Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
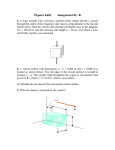
CHAPTER 7 Linear Actuators Fluid Power Circuits and Controls, John S.Cundiff, 2001 Introduction | Linear actuators are commonly used in modern manufacturing plants. z z z | Hydraulic cylinder to tilt a ladle of molten metal, A pneumatic cylinder to install a rivet Set of cylinders to close a box of frozen chicken. Mobile industrial and agricultural machines also use cylinders to lift, dig, dump and position loads. 1 Introduction | Concept of Linear actuators: z Fluid at a given pressure and flow is pumped into cylinder z Fluid pressure pushes against the piston, causing it to extend. z Velocity is a function flow rate z Force is a function pressure. Analysis of Cylinders in Parallel and Series | If two independent cylinders in different locations extend at the same time. | When cylinders are connected in parallel, the cylinder having the lowest pressure will extend first. | Consider two cases z z Cylinder 1 Cylinder 2 2 Analysis of Cylinders in Parallel and Series Analysis of Cylinders in Parallel and Series | Cylinder 1 (Refer Fig 7.1) z z z z z No load extension of cylinder 1 requires 80 psi pressure. Back pressure is 20 psi. Using force balance to calculate friction force, PC1AC1 = Ff1 + Pr1Ar1 2 2 By calculation AC1 = 7.07 in , Ar1 = 5.3 in Ff1 = 80(7.07) – 20(5.3) = 459.6 lbf Total pressure at the cap end to extend the load is PC1 = (Ff1 + FL1 + Pr1Ar1)/AC1 = 646 psi 3 Analysis of Cylinders in Parallel and Series Analysis of Cylinders in Parallel and Series | Cylinder 2 : (Refer Fig 7.1) z z z z z No-load extension of Cylinder 2 requires 65 psi Back pressure is 15 psi. Using force balance to calculate friction force, PC2AC2 = Ff2 + Pr2Ar2 2 2 By calculation Ar2 = 3.68 in and AC2= 4.91 in . Ff2 = 65(4.91) – 15(3.58) = 263 lbf Total pressure to extend the load is PC2AC2 = Ff2 + FL2+ Pr2Ar2 = 615 psi 4 Analysis of Cylinders in Parallel and Series | Consider a fixed displacement pump, refer figure 7.2 | Relief valve is set at 2000 psi. | When the DCV is shifted , the pump builds up pressure to 615 psi. | Fluid flows to Cylinder 2, causing it to extend fully. | When full extension is reached, pressure builds to 646 psi, Cylinder 1 extends and at full extension pressure builds to 2000 psi. Analysis of Cylinders in Parallel and Series | Parallel circuit supplied by a pressurecompensated pump. (Refer Figure 7.3) | The pump is set to maintain 2000 psi; thus 2000 psi is available when DCV is shifted. | Maximum pressure required is 646 psi for Cylinder 1 and 615 psi for Cylinder 2. | Both cylinders will start to move; Pressure will drop to the load pressure. | Flow will increase to Cylinder 2 and decrease to Cylinder 1, pressure will continue to decrease until 615 psi is achieved. 5 Analysis of Cylinders in Parallel and Series | Consider two cylinders connected in series. | Pressure required to extend Cylinder 2 (615 psi) is the back pressure (rodend pressure) on Cylinder 1. | Total pressure to extend Cylinder 1 is PC1AC1 = Ff1 + FL1 + Pr1Ar1 PC1 = 459.6 + 4000 + 615(5.3) 7.07 = 1092 psi. Analysis of Cylinders in Parallel and Series | When pressure reaches 1092 psi, both the cylinders move simultaneously. | Cylinder 2 stops when the Cylinder 1 stops. | If the cylinders are sized such that Ac2 = Ar1, both the cylinders will extend the same distance. | Here we neglect leakage. In actual practice, the extension will never be exactly equal. 6 Analysis of Cylinders in Parallel and Series | Consider Fig 7.4 specified as follows z Pump : Flow 8 GPM (at pressure < 1200 psi, leakage is negligible) z Cylinder 1: Stroke, x1 = 20 in. z Cylinder 2: Stroke, x2 = 36 in. | Rate of extension of Cylinder 1 3 3 Q1 = 8gal/min x 231 in /gal = 30.8 in /s 60 s/min dx1/dt = Q1 = 30.8 = 4.35 in/s Ac1 7.07 Analysis of Cylinders in Parallel and Series | Rate of extension of Cylinder 2 The only flow that reaches Cylinder 2 is the flow out the rod end of Cylinder 1. 2 3 Q2 = dx1/dt* Ar1 = (4.35 in/s)(5.3 in ) = 23 in /s dx2 /dt = Q2 = 23 = 4.68 in/s Ac2 4.91 | Cylinder 2 extends faster than Cylinder 1, because Ac2 < Ar1. Only when Ac2 = Ar1 are the extension rates equal. 7 Analysis of Cylinders in Parallel and Series | Distance the cylinder extends is a key performance parameter. | Total Flow from Cylinder 1 is 3 Q1= Ar1 x1 = 5.3(20) = 106 in x2 = Q1 = 106 = 21.5 in Ac2 4.91 | Cylinder 2 has a stroke of 40 in. but never extends beyond 21.5 in. Synchronization of Cylinders | There are instances when a large mass must be moved, and it is not feasible to move it with just one cylinder. | If the load to be moved is several feet in length, two or more cylinders are used to prevent a moment, or moments , that might distort and damage the load. 8 Synchronization of Cylinders | There are three techniques that can be used to synchronize two cylinders. z Orifice-type flow divider z Gear-type flow divider z Mechanical coupling Synchronization of Cylinders | Orifice-Type Flow Divider z z z z z z Adjust the orifice on both sides of the flow divider so ∆P across the orifice and the load is equal on both sides. Flow from the pump will divide equally Both cylinders will extend simultaneously. If cylinders have same size, they extend at same rate. When ∆P changes, flow goes to lower pressure side. Cylinders have to be resynchronized 9 Synchronization of Cylinders | Gear Type Flow Divider z z z z z Functions like two gear motors with shafts rigidly attached Both motors have same displacement. Since shafts are attached, they turn at same speed Same flow goes through both sides. Excluding leakage, flow is equally divided and cylinder extends simultaneously Disadvantage – Pressure Intensification. Synchronization of Cylinders | Mechanical Coupling z z z z z Most reliable way to ensure two cylinders stay synchronized is to mechanically couple them together. The beam slides in a track on both sides. If Cylinder 1 gets ahead of Cylinder 2, the beam will bind in the track on that side Pressure requirement on Cylinder 1 increases. Bind is relieved when more flow goes to Cylinder 2; Cylinders adjust back and forth to stay synchronized 10 CUSHIONING | When cylinders reach the end of their stroke, z the pressure rises quickly z A Shock wave in hydraulic circuit can occur. | Cushioning is done to reduce this stock. | The concept is shown in Fig 7.6 CUSHIONING | | | | | Consider the case of the cylinder retracting. Spear closes off the large opening where the fluid is exiting the cap end of cylinder. Fluid must not flow out the small opening past the needle valve. Valve adjusts the orifice and sets the back pressure that develops in the cap end. Resultant force slows the piston and it “coasts” to a stop. 11 CUSHIONING | Resultant pressure shock is significantly reduced. | Same technique is used to cushion the cylinder when its is extending. | Here, a sleeve is mounted on the rod to close the main opening to make the flow go through the orifice . Rephasing of Cylinders | When cylinders are used in series, it is necessary to rephase the cylinders when they are fully retracted. | Leakage will cause downstream cylinder to not fully extend. | An agricultural implement (planter, cultivator, disk harrow) that must be folded to an 8-ft width for road travel and unfolded to 24ft width for field operation, will after several cycles, become out of phase so that downstream cylinders might not fully extend so the outer sections will not make proper ground contact. 12 Rephasing of Cylinders | In one technique, | Cylinder is designed with small passageway for oil to flow from the cap end to the rod end when the piston reaches full extension. | Passageway is small since it is not expected to pass a large flow. | It passes the flow required to make up leakage from the cap end of the cylinder immediately downstream so this cylinder will then extend completely. PRESSES | | Presses are used for z molding, z shaping, z shearing and other operations. Some manufacturing plants have lines of presses connected in parallel 13 PRESSES | Assume that the press cylinder has a 30-in. bore and 10-in stroke. | It needs to close in 30 s to achieve the desired cycle time. Q = Acx t 2 = π(30) (10) 4(30) 3 = 236 in = 61 GPM s PRESSES | Flow rate required to close an individual press is 61 GPM; a high capacity line is required. | Presses along the line are closed simultaneously. | Flow dynamics in the main supply and return lines are complex. | When two or more presses close simultaneously, flow takes the path of least resistance. | Flow goes to the press with smallest pressure drop first. | After the first press is closed, other presses are closed in a similar manner. | Disadvantage of parallel circuit design – Volume of fluid that must be moved from the reservoir to the individual presses require high pump capacity and high energy input. 14 PRESSES | Design shown in Fig 7.10 avoids the pumping of fluid back and forth from the reservoir | Typically press is controlled by solenoidactuated DCV. | Main press cylinder is the large cylinder. | Two outer cylinders will be referred to as side cylinders or kicker cylinders. | Primary function – Raise and lower the platen. | Main press cylinder supplies most of the force needed once platen contacts the whole piece. PRESSES | | | | When operator shifts the DCV, flow extends the two side cylinders. Flow does not go to the press cylinder because sequence-valve remains closed. When the platen contacts the work piece, the pressure builds and sequence valve opens. System pressure is applied to the press cylinder (side cylinders + press cylinder) and full force is applied to the work piece. 15 PRESSES | When DCV is shifted for retraction, the line to the sequence valve is connected to the reservoir. | No pressure to hold the sequence valve open; consequently , it closes. | Flow from the press cylinder cannot go back through the sequence valve; it must go through the pilot operated check valve into the reservoir. PRESSES | Pilot-Operated Check Valve | For flow in the forward direction, this valve operates just like a normal check valve. | Pilot line pressure holds the valve open for flow in the reverse direction. 16 PRESSES Load-Locking Circuit | | | Cylinder is prevented from moving in either direction until pressure is applied from the pump. Pump supplies pilot line pressure to open the check valve. Load force (FL) in either direction will not cause the cylinder to move, except for some small leakage past the piston seals. Load Analysis | | Two general classification for loads z Resistive Load (opposite to the direction of motion) z Overrunning Load (in the same direction as the motion) Both types of load can be applied to the circuit in one cylinder cycle. 17 Load Analysis | | | | A cylinder is lifting a weight during retraction and lowering this weight during extension. The extension load is overrunning, and the retraction load is resistive. The DCV opening can be continuously adjusted to create the pressure needed to dump a variable amount of fluid across the relief valve. Cylinder speed is controlleed by varying the position of the DCV handle. Load Analysis | The force versus time function required to move a load can be divided into several categories. z Breakaway: If load is resting on a surface, the cylinder must develop the force required to overcome the static friction. z Inertial: Force must be developed to accelerate the load. z Constant velocity: If the load slides along a surface, the cylinder must supply the force required to overcome the dynamic friction. 18 Load Analysis | Analysis of Acceleration of a load using a Cylinder | The cylinder has a 3-in. bore, 1.5-in. rod diameter and 24-in. stroke. | The fixed displacement pump has a theoretical output of 12 GPM and relief valve is set on 1500 psi. | Load is 4,000 lbf. Load Analysis | During no-load extension, pressure drop between the relief valve and cap end of the cylinder was 40 psi. | The rod end pressure was 15 psi. | A force balance was done and the friction force was found to be Ff = 330 lbf. 19 Load Analysis | Pressure during extension Pc = (Ff + FL + PrAr) / Ac = 330 + 4000 + 15(5.3) 7.07 = 624 psi. Prve = pressure at relief valve during extension = Pc + 40 = 624 + 40 = 664 psi Load Analysis | Cylinder velocity during extension (assuming volumetric efficiency is 92%) dxa = Q = 12(0.92)(231)/60 = 6.0 in/s dt Ac 7.07 | Velocity of the load was carefully measured and it was determined that it took 0.0628 s from the time the DCV was activated for the load to reach a constant velocity of 6.0 in/s. 20 Load Analysis | Maximum force that can be exerted is the force when the pressure equals the relief valve setting. Pc max = 1500 – 40 = 1460 psi Fmax = Pc maxAc – Ff – PrAr = 1460(7.07) – 330 – 15(5.3) = 9912 lbf | Theoretical acceleration of the load is given by dx2/dt2 = Fmax / m 2 where m = mass = 124.2 lbf-s /ft Load Analysis | Theoretical acceleration 2 dx2/dt2 = 9912 / 124.2 = 79.8 ft/s 2 = 957.6 in/s | Using the measured ∆t, the actual acceleration is dx2/dt2 = ∆x• a = 6.0 – 0 = 95.5 in/s2 ∆t 0.0628 | Expected acceleration was 957.6 in/s and the 2 achieved acceleration was 95.5 in/s , or 10% of expected. 2 21 Load Analysis | Factors that influence the acceleration of a mass with fluid power circuit. z Time for valve to open . z Compressibility of oil. z Compliance of lines (volume change due to pressure increase) z Characteristics of relief valve. z Characteristics of pump. z Leakage in DCV. z Leakage in cylinder. Load Analysis | Further discussion of these interactions are given in the text. | The study of the complexities of hydraulic circuit analysis has been the topic of studies in flow dynamics, and control systems modeling. 22 Types of Cylinders | The types of cylinders are : z Double-acting z Single-acting z Double-rod z Tandem z Telescoping Types of Cylinders | The double-rod cylinder has the same annular area on both sides, so it develops the same maximum force in both directions for a given relief valve pressure. | The tandem cylinder provides a means for increasing the force that can be generated with a given pressure. For extension, the total force is F = (Ac + Ar) P | Telescoping cylinders are used when a long stroke is needed and the space available to mount cylinder is limited. 23 Types of Cylinders Cylinder Selection | Cylinder manufacturers typically classify their products as heavy duty, medium-duty and light-duty. | Pressure ratings up to 6000 psi are available. | Some manufacturers build agricultural-grade cylinders. These are satisfactory where annual use are limited. Types of Cylinders Cylinder mounting methods 24 Types of Cylinders Cylinder mounting | Designers use one of the mounting methods shown on precious slide to prevent binding. | Guides are provided to ensure that the load follows the prescribed pathway, and minimizes side loading. | Plan for a disturbance from an atypical direction, particularly for cylinders mounted on mobile machines. | It is generally less expensive to protect from a side load than to replace a damaged cylinder. Cylinder Construction | The seals are a key feature, as is the rod wiper. | Dirt from the environment settles on the rod and will ingress into the hydraulic system if it is not removed. | Some small particles escape the wiper and these must be removed by the filtration system. | Industrial cylinders typically have multiple o-ring seals, because they are designed for a large number of cycles during their design life. | They also have a rod bearing to support the rod when the load is not a pure axial load. 25 Cylinder Construction END OF CHAPTER 7 THANK YOU 26