Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Biochemical oxygen demand wikipedia , lookup
Purified water wikipedia , lookup
Water testing wikipedia , lookup
Flexible barge wikipedia , lookup
Ultraviolet germicidal irradiation wikipedia , lookup
Water pollution wikipedia , lookup
Water purification wikipedia , lookup
Portable water purification wikipedia , lookup
Secondary treatment wikipedia , lookup
Reverse osmosis wikipedia , lookup
Membrane bioreactor wikipedia , lookup
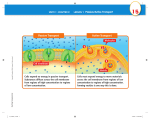
Winnaleah pilot plant trial – Process overview TasWater is testing a membrane filtration process to improve the quality of drinking water supplied to Winnaleah. The trial’s main objective is to demonstrate that lead can be removed from the raw water supply using the membrane filtration process. Membrane filtration is a natural process where the membrane acts as a physical filter allowing water to pass through while separating the targeted undesirable compounds. Membrane filtration applies to four separate sub-processes: microfiltration, ultrafiltration, nanofiltration and reverse osmosis, as shown in the picture below. The difference between these sub-processes is the pore size of the membrane. Membrane filtration is being increasingly used in lieu of other fine solids separation processes such as media filtration. This is because membrane filtration can provide finer separation and capture 100 per cent of the targeted colloids or suspended solids. In addition, membrane filtration does not require addition of chemicals to the water as part of the treatment process and uses less energy than alternative water treatment processes. Tas Water has selected a HFW 1000 portable membrane filtration system for use at Winnaleah, which was developed and manufactured by the company Pentair. The HFW 1000 is part of the latest membrane technology and combines the excellent cleaning features of dead-end ultrafiltration with the rejection properties of cross-flow nanofiltration. The process used in the HFW 1000 system is generally considered to be highly efficient at removing organics and ions carrying two charges or more (such as lead), and also offers the following operational advantages: Robust system that is highly tolerant against feed water quality upsets Constant high permeate quality Substantial saving in space, cost and energy compared to other treatment technologies Easily expandable Reliable single barrier for bacteria and viruses. The membrane ensures removal of all particulate matter including colloids, solids, bacteria, viruses, cryptosporidium and Giardia oocysts. Dissolved matter is retained depending on material properties such as molecular size, shape, charge polarity, etc. Therefore, the water produced after filtration (called the permeate) is free of particles. The waste water (called the retentate) generated by the membrane system contains only concentrated organics and particulates, which were already present in the feed water and can be discharged safely back into the environment without any further treatment.