Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
19th International Conference on Production Research
DEVELOPMENT OF AN ALGORITHM TO X-BAR AND CV-CHARTS: AN APPLICATION IN
THE TEXTILE INDUSTRY
M. E. Camargo1, W. Priesnitz Filho1,S. Russo2, A.I.Santos3
1University of Caxias do Sul, CAMVA, RS, Brazil
2 Federal University of Sergipe, SE , Brazil
3Federal University of Santa Maria, RS, Brazil
Abstract
The purpose of this paper is development of an algorithm to X-bar and CV-charts for the Statistical Process
Control (SPC) in the Textile Industry Oeste Ltda. in the State of Santa Catarina, Brazil. Statistical process
control can provide to the manager of the productive process the maintenance and improvement in the
levels of quality of the manufactured product, and the reduction of production costs. The Coefficient of
Variation chart was used as tool to evaluate the productive process. The results showed that the process
had been out of control needing systematic monitoring, with the objective of improving the quality of the
products
Keywords: Control Charts, Textile Industry
1
INTRODUCTION
In practice, however, process data are not always
independent from each other, the traditional SPC methods
may not be appropriate for monitoring, controlling and
improving process quality. In this paper we present a
general approach to analyzing autocorrelated data (Harris
& Ross, 1991; Dobson, 1995; Montgomery, 2000; Ott &
Schilling, 1990; Ryan, 2000).
The procedure consists of modeling the process data with
an appropriate Transfer Function model, calculate the
residuals, compute the run length distribution (RLD),
compute the average run length (ARL), and the standard
deviation of the run length (SRL), for residual control
charts X and PCV used to monitor autocorrelated
processes (Ryan, 2000).
The methodology related to this paper is presented in
section 2. The results and final considerations are
presented in section 3.
2
METHODOLOGY
2.1 Transfer Function
Again we assume that the roots of all the
polynomials (B) , j(B), (B), and (B) lie outside the unit
circle, where:
Yt : quality characteristic at time t;
yt d ' Y t
d
xt X t
where d’ refers to the order of consecutive differencing of
the dependent variable Y t and d refers to the order of
consecutive differencing of the exogenous variables
and d’ and d are not necessarily of the same order.
Xt ,
d
= difference operator;
(B ) 0 1B 2 B 2 ... s B s :
the
numerator
parameters;
The 0 1B 2 B 2 ... s B s are parameter values of the
polynomial. The values of 0 1B 2 B 2 ... s B s need
not all be nonzero. A zero parameter value indicates that
the parameter is, in actuality, not included in the
polynomial;
s = order moving average operator;
The form transfer function (Box & Jenkins (1976); Box,
Jenkins & Reinsel, 1994) model is:
(1)
yt (B) xt t
Where is the impulse response weight, and B is a back
shift operator (Box & Jenkins, 1976), such that Bxt = xt-1
and (B) (0 1B 2 B ...) . The infinite order of
transfer function (B ) implies an infinite number of terms,
which are expressed as
j ( B) 1 1B 2 B 2 ... rr B rj : the denominator
parameters;
where 0,j, 1,j, …,s,j are parameter values of the
polynomial. The values of 0,j, 1,j, …,s,j need not all be
nonzero. A zero parameter value indicates that the
parameter is, in actuality, not included in the polynomial.
r = order autoregressive operador;
( B) b 0 1B 2 B 2 ... s B s
( B)
B
( B)
1 1B 2 B 2 ... s B s
Eq. 2 can be written as
(2)
t
( B) noise ARMA;
a
( B) t
at :
is a sequence of normal independently distributed
noise with mean of 0 and constant variance, {NID(0, a )};
2
yt
B
B
xt b
at
j B
B
(3)
(B): moving average parameters;
(B): autoregressive parameters;
(B) = (1 - 1B - ... - pBp), is an autoregressive polynomial
of order p;
(B)= ( 1-1B - ... - qBq) , is a moving average polynomial
of order q.
The roots of (B) = 0 must lie outside the unit circle in
order to guarantee stationarity (of yt ) and to ensure
uniqueness of representation, the roots of (B) = 0 must
also lie outside the unit circle.
2.1.1 The Iterative Cycle of Modeling
The Box-Jenkins iterative approach for constructing
transfer function models. This approach basically consists
of four steps :
i) Identification of preliminary specifications of the
model ;
ii) Estimation of the parameters of the model ;
iii) Diagnostic checking of model adequacy.
2.1.1.1 Identification Strategy
The identification of a transfer function model is the cross
correlation function between the dependent and
endogenous variables. The cross correlation function
measures the correlation between two times series at
diferrent time periods, the between series correlation. The
cross correlations are scaled cross covariances and are
defined as :
(k )
, k = 0, 1, 2, ......
(5)
xy xy
x y
Where x and y are standard desviations of the x and y
After identifying a particular transfer function model the
next step is to estimate its parameters by using the
method of maximum likelihood Standard errors are
calculed an allow one to examine the statistical
significance of the estimated parameters.
Estimate parameter values for model, (B) , (B) , (B )
and (B ) which minimize the residual sum of squares
n
S (ˆ ,ˆ,ˆ,ˆ) aˆt2
(9)
t 1
2.1.1.3 Diagnostic Checking
The stage of verification of the choice of the model,
affected in the previous item, consists in evaluating if the
residues of that model forms a process of white noise.
The verification can be made through the autocorrelation
of the residues, or either, the inspection of the graph rk
( a ). If the model is adjusted, the autocorrelations rk ( a )
must practically be all inside of the limits of 2 standard
deviation. If the verification of the diagnosis accuses
inadequacy of the model, it is necessary to find a new
model for study. If model inadequate, repeat procedure
2.2 Control charts X-bar and PCV
The Percent Coefficient of Variation (CVP), can be used to
quantify the variation in the measurements.
past values of the dependent variable ; the large lead
cross corrrelations, xy (k ) , k<0, are indication that yt is a
The PCV plot point is the subgroup sample standard
deviation divided by the subgroup mean, multiplied by 100.
In effect, PCV is the percentage of the mean represented
by the standard deviation – a relative measure of variation,
and is calculated as follows:
predictor of xt.
CV (
1 nk
( x x )( yt k Y ), k 0,1,2,...
n t 1 t
cxy
nk
1 ( x x )( y Y ), k 0,1,2,...
t k
n t K1 t
where X is the subgroup average and s is the subgroup
standard deviation.
series, respectively. The large lag cross correlations,
xy (k ) , k> 0, are an indication that current yt is related to
(6)
Where x , y are the mean of the stacionary x series and y
series, respectively, and n is the number of observations
available after suitable differencing has been made to
induce stacionarity. The sample cross correlation
coefficient is defined as
c (k )
, k = 0, 1, 2, ......
(7)
rxy xy
sx s y
The standard error of the cross correlation (Barltett, 1966)
is :
1
SE[rxy (k )]
(8)
n
For determination of the terms in Eq. 3 is the crosscorrelation function between input and output. The
procedure invloves three steps : i) estimation of the
impulse response function (B ) ;
( B)
at ;
ii) determination of the form of the noise term
( B)
iii) determination of the most likely polynomial form of
( B)
.
( B)
s
).100
X
(10)
n
s
(X i X)
i 1
(11)
(n 1)
where i is the individual measurement and n is the
subgroup size.
The centerline and control limits on the PCV chart are
calculated based off the s-chart. For specified limits the
calculations are:
CLCVP
where
s
(12)
.100
X
s is
the specified centerline of the data displayed
on the s-chart and X is the specified mean as defined in
the control limit record.
UCLPCV
LCLPCV
UCLs
X
LCLs
.100
(13)
. 100
(14)
X
The centerline and control limits on the %CV chart are
calculated based off the s-chart.
3. THE ALGORITHM PROPOSED
2.1.1.2 Parameters Estimated
19th International Conference on Production Research
The algorithm proposed for the construction for modeling
the process data with an appropriate Transfer Function
model, calculate the run length distribution (RLD), the
average run length (ARL), and the standard deviation of
the run length (SRL), for residual control charts X and
PCV. The algorithm is composed of nine steps, as:
Step I – Exploratory analysis of the data
Draw the histogram with statistics summary of the global,
variables, apply the chi-square (2) test to verify the
normality of the data, as well as the presence of the
outliers (Camargo, 1992).
Step II – Stationary test
This test is made by the analysis of autocorrelation
coeficients, that is, if the autocorrelation function showns
exponential declive, then the series is stationary. If the
series is not stationary, some kind of transformation is
necessary (Camargo, 1992).
A case study was carried out on the Oeste Textil Ltda.
industry, from Mondai, Santa Catarina, with the purpose of
demonstrating the application of the algorithm. The quality
characteristics analysed were: entry variable (resistance to
traction) and the output variable (extension of the
‘polipropileno’ thread). The data was collected over the
period from 1 to 30 of december of 2005.
The model is:
(Yt = 5,413+0,567Yt-1+0,1045Xt-2 + Et)
(15)
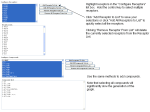
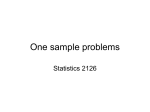
The Figure 1 and Figure 2 the x and CVP charts for
residual serie, respectively.
18,2111
Step III – Calculate of autocorrelation coefficients and
partial autocorrelation coeficients: to specify the type of
model required.
-,62172
Step IV – Parameter estimation: Calculate parameter
values of the transfer function model.
Step V – Calculate of the residuals and goodness-of-fit
statistics.
-19,455
1
20
40
60
80
Step VI – Construction of the residual{t} control charts
Sample number
( X and PCV)
Where {t} is a sequence of i.i.d. disturbance, t N(0, 2)
for t .
FIGURE 1 - x chart for residual serie
Step VII – Compute the run length distribution (RLD) for
The run lenght is a random variable and is defined as the
number of points plotted on the chart until an out-of-control
condition is signaled.
23,1361
The beginning point at which we count the number of
plotted points depends on whether we are finding the incontrol run lenght or the out-of-control run lenght.
7,08114
If we define U to be the number of samples until the first E i
occurs, then U is known as the run lenght of the chart and
has a geometric distribution with parameter p=P(Ei).
(Ryan, 2000, Wardell, et al, 1994)
Step VIII – Compute average run length (ARL)
The Average Run Length is defined as the average
number of observations up to and including the first out-ofcontrol observation (Ryan, 2000). The mean of the RL is
given by:
E( U )
1
p
when process is in control.
Step IX – Compute
length (SRL)
The standard deviation of the RL is given by:
σ( U )
(3)
p
The algorithm was implemented in the language Object
Pascal for Transfer Function model and compute the
average run length (ARL), and the standard deviation of
the run length (SRL). In this article an application is
presented the real data.
4. RESULTS AND FINAL CONSIDERATIONS
20
40
60
80
Sample number
FIGURE 2 - CVPchart for residual serie
The CVP chart to showns that the process had been out
of control needing systematic monitoring, with the
objective of improving the quality of the products.
(2)
the standard deviation of the run
1 p
0,00000
1
Table 1 showns the values of ARL for residual control
charts for transfer function model and ARL Shewhart chart
(Shewhart, 1931)..
It can be observed from Table 1 that the control charts
based on the residuals were more efficient in the velocity
of detecting changes in the process than the ones based
on the original data. In some instances, inspection waiting
time between the occurrence of a perturbation and its
detection reduced to less then a quarter. The experimental
results show that this algorithm is very efficient and
reliable.
TABLE 1 – Values of ARL for residual control chart CVP
0.00
0.25
0.50
1.00
1.50
2.00
3.00
4.00
3
ARL (residual)
370.00
123.53
31.28
11.47
3.60
1.50
0.75
0.80
REFERENCES
[1] Box, G. E. P. & Jenkins, G. M. (1976). Time series
analysis: forecasting and control, revised edition. San
Francisco: Holden-day.
[2] BOX, G. E. P.; JENKINS, G. M.; and REINSEL, G. C.
(1994). Time Series Analysis, Forecasting and Control.
Prentice-Hall, Englewood Cliffs, NJ.
[3] Camargo, M. E. (1992). Modelagem Clássica e
Bayesiana: uma evidência empírica do processo
inflacionário brasileiro. Ph.D. thesis. SC: University of
Santa Catarina.
[3] Dobson, B. (1995). Control charting dependent data: A
case study. Quality Engineering, 7 (4), 757-768.
[5] Harris, T.J. & Ross, W.H. (1991). Statistical process
control procedures for correlated observations. The
Canadian Journal of Chemical Engineering, 69, 48-57.
[6] Montgomery, D. C. (2000). Introduction to Statistical
Quality Control, 4th ed., USA: John Wiley & Sons.
[7] Ott, E.R. and Schilling, E.G. (1990). Process Quality
Control, 2nd ed., New York: McGraw-Hill.
[8] Shewhart, W. A. (1931) . Economic control of Quality of
manufactured product. New York: D. Van Nostrand.
[9] RYAN, T. P. (2000). Statistical Methods for Quality
Improvement.Canada: John Wiley & Sons.
[10] Wardell, D.G.; Moskowitz, H.; Plante, R. (1994). Run
length distribution of special-cause control charts for
correlated process. Technometrics. 36 (1), 3-16.
[11] Harris, T.J. and Ross, W.H.: Statistical process
control procedures for correlated observations. The
Canadian Journal of Chemical Engineering, 69, 48-57.
(1991)