Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
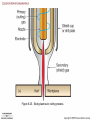
Chapter 8: Welding, Heating, and Cutting Objectives • Describe when to use and when NOT to use certain welding processes for collision repair • Name the parts of a MIG welder • Summarize how to set up a MIG welder • Describe the differences between MIG electrode wires • Explain the variables for making a quality MIG weld Objectives (continued) • Describe the various types of MIG welds and joints • Explain the resistance spot welding process • Explain the differences in welding aluminum compared to steel • Describe plasma arc cutting Introduction • Many of the panels on a vehicle must be replaced and welded into place – Requires considerable skill and care • Structural integrity of the vehicle is dependent upon how well you weld and install panels What is Welding? • Weld is formed when separate pieces of material are fused together using heat • Heat must be high enough to cause melting • Pressure is used to force points together • Base material is the material to be welded • Filler material from a wire or rod is added to the weld joint, and makes the weld joint stronger Weld Terminology • Weld root is the part of the joint where the wire electrode is directed • Weld face is the exposed surface of the weld on the side where you welded • Weld penetration is indicated by the height of the exposed surface of the weld on the back side – Full weld penetration is needed to ensure maximum strength • Burn mark on the back of a weld is an indication of good weld penetration Weld Terminology (continued) • Burn through results from penetrating too much into the lower base metal • Weld legs are width and height of the weld bead • Weld throat is the depth of the triangular cross section of the weld • Joint fit-up refers to holding workpieces tightly together in alignment to prepare for welding Welding Categories • Fusion welding is joining different pieces of metal together by melting and fusing them • Metal inert gas (MIG) welding is a wire-feed fusion welding process • TIG welding is used in engine rebuilding shops • Oxyacetylene welding is fusion welding in which oxygen and acetylene are mixed and ignited • Squeeze-type resistance spot welding uses electric current through the base metal to form the weld between the base metals Hybrid Bonding • Hybrid bonding uses more than one method to join structural body parts • Weld bonding uses adhesive and resistance spot welds to join steel or aluminum body panels • Rivet bonding uses adhesive and self-piercing metal rivets to join body panels on some aluminum unibody vehicles • MIG welding uses a small diameter wire fed into the weld joint • Shielding gas protects weld from atmosphere and prevents oxidation of base metal MIG Welder Parts • Major parts of a MIG welder are the power supply, welding gun, weld cable, electrode wire, wire feeder, shielding gas, regulator, clamp • Welder amperage rating gives the maximum current flow through the weld joint • Duty cycle is how many minutes welder can safely operate at a given amperage level for 10 minutes • MIG contact tip, or tube, transfers current to the welding wire as the wire travels through MIG Welder Parts (continued) • Antispatter compound spray may help keep spatter from sticking to the nozzle • MIG shielding gas protects the weld area from oxygen, nitrogen and hydrogen which cause porosity, and blows dirt and particles away • Most shops use C25, which is a mixture of 75% argon gas and 25% CO2 • Rollers grasp the electrode wire and force the wire out to the gun whenever the trigger is pulled MIG Welding Variables • Higher voltage welders probably provide better welds, but are more expensive • Heat setting or voltage determines arc length • The longer the arc, the wider and flatter the weld • Travel speed is how fast you move the welding gun across the joint – The slower the speed the deeper the penetration MIG Welding Variables (continued) • Push welding angles gun ahead of weld puddle • Pull welding angles gun back to weld puddle • Electric wire stick-out is the length of unmelted wire that protrudes from the end of contact tip – Wire stick-out should be between 1/4 and 3/8 in. for 0.023-inch wire, longer for larger diameters • Angle of the gun to the workpiece varies depending on the type of joint MIG Weld Types • Tack weld is a short bead used for setup of a permanent weld, every 2 inches along a joint • Continuous weld is a single weld bead along a joint • Skip welding produces a continuous weld by making short welds at different locations • Stitch welding is a continuous weld in one place, with short pauses to prevent overheating • Butt welds are formed by fitting two edges of adjacent panels together MIG Weld Types (continued) • Backing strip made of the same metal as the base can be placed behind the weld • Fillet weld is a weld joining two surfaces with their edges at about right angles • Lap joints are welds made on overlapping surfaces – Gun angle is between 60 and 75 degrees • Plug weld is made through a hole drilled in the top pieces Figure 8-13. Plug welding is commonly used to replace factory welds when replacing structural panels on a vehicle. You must drill or stamp holes in the flange of a new panel and place it over the other body panel. Then the MIG welder is used to weld through a hole in the top panel to join it to the bottom panel. A series of plug welds are normally used to replace factory spot welds. Welding Positions • In flat welding, pieces are parallel to the bench or shop floor – Gravity pulls the puddle down into the joint • In horizontal welding, pieces are turned sideways – Gravity pulls the puddle into the bottom piece • In vertical welding, pieces are turned upright – Gravity pulls the puddle down the joint • In overhead welding, piece is upside down – Gravity tries to pull the puddle off the pieces into the welder tip Welding Safety • Welding voltages and amperages can kill – keep cables and connections in good shape • Do not place the machine on a wet floor or stand on a wet floor while welding • Arc rays are ultraviolet and can cause burns, and sparks or metal can shoot out from the weld • Welding filter is a shaded welding helmet insert for protecting your eyes from ultraviolet burns • Wear a heavy shirt with long sleeves and fasten the top button, welding gloves and leather apron Welding Safety (continued) • Breathing welding fumes can cause respiratory problems - wear a respirator when welding • Never carry matches or a butane lighter – Can ignite from the ultraviolet rays of welding • Use welding blanket to protect glass from sparks • Protect computers and electronics while welding • Keep current path short by placing work clamp close to weld location Welding Surface Preparation • First remove paint, undercoating, rust, dirt, oil, and grease • Use a plastic woven pad, grinder, sander, or wire brush • Apply weld-through primer to all bare metal mating surfaces • Surfaces to be welded must be bare clean metal – Contaminants will mix with the weld puddle and result in a weak, defective weld Holding Parts • Locking jaw pliers, C-clamps, sheet metal screws, and special clamps are necessary • When it is not possible to clamp both sides of a panel, use self-tapping sheet metal screws • When using the plug weld technique: – Panels are held in place by setting a screw in every other hold – Empty holes are plug welded – After original holes are plug welded, screws are removed and holes are plug welded Figure 8-14. Fit-up involves making sure all areas of the panel fit together tightly and are in the proper locations. Clamping pliers are used to hold parts in contact while they are being welded. Try to position them close to the area to be welded. Weld-through Primer • Weld-through primer is used for corrosion protection at weld zones – Must be sprayed onto clean surfaces • Most weld-through primers have poor adhesion qualities • Do not overuse them – always follow directions closely Using the MIG Welder • Read the owner’s manual – when in doubt follow equipment directions • Use proper power source – Ideally on a separate circuit • Use proper wire and shielding gas • Set all drive rollers, cable liners, and tensions to manufacturer’s specifications • Set welder to proper voltage and speed suggested for metal thickness Using the MIG Welder (continued) • Adjust shielding gas flow rate to recommended settings • Cover upholstery and glass to prevent damage • Sparks are lessened if welding area is clean, voltage is reduced, and wire stick-out distance is correct • Allow weld to cool naturally – Do not use water or compressed air to cool weld because this can cause cracking Wire Speed • MIG wire speed is how fast the rollers feed the wire into the weld puddle • Even, high-pitched buzzing sound indicates the correct wire-to-heat ratio • If wire speed is too slow, a hissing and plopping sound is heard • Too much wire speed chokes the arc, the wire melts into tiny balls of metal that fly away from the weld, creating a strobe light arc effect Shielding Gas Flow Rate • MIG gas flow rate is a measurement of how fast gas flows over the weld puddle – If flow is too high, it flows in eddies and reduces shielding effect – If flow is too low, shielding effect is also reduced • Standard flow rate is 25 cubic feet per hour Heat Buildup Prevention • Too much heat when welding or heating distorts and weakens the metal • Do not allow excess heat to transfer into any area of a panel • Stitch and skip welding prevents panel warpage • Heat sink compound is a paste that can be applied to parts to absorb heat • Heat sink compound is placed on the panel next to the weld and absorbs heat from the metal Resistance Spot Welding • Squeeze-type resistance spot welding has two electrode arms that apply pressure and current • No filler metal or shielding agent is needed • Primarily used for cosmetic panels when they are accessible from both sides • Over 99% of factory welds are resistance spot welds, usually done by robots • Recommended for repairs on body panels, radiator core supports, pillars, rocker panels, etc. Resistance Spot Welding (continued) • Basic resistance spot welding parts: – Transformer with controls – Arm sets – Electrode tips • Do not use original spot weld locations • Spots should be evenly spaced • Visual weld inspection involves looking at weld for flaws, proper size and shape • Destructive testing forces weld apart to measure weld strength Weld Problems • • • • Porosity means holes in the weld Cracks are cracks on top or inside weld base Distortion is uneven weld bead Spatter is drops of electrode on and around the weld bead Weld Problems (continued) • Undercut is a groove melted along either side of the weld, left unfilled • Overlap is excess weld metal mounted on top and either side of the weld bead • If too little penetration, weld bead sits on top of the base metal • If too much penetration, burn-through beneath the lower base metal Welding Aluminum • Aluminum conducts heat three times faster than steel, and becomes stronger in extreme cold • To test for magnesium, brush with a steel brush – Aluminum turns shiny, magnesium turns dull grey – Do not weld magnesium – it may start a flash fire • Heat crayons or thermal paint can be used to determine the temperature of the aluminum Figure 8-21. Study the parts of an oxyacetylene outfit. One tank holds acetylene and the other oxygen. Regulators control the amount of gas pressure going to the welding torch. Valves on the torch allow to further control gas mixture and flow to produce good flame. Oxyacetylene Welding • Oxyacetylene welding can be used for cleaning and heating on unibody vehicles • Welding torch has two valves for adjusting gas flow, a cutting torch has a third oxygen valve • Neutral flame is produced by mixing acetylene and oxygen in a 1-1 ratio • Carburizing flame is obtained by mixing slightly more acetylene than oxygen • Oxidizing flame is obtained by mixing slightly more oxygen than acetylene Figure 8-23. Note the types of oxyacetylene flames Brazing • Brazing is like soldering – Filler metal melts into pores of the working piece, but does not fuse with the working piece • Brazing is applied for sealing purposes • Always close the acetylene valve first, followed by the oxygen valve • Close main valves on the tops of the cylinders • Crack open the torch valves to bleed the hoses of pressure, then close them for the next use Plasma Arc Cutting • Plasma arc cutting creates an intensely hot air stream over a very small area that melts and removes metal • Compressed air covers the outside area of the torch nozzle, cooling the area • Air swirls around the electrode, which constricts and narrows the gas • When turned on, a pilot arc is formed between the nozzle and the inner electrode • When the cutting gas reaches the pilot arc it is heated up to 6,000 degrees F (3,298 deg C) Figure 8-25. Study plasma arc cutting process. Summary • A weld is formed when separate pieces of material are fused together through the application of heat • Metal inert gas (MIG) welding is a wire-feed fusion welding process commonly used in collision repair • Tungsten inert gas (TIG) is generally used in automotive engine rebuilding shops but has limited application in collision repair Summary (continued) • Major parts of a MIG welder: – – – – – – – – Power supply Welding gun Weld cable Electrode wire Wire feeder Shielding gas Regulator Wire clamp Summary (continued) • Types of MIG welds: – – – – – Tack Continuous Butt Fillet Plug welds • Plasma arc cutting creates an intensely hot air stream over a very small area that melts and removes metal