area to the next skipping
over all non-patterned areas (fig. 1). This method of not visiting every point in the pattern
makes the vector scan approach faster than raster scan for sparse patterns. There is little
difference in writing time for dense patterns. Adjustments to dose can be accomplished
on the fly. A disadvantage is that longer beam settling time is required which equates to
increased difficulty in maintaining placement accuracy.
Coane 1
One means of increasing the throughput is to introduce some degree of parallelism into
the exposure process. An early tool of this type was developed, in which a square of 5x5
pixels (representing the minimum pattern feature) could be exposed simultaneously [3].
RASTER SCAN
VECTOR SCAN
ROUND
BEAM
SHAPED
BEAM
Fields
STATIONARY
STAGE
Stripes
MOVING
STAGE
Fig. 1. Typical electron beam writing strategies (Courtesy SPIE)
This was soon followed by the variable shaped beam concept, which increased the
maximum number of pixels per flash to several hundred, and also allowed fine variations
in the size of the spot [4,5]. The hardware and software that is required for this type of
system is inherently more complex than round beam systems. Shaping apertures are used
to define squares, rectangles and, in some systems, triangles. Typical spot sizes range up
to 2x2 um. Focus and resolution depend on shape size (coulomb effects). The writing
strategy used is typically vector scan.
An extension of the shaped beam approach is cell projection. Etched silicon masks that
contain elemental shapes are placed on the electron optical axis so that the beam can be
deflected to illuminate shapes or parts of shapes thus projecting a cell onto the substrate.
Coane 2
An alternative approach is to use a broad beam to illuminate a mask and project the
resulting image onto the substrate. The mask and wafer are scanned simultaneously. The
field size, however, is limited to about 1mm and the brightness by coulomb interactions.
System Details
A typical electron beam lithography system that is shown schematically in figure 2
consists of an electron gun, electron optical column, and a vacuum chamber containing a
laser controlled x/y stage for accurately positioning the substrate under the beam.
Gun Assembly
Blanking Plates
Electron Optical Column
Final Lens
Deflection Plates
Electron Detector
Load Lock
x/y Stage
Chamber
Vacuum System
Fig. 2. Schematic representation showing the basic components of a typical electron
beam lithography system (excluding electronic components).
The electron optical column is used to form and direct a focused beam of electrons onto
the surface of the substrate, which is mounted in a holder and clamped to the stage. The
electrons are produced in the uppermost section, which is called the electron source or
gun. After the beam of electrons emerges from the gun it passes through several
additional stages in the electron optical column that perform specific beam modification
processes to produce a beam having the required current and spot size and correctly
focused onto the substrate.
Coane 3
Beam current and current density are critical parameters in the optimization of pattern
writing time. The electron optical system is limited by the brightness of its electron gun,
the imaging limitations of its lenses, and beam interactions along the beam path. The
relative importance of these limitations depends upon the writing strategy used.
Electron Gun
The electron gun or cathode can use a poly-crystalline tungsten wire filament, a tungsten
single crystal cold field emitter, a lanthanum hexaboride crystal (LaB6), or a thermal field
emitter (tungsten needle coated with zirconium oxide) as the electron source. The latter
two types are the more commonly used sources in modern electron beam lithography
systems. Of these two, the thermal field emitter providing the highest brightness and
smallest source size
Cathode Tip
Grid (Wehnelt)
Crossover at T3
Crossover at T2
Anode
Limiting Aperture
Crossover at T1
Fig. 3. Schematic representation of a typical gun assembly showing electron emission
crossover points for a Lanthanum Hexaboride cathode as a function of
temperature. (Courtesy Leica lithography Systems Ltd.)
Except for the cold field emitter, the cathode is heated sufficiently to produce free
electrons from the surface. A high potential voltage is applied between the cathode and
the anode, which accelerates the electrons towards and through an aperture in the anode.
The value of the applied potential determines the energy level of the electrons that reach
the substrate. An electrode called the grid or Wehnelt surrounds the cathode and is
negatively biased. This electrode is used to control the emission current from the cathode.
By varying the ratio of the voltages applied to the gun components, electrostatic fields are
Coane 4
generated that influence the trajectories of the electrons traveling between the cathode,
Wehnelt and anode (fig. 3). The resultant beam of electrons leaving the anode is a
diverging beam having a “virtual” source at the crossover formed within the vicinity of
the grid. The beam current is set by the source brightness and convergence angle. The
beam voltage determines the brightness, current density and energy spread of the cathode.
The beam is then aligned and focused by the electron optics contained within the column
sections located below the gun.
Electron Optics
The magnetic lens acts on electrons much in the same fashion as a conventional glass
lens acts on light. This type of lens is fabricated by wrapping a circularly symmetric iron
core with turns of copper wire. Passing a current through the wire produces a magnetic
field. The flux path is rotationally symmetric except for the air gap in the center of the
lens. In this air gap the flux “leaks out” to form a flux gradient, which acts as a lens for
the electron beam (fig. 4).
Electron Optical
Axis
Copper
windings
Iron shell
Magnetic field
Lines
Pole Pieces
Fig. 4. Schematic representation of a magnetic lens
The strength of the axial field determines the strength of the lens. Due to the interaction
of the electrons with the magnetic field lines, the electrons pass through the lens in a
spiral path. A magnetic lens typically exhibits reduced aberrations as compared to an
electrostatic lens. The diverging electrons are focused into a converging beam, which
produces an image of the object plane below the lens.
Coane 5
In the electron beam lithography system, the magnetic lenses are operated in
demagnification mode that is, the image of the electron source is demagnified and then
further demagnified in successive stages as the beam traverses the column (fig. 5).
Gun (Cathode)
1st Condenser Lens
Blanking Plates
2nd Condenser Lens
Beam Limiting Aperture
Beam Deflector
Deflection Angle a
Final Lens
Substrate
Fig. 5. Schematic Representation of the Electron Optical Column
Electron beam deflection is typically accomplished by the application of electrostatic or
electromagnetic fields to steer the beam in the desired direction. For the electrostatic
case, a different voltage applied to parallel plates results in a perpendicular field gradient,
which deflects the beam off axis. Thus, by varying the electric field, the degree of
deflection of the beam can be varied. Similarly, varying the current through a set of
deflection coils can also be used to pull the electron beam off axis.
The angular spread Da in the deflection angle a can be expressed by:
Coane 6
Da =
1 DV
a
2 V
(1)
where: a is the deflection angle (fig. 5) and DV is the energy spread.
A
-
B
C
e
Deflection
Coils
Fig. 5. Transverse chromatic aberration due to
the energy spread of source electrons.
Fig. 6. Statistical effects of electron
– electron interactions.
Statistical coulomb interactions in a gun were originally known as the Boersch effect.
The lateral effects, called trajectory displacement, resulted in larger electron probe sizes
and, as a consequence, reduced brightness. The longitudinal displacement, or Boersch
effect is illustrated in figure 6. In beam A, all electrons experience the same force from
neighboring electrons. In beam B, where electrons are randomly distributed along the
beam path, electrons are accelerated and retarded. The effect on individual electrons is
based on their proximity to adjacent electrons, which leads to having different velocities.
Chromatic aberration of a lens occurs when the velocities of the electrons passing
through a lens or a variation in the focusing magnetic field change the point at which the
electrons are focused. The energy spread of electrons from tungsten is about 2 eV. For
LaB6 the spread is about 1 eV and from 0.2 to 0.5 eV for a field emission cathode [6].
This influences the spread of electron arrival velocities and kinetic energies. Higher
energy (faster) electrons are focused less strongly. Therefore, accelerating electrons
across higher voltages permits sharper focusing. The coefficient of chromatic aberration
is expressed by the relationship:
Coane 7
dc = C c a
DV
V
(2)
where: Cc is the chromatic aberration of the lens. The coefficient is roughly equal to the
focal length of the lens. In beam C, electrons repel each other, widening the beam. Offaxis electrons are focused more strongly (spherical aberration). The net effect is that the
spot becomes larger. The coefficient of spherical aberration is expressed by the
relationship:
ds =
1
Cs a
2
3
(3)
The coefficient of spherical aberration is approximately equal to the focal length of the
lens. Electrons have a finite quantum mechanical wavelength, l =1.2 Vb-1/2 which gives a
diffraction limited beam size expressed as:
dd = 0.6
l
a
(4)
The diameter of the circle of confusion (the blurred circular image of a point object,
which is formed by a lens, even with the best focusing) due to these effects is given by:
dCc =
1 DV
Ccq
2 V
(5)
where: q is the lens aperture angle. For electron field emitters, the tungsten single crystal
cold field emitter and the zirconiated tungsten Schottky emitter both have relatively low
energy spread (DV) around 0.3 eV and high brightness (greater than 1000 A/cm2/sr).
The aberrations of electron lenses are considerable. A numerical aperture is chosen that
optimizes the beam resolution at a chosen beam current. In this way, the spherical
aberration, chromatic aberration, and blurring caused by Coulomb repulsion are balanced
[6]. In the absence of beam interactions, an electron optical system with an aperture half
angle b (radians) can provide a current density Jmax=pb2/B (Amps/cm2), where B is the
gun brightness (Amps/cm2/sr). Including beam interactions, the exposure edge slope db
may be approximated from the expression [7]:
db~[{CS b3}2 +{CCDV/V}2 +{PI2/3L2/3/V4/3b4/3}2]1/2 (6)
where: CS and CC are spherical and chromatic aberrations coefficients (cm) of the final
lens, DV/V is the energy spread in the beam, including Boersch effects. The last term is
an expression for transverse beam interactions where P is proportionality constant, I is the
beam current, and L is the length of the imaging optics.
Coane 8
Electron Beam Tool and Process Characteristics
A thorough understanding of all the parameters that influence the accuracy of the pattern
definition and transfer process becomes increasingly critical as minimum feature size is
reduced. Sources of error, which affect the accuracy of electron beam lithography, are
extensive with some being specific to electron beam systems while others are of a more
general nature. These error sources must be thoroughly understood and controlled. The
more common sources of error are attributed to 1) electron beam / electron optics, 2)
overall system thermal stability, 3) magnetic environment interaction, 4) electron beam /
resist / substrate interaction, and 5) resist system / process control. Each of these
parameters is important, and each one could be the limiting factor determining ultimate
system performance. Not all of these source errors are completely independent of the
others. Compromises in system performance may be necessary. For example, when the
beam energy increases, the resolution of the system will generally improve; the electron
beam becomes “stiffer”, reducing the potential for perturbation of the beam by
environmental conditions. Both of these factors contribute to an improvement in
resolution. However, accurate pattern element definition in resist, especially at high
pattern density, is limited by forward scattering (df = 0.9(Rt/Vb)1.5) of the electron beam in
the resist and backscattered electron contributions from the substrate (fig. 7).
Electron Beam
Resist
Backscattering
Substrate
20 keV
df = Forward
Scattering
Distribution
50 keV
3 mm
db = backscattered distribution
Fig. 7. Both the incident electrons and the electrons scattered back from the substrate
contribute to resist exposure.
Coane 9
This limitation is the well-known proximity effect [8-10]; i.e., adjacent areas not directly
exposed to the incident electron beam receive partial exposure from backscattered
electrons. The amount of backscattered electrons primarily depends on the incident beam
energy, the substrate material, and the resist thickness. The proximity effect is
particularly severe for dense patterns with dimensions and spacing of 1 mm or less.
Proximity effect correction methods, such as modifying the pattern data or compensating
the exposure dose, have been developed and applied efficiently in submicron pattern
exposure. Numerical approximations of this effect are typically included in the software
programs of the more advanced electron beam lithography systems, which controls the
exposure and assigns the required dose to all shapes.
In electron beam lithography, an important quantity that characterizes the magnitude of
the proximity effect is the effective backscatter coefficient h. This parameter is defined as
the ratio of the forward scatter resist exposure dose to the backscatter exposure dose.
Proximity effect correction techniques require precise knowledge of this parameter in
order to properly adjust doses to shapes such that minimum feature size dimensional
tolerances are maintained within acceptable limits. The backscatter coefficient has been
well characterized for beam energies in the 10-50 keV range on silicon substrates [1113]. Figure 8 shows that as beam energy is increased, the backscatter range increases.
This means, for example, that a pattern element would receive a relatively lower dose
contribution from backscatter at 50 keV as compared to 20 keV.
Resist
Silicon
Fig. 8. Plot of backscattered electron contribution to resist exposure as a function of two
beam energies.
Coane 10
The backscatter dose profile, Db (r) in units of area –1, is measured relative to the incident
exposure dose of 1.0 located at the position r=0 and is approximately Gaussian in shape.
Db (r) can be determined from the relationship:
Db(r) =
h
p × s b2
e
- r2/s b2 (7)
Where: sb is the characteristic width parameter (sb µ V1.75), which is about 30 mm at 100
keV on a silicon substrate. The value for h is reported as 0.75 [14].
Figure 9 illustrates the effect of forward scattered and backscattered electrons on resist
exposure. The resulting width of the exposed feature as well as the edge profile is a result
of an integration of these dose contributions with the effects of electron beam size and the
exposure / development characteristics of the electron sensitive resist. Proximity
correction is essential at higher beam energies to resolve complex patterns where the size
and shape of pattern elements are distributed over a wide range (dense, nested, isolated).
RESIST
SUBSTRATE
Fig. 9. Schematic diagram illustrating the proximity effect (after Greeneich)
Figure 10 shows cross sections of exposed / developed resist patterns, which were
exposed with and without proximity correction. The images were taken on a scanning
electron microscope (SEM) with the sample tilted at a viewing angle of 30O. The base
Coane 11
dose was adjusted such that the isolated lines developed to a nominal linewidth of 0.25
mm for both non-proximity corrected and proximity corrected exposures. The same dose
was applied to the non-proximity corrected line-space array and isolated space. Since less
overall area is exposed (compared to the isolated line) for these patterns, the backscatter
contribution is less, and the overall exposure dose is insufficient to completely develop
the line-space array. For the isolated space almost no development occurred.
No Proximity
Correction
With Proximity
Correction
Isolated Line
Base Dose = 1
Equal LineSpace Array
1.58 x Base Dose
Isolated Space
1.98 x Base Dose
Fig. 10. Proximity test patterns exposed with a 50 keV electron beam
Proximity correction algorithms, which are derived for exposure control so that each
pattern receives the correct exposure dose regardless of geometrical differences, are
Coane 12
resident in the software of the electron beam control system. As can be seen in figure 10,
with these algorithms it is possible to develop all three pattern types to their nominal
dimensions. As previously noted, the energy of the electron beam also has a profound
effect on upon the range of the proximity effect [9].
Decreasing Beam Diameter
Similar to the proximity effect is the effect of electron beam probe size (measured as the
full width at half maximum of an electron beam with a Gaussian distribution of beam
current density and as the edge slope definition [15] for a shaped beam) on exposed resist
profiles. As shown in the SEM micrographs of figure 11 for single-line exposures, the
beam size has a distinct effect upon the development of the exposures [16]. The lines
shown are nominally 0.3 mm wide. The electron beam size is indicated in the top of each
micrograph.
0.156 mm
0.171 mm
0.197 mm
0.214 mm
0.273 mm
0.295 mm
Increasing Beam Diameter
Fig. 11. The effect of electron beam diameter on exposed / developed resist profile
The micrographs demonstrate conclusively the degradation in the image quality of the
exposed and developed patterns with increased electron beam size. A change of about
Coane 13
0.02 mm in beam diameter alters the exposure profiles significantly, as is clearly evident
in the center set of micrographs.
Summary
From the preceding discussion, it is evident that electron beam exposure tools satisfy all
of the requirements, i.e., flexibility, resolution, linewidth control, pattern overlay, etc., for
patterning submicron structures. With scanned electron beams no mask is required and
the ability to write a variety of pattern geometries is a significant advantage over other
lithographic techniques. However, the electron beam tool cannot be viewed as an
independent entity, but must be considered as an integral part of a lithographic system in
which the resist material and development process are equally important. The resist and
process development must be coupled closely with the functional dependencies of the
electron beam tool. Electron beam lithography tools are inherently slow, vector scan
being one or more orders of magnitude slower than optical lithography systems due to the
serial pattern writing method used. However, advances in electron beam lithography
technology, such as variable shaped electron beam and the use of arrays of microcolumns
[17], throughput can be significantly improved.
Further Reading
For more in-depth information on electron beam lithography, the following sources are
suggested to the reader.
1.) P. Rai-Choudhury, editor, Handbook of Microlithography, Micromachining, and
Micrfabrication Vol. 1 Chapter 2, SPIE (1997).
2.) G. Brewer, editor, Electron-Beam Technology in Microelectronic Fabrication,
Academic Press (1980).
3.) Proceedings of the Electron, Ion, and Photon Beam Symposium, Journal of Vacuum
Science and Technology B.
References
[1] A.N. Broers, W.W. Molzen, J.J. Cuomo, and N.D. Wittels, Appl. Phys. Lett. 29, 596
(1976).
[2] D.R, Herriott, R.J. Collier, D.S. Alles, and J.W. Staffford, IEEE Trans. On Electron
Devices ED-22 (7), 385 (1975).
[3] H.C. Pfeiffer, J. Vac. Sci.Technol., 12, 1170 (1975).
[4] H.C. Pfeiffer, J. Vac. Sci.Technol., 15 (3), 887 (1978).
[5] R.D. Moore, Electronics 54, 138 (1981).
[6] T.R. Groves, H.C. Pfeiffer, T.H. Newman, and F.J. Hohn, J. Vac. Sci. Technol. B,
6(6), 2028 (1988).
[7] W.B. Glendinning and J.N. Helbert, editors, Handbook of VLSI Microlithography,
(1991).
[8] M. Parikh, “Corrections to Proximity Effects in Electron Beam Lithography,”
Research Report RC-2254 (30447), IBM T.J. Watson Research Center, Yorktown
Heights, NY, (1978).
[9] A.N. Broers, “Resolution Limits for Electron Beam Lithography”, IBM J. RES.
Develop. 32, 502 (1988)
Coane 14
[10] T.H.P. Chang, et. al., “Nanostructure Technology,” IBM J. RES. Develop. 32, 462
(1988).
[11] T.H.P. Chang, J. Vac. Sci. Technol, 12, 1271 (1975).
[12] M. Parikh and D.F. Kyser, J. Appl. Phys. 50, 1104 (1979).
[13] S.A. Rishton and D.P. Kern, J. Vac. Sci. Technol. B 5, 135 (1987).
[14] L.D. Jackel, et. Al., Appl. Phys. Lett. 57, 153 (1990).
[15] H.C. Pfeiffer, T.R. Groves, and T.H. Newman, “High-Throughput, High-Resolution
Electron Beam Lithography,” IBM J. RES. Develop. 32, 494 (1988).
[16] M.G. Rosenfield, et. al., “Submicron Electron Beam Lithography Using a Beam Size
Comparable to the Linewidth Tolerance,” J. Vac. Sci. Technol. B 5, 114 (1987).
[17] T.H. P. Chang, et. al., “Electron Beam Microcolumns for Lithography and Related
Applications,” J. Vac. Sci. Technol. B 6, 774 (1996).
Coane 15