Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Spectral density wikipedia , lookup
Canonical quantum gravity wikipedia , lookup
Measurement in quantum mechanics wikipedia , lookup
Asymptotic safety in quantum gravity wikipedia , lookup
Light-front quantization applications wikipedia , lookup
Bremsstrahlung wikipedia , lookup
Density matrix wikipedia , lookup
Bose–Einstein statistics wikipedia , lookup
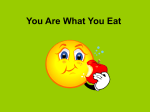
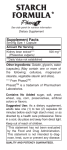
Technical Data Direct Compression Loratadine Formulation Lactose Free, Direct Compression Formulation Used to Produce Loratadine (10 mg) Tablets INTRODUCTION Loratadine is a popular over-the-counter, nonsedating antihistamine used for the temporary relief of symptoms caused by hay fever or other upper respiratory allergies. Loratadine works by blocking the action of histamine, a natural substance in the body that is released by the immune system during an allergic reaction. Many marketed loratadine products use lactose as the main filler ingredient. Lactose, one of the most commonly used fillers in solid dosage formulations, is well known for producing tablets with high mechanical strength. However, its usage has been eroded by some relatively recent concerns, such as Bovine Spongiform Encephalopathy BSE, Variant Creutzfeldt-Jacob Disease (vCJD), and lactose intolerance. These concerns have led some formulators to evaluate other excipients in their formulations. In addition, the abrasiveness of lactose can cause a decrease in tooling life due to excess wear on tableting or capsule-filling equipment. To overcome abrasiveness, lubricants must be used, but high lubricant levels can cause a decrease in tablet mechanical strength and can affect disintegration and dissolution. OBJECTIVE This study was conducted to determine the possible benefits of using Starch 1500® in a loratadine Table 1. product. The objective of the study was to produce a direct compression loratadine formulation without the use of lactose while providing acceptable tablet properties. This study also evaluated two different lubricants to determine their effect on tablet properties in this non-lactose system. Starch 1500® is a multi-functional excipient designed specifically for use in the formulation of pharmaceutical oral solid dosage forms. Starch 1500® brings benefits to formulations through binding capability, improved disintegrant properties, and enhanced flow and lubricity. Manufactured exclusively for the global pharmaceutical market, Starch 1500® is a pharmaceutical grade of partially pregelatinized maize starch. MATERIALS AND METHODS A base formulation of half microcrystalline cellulose (MCC) and half Starch 1500® was chosen for this drug. Table 1 lists the ingredients used and their levels. MCC has excellent compressibility but has limited disintegration properties. The inclusion of Starch 1500® adds bulk to the tablet and provides disintegration functionality. Two formulations using different lubricants were manufactured. For each formulation prepared, a multi-step blending process was used in order to ensure proper distribution of the active. Initially, half of the Formulations Ingredients[Manufacturer] Formula 1 Formula 2 Percent mg / tablet Percent mg / tablet Loratadine USP [Tricon Enterprises] 6.67% 10.00 6.67% 10.00 Pregelatinized Starch NF [Starch 1500®, Colorcon] 46.42% 69.63 46.29% 69.44 Microcrystalline Cellulose NF [Emcocel® 90M, JRS Pharma] Colloidal Silicon Dioxide NF [Cab-o-sil® M-5P, Cabot] 46.42% 69.63 46.29% 69.43 0.25% 0.37 0.25% 0.38 Magnesium Stearate NF [Mallinckrodt] 0.25% 0.37 -- -- -- -- 0.50% 0.75 100.00% 150.00 100.00% 150.00 Stearic Acid NF [Oleotec] Total Starch 1500® was combined with the drug and colloidal silicon dioxide. This mixture was blended in a twin shell “V” blender for 5 minutes. The mixture was then discharged and passed through a 40-mesh screen by hand. This step not only breaks up the silicon dioxide but also helps to distribute the active. The screened mixture was returned to the blender and the remainder of the Starch 1500® was added and blended for an additional 5 minutes. The MCC was then added and blended for 10 minutes. The magnesium stearate was added last and blended for 5 minutes. In Formula 2, stearic acid was added with the MCC because, unlike magnesium stearate, it is not sensitive to blending time. Both magnesium stearate and stearic acid were passed through a 60-mesh screen prior to weighing. Table 2. Moisture content by loss on drying (LOD) was determined using a Denver Instruments IR-20 moisture balance at a temperature of 105°C. Particle size analysis was performed with an ATM Sonic Sifter under the following conditions: sample size 10 g ± 0.1 g, test time 5 minutes, amplitude 4, sift-pulse setting. Bulk and tapped density were performed in accordance with USP method 1. The geometric mean particle sizes and standard deviations were determined by plotting the weight percent greater than a given diameter (on a probability scale) versus the log of the diameter and performing a linear regression. Tablets were compressed using an instrumented (SMI) Piccola (Riva) 10-station, rotary tablet press at 20 RPM. Compression force varied from 3 to 24 kN. Tablet properties, hardness, thickness, and weight were measured on an Erweka Multicheck. Friability was performed at 100 drops and disintegration times were measured in DI water. Dissolution was tested in accordance with USP 28 in 0.1N HCl. The lubrication properties of magnesium stearate and stearic acid are quite different and can affect the compressibility of plastically deforming materials such as pregelatinized starch and MCC. Magnesium stearate coats the surfaces of the granules. This coating effect builds the longer it is blended. For materials that fracture upon compression, new uncoated surfaces are exposed and bonding is not adversely affected. Blend Properties – Formula 2 Loss On Drying 6.8% Bulk Density Tapped Density 0.50 g/cc 0.71 g/cc Geometric Mean Particle Size Geometric Standard Deviation 73 microns 1.8 Formula 2, the silicon dioxide also acts as an antiadherent. Stearic acid does not have good antiadherent properties and can, on occasion, result in punch filming or lower punch binding. When colloidal silicon dioxide is used, typically at half the level of the stearic acid, these concerns can be eliminated. The average tablet weight variation for Formula 2 was 0.81%. Stearic acid particles remain as discrete particles in the blend. When the blend is compressed, the lubricant melts and extrudes to the die walls and punch surfaces. It is important to evaluate the levels of lubricant in each formulation and determine its effect on compressibility and ejection force. Magnesium stearate is a more effective lubricant than stearic acid. Typically, stearic acid must be used at higher levels in order to achieve similar ejection forces. In this study, stearic acid was used at 0.5% and magnesium stearate was used at 0.25%. The ejection forces measured for Formula 1, containing magnesium stearate, were approximately half of those of Formula 2, containing stearic acid. While higher, the ejection forces of the stearic acid formula were well within the acceptable range (see Figure 1, next page). Both formulations utilized Starch 1500®, which exhibits self-lubricating properties; therefore, high lubricant levels are not typically required. The choice of lubricant would depend on the formulator’s or the company’s preference and the targets set for the resulting tablets. RESULTS AND DISCUSSION Both formulations performed well, producing low weight variation, high tablet hardness and low friability. Low friability is an important tablet property, especially for film-coated products. Properties of the final blends were similar and the data for Formula 2 is listed in Table 2. Formula 1 contains silicon dioxide to enhance the flow of the blend. Direct compression formulations require good flow in order to maintain proper weight uniformity. For the compression study, the average tablet weight variation (%RSD) was 0.75%. In Because of the method of action of the lubricants, differences in tablet hardness were observed. Table 2 Disintegration times for both formulations were rapid. Formula 2, containing stearic acid, which also had higher hardness, disintegrated faster than Formula 1, containing magnesium stearate. This may be due to the hydrophobicity of magnesium stearate. Figure 3 shows the dissolution profile of Formula 1 compared to the marketed Claritin® lactose-based formulation. Starch 1500® not only provided binding action that produced good mechanical strength in these formulas, but it also acted as a disintegrant, causing a rapid breakdown of the tablet and fast release of the drug. 3 lists the tablet properties when a compression force of 15 kN was used to compress each formula. Figure 1. Ejection Force Profile Ejection Force (N) 500 450 Formula 1 - MgSt 400 Formula 2 - StA 350 300 250 200 150 100 Figure 3. Dissolution Comparison – Media 0.1N HCl 50 0 2 4 6 8 10 12 14 16 Compression Force (kN) 18 20 100 22 Percent Released 80 Table 3. Tablet Properties Weight Formula 1 Formula 2 148 mg 147 mg Hardness 7.0 kp 8.6 kp Friability 0.05% 0.07% Thickness 3.65 mm 3.59 mm Disintegration Time 2.8 min 1.2 min 55 N 111 N Ejection Force 60 40 20 Starch 1500® Formula Claritin® Formula 0 0 Tooling: Round 9/32” standard concave Compression Force: 15 kN 10 20 30 40 Time (min) 50 60 Table 4 compares the disintegration times of the products and the amount of drug released in 10 minutes. The disintegration time of the Claritin® formula was acceptable; however, the Starch 1500®-formula resulted in the much higher dissolution rate of the tablets. At the 10-minute time point, the Starch 1500® formulation released 99% of the drug while the lactose formulation released only 41%. Table 5 lists the ingredients contained in the Claritin® product. Both formulations produced very similar hardnesses throughout the compression force range. Both formulations also showed a maximum hardness at approximately 18 kN of compression force. Figure 2 shows the compression profiles for both formulas and clearly shows improved hardness with the use of stearic acid. Both formulations produced very low friability values. Table 4. Comparison of Products Figure 2. Compression Profile Disintegration Time 10 9 Hardness (kp) 8 Starch 1500® Tablets 2.8 min Claritin® Tablets 5.1 min Dissolution 99% released in 10 minutes 41% released in 10 minutes 7 6 Table 5. Claritin® Qualitative Formula 5 Loratadine 4 Formula 1 - MgSt 3 Lactose Formula 2 - StA Corn Starch 2 2 4 6 8 10 12 14 16 Compression Force (kN) 18 20 22 Magnesium Sterate 3 CONCLUSIONS These formulations containing Starch 1500® produced tablets with excellent hardness and friability values without the use of lactose as a diluent. Higher tablet hardness was attained with the formulation containing stearic acid as the lubricant. Both formulations exhibited low ejection forces while using low levels of lubricants, thereby reducing stress and wear on tooling and machinery. The use of Starch 1500® was also responsible for the rapid disintegration of the tablets. For tablets produced at 15 kN of compression force, Formula 2 disintegrated in half the time of Formula 1 even though the hardness of Formula 2 was higher. The dissolution of loratadine from the Starch 1500®based tablets was rapid compared to the commercial lactose-based Claritin® formulation. These results show the strong disintegration functionality of Starch 1500®. In addition to these benefits, a formulation containing Starch 1500® and microcrystalline cellulose rather than lactose would show improved physical stability, as described in Colorcon Technical Data Sheet – Lactose Replacement with Starch 1500® in a Direct Compression Formulation. 4 World Headquarters Colorcon 415 Moyer Blvd., P.O. Box 24, West Point, PA 19486-0024 Tel: 215-699-7733 Fax: 215-661-2605 Website: www.colorcon.com/pharma Locations Telephone Facsimile United States Santa Ana, California Indianapolis Indiana Humacao, Puerto Rico 714-549-0631 317-545-6211 787-852-3815 714-549-4921 317-545-6218 787-852-0030 Europe Dartford, Kent, England Bougival, France Idstein, Germany Gallarate, Italy Budapest, Hungary Istanbul, Turkey Barcelona, Spain 44-1322-293000 33-1-3082-1582 49-6126-9961-0 39-0331-776932 36-1-200-8000 90-216-465-0360 34-9-3589-3756 44-1322-627200 33-1-3082-7879 49-6126-9961-11 39-0331-776831 36-1-200-8010 90-216-465-0361 34-9-3589-3792 e-mail: [email protected] Locations Telephone Facsimile Asia/Pacific Singapore Fuji-gun, Shizuoka, Japan Shanghai, China Goa, India Seoul, Korea 65-6438-0318 81-5-4465-2711 86-21-5442-2222 91-832-288-3434 82-2-2057-2713 65-6438-0178 81-5-4465-2730 86-21-5442-2229 91-832-288-3440 82-2-2057-2179 Latin America Buenos Aires,Argentina Cotia, Brasil Bogota, Colombia Caracas, Venezuela Santa Fe, Mexico 54-11-4552-1565 55-11-4612-4262 571-418-1202 58-212-442-4819 52-55-3000-5700 54-11-45523997 55-11-4612-3307 571-418-1257 58-212-442-8724 52-55-3000-5701&02 The information contained herein, to the best of our knowledge is true and accurate. Any recommendations or suggestions are made without warranty or guarantee, since the conditions of use are beyond our control. Any information contained herein is intended as a recommendation for use of our products so as not to infringe on any patent. © Colorcon, 2005. The information contained in this document is proprietary to Colorcon and may not be used or disseminated inappropriately. Ex_td_starch_loratadine_ver.1_aug05