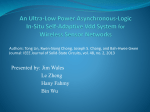
Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
DØ-note 4120 July 2003 Silicon Sensor Quality Assurance for the D0 Run IIb Silicon Detector: Procedures and Equipment A. Bean1, T. Bolton2, M. Demarteau3, R. Demina4, D.Karmanov5, S. Korjenevski4, F. Lehner6, R. Lipton3, M. Mao3, M. Merkin5, R.L.McCarthy7, R. Sidwell2 and R.P Smith3 1 Kansas University, Lawrence, USA 2 Kansas State University, Manhattan, USA 3 Fermi National Accelerator Laboratory, USA 4 University of Rochester, USA 5 Moscow State University, Russia 6 University of Zurich, Switzerland 7 State University of New York at Stony Brook, USA Abstract This documents describes in detail the quality assurance (QA) program for the D0 Run IIb silicon sensors. The scope of the QA program, the responsibilities of the participating institutions, and the testing and measurement procedures are defined. 1. Introduction Preparation for the Run IIb silicon tracking system for the D0 detector is underway. The design of the new system relies profoundly on the experience gained with the Run IIa silicon tracker and the quality assurance program established for the Run IIb silicon sensors themselves likewise builds on the Run IIa experience. The new tracking system incorporates ~ 2400 single-sided sensors in six barrel layers located at radii from 1.8 cm to 16 cm from the interaction point. The Run IIb detector is scheduled to be ready for installation by midyear 2006 and must maintain efficient tracking performance after experiencing the radiation damage expected (up to 1014 1 MeV equivalent neutrons/cm2) over its Run IIb lifetime (~10-15 fb-1 integrated Tevatron collider luminosity). A thorough, reliable, and efficient silicon sensor probing and characterization effort, defined in a well-organized silicon quality assurance (QA) program is critical for the confirmation that only sensors of desired quality are procured and incorporated into the detector. This document describes the procedures, responsibilities and organization of the QA program established by the D0 collaboration for the silicon sensors for the RunIIb silicon tracking system. In particular the program includes: Organization and responsibility for testing Testing procedures and acceptance criteria Testing equipment 1 Inventory control, documentation and database In addition to incorporating prior experience gained during the fabrication of the Run IIa detector, the Run IIb QA program also incorporates testing procedures developed for the ATLAS SCT sensors and the CMS silicon sensors. Finally, it incorporates the consensus of many discussions within the D0 Run IIb silicon group while the design and performance parameters of the new system were developed. In Section 2 of this document the general silicon sensor QA organization is described and its responsibilities are defined. Section 3 summarizes the silicon sensor specifications and terms of acceptance. Section 4 describes the silicon sensor QA program in detail. The inventory and testing database design and its requirements are described in section 6, and in Section 7 there is a list of measurement instrumentation and probing equipment which have been found useful by D0 and have been installed at the several silicon testing centers. The specifications for the sensors are given in Section 8 This document is also available on the D0 Run IIb sensor web page http://www.physik.unizh.ch/~lehnerf/dzero/run2b.html. This web page contains also links to updated probing and testing information as well as results. 2. General D0 Run IIb Silicon Sensor QA Organization Issues Quality assurance for the D0 Run IIb silicon sensors will be carried out at three primary D0 institutions and two secondary D0 institutions. The four primary testing centers and the corresponding coordinators are: Fermilab, Batavia, USA. Local coordinator: Marcel Demarteau, Ron Lipton and Madame Mao Kansas State University, Manhattan, USA. Local coordinator: Tim Bolton and Robin Sidwell State University of New York, Stony Brook, USA. Local coordinator: Bob McCarthy University of Rochester, USA. Local Coordinator: Regina Demina and Sergey Korjenevski In the event of testing schedule backlogs additional QA activities are foreseen to occur at two secondary institutions: Moscow State University, Moscow, Russia. Local coordinator: Michael Merkin University of Zurich, Zurich, Switzerland. Local coordinator: Frank Lehner The QA program defines a collaborative activity that provides for shared responsibility among the different institutions with defined testing procedures followed rigorously at all testing centers. Local coordinators at each institution are charged with the responsibility to determine that the local QA program is implemented consistently and that all tests are 2 performed in accordance with this document. Prior to the performance of QA testing on production sensors at any institution, the capabilities and performance of that institution will be certified by the Run IIb silicon sensor coordinators. Fermilab will serve as a central distribution and control center with dedicated testing and coordinating tasks. Its main tasks will be: The initial registration of each sensor upon receipt from the vendor The visual inspection of each sensor The two key characterization measurements (I-V and C-V) on each sensor The distribution of the sensors to the two other primary testing centers The performance of additional sensor characterization measurements on subsamples of the sensors as described in this document The handling and shipping of sensors rejected by the QA program that are returned to the vendor The overall monitoring of the QA program The final acceptance and grading of the sensors The last two items are coordinating and managing tasks and their completion will be the responsibility of the two RunIIb silicon sensor coordinators together with the local coordinator(s) at Fermilab. 3 Figure 1 shows a graphical representation of the QA program with the silicon sensor flow. Figure 1: A graphical representation of the QA organization and silicon sensor flow. 3. Overview of Sensor Design, Specifications and Terms of Acceptance 3.1. General The Run IIb silicon detectors are p+n type single-sided sensors, with AC coupling and biased through polysilicon resistors. The silicon sensors will have a single-guard ring with peripheral n-well feature as designed by Hamamatsu Photonics. There are three sensor types required for the RunIIb detector: Layers Active Length (mm) Active Width (mm) Strip pitch /readout pitch (m) # readout channels # of sensors + spares 0 77.36 12.8 25/50 256 144+50%=216 1 77.36 22.272 29/58 384 144+50%=216 4 2-5 98.33 38.34 30/60 639 1896+20%=2280 Layer 2-5 sensors will be manufactured on 6-inch wafers. Layer 0 and 1 sensors are compatible with a production on 4, 5 or 6-inch wafers. The web page http://www.physik.unizh.ch/~lehnerf/dzero/run2b.html provides links to the detailed mechanical drawings of the sensors. These drawings are given wide circulation throughout D0 so that all testing personnel become familiar with the exact sensor or test structure geometry in precise detail. This detail comprises the location and character of fiducial marks, the location and character of bonding and testing pads, the on-sensor strip numbering keys, and the multiple-field scratchpad for unique sensor identification, vendor information and for QA pass/fail marks done by the testing centers. 3.2. Specifications The detailed sensor specifications are reproduced in Section 8 of this note. The following table summarizes the mechanical and electrical specifications critical to the QA program: Specifications: Wafer thickness Depletion voltage Leakage current Junction breakdown Implant width Al width Coupling capacitance Coupling capacitor breakdown Interstrip capacitance Polysilicon bias resistor Defective strips Layer 0/1 32020m, wafer warp less than m 40<V<300V <100nA/cm2 at RT and FDV+20V, total current < 4A at 700V >700V 7m 2-3 m overhanging metal >10pF/cm >100V <1.2pF/cm 0.80.3 M <1% per sensor Layer 2-5 32020m, wafer warp less than m 40<V<300V <100nA/cm2 at RT and FDV+20V, total current < 16A at 350V >350V 8m 2-3 m overhanging metal >12pF/cm >100V <1.2pF/cm 0.80.3 M <1% per sensor 3.3. Terms of acceptance The silicon Distribution and Control Center (i.e. Fermilab) will receive all sensors from the vendor and record them as in preliminary compliance if the specified QA documentation received from the vendor indicates that all vendor-required tests meet the specification. The Distribution and Control Center will expeditiously perform the sensor key tests described in detail below before distributing any sensors to the other testing sites. In addition, Fermilab will perform additional subset tests described below on a fraction of 5 the sensors that pass the key tests. The subset tests focus on confirming the compliance of all sensors within a production batch. Non-compliance of any sensor will be determined by Fermilab within 90 days of receipt of the sensor. The vendor will be notified of the non-compliance and if the vendor requests the opportunity for remeasurement, the noncompliant sensor(s) will be returned to the vendor. The Run IIb silicon sensor coordinators and the vendor can agree upon the acceptance of sensors that fail only marginally to meet specifications. 4. The QA program The QA program for the Run IIb sensors consists of four main parts: 1. Key Tests: The silicon sensor key tests are performed on every received sensor. The measurements/procedures belonging to the key tests are the most important ones because they confirm acceptable minimum performance of the sensor as an entity. The key tests are carried out at the Distribution and Control Center, i.e. at Fermilab. 2. Subset Tests: The silicon sensor subset tests are conducted on a defined fraction of sensors which pass the key tests. The main goal of the subset tests is to verify compliance with the specifications in depth. The fraction of sensors which were subject to these tests was large during the prototyping stage. For production sensors, the fraction will depend on the overall quality of the subset test data and its corroboration of the vendor QA data. The subset tests are nearly all done in automatic probe stations under computer program control. 3. Diagnostic Tests: The silicon sensor diagnostic tests are routinely performed on a fraction of sensors selected at random from those passing the key tests, continuously throughout the sensor delivery period, as well as on sensors with irregularities revealed in the key or subset sensor tests. The diagnostic tests measure in much more detail complex electrical parameters to provide a deeper insight into sensor quality and to monitor the vendor production process from batch to batch. 4. Mechanical Measurements: The mechanical measurements are routinely performed throughout the production period on a fraction of sensors selected at random from those which satisfy the key tests. The measurements have been crucial in the prototyping phase to validate the mask design, and they can reveal wafer and production problems that might arise during production. The current definition of the fractions of sensors which will be subject to the subset, diagnostic and mechanical tests is maintained in the D0 Run IIb Silicon Sensor QA Part Flow document. The fractions listed in this document will be updated on a continuing basis as the overall quality of the received sensors warrant. This document can be found on the web page http://www.physik.unizh.ch/~lehnerf/dzero/run2b.html. 6 4.1. General Conditions/requirements of Testing/probing 4.1.1. Clean Room conditions and handling of sensors All personnel who handle sensors shall undergo training and practice in the handling of sensors that exposes them to all phases of the manipulation of the sensors required by the QA program. Sensors not being tested shall be stored in clean containers in a dry storage area with restricted access. All production sensors shall be handled at the testing centers in a clean room or a clean room housing with temperature (21 +/- 2oC) and humidity (40+/-10%) control. The clean room class is not specified, but personnel access to the area must be strictly limit and non-silicon activities (e.g. soldering, use of chemical reagents, use of power tools, etc.) prohibited. Note the actual humidity in the work environment should not fall below 30% so that electrostatic discharges don’t become a problem. . Protective clothes, masks, and gloves shall be worn by all personnel who handle sensors. While vacuum tweezers have customarily been the preferred method of lifting sensors, recent testing experience indicates that the tweezers may leave a temporary “footprint” on the detector that enhances the strip leakage currents where the vacuum cup of the tweezers contacts the sensor. Until this phenomenon is better understood, the use of vacuum tweezers should be limited. Because the sensors are packaged between two thin layers of cardboard, it is generally possible to gently and safely slide the sensors from the packaging to probe chucks, and back again, completely avoiding the use of tweezers. In chapter 7 of this document are described the recommended test and measurement equipment that has been found to facilitate this QA program. A detailed guideline to cleanroom conditions and sensor handling can be found on the web (http://www.physik.unizh.ch/~lehnerf/dzero/qa/qa.html) 4.1.2. Testing conditions All electrical tests should be carried out in the specified clean room or clean room housing described in section 4.1.1. The electrical tests must be made in a light-tight dark box. To contact the sensors for probing, the probe tips must be placed only on special contact pads which are not used for production bonding during the assembly process (except bias line contact pads). These “test pads” or “probe pads” (either AC- or DCpads) are indicated on the mechanical sensor drawings, which are available at http://www.physik.unizh.ch/~lehnerf/dzero/drawings/drawings.html. We suggest covering the chuck of the probe station with a special conductive rubber film prior to usage to prevent damage on the sensor backside during the positioning of the sensor on the chuck. If a conductive rubber sheet is not used, then great care has to be used in keeping the chuck clean, not to damage the sensors. 7 4.1.3. Sensor Database A general database system for parts and components as well as for production and assembly of the entire Run IIb detector is being prepared at Fermilab. The database design and architecture is adopted from the ATLAS SCT group1. This database is a relational database in ORACLE and follows a client/server model. The database server is located at Fermilab. The web-interfaces for easy storage and retrieval of data are being developed. The database usage is part of the sensor QA program, and the database will be utilized to identify and track sensors and to store and retrieve sensor quality and grading information data for each silicon sensor. Whenever testing data is logged to the database, the record must contain the following items: Measurement data Temperature/humidity Date Testing center Comments As noted in section 2, one of the tasks of the Run IIb silicon sensor coordinators will be to monitor the conformance of database entries to these requirements. The utility of the database is strongly a function of the clarity and comprehensivity of the data logged in it. 4.2. Key Sensor Tests: Performed on every Sensor The key sensor test program represents the most important quality control test of the QA program. The key tests shall be performed on all sensors promptly at Fermilab upon their receipt from the vendor. The tests are not complex and they serve as a valuable firstinspection for sensor acceptance and performance grading. The key tests include an initial registration of the sensor in the database, a visual inspection, and I-V and C-V electrical measurements. 4.2.1 Initial Registration into the Database This task is done at the central distribution center (Fermilab). Each shipment of sensors is checked for content and QA documentation from the vendor. For each sensor the test structure piece (“half moon”) for each wafer must be present. The vendor QA measurements are provided in both an electronic format (i.e. EXCEL spreadsheet) and printed copy. This material is verified for completeness and the data is inspected to ensure that each sensor it documents meets specification. 1 The Atlas SCT designers kindly agreed to provide us their designer file 8 Specifically, the material is checked for: serial ID-number of sensor batch/lot number wafer thickness leakage current values at the range of specified voltages depletion voltage number of bad channels/strips polysilicon resistor mean value and standard deviation or min/max Aluminium resistance value on monitor structure Implant resistance value on monitor structure typical coupling capacitor mean value and breakdown value eventually further measurement information based on teststructures If any of the required information or the teststructure “half moon” for a sensor is missing, such omission shall be specifically flagged in the database and the sensor marked as noncompliant in the database. If any of the data indicates that the sensor does not meet specifications, the offending information is unambiguously flagged in the database and the sensor marked as noncompliant. The arrival date and present location (i.e. testing institute) of each sensor is entered. 4.2.2 Visual inspection When the registration process is completed all sensors not marked as noncompliant are subject to visual inspection. This key sensor test is also performed at the central distribution center, and its purpose is to identify sensors for which mechanical imperfection might impair electrical performance. The visual inspection identifies physical defects, damage, and edge chipping, and records the sensor region where the damage is located so that further electrical measurements can focus on that region. If edge damage is identified, the sensor must be sent for mechanical measurements when the visual inspection is complete. The visual inspection is carried out on an x-y moving table equipped with a microscope having different objectives with magnification from 3x to 50x. A video camera connected to the microscope with a video monitor and video printing capability is required. A detailed guide to sensor visual inspections including some illustrative sensor defect pictures is on the web (http://www.physik.unizh.ch/~lehnerf/dzero/qa/qa.html) Procedure for visual inspection: 1. Ensure that the x-y table is completely clean and clear of any debris. 2. Remove sensor from its envelope/shipping container. 3. Search for any signs of silicon debris in the sensor envelope or within the shipping box. If debris is present, be sure to remove it before eventually returning the sensor to the envelope, and identify the source of the debris during the visual scans of the sensor. 4. Examine the back surface by eye. Take note of any blemishes or scratches. 9 5. If there are indications of edge chipping, place the sensor on the probe station chuck (with the sensor still strip-side down on the shipping cardboard unless the chuck is covered with the recommended pad) and measure the width of the chipping. Take a picture if appropriate. 6. Remove the sensor from the chuck and replace it on the chuck with the strip side facing upwards. 7. Check that the serial number scratched on the identification pads matches the serial number on the sensor envelope. 8. At high magnification, scan along all four edges, searching for edge chipping, scratching or other damage. 9. Check the visibility and quality of the fiducial marks. 10. With the same high magnification, scan along the bias resistors, searching for breaks, signs of processing defects or non-uniformity. Check for alignment of metalization with implant. 11. Scan along the AC-bonding pads (the ones which will be used for the hybrid bonds) and verify that they are clean and not probed. 12. At lower magnification, scan the full area of the sensor, making notes (and taking pictures where appropriate) of blemishes, scratches or other non-standard features. 13. Update the database, recording the completion of visual inspection and enter all comments and findings. Acceptance: The sensor should be flagged in the database as having failed visual inspection if any edge chipping (front or back) exceeds 50m, or if there is severe scratching or other gross defects, or there are signs of a processing abnormality. If in doubt, flag the sensor for a full strip test so that potential defects are confirmed electrically. 4.2.3. C-V Curve and Sensor Depletion Voltage Determination This key sensor test is done at Fermilab on every sensor and requires an LCR-meter with an external bias adapter and a bias voltage source. Place the sensor with the backside on the chuck of a probe station and contact the bias rail with a probe needle. Connect the LCR meter, bias supply, probe and chuck as shown in Fig. 2, with external bias adapter. Ensure that the bias adapter has suitable blocking capacitors with appropriate voltage withstand and low current leakage. (It is good practice to make and record the specified test periodically with no sensor connected, to verify the performance of the system and determine the size of “background” signals). Measure and record the capacitance in 10V steps up to 350V (for L0 & L1 sensors) or up to 200V (for L2-L5 sensors) with a 10 second delay between voltage increments. Use 10kHz with the LCR meter in SERIES mode (Cs-Rs), 1.0 V amplitude. Alternatively, one can also use 1 kHz and a level of 500mV. In order to determine the full depletion voltage (FDV), the data have to be represented in a way 1/C2 versus bias voltage. The FDV is then determined as the lowest voltage, where the increase of 1/C2 is found to be less than 2%. This method of determining FDV is actually performed by Hamamatsu. We decided in the Run IIb group to change the FDV 10 determination to this method. Compared to our old method of fitting the appropriate lower and upper sections of the 1/C2 data independently with two straight lines and taking the intersection of the two straight lines, the previous method tends to give slightly larger depletion voltages. Log the measured FDV and date of measurement in that part of the excel spreadsheet, which will later then uploaded to the database. Acceptance criteria: Full Depletion Voltage (FDV) is in the region 40--150V for L2-L5. FDV is in the region 40--300V for L0&L1. HV source Test chuck Probe to -HV +HV bias line GND С1=1μF С2=1μF H L LCR-meter, 1kHz Fig.2: The setup for the C-V measurement and Full Depletion Voltage. 4.2.4. I-V Curve and Leakage Current Determination This key sensor test is carried out at the central testing center for every sensor. The test requires a power supply and a pico-Ampmeter. The best choice is a sensitive source measurement unit (SMU) with high voltage isolation and current limitation such as a Keithley-487/237. The sensor backside is placed on the chuck of a probe station and probe needle is put on the bias line contact pad. Connect the probe, chuck, and SMU as shown in Fig. 3. Measure the total leakage current between the bias rail and the sensor backside in 10V steps up to 800V (for L0&L1 sensors) or up to 500V (for L2-L5 sensors) with a 5 second 11 delay between voltage increments. A current limit of 50A must be imposed throughout the measurement. The temperature of the probe station environment should be recorded as well. The leakage current data have to go into the excel spreadsheet, which will then be uploaded. Acceptance: bias current below 100 nA/cm2 at 1.1FDV and R.T. (for L0,L1,L2-L5) L0: 1 A at 1.1 x FDV L1: 1.7 A at 1.1 x FDV L2-L5: 3.8 A at 1.1 x FDV bias current below 4 A at 700V (for L0, L1) or below 16 A at 350V (for L2-L5). SMU HV source Test chuck Probe on the bias line -HV +HV pA GND Fig.3: The setup for the leakage current measurement (I-V). 4.3. Sensor Subset Tests As described in section 4, the sensor subset tests are conducted routinely on a fraction of sensors only. The tests are designed to allow better evaluation of the general quality of the sensor batches and to verify the sensor specifications in much more detail. The tests must also be carried out on particular sensors if there are significant deviations between the electrical parameters measured by the manufacturer and results from the testing center, for example in the leakage currents. The local coordinators determine which sensors are to be subject to the sample tests. They may decide for example that it is advisable to carry out these tests specifically on a sample of sensors with non-critical visible defects found during visual inspection (see 4.2.2.). 12 After any sensor has been subject to any of the sensor subset tests described below, the IV measurement as listed in Section 4.2.3, must be repeated. 4.3.1. Definition of the subsets The size of the fraction of sensors subject to the subset tests will be determined by the Run IIb sensor coordinators and recorded in the parts flow document. They will choose a sufficiently large fraction to enable firm conclusions to be drawn from the subset tests. Generally, the appropriate subset fractions have been (are expected to be) determined as: During prototype phase of all sensor types: the subset sample should consist of 75% of all delivered prototype sensors. During pre- or pilot-production phase of all sensor types: the subset sample should be ~35-50% of all delivered sensors. During production phase of all sensor types, the subset sample is ~20% with a later reduction to 10% if the measurement results are consistent with each other within production batches and with the vendor QC reports. . 4.3.2. Leakage Current Stability – I vs. time Curve This sensor subset stability test I(t) verifies that any variation in sensor leakage currents over a 24-hour period is within acceptable limits. The stability test is carried out at the central distribution center. A light-tight enclosure housing several sensors, a (multichannel) power supply, pico-Ampmeter(s) and a temperature/humidity monitor are required for the test. The sensors may be placed in individual holders that permit them to be conveniently biased through wire-bonded wire leads. The bias voltage is ramped to the test voltage (FDV+20V). Then the bias currents and temperature/humidity are measured and logged every 15 minutes over a 24 hour period. A current limit of 50A must be imposed throughout the measurement. The schematic of this measurement is the same as for Fig.3. An appropriate choice of sensors for the I(t) stability test is selecting from each batch one representative sensor and/or one sensor with relatively high but acceptable leakage currents. The sensors which are subject to this leakage current stability test must be identified in the database, and the temperature, humidity, test voltage, maximum leakage current, maximum leakage current variation, and date of the tests also logged in the database. The raw data file of the individual voltages and currents measured during 24 hours is also uploaded to the database. Acceptance: The leakage current stability of the sensors at high voltage was not explicitly specified. However a variation in leakage current during 24 hours of less than 20% after correction for temperature variation is expected and desired. 4.3.3 Full Strip Test (AC scan) 13 This sensor subset test probes every (readout) strip of the sensor in order to determine the coupling capacitance of the readout strip, to check the capacitor dielectric for pinholes, and to look for strip metal and implant shorts and opens. The AC-scan is a crucial sensor subset test and every testing center having an automatic probe station must be able to perform it. Procedure and Equipment: The test requires that all readout strips be separately probed while the sensor is partially depleted via contacts to the sensor bias rail and backside. The test requires a separate bias voltage source to deplete the sensor, a voltage source with current limit and a pA-meter (e.g. a Keithly 487/237 SMU) to check for pinholes. Moreover, an LCR-meter and external adaptor for the coupling capacitance measurement is required as well as an automatic computer controlled probe station to effect the precise movement of the probetip from pad to pad. Connect the electrical test equipment, sensor, and probe chuck as shown in Figure 4. (The bias may be connected by use of a chuck-mounted probe which contacts the bias rail, by a probe on the “arm” of the probe station which contacts the “long window” in the passivation on the bias line, or by an auxiliary connection wirebonded to the sensor via a special sensor holder). Only the AC-contact pads designated for probing should be probed during the measurements. Set the current limit of the SMU to a maximum of 50uA during all phases of the testing. Mount the sensor backside down on the chuck and align it carefully to the axes of the probestation, and set the vertical elevation of the sensor to ensure complete but careful contact of the probe to the sensor. After selecting all appropriate operating parameters for the probe station control computer program (previously written and debugged for such measurements), probe all readout strips according to the following protocol: 1. Apply +20V from the bias voltage source to the sensor backside with the bias rail at ground potential in order to partially deplete the detector and step to strip N. 2. Raise the chuck to contact the AC probe pad on the strip. 3. Increase the test voltage to +80V (with ramp, current limit always applied), wait 1 second and recheck the current. 4. Decrease the test voltage to 0V (with ramp). 5. Wait 1 second and measure C (at 1kHz, with the LCR meter set to Cs-Rs mode). 6. Lower the chuck to disconnect the probe from the pad. 7. Return to step 2 and repeat the measurement cycle for strip N+1. Acceptance: The specification requires <1% defective strips for all sensor types. The definition of a defective or bad strip is provided in the appended D0 Run IIb Detector Specification. Defective or bad strips in general have: Pinholes – current through the capacitor >10 nA at 80 V and RT Short – coupling capacitor >1.2 times the typical value Open - coupling capacitor <0.8 times the typical value Strip leakage current in excess of 10nA measured at RT and FDV 14 Bias resistor not consistent with 0.8 0.3 M, or interstrip resistance < 2 G The first three defects can be detected with the AC-scan. If for any strip an open or short is detected, a visual inspection of the strip at high magnification must be made to attempt to verify the defect visually. LCR-meter H L С2=1μF С1=1μF Probe on the bias line R=300 kOhm Probe on the AC contact pad Bias voltage source (~20V) +HV -HV GND Test chuck +V -V pA pA-meter Test voltage source (1-100V) SMU Fig.4: The setup for the full AC strip test (AC-test). The mean over all strips of the measured coupling capacitor value, the date of measurement, and the strip number of any bad strips, must be recorded in the database. The raw measurement file must also be uploaded to the database. 4.3.4. Strip leakage current test (DC-scan) It is appropriate to schedule for a DC-Scan any sensor for which the bias current from the I-V test (see 4.2.4) is significantly different from the bias current data reported by the vendor, or the leakage current stability test (see 4.3.2.) gives unacceptable or unstable results, or the visual inspection identifies a strip region with significant flaws. The DC scan measures the individual strip leakage currents. 15 Procedure and Equipment: This sensor subset test requires an automatic probe station with high moving accuracy and good repeatability since the DC-pads on the sensor are very small. A voltage source, two pA-meters (called "strip" and "bias") are also required. The equipment is connected as shown in Fig 5. The bias to the sensor may be connected in the same manner as described in 4.3.3 above. Under computer control, probe all DC readout strips according one of the two following procedures. Which of the two procedures to follow depends on the type of the contact to the bias line. If the bias line is continuously connected Procedure A, which leaves the bias voltage on throughout the tests, is used. If the bias line is connected and disconnected for each strip (i.e. if the bias line is contacted by a probe which rides on the arm and which touches the “long window” in the bias passivation), the bias voltage must be ramped anew for each strip and decreased to zero before the probe is lifted from the DC pad under test. For this case, Procedure B is used. Procedure A (continuous contact with the sensor bias line): 1. Set (with ramp) the bias voltage at max(1.1FDV,FDV+20V). 2. Step to strip N and raise the chuck, i.e. contact the pad with the probe. 3. Measure the bias current with the "bias" pA-meter. If the bias current is significantly lower than in the previous step, stop the measurement, turn off the bias voltage, switch on the light in the dark box and check the contact to the bias line. 4. If step 3 was OK, then measure the strip current by the "strip" pA-meter. 5. Lower the chuck, i.e. lift the probe tip from the pad. 6. Repeat the measurement cycle from step 1 onward for strip N+1. 7. After the last strip measurement has been performed, decrease the bias voltage source to 0V (no ramp). Procedure B: If the sensor bias is interrupted at each measurement (e.g. a probe mounted on the probe station “arm” is used to contact the "long window" in the bias line passivation. 1. Step to strip N and raise the chuck, i.e. contact the pads 2. Set (with ramp) the bias voltage to max(1.1xFDV,FDV+20V) and wait 1 second. 3. Measure the bias current with the "bias" pA-meter. If the bias current is significantly lower than in the previous step, stop the measurement, turn off the bias voltage, switch on the light in the dark box and check the contact of probe to the bias line. 4. If step 3 was OK, then measure the strip current by "strip" pA-meter. 5. Decrease the bias voltage source to 0V (no ramp). 6. Lower the chuck, i.e. lift the probe tip from the pad. 7. Repeat the measurement cycle from point 1 above for strip N+1. 16 Strip pA-meter Probe on the DC contact pad pA Bias pA-meter pA Probe on the bias line Bias voltage source +HV -HV GND Test chuck Fig.5: Setup for the full strip test (DC-scan). Acceptance: The specification requires <1% defective strips in any sensor type. If the strip current exceeds 10nA at FDV and RT, the strip is designated a defective strip. After the DC-scan has been performed, the database should be updated and the bad strip numbers as obtained from the DC-scan should be stored in the database. 4.4. Diagnostic Tests The sensor diagnostic tests comprise special tests which provide more detailed evaluation of the electrical parameters of the sensors. The diagnostic tests are either done on single strips of the sensors or on the corresponding test structure which is delivered with each wafer. The test structure layout (“halfmoon”) and the structures implemented on it are described in http:///www.physik.unizh.ch/~lehnerf/dzero/teststructure/teststructure.html. The diagnostic tests are a set of detailed electrical measurements of complex sensor/wafer properties. The results of the sensor diagnostic tests will give comprehensive information of the overall silicon sensor performance. The RunIIb silicon sensor coordinators will routinely cause these tests to be performed on a small sample of sensors selected at random. After each sensor diagnostic test, the I-V measurement on the sensor as described in Section 4.2.4 must be repeated. 17 4.4.1 Polysilicon Resistance On the test structure: This test requires a voltage source, a pA-meter and the appropriate resistor bank structure on the test structure. Place the test structure backside down on the chuck of a probe station. Contact the two contact pads of the polysilicon resistor piece on the test-structure and step a testing voltage from -1V to + 1V in 0.1V increments and record the current. Plot the I-V data and fit to a straight line to obtain the value of the polysilicon resistor from the I-V curve. Note, that there are several polysilicon arrays on the teststructure, which all should have the same mean resistor value, but some of them could deviate from linearity at applied voltages higher (lower) than 3 V (–3V). On the sensor: Place the sensor backside down on the chuck of a probe station and contact the bias rail, chuck and DC-pad of any strip according to the schematic in Fig.6. Beside the bias supply you need an additional small test voltage supply to apply a testing voltage across a polysilicon resistor. The detector does not need to be fully depleted so set the bias voltage to10V. Step the testing voltage from -1V to + 1V in 0.1V increments and record the strip current. Fit the I-V curve with a straight line to obtain the value of the polysilicon resistor. Measure at least 5 strips on the sensor to get a representative sample. Note that you can get a mistakenly low resistance if the strip has extremely high leakage current (>100nA@10V). Note also, that the recorded value of the polysilicon resistance can be affected if the interstrip resistance is much lower than specified. Since the strips act then as an extended resistive network a low value for the bias resistor is then mistakenly extracted from the measurements. . Acceptance: The polysilicon resistor values must satisfy 0.8+0.3 Mohm. 18 Fig.6: Setup for the polysilicon bias resistor measurements on the sensor. Remark 1: The “true” polysilicon resistor on the sensor is only measured if there is in fact a polysilicon resistor between the contacted DC–pad and the bias rail. If the polysilicon resistor is on the other end of the strip, i.e. separated from the DC-pad, then the implant resistance is measured as well and the observed resistance is a summed series resistance of the two. The measurement of the implant resistance alone is described in section 4.4.4. Remark 2: HPK has suggested another setup to measure the polysilicon resistors on sensors. This setup requires a second probe tip. Set the bias voltage of the detector to 10V. Contact the strip under test and its neighbor strip at their DC-pads. Connect the DC-pad of the neighbor strip to the bias rail and apply a test voltage from 0V to –1V. Measure the DC current of the strip under test through a pA-meter. Then, calculate the resistance by simply dividing the voltage by the currents. 19 4.4.2 Strip and Interstrip Capacitance This test consists of two measurements with the objective of determining the total strip and interstrip capacitance. The total strip capacitance is the capacitance to ground, which represents a total load capacitance for the preamplifier and hence determines the noise in the front-end. The total strip capacitance consists of the interstrip capacitance, i.e. the contribution from one strip to the neighbor strips and the capacitance of one strip to the sensor backplane. Typically, for the Run IIb detectors, the total strip capacitance is dominated by the interstrip capacitance due to the narrow strip spacing and the backplane capacitance contributes only 15-25% to the total. For that reason the interstrip capacitance of the sensor is the more important quantity. In this measurement we are only interested in readout strips, i.e strips having an AC-pad. The intermediate strips are floating with respect to the virtual ground of the preamplifier and will not be contacted with probe tips in these measurements. The capacitance tests require an LCR-meter and a voltage source, as well as up to four probe manipulators. An external adaptor (with decoupling capacitors) is required to protect the input terminals of the LCR meter from the bias voltage as shown in Fig. 7. This strip capacitance measurement has a very important impact on the noise estimations for silicon ladders and this test as been performed very carefully and thoroughly on prototype sensor samples for up to 5 strips per sensor. It is also very important to perform this measurement on irradiated sensors. 4.4.2.1 Procedure for Interstrip capacitance Cint Place the sensor on the chuck of a probe station, and contact the bias rail by a probe needle. Following the schematic of Fig. 8, the backside and the bias rail should be connected to the high and grounded-low sides respectively of the voltage source. Turn on the bias voltage to FDV+20V. Place two coaxial (if available) probes on the AC-contact pads according to the schematics of Fig.9.a, and measure the capacitance value. This value is to a good approximation the Interstrip capacitance Cint to one neighbor strip only. For each capacitance measurement sweep the test frequency from 1kHz to a few MHz with the LCR meter in Cs-Rs mode at oscillator amplitude 1V. The measured capacitance will flatten off towards higher frequency. In addition to the frequency scan, a voltage scan of the capacitance is required, i.e. fixing the frequency to 1MHz and ramping the bias voltage from 0V to FDV+20V. 20 LCR-meter H pot. Ext. adapter to probe 1 L pot. A 100 nF curr. 100 nF curr. H curr. L curr. Screens @ shields of ext. adapter and cables to different combination of probes and to chuck, according the schematics GND Fig.7: External adapter for the LCR meter for the strip capacitance measurements. Bias voltage source Probe on the bias line -HV +HV R=1MOhm R=1MOhm Test chuck Fig.8: Biasing the detector for the strip capacitance measurement. 21 Fig.9.a: Measurement of the interstrip capacitance Cint. 22 Fig.9.b: Measurement of the total strip capacitance Ctot. 4.4.2.2 Procedure for total strip capacitance Ctot It is useful to make an additional measurement, which determines the total strip capacitance, i.e. the total capacitance of one strip as seen by the preamplifier. Figure 9b shows the setup, with the intermediate strips omitted from the drawing. An external adaptor (with blocking capacitors) protects the LCR from the bias voltage, and the sensor is biased up to FDV+20V. As it is in the case of the interstrip capacitances, it is important to probe the AC-pads of the readout strips only. The capacitance value at a frequency of 1MHz is taken as representative. A four-probe connection to the LCR yields greatest precision. Note, that Cint as it is measured in figure 9a is defined as the capacitance to only one neighbor. The total interstrip capacitance is twice as much and is specified in the acceptance criteria. Note also, that we extract the strip capacitance values at a frequency of 1MHz. Acceptance: Only the interstrip capacitance is explicitly stated in the specification, and the following values are expected: 23 The capacitance from the strip to the backside should be less than 0.3 pF/cm at FDV+20V bias. The interstrip capacitance (here: interstrip capacitance to left and right neighbor) must be less than 1.2 pF/cm at FDV+20V bias, i.e. less than 9.2 pF for L0&L1 and less than 11.8 pF for L2&L5. 4.4.3 Metal Series Resistance A series resistance in front of the preamplifier adds noise to the electronics. Although the ENC noise contribution due to the metal resistance on our silicon detectors is not dominating, the metal resistance should be checked. This test requires a voltage source a pA-meter and a test structure. Apply a voltage between the two ends of the appropriate metal line test-structure (if available) or to either end of one of the detector metal strips (if no test-structure is available). Set the testing voltage from -0.5V to + 0.5V in 0.1V step and read the current. Calculate the resistance value per 1cm of the metallization from the I-V curve. Acceptance: The series resistance should be less than 20 Ohmcm for L2&L5 and less than 30 Ohm/cm for L0&L1. 4.4.4 Implant resistance (on the test structure only) This test requires a voltage source, a pA-meter and a special test structure. Place the piece of the wafer with the test structure with the backside on the chuck. Apply a voltage between the two ends of the contact pads of the test structure. Set the testing voltage from –1V to +1V in 0.1V step and read the current. Calculate the resistance value per 1cm of implantation from the I-V curve. Acceptance: The implant resistance is not explicitly specified, since it depends on the exact doping concentration. However we expect values of less than 200 KOhm/cm. 4.4.5 Flat band voltage (on the test structure only) This test requires an LCR-meter with an internal DC voltage source. Also a MOS teststructure is necessary. Place the piece of wafer with the MOS test structure with the backside on the chuck of the probe station and contact the MOS pad with a probe needle. Connect the MOS metal to the H-output of the LCR-meter and the backside to the Loutputs of the LCR-meter. Measure the capacitance across the MOS as a function of the internal DC bias from -20V to +20V with a step of 1V and delay 1s (before the measurement). Set the following parameters on the LCR-meter: test frequency 1kHz; mode Cs-Rs; AC test voltage value 0.1V. 24 Acceptance: There are no defined acceptance criteria. The flat band voltage is used as a monitor of the processing consistency and measures mainly the fixed oxide charge density. 4.4.6. Interstrip Resistance. This test requires a pA-meter and two voltage sources. Place the detector backside on the chuck of a probe station and contact the bias rail, chuck and DC-pads of strips N and N+1 according the schematics of Fig.10. Set the bias voltage on the sensor by ramping up to FDV+20V. Then execute the following procedure: 1. Step the testing voltage (Vt) from -1V to +1V in 0.1V increments with a delay not less then 5s at each step; 2. Read the strip current (Istr). Fit a straight line to the I(V) data to obtain the interstrip resistance Rintrstr = V/Istrip. Note that for a non-irradiated sensors the interstrip resistance can be very high with values of about 100 GOhm, so the setup must allow to measure small changes of strip currents (10 pA). The delay before the actual strip current measurement must be long enough to stabilize the strip current. Acceptance: The interstrip resistance must be higher than 2 GOhm. Test voltage source +V Probe on the DC contact pad N+1 -V Probe on the DC contact pad N pA Probe on the bias line Bias voltage source +HV -HV GND Test chuck 25 Fig.10: Interstrip resistance measurement. 4.4.7. Coupling Capacitance 4.4.7.1. Coupling capacitor value (on the test structure only) Although the AC strip test measures the coupling capacitors, a precise determination of the coupling capacitor value is done on a test structure. The measurement requires an LCR-meter and a special test structure, which should have a single AC-coupled strip similar to the ones, which are on the sensors. Place the piece of the wafer with the test structure backside on the chuck of a probe station and contact the AC and DC contact pads of the strip with probe needles to the LCR-meter outputs. Measure the capacitance between the metallization (AC-pads) and implantation (DC-pads) at several frequencies down to 500Hz in Cs-Rs mode. Determine the true value of the coupling capacitance in the low frequency limit. Acceptance: The coupling capacitance should be higher than 12 pF/cm. 4.4.7.2. Strip capacitors breakdown voltage (on the test structure only) This (destructive) test requires a voltage source/pA-meter (e.g. Keithley 487/237 SMU) and the special test structure with a single AC-coupled implantation. Place the piece of the wafer with the test structure backside down on the chuck of a probe station and contact the AC and DC contact pads of the strip with probe needles to the SMU. Use a serial resistor with 10MOhm value in series with the input of the SMU pAmeter. Measure the leakage current through the strip capacitor by ramping the testing voltage from 1V to 100V in steps of 5V and with a delay of 1s (at least) between steps. The capacitor breakdown is defined at the voltage when the current reaches 100nA or more. Acceptance: The breakdown voltage of the coupling capacitors must exceed 100V. 4.5 Mechanical tests A number of mechanical measurements on silicon sensors will be routinely performed on a fraction of sensors from each production batch. The measurements verify the mechanical specification of wafer thickness, wafer warp and cutting accuracy and will be carried out at the central distribution center (i.e. at Fermilab) primarily on an optical metrology system. The Run IIb sensor coordinators will specify the size of the fraction of sensors routinely measured. During production, 10% of the sensors per production batch are probably sufficient for this QA procedure. In the prototype phase however, the tested 26 sensor number is generally higher. Exact numbers of sensor fractions are given in the part flow document. 4.5.1. Sensor thickness The wafer thickness can be easily measured on the test structure pieces with the help of a screw micrometer. The thickness of the test structure pieces are measured at several positions and averaged. The resulting value and its RMS is stored into the database. The accepted sensor thickness must lie within 32020 m. 4.5.2. Sensor warp The sensor warp is measured with the sensor in a free state on an optical metrology machine (e.g. OGP). The best-fit plane is determined, and the RMS and the maximum deviation are recorded into the database. The acceptance criterion was originally that the flatness of the wafer should be within 25 m, but this criterion is on a best effort base and it may be relaxed to 50 m. 4.5.3. Sensor cut dimensions and cutting accuracy The cutting length and width are determined on an optical metrology machine (e.g. OGP). The accuracy of the cutting line with respect to the nominal cutting line must be better than 20m and its parallelism to the datum line defined by the fiducial targets must be better than 10m. 27 5. A short summary of the QA-program. This section summarizes the QA-program with the four main parts. QA-item QAsubprogram Initial registration Key test Visual Inspection C-V I-V QA-test performed where Frequency of QA-test 100% Key test Central Distribution Center (CDC) CDC Key test Key test CDC CDC 100% 100% I(T)-stability AC-scan Subset test Subset test CDC TC DC-scan Subset test TC Polysilicon resistor Strip Capacictance Metal series Resistance Implant sheet resistance Flat band Diagnostic test TC Diagnostic test TC Diagnostic test TC Diagnostic test TC Diagnostic test TC Interstrip resistance Coupling Capacitor Wafer thickness Wafer warp Wafer cut accuracy Diagnostic test TC Diagnostic test TC Mechanical test Mechanical test Mechanical test CDC CDC CDC 100% Sensor subsets (e.g. 10%) Sensor subsets (e.g. 10%) Sensor subsets (e.g. 10%) e.g. 10% per batch e.g. 10% per batch e.g. 10% per batch e.g. 10% per batch e.g. 10% per batch e.g. 10% per batch e.g. 10% per batch 10% per batch 10% per batch 10% per batch 28 6. Requirements for the Database. 6.1 Proposal for Table definitions Our general D0 Run IIb detector testing and assembly database is adopted from the ATLAS SCT and will be redesigned at Fermilab. We will follow in our proposed table definitions very closely the ATLAS SCT design ideas. The exact format details of the database for silicon sensors has not been finalized, but for production sensors it may prove convenient to divide the sensor QA data records into several tables (with data type as indicated). We propose to store only summary information on sensors in tables. The raw data from the sensor QA measurements (e.g. leakage current of a sensor in 10V steps) are stored in separate test raw data tables, called “TEST_RAWDATA” in the ATLAS SCT design. Every sensor table, to which raw data exist, has a special test number so that the raw data can be referenced to. We propose to have the following main tables: 1. Vendor information table (“TSTDETMFRS”) Test_Number for referencing the raw data: Long Integer Sensor-ID: Long Integer, e.g. 9847463 Manufacturer: Characters, e.g. Hamamatsu Sensor type: characters, e.g. L0 or L1 or L2-L5 Production type: characters, e.g. prototype or pre-production or production Arrival date at central distribution center: date format, e.g. 9/30/02 Wafer lot/batch information: characters, e.g. SW4751 Wafer thickness in µm: Float, e.g. 320 Depletion voltage (V): float, e.g. 147 Leakage current at 100V in A: float e.g. 1.2 Leakage current at 300V in A: float e.g. 2.4 Leakage current at 500V in A: float e.g. 3.0 Leakage current at 700V in A: float e.g. 3.8 (this field is only active is the sensor type is L0 or L1 Number of bad channels/strips: integer, i.e. 2 Strip numbers and type of defects: integer and characters: e.g. 3 pinhole, 182 metal open. Type of defects are: pinhole, metal open, metal short and leaky strip Polysilicon average resistor value in MOhm: float, e.g. 1.15 Polysilicon upper resistor value in Mohm: float Polysilicon lower resistor value in Mohm: float Aluminium trace resistance value in Ohm: float, e.g. 170 Implant resistance value in MOhm: float, e.g. 1.6 Average Coupling Capacitor value in pF: float, e.g. 120 Coupling capacitor breakdown value in V: float, e.g. 240 29 Comments for other measurements: characters Owning institute at time of record, character Date record of last modified, date format Flag (checkbox) for potential missing vendor information: Boolean The vendor raw data, in particular the leakage current values of the sensors in 20V steps should be uploaded to a raw data test table in a special raw format. Furthermore, a web-interfaced program is necessary which allows entering the complete vendor information data for one individual sensor once. 2. Key Test Table (propose the name “TSTDETKEY” or similar, for I-V curves, CV curves and for the visual inspection.) Test_number for referencing raw data Sensor-ID Sensor type Visual inspection: Characters for comments C-V curve: measurement record indicating: o Depletion voltage o Date and location of measurement o Temperature and humidity o comments I-V curve: measurement record indicating: o Leakage current in µA at 100V, 200V, 300V, 400V and 500V for L2-L5 or leakage current at 100V, 200V, 300V, 400V, 500V, 600V and 700V for L0&L1 o breakdown value o Date and location of measurement o Temperature and humidity o Comments Sensor marked for 1=subset tests (1a=I(t), 1b=AC, 1c=DC), 2=diagnostic tests, 3=mechanical tests, 4=irradiation test (only baby detector is being irradiated) Owner Last modified Again, we need raw data tables, which are linked to the key test table for each individual sensor. If several I-V or C-V curves are taken, then the database has to keep track of this. 3. Sensor Subset Test Block (Note, that this table for one sensor is only created if the sensor flag in the previous table key test is set to 1=subset tests) Test_number sensor-ID 30 sensor-type leakage current stability: o measurement record should contain bias voltage setting min/max current deviation over 24h Date and location of measurement Temperature and humidity range Comments AC-scan: measurement record should contain: Number of bad strips, e.g. 3 Bad strip list with fail criteria: e.g. 35 pinhole, 67, 236 metal open Date and location of measurement Temperature and humidity Comments DC-scan: measurement record should contain o bias setting o number of leaky strips, e.g. 1 o Bad strip list with fail criteria: e.g. 134, I_strip=20nA o Date and location of measurement o Temperature and humidity o Comments Owner Last modified 4. Diagnostic Tests Block. (Note that this block is only created if the sensor flag in the previous table key test is set to 2=diagnostic tests) Test_Number Sensor-ID Sensor type Polysilicon value: measurement record i. Value in MOhm ii. Date and location of measurement iii. Temperature and humidity iv. Comments Strip and interstrip capacitance: measurement record i. Value of interstrip capacitance and backplane capacitance in pF/cm at three different frequencies (1kHz, 10kHz and 100kHz) ii. Date and location of measurement iii. Temperature and humidity iv. Comments Metal series resistance: measurement record i. Value of metal series resistance in Ohm/cm ii. Date and location of measurement iii. Temperature and humidity iv. Comments 31 Implant Sheet resistance: measurement record i. Value of implant sheet resistance in kOhm/cm ii. Date and location of measurement iii. Temperature and humidity iv. Comments Interstrip resistance: measurement record i. Value of interstrip resistance in MOhm ii. Date and location of measurement iii. Temperature and humidity iv. Comments Coupling Capacitor breakdown: measurement record i. Value of coupling capacitor in pF/cm ii. Value of coupling capacitor breakdown in V iii. Date and location of measurement iv. Temperature and humidity v. Comments Flatband voltage: measurement record i. Value of flatband shift in V ii. Date and location of measurement iii. Temperature and humidity iv. Comments 5. Mechanical test table. (Note that this block is only created if the sensor flag in the previous table key test is set to 3=mechanical tests). 1. Test_number Sensor-ID Sensor-type Average and RMS wafer thickness in µm measurement record: i. Average wafer thickness value in µm ii. RMS value in µm iii. Date and location iv. Temperature and humidity v. comments Sensor warp measurement record: vi. RMS in µm vii. Maximum deviation in µm viii. Date and location ix. Temperature and humidity x. Comments Sensor cutting accuracy measurement record: xi. Parallelism in µm xii. Cutting accuracy in µm xiii. Date and location xiv. Temperature and humidity xv. Comments 32 6. Irradiation table (only created to a sensor, if the sensor flag in the key test table is set to 4=irradiation) o Test_number o Sensor-IDs o sensor-type o Date and time of first irradiation session o Data and time of second irradiation session o fluence of first irradiation session 1 MeV neutrons/cm-2 o fluence of second irradiation session 1 MeV neutrons/cm-2 o annealing procedure o initial depletion voltage o depletion voltage after 1st session o depletion voltage after 2nd session o leakage current at depletion voltage (T=20C) after 1st session o leakage current at depletion voltage (T=20C) after 2nd session o breakdown voltage after 2nd session o comments and other measurements 7. Shipping tables. These tables should be filled whenever a sensor is shipped from the central distribution center to the testing centers and vice versa. The ATLAS SCT database design foresees two special tables a SHIP table for the details of the shipment and a SHIP_ITEMS table to map certain items onto a shipment. 8. Reject table. This table lists failed or “trashed” (=broken) sensors o Sensor-ID o Sensor-type o Source of failure: 1=vendor information, 2=key test, 3=subset test, 4=diagnostic test, 5=mechanical test, 6=irradiation test, 7=damaged o Detailed failure mode comments: o Sent back to vendor: date o Owner o Last Modified A final summary table for each sensor includes the most important sensor properties and information. The table should also contain grading information for the assembly process. We propose to use 4 grades: A, B, C, and D-grade or “excellent”, “good”, “bad” and “trashed”. The summary table could be automatically filled and updated. 9. Sensor summary table o sensor-ID o sensor-type o present location 33 o assembled? yes/no o leakage currents at 100V, 300V, 500V and 700V (700V in case of L0 and L1) o breakdown voltage o depletion voltage o comments from visual inspection o number of bad channels/strips o list of bad channels and type of defects o results from diagnostic tests o final sensor grade: A, B, C, D o Owner o Last Modified Grade A and B sensors have to fulfill all outlined specifications. Grade A sensors are defined by less than 0.5% bad channels, grade B sensors by 0.5%<N_bad<1%. Grade C sensors fail either the 1% spec on the bad channels marginally or show slightly higher leakage currents/lower breakdown voltage as specified. Grade C is given to sensors by an individual judgment of the Run2b silicon sensor coordinators. Such graded sensors are not subject for an reject. Grade D sensors are sensors, which either have missing vendor information, or have clearly failed the specs, or have been broken by accident or trashed during the QA program. In the case of the missing vendor information or vendor information, which is non-compliant with specs, the sensors have to be treated as rejects. 6.2 Proposal for a common data format at the testing center We propose a common data format for the sensor probing results. After several discussions the testing centers agreed on such a common data format, so that the raw data files can simply be uploaded into corresponding raw data tables for each of the sensor tests by using the same client software. We are proposing an Excel based spreadsheet, which contains the sensor probing information from the testing centers. To every sensor an excel spreadsheet file will be generated. A simple filter program allows then an insertion of the raw data into the database. The excel spreadsheet has seven worksheets labeled as follows: 1. Summary – summary information: a. Sensor serial number and type b. Testing site c. Operator’s name d. Temperature and humidity e. Depletion voltage FDV f. Leakage current at FDV+20V g. List of bad channels by category: 34 h. i. Pinholes (current through capacitor is >10nA at ii. Shorts (Coupling capacitor is greater than typical) iii. Opens (Coupling capacitor is less than typical) iv. Leaky strips (I leak > 10 nA/strip) v. Bad R poly (outside 0.80.3 MOhm window) vi. Other bas strips (low interstrip resistance etc) Detector grade( to be defined on the above data) 80V) 2. Special – this is to be defined and is reserved for later purposes 3. Test – contains mainly teststructure data 4. Rint – interstrip resistance value versus strip number from the full strip test 5. Cint - interstrip capacitance value versus strip number from the full strip test 6. Rpoly – polysilicon resistor value versus strip number 7. Ileak – strip leakage current value versus strip number 8. Cac – coupling capacitor value versus strip number 9. Idiel – leakage current through coupling capacitor at 80V versus strip number 10. C-V – 1/C2 bulk capacitance versus bias voltage in 10 V steps 11. I-V – standard I-V curve in 10 V steps An example of the standard excel spreadsheet file for the testing centers is available on http://www.physik.unizh.ch/~lehnerf/dzero/db/db.html 7. Required and Recommended Equipment for the Testing Centers. A list of required laboratory equipment for the testing centers which are participating in the D0 RunIIb sensor QA program is shown below. The recommendations for the equipment indicate that such equipment has proven adequate in the past. Alternative equipment is acceptable if the equipment specifications are comparable. The measurement devices and automatic probe stations should be readout by a PC. The preferred computer control software is Labview communicating with the test instrumentation using the GPIB (IEEE488) bus protocol and cables. 1. Automatic (computer controlled) probe station with at least 5 probes (3 coaxial and 2 ordinary) on a vacuum or magnetic base (preferable). Typical models: Wentworth AWP-1050/1080, Summit 10K, Alessi 6100, Rucker & Kolls 680/683, Electroglas 1034A6 etc. The chuck must accomodate 6-inch wafers. 2. High Magnification Optics with a Video Capture Card or Digital Camera e.g. Leica Microzoom II, up to x500 for the automatic probe station. 35 3. Additional Stereo-Zoom Microscope with zoom ~50-100. Models: Olympus, Nikon, Leica, Microlite, Bausch&Lomb or other types, which provide the necessary magnification for visual inspections. 4. Probe needles with radius ~2m, ~10m, ~20m. Type: appropriate for the probe station Number: at least 50 for each size. 5. Pico-amperemeter with Voltage source (SMU). Models: Keithley 487, Keithley 6517, Keithley 237. Number: at least 3. The best choice: 2 dev. Keitheley 487/6517 and 1 dev. Keithley 237 6. LCR meter. Models: HP4263B, HP4284 7. Temperature Monitor. Model: temperature monitor (thermocouple is included) in the SMU Keithley 487/6517 is preferable. Number: at least 2. 8. Humidity Monitor. Model: any digital humidity monitor. 9. Dark box. Model: any commercial or "home-made" metal black box large enough to enclose the automatic probe station. 10. Networked PC with GPIB card and appropriate LabView control software. . 11. Vacuum pump. Model: according to the recommendations of the automatic probe station vendors. 12. Vacuum pincers or vacuum pencils. Model: see "Techni-tool" catalog (www.techni-tool.com): #784PR444 - "Vampire Vacuum tool" or #612PT702 - "Pace Handipic", or #847PR902 - "Pen-Vac Deluxe Kit". 13. Conductive rubber. Type: 40-10-1010-1221 or 40-20-1010-1273 or 40-10-1010-1285. For more details see: http://www.chomerics.com Quantity: at least 2 sheets with size 6"6". 36 Fig. 12: A typical (here at KSU) probestation setup (w/o enclosure). 8. Silicon Sensor Specifications This part is gone since version 4.0. The specifications are available on the www: http://www.physik.unizh.ch/~lehnerf/dzero/specs/specs.html 37