Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Preprint, 11th IFAC Symposium on Dynamics and Control of Process Systems,
including Biosystems
June 6-8, 2016. NTNU, Trondheim, Norway
New Performance Indicators for Evaluation of Adsorbents
for CO2 Capture with PSA processes
Seongbin Ga*, Hong Jang*, Jay H. Lee*
*Department of Chemical and Biomolecular Engineering, Korea Advanced Institute of Science and Technology,
Daejeon, Korea (e-mail: jayhlee@ kaist.ac.kr).
Abstract: Pressure swing adsorption (PSA) process is one of the candidate processes for CO2 capture. The
interest has led to the development of various adsorbents such as modified zeolite materials and metalorganic frameworks (MOFs). Performance of the developed adsorbents is evaluated through lab-scale
methods based on simple measures like working capacity and selectivity. However, these performance
indices are not entirely reflective of the performance in a PSA process. In this work, we propose new
performance indices that are better reflective of actual process-level performance: efficiency and purity.
Both are derived for an ideal PSA process, which means they serve as the limits of the best achievable
performance of a PSA process with target adsorbents. For simple calculation and quick evaluation, the
performance indices are derived as explicit analytical expressions. Case study involving the evaluation of
zeolite 13X, activated carbon and Cu-BTC is presented to show the use of the new performance
indicators, and the results are compared with rigorous simulation results.
Keywords: Performance evaluation, Pressure swing adsorption, CO2 capture
based on rigorous first-principle models may be needed. The
simulation requires deep understandings in the underlying
numerical methods for solving the differential equations,
which in this case include heat, mass and momentum
balances. Usual materials scientists do not have this
background needed to carry out process simulation-based
evaluations of their adsorbents. Dynamic simulation of the
PSA process becomes further complicated due to the cyclic
steady state (CSS) resulting from the periodic switching of
the columns. Besides, there are many process-level
parameters to decide and optimize. Thus, even with enough
background to carry out the simulation, it may take too long
to thoroughly evaluate a large number of candidate
adsorbents.
1. INTRODUCTION
CO2 capture has increasingly received attention from industry
and academia due to the mounting concerns of climate
change. Many efforts have been made to find a proper
solution for this (Richardson et al., 2009). Pressure swing
adsorption (PSA) process is one of leading candidates
considered for CO2 capture because it has been widely used
in various gas separation areas, especially in high purity gas
production processes such as hydrogen separation. Due to
this potential, many studies about the application of the PSA
process to CO2 capture have been carried out (Sircar, Golden,
& Rao, 1996; Zhao, Cui, Ma, & Li, 2007). Some of the
studies have mainly focused on finding more efficient
materials which have high capacity and selectivity for CO2.
As a result of such efforts, a variety of materials are
suggested as adsorbent candidates for CO2 capture, such as
zeolite, activated carbons, and metal-organic frameworks.
For the above-stated reasons, in this work, we present new
performance indicators that will act as an intermediary
between the laboratory-level evaluation and the process-level
evaluation of adsorbents, especially for those adsorbents used
in a PSA process with the aim of CO2 capture. Efficiency
indicator and purity indicator are the measures we propose to
use. They indicate the performance of an ideal PSA process
with targeted adsorbents. The performance indicators are
formulated such that simple and quick evaluation is feasible
with the users simply putting certain parameter values that
can be measured in the laboratory into explicit formulas.
They do not require any other information or a priori
knowledge about the process.
Materials scientists who develop adsorbent materials tend to
focus on the recipe of new adsorbents without considering the
situation of practical application. After finding new
adsorbents, the scientists evaluate their work by measuring
physical properties such as selectivity (Goj, Sholl, Akten, &
Kohen, 2002; Saha, Bao, Jia, & Deng, 2010). However, this
evaluation method does not entirely reflect the performance
of adsorbents when used in the PSA process. Because of this
problem, many adsorbents that are reported to be great
improvements often turn out not to improve the performance
of the PSA process by much if at all. This indicates that
evaluation methods of adsorbents reflecting the PSA process
and its operation would be more valuable than the current
evaluation method used by the material scientists.
The rest of the article is organized as follows. Section 2
explains the existing performance indices used by adsorbent
developers for evaluation of their adsorbents. In Section 3,
the dynamic simulation of PSA processes is explained as it
can provide a reference to other simpler evaluation methods.
Section 4 provides the assumptions for the idealized PSA
process which serves as the basis for new performance
However, detailed process-level evaluation is timeconsuming and challenging. For this, full dynamic simulation
Copyright © 2016 IFAC
651
IFAC DYCOPS-CAB, 2016
June 6-8, 2016. NTNU, Trondheim, Norway
indicators, and explicit formulas for the new indicators are
derived on the basis of the assumptions. Section 5 gives an
evaluation example to show how the new indices can be used.
Finally, some conclusion is drawn in the last section.
component of the operating cost of a PSA system.
Therefore, the working capacity is not able to show the
economic efficiency of a corresponding PSA process.
4)
2. EXISTING PERFORMANCE INDICES
In the materials engineering area, the main interest is the
development of a new recipe for synthesizing new adsorbents
with improved physical properties. Therefore, these studies
tend to report representative physical properties as measures
of the developed materials’ performance (Sircar, et al., 1996;
Zhao, et al., 2007). Among the properties, isotherm curve is
the most commonly reported. The points in the isotherm
curve are obtained by measuring the number of adsorbed gas
molecules at a given temperature with increasing pressure.
The measured data can be fitted with various isotherm
models such as the Langmuir isotherm model and Freundlich
isotherm model.
3. OPERATION AND SIMULATION OF PSA PROCESS
In order for the practical evaluation of a new adsorbent, the
adsorbent should be evaluated with the operation data from a
PSA process using the adsorbent, rather than the lab-scale
data. However, there are too many options to consider in the
operation of a PSA system.
Based on the isotherm curve, two performance indices for the
adsorbent are commonly reported: working capacity and
selectivity. Working capacity is the difference in the amounts
of adsorbed gas molecules at high pressure and at low
pressure. The two pressures are designated by some prior
knowledge about the pressure range of the intended PSA
operation. Selectivity is also defined on the basis of the
isotherm curve but needs multiple isotherm curves with
respect to multiple gas components. At some chosen pressure,
the ratio of the amount of one component adsorbed that of the
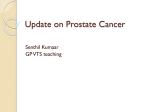
other components is defined as selectivity. In Fig. 1, for
example, the working capacity can be expressed as the
difference between A and B, and the selectivity of CO2 over
N2 is proportional to the ratio of A to C. With the two
performance indices, the materials scientists report how much
they have improved the adsorbents.
Fig. 1. Isotherm curves for two gas components
However, the working capacity and selectivity do not reflect
the performance of adsorbents when they are applied to the
actual PSA process. The reasons for that are listed below.
1)
Each adsorbent has a different optimal operating
pressure range due to the differences in the physical
properties.
2)
Operating pressure is the overall pressure of the mixed
gas, but the isotherm data are based on partial pressures
of the components.
3)
Selectivity only considers the adsorption phenomena,
even though the swing of the pressure involves both
adsorption and desorption of gas components.
Above all, theoretical and empirical knowledge about the
PSA process operation is required. In the operation, there is a
"step", which is one part of an operation cycle. As the
operation switches from one step to another, operating
condition needs to be changed. The operating condition is
changed mainly by manipulating the valves connected to the
PSA column. Several steps comprise one cycle and the cycle
is repeated until the end of operation. Various steps can be
roughly classified into two types: adsorption(saturation) step
and desorption(desaturation) step. During an adsorption step,
the pressure of an adsorption column increases because gas is
injected into the column. This drives more gas molecules to
be adsorbed on the adsorbents packed in the column. On the
other hand, during the desorption step, the pressure goes
down, and the decreased pressure causes the gas molecules to
detach from the surface of the adsorbents. This desorption
step regenerates the adsorbents to be used in the next cycle
again, but some amount of gas remain on the surface of the
regenerated adsorbents.
For a practical evaluation of adsorbents in connection to the
PSA process, a rigorous simulation of the PSA operation is
one option. In the area of systems engineering, there have
been numerous studies on the simulation of a PSA system.
Some studies suggested ways to choose the model parameters
to be consistent with experimental data, and also ways to
obtain optimal design and operation of a PSA process to
maximize the product purity or recovery (Ko, Siriwardane, &
Biegler, 2005; Kvamsdal & Hertzberg, 1997). Other studies
focused on the numerical methods to shorten the computation
time because the cyclic steady state (CSS) in the simulation
causes high computation time (Biegler, Jiang, & Fox, 2005).
Although several innovative methods have been suggested to
reduce the computational cost significantly, most commercial
simulators still rely on the successive substitution method,
which accompanies high computation time.
In this work, rigorous dynamic simulation of a PSA process
for CO2 capture is carried out only as a reference. The model
is constructed based on a previous work (Won & Lee, 2011).
Details of the parameters and equations including mass,
energy and momentum balance with constitutive equations
can be found in (Won & Lee, 2011).
To solve the system equations which include partial
differential equations (PDEs), the cubic spline collocation
method is used to convert the PDEs into the form of ordinary
differential equations (ODEs). The converted equations are
Working capacity does not consider the energy
consumed for the pressure swing, which is the main
652
IFAC DYCOPS-CAB, 2016
June 6-8, 2016. NTNU, Trondheim, Norway
solved by using ode15s solver, which is available in
MATLAB. The boundary condition for the PDEs switches
from step to step, and the sequence of the boundary
conditions is repeated in a cyclic way. The CSS of the
process is also obtained by the successive substitution
method.
and operating condition for each adsorbent, the comparison
of different adsorbents becomes meaningful.
Moreover, the above assumptions decrease the number of
required parameters to evaluate adsorbents. For the
evaluation, there is limited information about the process
operation at the materials development stage. Because the
focus of the adsorbent development is the properties of
adsorbents, other physical parameters related with the
operation are usually not measured, although many
parameters are required to develop a model of a PSA process
such as the mass and heat transfer coefficients, void fraction,
conductivity, heat capacity, particle diameter. However, the
idealization process ignores the non-ideal phenomena causing
the loss of performance so that these parameters are no longer
required.
4. NEW PERFORMANCE INDICATORS
4.1 Idealization of a PSA process for the evaluation
The issues discussed in the previous section act as obstacles
in the use of the simulation as a practical evaluation of
adsorbents in a PSA system. To reduce the complexity of the
evaluation without losing the practical considerations
completely, we idealize the PSA process. The list of
assumptions for the idealized PSA process is as below.
1)
The cycle of a PSA process consists of an ideal
adsorption (saturation) step and an ideal desorption
(desaturation) step.
2)
During the ideal adsorption step, the packed column
contains two regions: a saturated region and an
unsaturated region. The adsorbents in the saturated
region are in equilibrium with the flue gas, while those
in the unsaturated region have the same loading as in the
ideal desorption step.
3)
During the ideal desorption step, the produced gas is in
equilibrium with the adsorbents in the column.
4)
The adsorption phenomena in the system follow the
extended Langmuir isotherm.
5)
Efficiency loss and purity loss due to dispersion and bed
void are ignored.
6)
The process is optimized to make the amount of injected
feed gas equal to the full capacity of adsorbents so that
adsorbents packed in the PSA column are fully used.
7)
The pressure of a PSA column switches as a step change.
8)
The spatial distribution of pressure in the PSA column is
uniform.
9)
The PSA is operated isothermally.
Furthermore, the idealization simplifies the calculation. As
mentioned above, the test of adsorbent using the simulation is
highly complex and takes a long time. A series of PDEs
should be solved with boundary conditions varying in a
cyclic way. To find the best design and operating condition,
optimization problem should be solved with various decision
variables composed of design parameters and operating
condition variables. However, the idealized process ignores
the diverse factors causing the process to be less efficient.
Owing to this, simple algebraic calculations instead of
solutions of the complicated PDEs are needed. Based on the
above assumptions, new performance indicators for the
evaluation of adsorbents are suggested in the following two
sub-sections. The first indicator is efficiency, and the second
one is purity. Both are defined based on the above
assumptions so that they represent the best achievable
performance of an adsorbent in an ideal PSA process.
Efficiency indicator indicates the efficiency of the ideal
process, and purity indicator indicates the purity of CO2 in
the gas produced from the ideal process. Such indicators
provide quantitative measures for a lab-scale evaluation of
adsorbents with consideration given to their end use in the
PSA process.
4.2 Efficiency
In order to consider how efficient the process is, we have to
first think of what the objective of this process is and what
the cost for the objective is. In the PSA process for CO2
capture, the objective is to separate CO2 molecules mixed in
the flue gas, while energy is the cost to be minimized.
Efficiency can thus be defined by the ratio of the amount of
captured CO2 to the amount of consumed energy. The
conceptual equation of efficiency is (1).
10) The pressure at the desorption step is 1 bar.
11) An ideal compressor is used to increase the gas pressure
and the energy is solely consumed by the compressor.
These idealized assumptions make the PSA process to
provide the limit of achievable performance for each
adsorbent. This is an important aspect because this ideal PSA
process gives a fair comparison between adsorbents having
different optimal designs and operating conditions. When two
adsorbents are compared by rigorous simulations, for
instance, testing with the same design and operating
condition biases the evaluation one way or the other. One
operating condition may be better for one adsorbent, another
condition gives for another adsorbent. Therefore, the best
performance with the best design and operating condition for
each adsorbent should be compared for a fair comparison.
Because the above assumptions consider the optimal design
h=
Dq ( Phigh , x)
E ( Phigh )
(1)
h , Dq, and E indicate efficiency, the amount of captured
CO2 and energy consumed by the process, respectively. From
the idealization assumptions, the gas phase and the solid
phase are in equilibrium at the end of the adsorption step and
desorption step, and the equilibrium is assumed to follow the
653
IFAC DYCOPS-CAB, 2016
June 6-8, 2016. NTNU, Trondheim, Norway
extended Langmuir isotherm model. This leads the following
equations.
Namely, the efficiency is not dependent on the quantitative
mass or volume of the process.
Dq ( Phigh , x ) = ( q1 ( Phigh , y ) - q1 ( Plow , x ))(1 - e ) r sV (2)
4.3 Purity
zP
q1 ( P, z ) = qm ,1b1
2
.
The purity of the product is one of the most important
considerations. For the same separation system, efficiency
varies with target purity. Furthermore, purity can provide a
basis for quick screening of adsorbent candidates when a
specific target value of purity should be met.
(3)
(1 + å bi pi )
j =1
In (3), z can be the CO2 mole fraction of the inlet flow or
produced gas, indicating that the loading of CO2 is a function
of pressure and mole fraction. Thus, q1 ( Phigh , y ) and q1 ( Plow , x )
Purity of the ideal PSA process can be defined as the purity
of CO2 in the purge gas as below:
correspond to the amount of adsorbed CO2 during the
adsorption step and during the desorption step and the
difference between the two means the amount of captured
CO2, as expressed in (2). Thus, variables y and x represent
the CO2 mole fractions of the feed and the product gas (purge
product), respectively. Partial pressure of a gas component (pi)
should be used for the extended Langmuir isotherm model,
and this also requires the mole fractions of CO2 during the
adsorption and desorption steps. qm,i and bi represent the
Langmuir isotherm parameters, where subscript i indicates
gas components including CO2 and N2. pi , , and V are the
partial pressure of component i, bed porosity, solid density
and overall volume of a PSA column, respectively.
Desorption pressure is assumed to be 1 bar.
On the other hand, the amount of consumed energy can be
calculated by using the assumption about the ideal
compressor. The work for an ideal compressor is calculated
by the following equation.
g -1
é
ù
æ Phigh ö g
g
ê
ún
E ( Phigh ) =
RT ç
1
÷
ê
ú inject
g -1
Plow ø
è
úû
ëê
x=
Dq1 ( P, x)
Dq1 ( P, x) + Dq2 ( P, x)
x is purity, and Dq1 , Dq2 are the amount of captured CO2
and N2, which are functions of P and x. From the assumption
of the loss from the void of the packed bed, the amount of
each captured component is equal to the difference in the
isotherm values of each component at high pressure and at
low pressure.
Dq1 = qm,1b1
(
Dq2 = qm,2b2
yPhigh
1+ b1 yPhigh + b2 (1- y ) Phigh
(
(4)
q
temperature, and the amount of injected feed gas. But the
assumption about full capacity and the assumption about the
loss from void lead the following relationship.
é
æ Phigh ö
RT êç
g -1
êè Plow ÷ø
êë
g
ù
- 1ú
ú
úû
1
low + b2 (1- x ) Plow
b xP
(10)
b (1- x ) P
m ,2 2
low
qlow,2 = 1+b1xP
low + b2 (1- x ) Plow
(11)
b( z ) = (b1 - b2 ) z + b2
(12)
With the substitution, the rearrangement is expressed as,
(5)
q
xqm,2 éêb2 (1 - y ) Phigh - qlow,2 {1 + b( y ) Phigh }ùú
m ,2
ë
û
q
= (1 - x)qm,1 éêb1 yPhigh - qlow,1 {1 + b( y ) Phigh }ùú
m ,1
ë
û
In (1), the substitution using (2) and (4) leads to the final
form of the efficiency indicator. With the relationship of (5),
the final form becomes simpler as below:
g -1
g
(1- x ) Plow
- 1+b xP
) (8)
) (9)
qlow,1 = 1+b1xPlowm ,1+b1 2 (1low- x ) Plow
ninject are the isentropic expansion factor, gas constant, feed
y
low + b2 (1- x ) Plow
1
Equations (7), (8), and (9) are rearranged in linear form with
respect to the adsorption pressure (Phigh) so that the pressure
can be expressed as a function of x . For easy rearrangement,
the following substitutions are carried out:
q
h=
(1- y ) Phigh
1+ b1 yPhigh + b2 (1- y ) Phigh
xPlow
- 1+b xP
The above equation should include the partial pressure of
each component, so the mole fraction of each component is
used.
The above equation is from the thermodynamics textbook
written by (Abbott, Smith, & Van Ness, 2001). g , R, T , and
y × ninject = Dq ( Phigh , x)
(7)
(13)
[qm,2 xb2 (1 - y ) - qlow,2 xb( y )]Phigh
(6)
- qlow,2 x
(14)
= [qm,1 (1 - x)b1 y - qlow,1 (1 - x)b( y )]Phigh
- qlow,1 (1 - x)
This final equation shows that the efficiency of the ideal PSA
process is intrinsic property rather than extrinsic property.
Phigh = q
654
qlow ,1 (1- x ) - qlow ,2 x
m ,1b1 (1- x ) y - qm ,2 b2 x (1- x ) - qlow ,1 (1- x ) b ( y ) + qlow ,2 b ( y )
(15)
IFAC DYCOPS-CAB, 2016
June 6-8, 2016. NTNU, Trondheim, Norway
Phigh ( x) =
where,
Plow
(1+ b ( x ) Plow ) Rq -b ( y ) Plow
Rq =
Suppose there are three adsorbent candidates being
considered for CO2 capture with a PSA process. The CO2
mole fraction of the feed gas is 0.15 and the target purity is
0.3. Measured Langmuir isotherm parameters are listed in
Table 1.
,
qm ,1b1 (1- x ) y - qm ,2b2 x (1- y )
x (1- x )[1m ,1 ]b1 - qm ,2b2
(16)
Equation (16) is the final form of the equation. This gives the
solution in an explicit form. This equation can be evaluated
just with the parameters typically measured by adsorbent
developers. The equation shows the relationship between
purity and the operating pressure of an ideal PSA process.
Table 1. Adsorbent candidates
Adsorbent
Zeolite
13X
Activated
carbon
Cu-BTC
Because the purity value monotonically increases and
asymptotically converges as the pressure goes to infinity.
Using this relationship, the upper bound of purity also can be
derived. In order to make the pressure go to infinity, the
denominator should be zero. This gives the following
relationship:
q m ,1 ( mol
/ kg )
q m ,2 ( mol
/ kg )
-1
-1
b1 ( bar )
b2 ( bar )
4.83012
1.0691
10.576
0.89423
2.5
1.469
1.9090
0.16214
14.3
6.343
0.5544
0.04087
With some rearrangement of the equation, the equation can
be express as a quadratic equation about x ;
The above table is the information that is usually provided by
the adsorbent developers. Only with this, the adsorbent
candidates should be evaluated and this can be done using the
new performance indicators. First, the target purity of this
problem should be considered. Using (19), the upper bound
of the achievable purity can be calculated and compared with
the results from the rigorous dynamic simulation of a PSA
process in Table 2.
Ax 2 + Bx + C = 0
Table 2. Upper bound of purity
(1 + b( x) Plow ) Rq - b( y ) Plow = 0
(17)
where,
Candidates
A = (qm,1 - qm,2 )b1b2 Plow
B = qm,1 ( b1 - b1 y ) + qm,2 ( b 2 - b2 (1 - y ))
)
b1 = b1 (b1 - b2 ) + b1 b( y ) - b1b2 y Plow
(
)
b 2 = - b2 2 + b2 b( y ) Plow
The above equation can be solved easily by using the
quadratic formula.
xupper
- B - B 2 - 4 AC
=
2A
Product purity from the
rigorous simulation
0.1992
Zeolite
0.296
13X
Activated
0.556
0.2601
carbon
Cu-BTC
0.76
0.333
From the results of the upper bound calculation, the purity
upper bound of zeolite 13X is smaller than our target purity,
0.3. This indicates that zeolite 13X cannot achieve the target
purity even with the ideal PSA process. With this fact, zeolite
13X can be screened out.
(18)
C = (1 + b2 Plow )qm,1b1 y
(
xupper
Because the purity upper bound values represent the
theoretically achievable maxima with the ideal PSA process,
they are larger than the results from the rigorous simulation,
where a variety of non-ideal factors are considered. Although
the indicator values are not same as the rigorous simulation
results, the trends are the same. Cu-BTC gives the highest
purity, activated carbon the next, and zeolite 13X gives the
lowest purity.
(19)
This provides an upper bound of purity, which is theoretically
achievable in the ideal case; a given adsorbent cannot exceed
the above value.
5. USE OF THE PERFORMANCE INDICATORS
For the same adsorbents, selectivity and working capacity
which have been widely used for the evaluation of adsorbents
in the other studies(Liang, Marshall, & Chaffee, 2009;
McEwen, Hayman, & Yazaydin, 2013) are calculated. The
results are listed in Table 3.
In this section, the use of the new performance indices is
shown with an example problem. Results from the new
performance indices are compared with the results from the
rigorous dynamic simulation of a PSA process. The rigorous
dynamic simulation takes the Skarstrom cycle composed of
four steps: pressurization step, adsorption step, blowdown
step, and purge step. The mass, energy and momentum
balance equations and additional constitutive equations are
solved with boundary conditions switching as step changes in
a cyclic manner. The CSS solution is considered. The
rigorous simulation considers various non-ideal aspects
including dispersion, pressure drop, temperature effect, etc.
These non-ideal aspects make the rigorous simulation closer
to the real PSA process than the idealized PSA process.
Table 3. Existing criteria of the adsorbent evaluation
Candidates
Selectivity
Working capacity
Zeolite
100~300
2.2mol/kg
13X
Activated
20~26
0.95mol/kg
carbon
Cu-BTC
7~25
8.1mol/kg
The above table shows that the evaluation method using
selectivity and working capacity are not closely related to the
655
IFAC DYCOPS-CAB, 2016
June 6-8, 2016. NTNU, Trondheim, Norway
performance of the PSA process obtained from the rigorous
dynamic simulations. Note that Cu-BTC with the lowest
selectivity value gives better purity in the simulation.
However, a significant gap exists between values from the
new performance indicators and rigorous simulations. The
gap originates from the idealization assumptions. If the extent
of the non-ideal property of a PSA process can be expressed
in a simple way, modification factors may be included in the
performance indices to predict the performance of a PSA
process more accurately. This will make the use of the
performance indicators more general.
As a next step, by applying the target purity to (16), the
pressure required can be obtained.
Phigh (0.3) Actiated
carbon
=
(20)
Plow
(1+ b ( x ) Plow ) Rq -b ( y ) Plow
= 2.7187bar
ACKNOWLEDGE
The authors would like to acknowledge the financial support
from the grant (G01160051) funded by Saudi AramcoKAIST CO2 management center.
Phigh (0.3)Cu -BTC
=
Plow
(1+ b ( x ) Plow ) Rq -b ( y ) Plow
(21)
= 2.219bar
REFERENCES
With above values, efficiency can be obtained by using (6).
In the equation, isentropic expansion factor is set as 1.291.
h ( Phigh , Activated carbon ) =
Abbott, M. M., Smith, J. M., & Van Ness, H. C. (2001).
Introduction to chemical engineering thermodynamics.
McGraw-Hill.
Biegler, L. T., Jiang, L., & Fox, V. G. (2005). Recent
advances in simulation and optimal design of pressure swing
adsorption systems. Separation & Purification Reviews, 33,
1-39.
Goj, A., Sholl, D. S., Akten, E. D., & Kohen, D. (2002).
Atomistic simulations of CO2 and N2 adsorption in silica
zeolites: the impact of pore size and shape. The Journal of
Physical Chemistry B, 106, 8367-8375.
Ko, D., Siriwardane, R., & Biegler, L. T. (2005).
Optimization of pressure swing adsorption and fractionated
vacuum pressure swing adsorption processes for CO2 capture.
Industrial & engineering chemistry research, 44, 8084-8094.
Kvamsdal, H., & Hertzberg, T. (1997). Optimization of PSA
systems—studies on cyclic steady state convergence.
Computers & chemical engineering, 21, 819-832.
Liang, Z., Marshall, M., & Chaffee, A. L. (2009). CO2
adsorption-based separation by metal organic framework
(Cu-BTC) versus zeolite (13X). Energy & fuels, 23, 27852789.
McEwen, J., Hayman, J.-D., & Yazaydin, A. O. (2013). A
comparative study of CO 2, CH 4 and N 2 adsorption in ZIF8, zeolite-13X and BPL activated carbon. Chemical Physics,
412, 72-76.
Richardson, K., Steffen, W., Schellnhuber, H. J., Alcamo, J.,
Barker, T., Kammen, D. M., Leemans, R., Liverman, D.,
Munasinghe, M., & Osman-Elasha, B. (2009). Climate
change-global risks, challenges & decisions: synthesis report:
Museum Tusculanum.
Saha, D., Bao, Z., Jia, F., & Deng, S. (2010). Adsorption of
CO2, CH4, N2O, and N2 on MOF-5, MOF-177, and zeolite
5A. Environmental science & technology, 44, 1820-1826.
Sircar, S., Golden, T., & Rao, M. (1996). Activated carbon
for gas separation and storage. Carbon, 34, 1-12.
Won, W., & Lee, K. S. (2011). Adaptive predictive
collocation with a cubic spline interpolation function for
convection-dominant fixed-bed processes: Application to a
fixed-bed adsorption process. Chemical Engineering Journal,
166, 240-248.
Zhao, Z., Cui, X., Ma, J., & Li, R. (2007). Adsorption of
carbon dioxide on alkali-modified zeolite 13X adsorbents.
International Journal of Greenhouse Gas Control, 1, 355359.
y
g -1
é P
æ high ö g
RT êç
÷
g -1
êè Plow ø
ë
g
ù
- 1ú
ú
û
(22)
= 1.875 CO2 tonne / GJ
h ( Phigh ,Cu - BTC ) =
y
éæ P ö
high
RT êç
÷
g -1
êëè Plow ø
g
g -1
g
ù
- 1ú
úû
(23)
= 2.335 CO2 tonne / GJ
In the simulation, the target purity was not achievable with
activated carbon, and the efficiency of Cu-BTC was
0.481CO2 ton/GJ.
6. CONCLUSION
The new performance indicators suggested in this work can
be used for quick evaluation of newly developed adsorbents
based on limited information about them. Still the new
indicators consider the aspects that were ignored in the
existing performance indices so that the users of the new
indicators can obtain more practically relevant information
from the same measurement. Furthermore, the idealization
assumptions on which the new performance indicators are
based enable the users to calculate the indicators without
deeper understandings about process systems engineering
tools and without the complicated and time-consuming
computations. In the example tried, it took 579.534 seconds
of CPU time to compute a single product purity value using
the rigorous dynamic simulation, even with a reasonable
initial guess (3405.560 sec with a poorer initial guess),
whereas the presented formula took only 0.136 seconds for
calculation. In addition, the indicators give the meaningful
values taking account of the performance of the PSA process.
Because the new indicators reflect the best achievable
performance with an ideal PSA process, an adsorbent whose
purity indicator does not reach the targeted value can be
screened out before in-depth analysis.
656