Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
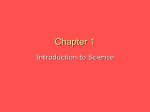
APPLICATION OF DENSITOMETERS TO LIQUID MEASUREMENT Class # 2010.1 Mike Pritchard RSM Flow Thermo Fisher Scientific Ion Path, Road Three Winsford, Cheshire United Kingdom Introduction This paper looks at the common methods of process density determination, discusses density units and derived units, limits of accuracy and validation methods plus installation effects and some of the more common applications in the oil and gas business. Methods of Density Determination. Density is in essence an easy measurement to make needing only a defined volume container and a set of scales. However, a set of scales and a bucket are not ideal tools for continuous measurement. Commonly used methods of measurements are: Attenuation: where an ultrasonic, light, radio or nucleonic signal is passed through the fluid and attenuation or change in the signal noted (inferring density). These are useful devices (especially where non-invasive measurement is required). Attenuation devices tend to have good repeatability, but limited accuracy and rangeability. In general they require on site calibration at the operating point. Nucleonic types also have the disadvantage of significant regulation and Health & Safety issues. However, the technique is useful in areas where environmental issues may limit the user’s ability to break into a line to make a measurement by other methods. Bulk Weighing Instruments: perform a static measurement of a sample of fluid contained within or passing through the instrument, usually using a force balance system. The system is inherently very accurate but suffers from very high sensitivity to vibration, orientation and difficulties in getting the sample into the weighing system whilst maintaining isolation from the process pipeline. Vibrating Elements: These devices rely on a vibrating element which is maintained in oscillation at resonance where the frequency of resonance is modified by the density of the fluid contained in, or surrounding the vibrating part. The period of the oscillation ቄ ቅ is proportional to the root of the density, so density is approximately ࡲ࢘ࢋ࢛ࢋࢉ࢟ proportional to period squared. The vibrating element transducers are inherently stable and have the advantage that they can be calibrated in a laboratory with fluids of various densities (where the fluids do not have to be the process fluid) and the calibration can be carried with the instrument from the laboratory to the field. Also second order effects (instrument pressure and temperature effect) can be evaluated in the laboratory and used to correct the density measurement for process conditions. The advantage of vibrating element transducers is that they are stable, accurate and repeatable. They follow a natural law which gives good rangeability and enables validation at a single point. However, the disadvantage is that the instrument must be in contact with the process fluid and the vibrating element itself is normally of light construction to give good sensitivity. This means that the instruments will not tolerate much corrosion or erosion without large changes in calibration, or even perforation. Limits of Accuracy Generally the calibration accuracy of vibrating element transducers can be as good as 0.1 kg/m3 (0.0001 g/cc) for meters where the process fluid is contained and measured in a vibrating tube and 0.1% of reading where the vibrating element is surrounded by the process fluid (plates, tines, cylinders, etc.). The stated calibration is normally at reference (as seen in the laboratory). Accuracy in the field may be a different matter and is dependent on good installation and correction of secondary effects. Under favorable conditions the user may achieve 0.15 kg/m3 with a tube type instrument. This accuracy will depend on the pressure and temperature correction coefficients being accurate at the process conditions and the primary inputs to the corrections (pressure and temperature) being correct. Operation will normally have to be ensured by on site validation. However, the technician will have great difficulty proving (validating) in the field as validation requires measurements to be made by the field instrument and a laboratory instrument. A number of problems exist for the technician trying to validate meters and get good correlation with the laboratory these include: loss of light end fluids during sampling, difference in measurement conditions between the field and the laboratory and uncertainty of the laboratory measurement system. Whilst there are tables and calculations (discussed later in this paper) enabling density to be referred to conditions other than the measurement conditions enabling the line and laboratory measurements to be referred to the same conditions the calculations themselves add uncertainty to the validation. In reality a correlation of 0.25 kg/m3 between a line and laboratory measurement is probably a good achievement. Checking a density measurement system against pycnometry may be a good option and is becoming an easier and more reliable method with the electronic weighing systems now available. Density and Derived Units Having discussed measurement methods and accuracy limitations it may be worthwhile asking what is density? Density is the mass of product that will fit into a defined volume and has the units of (MASS / VOLUME), in the US this will most likely be lb/ft3 and in Europe kg/m3. However, any mass and volume unit may be used. Common units are g/cc, g/litre. To get an idea of density magnitude water has a density of about 999 kg/m3 at 15.5 deg C (60 F) and air has a density of around 1.2 kg/m3 at 20 deg C. One important fact to remember is that a density meter only measures the density of the fluid in the density meter. If the conditions in the density meter are not the same as the conditions in the line then the measured density will NOT be line density. Density of a product changes with temperature and pressure. Generally density decreases as temperature increases and increases as pressure increases. Because of this it is vital that the affects of density meter installation is understood and taken into account when using the output of the density meter in other calculations or control systems. Density at Reference conditions (Standard Density) is defined as the density at defined pressure and temperature. Common reference conditions are 60 deg F and 14.696 psiA (US) and 15 deg C (sometimes 15.5) and 1.01325 barA in Europe. “Observed” density can be converted to density at 60F my measuring density, and temperature (at atmospheric pressure) and then using tables (ATSTM D 1250) or calculations based on the tables. Note that if the density correction is from tables for use with a hydrometer it will include correction for the hydrometer volume and should not be used for a density meter measured density correction. Tables (and corresponding calculations) are available for density correction, volume correction and SG unit correction. Pressure correction of the measured density can be carried out using API 1101. ASTM D1250 generates volume correction factors and API 1101 generates pressure correction factors. In 2004 these standards were combined and updated as API 11.1 (2004). Note that the table to be used is based on the product type (Crude, Refined, and transitional) and its SG range. So the calculation is normally iterative. NOTE: When density is reduced to standard conditions the only variable that will affect density is the constituents of the product. This gives the user a measure of product quality. Specific Gravity and Relative Density: While there is some discussion with regard to difference between relative density and specific gravity between gas users it is generally accepted that for liquids SG and RD are the same and are defined as the ratio of the density of a fluid to the density of water at the same process conditions. (Normally 60 deg F and 0 psig (14.6959 psiA)) in the US and 15 deg C and 1.01325 BarA in Europe for nonvolatile liquids. Other standards apply for volatile liquids which are not liquid at atmospheric conditions. This may be 60 deg F and the bubble point (mixture) or 60 deg C and vapour pressure. One very important thing to note is that SG / RD is sometimes defined with different temperature conditions for process fluid and the compared water. In this case the SG is defined as SG 15/4 (process = 15 deg C and water at 4 deg C or other temperatures) This notation is sometimes used as the density of water at 4 deg C = 1000 kg/m3 making the Reference density to SG conversion a simple matter of dividing Reference density by 1000. Gravity or Process Gravity: For liquids the term “Gravity” or “Process Gravity” is often used. This sometimes relates to Specific Gravity, but more accurately relates to Specific Gravity when converted into units common to the process. In the Oil industry the most common is ºAPI. ºAPI has a direct relationship to S.G., where ºAPI = (141.5 / S.G.) – 131.5. The use ºAPI brings the SG value into a range that is meaningful to the process operator. Many other Process Gravity types exist outside the oil industry. Again they have a direct relationship to S.G. but an historical connection to the processes they are used in. ºAPI is based on an adaption of the BAUME scale although there are other more interesting theories regarding its origin. Application of Density Measurement. Custody Transfer: One of the most common uses of density measurement is in custody transfer metering systems. While mass meters are now common they are limited in size, and therefore flow rate. On larger flow metering systems the volumetric meter (Turbine, PD or now quite often Ultrasonic) is most commonly used. As already discussed the density of a fluid changes with temperature and pressure so volumetric metering is not reliable when two stations, one dispatching and one receiving to and from the same pipeline are metering product at different temperatures / pressures. To overcome this problem metering is carried out in mass units or standard volume units, not actual flow units. Metering totals will be in Actual Volume Units (what goes though the meter), Standard Volume units (Actual volume * CTPL) Where CTPL is the combined temperature and pressure correction factors and Mass Flow Units (Standard Flow * Reference Density). A simpler approach might appear to be to generate mass flow as Actual Flow * Line density and then standard flow = Mass Flow / Reference density. However, this would rely on the conditions in the density meter being the same as the conditions in the line which may not be so. Actual (Gross) Flow = Measured flow in the flow meter Standard (Nett) flow = Actual Flow * CPTL (Meter) Reference density = Measured density / CTPL (Density meter) Mass Flow = Standard Flow / Reference Density. (Alternatively Mass Flow = Actual Flow * Line Density) o o o o Details of metering system design can be found in API MPMS, useful chapters are: 14.6 Continuous Gas Fluids Measurement: Continuous Density measurement 14.7 Mass measurement of natural gas liquids 21.2 Flow Metering using Electronic Metering systems Interface Detection / Product Identification: While density is dependent on the type, pressure and temperature of the liquid being measured the standardized units of density at reference conditions and specific gravity are, if not unique to particular refined liquids, constant for that particular liquid. Because of this it is possible to identify products (within a limited known range). Using standard API / ASTM equations to reduce measured density to known reference conditions allows the separation or “cut” of products in multi-product pipelines based on known density at reference or SG bands for the expected products. In many installations a density system will be situated at a 1 km station (1 km before the metering station) to identify the change in product. It is then possible to calculate the expected arrival time of the cut which is confirmed with a second meter at the station. This allows accurate “cutting” of the interface and routing of the new product. Product S.G. Low .59 .78 .835 Gasoline Kerosene Diesel S.G. High .75 .83 .839 The “cut” can be made manually or automatically. If the “cut” is made automatically then it important that any S.G within the interface which lies within a product SG band is not flagged as new product. To ensure this does not happen it is normal to measure SG and rate of change of SG. The change from product to product is as follows: Product is Diesel 8.65 8.15 S.G. Interface Start S. G. 7.65 Interface end 7.15 6.65 1 3 2 5 4 7 6 9 8 11 13 15 17 19 10 12 14 16 18 20 Time o o o o SG moves out of Diesel SG Band “Interface”. Changing SG (∆SG) above preset limit. “Interface”. SG = Kerosene and ∆SG above preset limit. “Interface”. SG = Gasoline and ∆SG below preset limit. “Product”. Note that depending on the length of pipeline an interface may take seconds or 10s of minutes to pass. It is good practice to include a time alarm to indicate that the “New” product has not been identified base on the expected interface time. (Other methods are available and can be combined with density to increase the sensitivity of product identification.) Product Blending: Where two products are blended to generate required physical properties the density of the resultant mixture can be used to infer the required property. Often the density measurement is quicker (real time) and less costly then arranging to analyse the actual required property. An example of a successful application is in the blending of lubricating oil, where two types of oil and additives are mixed to give a product with the correct viscosity control. Whereas full viscosity analysis required bypass analysers with controlled temperature and flow the two products of the binary mix were of different enough density to estimate the percent mix of the two products from density referred from line conditions. The benefits of cost are enhanced by the instruments ability to survive the rigors of normal service (start up temperature shocks of 40 – 50 degrees C pr min) without any special protection. This ability to identify the relative proportions of elements in a binary mix is discussed again, later in this paper to establish concentration and contamination in liquid transfer systems. Percent Mix: of a binary mix can be established either by percent volume or percent mass by density measurement. Density Density A B 850 730 %A Mix Delta Density Density 100.00% 850 90.00% 838 12 80.00% 826 12 70.00% 814 12 60.00% 802 12 59.00% 800.8 1.2 58.00% 799.6 1.2 57.90% 799.48 0.12 57.80% 799.36 0.12 The accuracy to which the concentration can be inferred is determined by the relative densities of the two liquids in the mix the accuracy of the density meter and the accuracy with which the relationship of density to temperature for the mix can be defined. If the two liquids have the same density it will not be possible to discern one from the other, even at 100% change in the liquid concentration. The table (Left) gives an example of changing density of a binary mixture as the percent vol mix changes. It can be seen that if the density meter is able to measure to 0.1 Kg/m3 the % mix can be determined to approximately plus or minus 0.2%. Similar results are obtained when considering percent mass mixes. Often if the relationship of density change with temperature is not linear. Most density converters will include a table or such like that enables a surface to be defined which relates percent of one component directly to temperature and density. Percent Solids: In a similar manner to Percent Mix the amount of suspended solids can be estimated from density. Results can be very good because of the generally large differential density between solids and liquids. However, it is important that the flow though the meter is sufficient to keep the mix homogeneous and the the solids are not abrasive. Solutions: Solutions of dissolved salts / solids in water can be established in a similar manner to determining mixes. However, the % solution normally needs to be established from a look up table based on published data for the solution being handled. The table normally consists of inputs of density and temperature with an output of % solution. Many users may know from experience what density their solution should be and rely on the density data within the temperature controlled process. Quality Control: As we have already seen density or SG data can be used to identify products and % contaminants (in binary fluids). The success of a process is normally defined by the quality of the output product. Often the product will have defined SG or density. (as well as other parameters). By monitoring density we can get an indication of the product being “out of specification” (even though we cannot identify why) using on line density analysis as well as laboratory sampling. The sample may identify the cause of an “out of specification” problem, but only at the time of analysis. In a continuous process this can lead to a large amount of “out of specification” product, requiring diluting mixing or re-cycling. The online density measurement can be used to check: The purity of a product. The identity of product. Rate of change of product properties. (Indicating the end of a reaction). Other parameters The density measurement system may be open loop (indicating and alarming only), or closed loop feeding back or forward to trim a process or, in many cases both. Liquefied Gases: The wide process and environmental ranges (-200 to + 200 deg C Process temperatures and excess of 170 bar pressure) of density meters allow many measurements to be made at process conditions. Liquefied gases and light condensates are typical process liquids that have very non-linear density temperature / pressure relationships and are often not liquid at atmospheric conditions. This makes sampling difficult. Whilst for pure products, methane, propane, butane, etc. tables of density from pressure and temperature are available products are normally mixed and the equations are not particularly reliable, especially as the mix changes. Density meters are often used in LPG, LNG and Condensate measurement giving two indications. Phase of the fluid (gas or liquid) and the density. Density meters are used in a wide variety of installations, LNG at -168 deg C to light condensate at 180 deg C. Bypass and insertion devices are available, insertion devices having the advantage of measuring at what can only be line conditions. For Validation calculation with LNG ASTM D4784 (Standard for LNG Density Calculation Models) my be useful Conclusion: The units of density are mass/volume and the density of fluids change with temperature and pressure. Care should always be taken to ensure the correct density unit or derived unit is chosen. If line density is required then the condition of the sample in the density meter should closely represent the condition of the product in the line. If conditions in the meter are not the same as the conditions in the line then another derived unit, Density at reference, SG., etc. should be used. This can then be referred to line conditions using standard methods. With the wide choice of density measurement (transducer) technologies available The user should always establish the best technology for their application based on required and envisaged accuracy, process conditions and material compatibilities. It may be that a compromise on accuracy is required to accommodate process compatibility The published calibration accuracy of a density meter is at reference conditions. The user should establish a good installation philosophy (correct conditioning, sample rates, insulation, etc), expected in situ and accuracy and the expected accuracy (uncertainty) of their validation method. The correlation of line to sample reading will be within the sum of the density system error and the validation system error. Establishing correct meter type, installation method and expected accuracy will ensure a successful outcome from the metering point. Density measurement has a wide range of applications either as direct density devices or as indicators of process performance and potential errors. Density meters generally give good performance, fast response and a long operational life. However, the measurement is not straightforward (in the way that temperature and pressure measurements are) and process can unexpectedly affect the density reading. The user should always inform the supplier of all process conditions in order to ensure that effects on the output are minimized.