Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Vapor-compression refrigeration wikipedia , lookup
Copper in heat exchangers wikipedia , lookup
Cutting fluid wikipedia , lookup
Underfloor heating wikipedia , lookup
Intercooler wikipedia , lookup
Evaporative cooler wikipedia , lookup
Thermal conduction wikipedia , lookup
Radiator (engine cooling) wikipedia , lookup
Cooling tower wikipedia , lookup
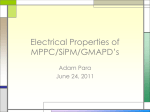
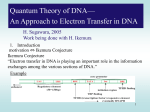
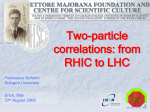
MODELING AND EXPERIMENTAL STUDY OF QUENCHING PROCESS FOR AISI 4340 AERONAUTICAL STEEL UNDER DIFFERENT COOLING CONDITIONS M. Sedighi and M. M. Salek Department of Mechanical Engineering, Iran University of Science and Technology, Tehran, Iran Contact: [email protected] Received April 2006, Accepted January 2008 No. 06-CSME-17, E.I.C. Accession 2936 ABSTRACT In this paper, the hardness prediction and microstructures of AISI 4340 high strength alloy under different cooling conditions are studied. The heat-transfer coefficient of specimens quenched in water, oil, and air are very different. These different conditions were used in a code to obtain cooling curves. Through the superimposition of the cooling curves on CCT diagrams, the microstructural features and hardness were predicted. The results show that the microstructure and hardness of the steel are significantly affected by quenching media. The existent phases and hardness obtained from both the experiments and the modeling are in good agreement. Finally, the cracking is reported, during water rapid cooling condition. MODELISATION ET ETUDE EXPERIMENTALE DU PROCEDE DE TREMPAGE D'UN ACIERAERONAUTIQUE AISI 4340 SOUS DIFFERENTES CONDITIONS DE REFROIDISSEMENT RESUME Dans cet article, la prediction de durete ainsi que la microstructure d'un alliage a haute resistance AISI 4340 dans differentes conditions de refroidissement sont etudiees. Les coefficients de transfert de chaleur des specimens trempes dans l'eau, l'huile et l'air sont tres differents. Ces differentes conditions etaient utilisees dans un code pour obtenir des courbes de refroidissement. A travers la super-imposition des courbes de refroidissement sur un diagramme de courbes de transformation en refroidissement continu, les caracteristiques de la microstructure et la durete ont ete predites. Les resultats montrent que la microstructure et la durete de l' acier sont affectees de fayon significative par Ie milieu de trempage. Les phases existantes et la durete obtenues a partir d'experiences et de modelisations concordent. Finalement, la fissuration est rapportee, durant Ie refroidissement rapide dans I' eau. Transactions ofthe CSME Ide la SCGM Vol. 32, No.1, 2008 1. INTRODUCTION Quenching is one of the most common manufacturing processes widely used to improve mechanical properties of steels. Effective control of cooling rate during the quenching of steels is necessary for better mechanical properties, and also to prevent of cracking. In this process, the surface of the part will be subjected to cooling by immersion rapidly into a fluid, normally by either water or specially formulated oil. The main purpose of quenching is to produce the martensitic phase; however steels still need to be tempered after quenching to reduce the residual stresses without changing their basic structures. Due to the demand for hardened steel parts, an understanding of the distortion mechanism and residual stress development is necessary. The kinetics of phase transformation can be modeled through a set of complex interactions between thermal processes, mechanical properties, and phase transformation effects (1,2,3). Numerical modeling of the various parts during the quenching process is usually employed as an efficient tool to predict the strength of materials. In order to predict microstructures reliably, an increased accuracy of mathematical modeling is therefore needed. Through the years, many models have appeared in the literature; focusing, with varying detail or complexity, on the physical phenomena involved in quenching (4,5). Mathematical models of quenching process have been employed for nearly 30 years. A lot of these studies are mainly concentrated on the heat transfer phenomena. The models are basically aimed to predict the hardness and other mechanical properties (4,6,7,8). Buchmayr and Kirkaldy (9) used continuous cooling transformation (CCT) diagrams and an isotropic hardening model to predict the microstructure and to estimate residual stresses in a quenched cylinder specimen made of low-alloy steel. Recently, many methods in modeling of the quenching in order to predict temperatures, microstructure, and residual stresses have been studied (5). A finite element commercial code has also been upgraded by the author to predict phase changes and residual stresses in steels (1). The mechanical properties of high strength steel have been subjects of researches. AISI 4340 aeronautical steel is used as a heavy duty steel in transmission in fixed and rotary wing airplanes. For this steel, Lee and Su (10) experimentally studied the effect of tempering on the mechanical properties of 4340. In the present work, the modeling and experimental results of 4340 quenching process have been compared. In this work, A dedicated software for modeling of quenching process, AC3 (11), has been employed to determine how the quenching material around the part influences heat transfer, micro-structural properties and thus hardness. This program has many uses including: computerized design of heat treatment processes and material selection, optimization of existing treatment cycles, and reconstruction of the influences that an out of control process may have. The process development in AC3 can be carried out in hours instead of weeks in a real experiment and the final work made in the furnace will be closed to those predicted by the software. In spite of a large number of applications, AC3 has some limitations such as modelling of the quenching process in higher alloy steels. 2. THEORY AND EXPERIMENT 2.1. Different Cooling Regimes In hardening process, the austenitization of carbon steel Transactions ofthe CSME Ide fa SCGM Vol. 32, !Va. 1, 2008 IS accomplished by heating the 2 material into the appropriate temperature range, typically to 850°C for 4340 steel. Then, it is rapidly cooled by immersion in water, oil, salt bath, or high pressure gas. The quenchant media can be employed with agitation to cause different temperature fields inside the specimen, which generated different types of phase transformation and variety of microstructures, hardness, undesirable deformations, and residual stress distribution. Houghton (12) showed a comparison of severity of quenching in air, oil, water and brine at different conditions where the data were based on still water taken as unity. Quenchant performance has been under investigation by many authors. Hernandez-Morales (13) studied different types of quenching media. He presented a comparison between cooling in air, oil, water, and brine in the range of 100-800'c . 100000 ~ 10000 ~ ~ 1000 8.. 100 ~ 10 l::i" ~ ~ «i d! o 1000 500 Temr:erature '(J Fig. 1: Estimated heat transfer coefficient vs. surface temperature for water, oil, and air (13) The extent and depth of hardening are a function of many variables such as cooling rate and chemical composition of steel. To harden fully, some steels must be cooled very fast while some can be quenched slowly. 2.2. Kinetics of Transformation When a steel specimen cools from a high temperature, austenite transforms to ferrite, pearlite, bainite, or martensite in the process of phase transformation. The kinetics of transformation is complex and is generally modeled by using means of the time-temperature-transformation (TTT) diagram which presents isothermal transformation behavior. Cooling curve can not be superimposed on TTT diagram, but it can be superimposed on a continuous cooling transformation (CCT) diagram which can be extracted from the TTT diagram data. Normally in FEM, the element temperature-history from the thermal analysis is used to calculate the phase fraction transformed for each element in each time step (14). The diffusional transformation from austenite into ferrite, pearlite and bainite has two stages: incubation and growth. In non-isothermal transformation the incubation period is said to be over when the Scheil sum S reaches unity (15): S=J~=f~=l o ;reT) ;r(T;) (1) i=1 Transactions ofthe CSME Ide fa SCGM Vol. 32, No.1, 2008 3 where :r(T;) is the temperature-dependent isothermal incubation time and M; is the time increment at step i. For the growth period, the relationship between the transformed volume fraction and time has been proposed by Johnson and Mehl (14): y = 1- exp(-bt n ) (2) where y is the volume fraction, t is the time, and b and n are temperature-dependent constants that can be obtained from the TTT diagram. For martensitic transformation, the growth is modeled by Koistinen-Marburger equation (16): y = 1- exp[-a(M s - T)] (3) where M s is the martensite start temperature and the coefficient a = 1.1 x 10-2 K- 1 for most steels. Thus, for each element, first of all the Scheil nucleation sum is calculated using equation (1), with different Scheil values used for pearlite and bainite transformation as appropriate. If the Scheil sum reaches unity, the parameters n and b from equation (2) are calculated from the TTT diagram, and then this equation and equation (3) are used to compute the transformed phase fractions, taking into account the available austenite and the temperature-dependent maximum amounts of each phase. 2.3. Material and Experiment Details AISI 4340 steel is one of the medium carbon steels with O.4%C, mainly for aeronautical and high strength applications (17). The chemical composition ofAISI 4340 is shown in Table 1. Table 1. Chemical composition ofAISI4340 %C %Mn %Cr %Mo 0.4 0.7 0.8 0.25 Three specimens of 20mm diameter x 100mm long 4340 cylindrical steel are used in the experiments. The specimens were heated in furnace at 850 C for 30 min and subsequently quenched vertically in air, oil, and water container without agitation. Because of decarburization during the quenching, the specimens were cut by a wire cut into two 50 mm long cylindrical parts and the hardness was measured in a few points at the middle of each cross section. Tracing microstructural evolution to calculate the hardness is the most difficult and time consuming part of the quenching analysis. This job was done and already discussed by the author (1). Here the method used by AC3 has been explained in detail. AC3 models the hardness variation of a given steel by calculating a cooling curve and superimposing it on a calculated CCT diagram for the specified composition of the steel. It uses one dimensional analysis and divides the specified section into 20 nodes, each one having a CCT diagram and a cooling curve. Then it defines the CCT diagram by identifying strategic datum points. More than 600 CCT diagrams (not including high alloy steels) were considered and statistical regression equations 0 Transactions ofthe CSME Ide la SCGM Vol. 32, No.1, 2008 4 were formulated and used in evaluating the datum points. The cooling curves then will be calculated, using thermal conductivity, heat capacity, quenchant temperature, and surface heat transfer coefficient. Microstructure at a given point in the part is calculated mathematically by superimposing the calculated cooling curve onto the calculated CCT diagram for that point. The program divides the cooling curve into 54 equal intervals and evaluates the state of transformation for each temperature/time point, determining whether the point is in a transformation region and if so evaluating the percentage of transformation to each of ferrite, pearlite, bianite, and etc. Then it calculates the highest percentage region through which the curve has passed and takes it as the current state of transformation at the end of the step. The metallurgical structure develops at each interval during the quench and the resulting structure at ambient temperature will be presented. Finally AC3 calculates hardness based on the chemical composition and cooling rate. The total hardness of a mixed microstructure is calculated using a linear summation of the hardness of each microstructure. 3. RESULTS AND DISCUSSION Table 2 shows the variations in the hardness in quenching with water, oil, and air without agitation which have been obtained from modeling and experiments. The hardness values are related to the surface of the specimen after quenching in both software and experiments. To avoid the end effect the measurements have been done at the middle of the cylinder surface. "AC3 and experiments Table 2. Quenched WI"th d"ffi 1 erent quenc hant WI"thout agI"tati on In Quenching Hardness (RC) Hardness (RC) experiment material AC3 water 56.0 54.0 54.0 oil 50.0 42.0 36.5 air The CCT diagrams related to quenching analysis are presented in figures 2, 3, and 4. Due to rapid cooling process in water and oil a full martensitic structure are formed. 1999 ac T E M P 599 E R A T U R E 1 19 199 1999 19999 TIME SECONDS 199999 Fig. 2: CCT diagram (AC3), water quenched Transactions ofthe eSME Ide la SeGM Vol" 32, No.1, 2008 5 1000 . . . - - - - - - - - - - - - - - - - - - - - - - - , °C T E M Fs Ps ~ 500 R A T U R Ms lVIf E 10 1 100 1000 10000 100000 TIME SECONDS Fig. 3: CCT diagram (AC3), oil quenched 1000 °C . = :.: ,;,;,::. r---~ T . ~ E M P 500 E R Ms A T U R E Mf 0 1 10 100 1000 10000 100000 TIME SECONDS Fig. 4: CCT diagram (AC3), air quenched According to the CCT diagrams, the cooling curves are crossing CCT diagrams differently depending on the different cooling speeds. The cooling curves for water quenching at the surface and center of the cylinder are quite different which can cause formation of high stress and cracking (figures 2 and 8). The cracking occurring during quenching depends on not only items such as size, shape, and chemical composition of the part, but also quenchant characteristics. During the quenching, the temperature at the surface of the specimen falls more rapidly than the interior's temperature. So the outer part of the specimen transforms to martensite; however, the interior is still austenite. When austenite transforms, the increase in volume associated with this transformation in the interior, induces tensile stresses in the exterior and when it exceeds the failure stress, the cracking occurs. This statement is not always true, depending mi the comparisons with water, oil quenching reduces temperature gradients and internal stresses due to moderate time differences in phase volume dilatation at surface and center. This fact can be seen in figures 2 and 3 for cooling curves at surface and center of the parts. Distortion and cracking tendencies can be minimized in oil quenching while both water and oil can produce fully Transactions ofthe CSME Ide la SCGM Vol. 32, No.1, 2008 6 martensitic structure. The experimental results of water and oil quenching micrographs have been shown in figures 5 and 6. Water quenching micrograph shows finer needle-like martensite structure than oil quenching. ~}i,m, L.-'J Fig. 5 - Micrograph of the 4340 steel specimen quenched in water ':~~ni W Fig. 6 - Micrograph of the 4340 steel specimen quenched in oil "5,!ifti .0 Fig. 7 - Micrograph of the 4340 steel specimen quenched in air In air cooling condition, the transfonned structure presents a combination of martensite and bainite. The cooling curve at the surface and core ofthe specimen are close together (figure 4). It causes a unifonn micro-structure from surface to the core, as verified by the modeling results. The modeling result proves this fact. From experimental result, figure 7 presents a feather shape bainitic structure. While the modeling result shows about 85% bainite and 15% martensite microstructure. This difference can be also seen in modeling and experimental hardness test (table 2). There might be some islands of martensite within the bainitic structure. Distinguishing these two from each other, especially when the volume fraction of martensite is low, is difficult. These may imply somewhat an agreement between experimental result and that of the simulation. Regarding the difference between hardness values from experiment and simulation in oil quenching, it seems that the software can not fully take into account the effect of alloying elements on the martensite hardness. This could be an explanation for the minor difference between experimental result and simulation (50 to 54 RC). Transactions ofthe CSME Ide fa SCGM Vol, 32, No, 1, 2008 7 4. CONCLUSION Modeling of quenching process for AISI aeronautical steel under different cooling condition has been studied. It shows that prediction of hardness and microstructure could be essential and reliable step prior to any manufacturing process involving quenching process. The modeling result for water and oil quenching has good agreement with experimental result in prediction of microstructure and hardness. Some minor differences were observed in the prediction of exact micro-structure for the air cooling. REFERENCES 1. Sedighi, M. and McMahon, C.A, The influence of quenchant agitation on the heat transfer coefficient and residual stress development in the quenching of steels, Journal of Engineering Manufacture, !MechE, Vol. 214 Part B (2000) pp 555-567. 2. Bates, E., Handbook of Quenchants and Quenching Technology, ASM International (1993) p.70. 3. Woodard, P.R., Chandrasekar, S. and Yang, H.T.Y., Analysis of temperature and microstructure in the quenching of steel cylinders, Metallurgical and Materials Transactions, Volume B (1999) 815. 4. Aksel, B., A study of quenching: experiment and modelling, J. Eng. Industry ASME 114(3) (1992) pp 309-316. 5. Mackerle, J., Finite element analysis and modeling of quenching and other heat treatment processes A bibliography (1976-2001), Journal of Computational Material Science Vol. 27, (2003) pp 313-332. 6. Baker, AJ., On a FEM platform for modeling of quenching/heat treating operations, The 2nd Int. Conf. Quench. Contr. Distort., Cleveland, OH (1996) pp 283-290. 7. Cesar, F.and Bathe, K.J. A finite element analysis of quenching processes, in: Numer. Meth. Nonlinear Prob., Pineridge Press, Swansea, (1984) pp 547-564. 8. De Kock, D. J., Using mathematical optimization in the CFD analysis of a continuous quenching process, Int. J. Num. Meth. Eng. (2000) pp 985-999. 9. Buchmayr, B. and Kirkaldy, J., Modelling of temperature field, transformation behaviour, hardness and mechanical response of low alloy steels during cooling from the austenite region, ASME J. Heat Transfer, 8, (1990) pp 127-136. 10. Lee, W. S. and Su, T.T., Mechanical properties and microstructrual features of AISI 4340 highstrength alloy steel under quenched and tempered conditions, Journal of Materials Processing Technology, Vol. 87, (1999) pp 198-206. 11. AC3 Heat Treatment Software Operating Manual, Marathon Monitors Inc. Ohio (1994). 12. Houghton, P.S., Heat treatment of metals for manufacturing processes and services, Vol 2, Machinery Publishing Company (1960). 13. Hernandez-Morales, B., Determination of quench heat-transfer coefficient using inverse techniques, The 1st International Conference on Quenching & Control of Distortion, Chicago (1992) pp 155-164. 14. Fernandes, F. and Denis S., A Mathematical model coupling phase transformation and temperature evolution during quenching of steels, International Symposium on the Calculation of Internal Stresses in Heat Treatment (1984) pp 275-297. 15. Bourdouxhe, M. and Denis, S., A Simon, A Computation of phase changes and deformations in long products undergoing thermal treatments, Third International Conference on Residual Stresses (1992) pp 202-207 16. Koistinen, D.P. and Marburger, M., Acta Metall.(1959) pp 59-67. 17. Davis, J.R., Metals Handbook.: ASM International. (1990) pp 197-199. Transactions ofthe CSME Ide fa SCGM Vol. 32, No.1, 2008 8