Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Continuous Cast Width Prediction Using a
Data Mining Approach
By
Petrus Gerhardus de Beer
Submitted in partial fulfilment of the requirements for the degree of
Master of Engineering (Mechanical)
in the
Faculty of Engineering, Built Environment and
Information Technology
at the
University of Pretoria
South Africa
November 2006
Summary
Continuous Cast Width Prediction Using a Data Mining
Approach.
Compiled by
: Petrus Gerhardus de Beer
Student number
: 2333715
Study leader
: Prof. K. J. Craig
Abstract
In modern times continuous casting is the preferred way to convert molten steel into
solid forms to enable further processing. At Columbus Stainless the continuous
casting machine cast slabs of constant thickness with varying width. One important
aspect of the continuously cast strand that must be controlled, is the strand width. The
strand width exiting from the casting machine, has a direct influence on the product
yield which in turn influences the profitability of the company. In general, the strand
width control on the austentic and ferritic type steels achieved is excellent with the
exception of the 12% chrome non stabilised ferritic steel. This steel type exhibited
different strand width changes when a sequence of different heats was cast. The
strand width changes corresponded to the different heats in the sequence. Each heat
has a unique chemistry and a relationship between the austenite and ferrite fraction at
high temperature and the resulting strand width change was explained by Siyasiya[27] .
The relationship between the heat composition and width change has in the past
resulted in the development of a model that enabled the prediction of the expected
width change of a specific heat before it is cast to enable preventative action to be
taken. This model has been implemented as an on-line prediction model in the
production environment with very encouraging results. This study was initiated
ii
because it was uncertain if the implemented model was the most accurate for this
application. This study is concerned with the development of more models based on
different techniques in an attempt to implement a more accurate model. The data
mining techniques used include statistical regression, decision trees and fuzzy logic.
The results indicated that the existing model was the most accurate and it could not
be improved upon.
Key words: Continuous Casting, Stainless Steel, Strand width Control, Statistical
Regression, Decision Trees, Fuzzy Logic, Rule Based Model, Width Change.
iii
Acknowledgements
1. I would like to thank the Technical Hot Products Manager of Columbus Stainless
Mrs Alison Sutcliffe for allowing me the opportunity and freedom to start and
implement this work in the production environment.
2. I would like to thank Mr Hans Kruger for converting the model to C
programming language and implementing it on the control systems of the
continuous casting machine.
3. A big thank you to the management at Columbus Stainless for allowing me the
opportunity to present the results of the plant model at the European Continuous
Casting Conference held in Nice, June 2005.
4. A word of thanks to Professor Ken Craig from the University of Pretoria for the
guidance to make this project a success.
5. A very special word of thanks to my wife for all the moral support and
encouragement during the duration of this project.
6. Lastly to my Heavenly Father for granting me the opportunity and ability to finish
this project.
iv
Table of Contents
Chapter 1: Introduction
1.1 Background...........................................................................................................1
1.2 General Stainless Steelmaking Principles ............................................................3
1.2.1 Refining .......................................................................................................4
1.2.2 Chemistry of 12% chrome ferritic non-stabilised stainless steel.................6
1.2.3 Continuous casting of steel..........................................................................7
1.2.3.1 Mould heat transfer..........................................................................8
1.2.3.2 Secondary cooling ...........................................................................9
1.2.3.3 Mould set-up..................................................................................11
1.3 Objectives of this project....................................................................................11
1.4 Method of investigation......................................................................................12
1.5 Outline of dissertation ........................................................................................12
Chapter 2: Literature Survey
2.1 Continuous Cast Width Change ...............................................................................14
2.2 Fundamentals of the chemistry to cast width error relationship...............................16
2.2.1 Theoretical fundamentals .......................................................................17
2.2.2 MEDUSA model. ...................................................................................22
2.3 Proposed mechanism for the chemistry to cast width relationship ..........................23
2.4 Description of the model being used in the production environment ......................25
2.5 Data mining ..............................................................................................................27
2.5.1 Introduction ............................................................................................27
2.5.2 Statistical Analysis .................................................................................32
2.5.2.1 Computationally simple descriptive statistics ..................................33
2.5.2.1.1 Dot Diagrams...........................................................................34
2.5.2.1.2 Stem-and-leaf plots..................................................................35
2.5.2.1.3 Frequency diagrams and histograms .......................................35
2.5.2.1.4 Scatterplots and Run charts .....................................................36
2.5.2.2 Computationally intensive descriptive statistics ..............................36
2.5.2.2.1 Fitting a straight line using least squares approximations....37
2.5.2.2.2 Fitting surfaces using least squares approximations ............39
2.5.3 Decisions Trees ......................................................................................40
2.5.3.1 Introduction ......................................................................................40
2.5.3.2 Advantages and disadvantages of decision trees..............................42
2.5.3.3 Design of decision trees....................................................................44
2.5.3.4 Performance measures for decision trees .........................................46
2.5.4 Fuzzy logic .............................................................................................46
2.5.4.1 Introduction ......................................................................................46
2.5.4.1.1 Fuzzy Rule base.......................................................................50
2.5.4.1.2 Fuzzy Inference Engine ...........................................................51
2.5.4.1.3 Fuzzifiers .................................................................................52
2.5.4.1.3.1 Singleton Fuzzifier .........................................................52
2.5.4.1.3.2 Gaussian Fuzzifier ..........................................................52
2.5.4.1.3.3 Triangular Fuzzifier........................................................52
2.5.4.1.4 Defuzzifiers .............................................................................53
2.5.4.1.4.1 Centre of Gravity Defuzzifier.........................................53
2.5.4.1.4.2 Centre Average Defuzzifier............................................53
2.5.4.1.4.3 Maximum Defuzzifier ....................................................54
2.5.4.2 Membership Functions .....................................................................54
2.5.4.3 Fuzzy Set Operations........................................................................55
v
2.5.4.3.1 Union .......................................................................................55
2.5.4.3.2 Intersection ..............................................................................56
2.5.4.3.3 Complement ............................................................................56
2.6 Summary of literature survey ...................................................................................56
3. Data preparation and modelling
3.1 Gathering the data.....................................................................................................58
3.2 Preparing the data for modelling ..............................................................................60
3.3 Data clean-up............................................................................................................61
3.4 Selection of significant variables..............................................................................62
3.5 Visual representation of the data ..............................................................................63
3.6 Model evaluation criteria ..........................................................................................68
3.7 Modelling using statistical regression ......................................................................69
3.8 Modelling using a regression decision tree ..............................................................74
3.9 Modelling using Fuzzy logic ....................................................................................78
3.9.1 Fuzzy logic model based on triangular membership functions ...................78
3.9.2 Fuzzy logic model based on polynomial membership functions .................82
3.10 Summary of the results of the derived models .......................................................85
4. Evaluation of derived models on a validation data set
4.1 Application of the derived statistical model on the validation data set ....................87
4.2 Application of the derived decision tree model on the validation data set...............89
4.3 Application of the derived fuzzy logic model on the validation data set .................91
4.4 Application of the model currently used on the validation data set .........................93
4.5 Summary of the results obtained by applying the models to the validation data .....95
5. Plant results from model best suited for this application
5.1 Introduction ..............................................................................................................97
5.2 Implementation of the model in the production environment ..................................97
5.3 Plant results from the implemented model ...............................................................99
5.4 Summary of plant results..........................................................................................104
6. Conclusions and Recommendations
6.1 Conclusions ..............................................................................................................106
6.2 Recommendations for future work ...........................................................................107
References .....................................................................................................................109
Appendix A : Schematic overview of the mould set-up relationship to aim
cast width on 12% Chrome non stabilised steel. .................................A
Appendix B : Relationship between the ferrite factor and the measured
austenite start temperature Ar5 for 3CR12 ..........................................B
Appendix C : Equations used for metallurgical parameters .......................................C
Appendix D : Example of Aspen graph representing laser measurements.................E
Appendix E : Response surface equations..................................................................F
Appendix F : Polynomials for fuzzy logic model ......................................................G
Appendix G : Raw laser data gathering and representation........................................H
Appendix H : Training and validation data set ...........................................................J
vi
List of Tables
Table 1: Survey of data mining techniques ...................................................................28
Table 2: Correlation coefficients between parameters and width error.........................62
Table 3: Results across the width error range from the different
response surfaces .............................................................................................74
Table 4: Results across the width error range from the decision tree model as applied to
the training data set..........................................................................................78
Table 5: Results across the width error range from the fuzzy logic
model as applied to the training data set .........................................................82
Table 6: Correlation coefficients for the different degree of polynomials and input
parameters........................................................................................................83
Table 7: Accuracy across the width range as obtained with the average
of polynomials .................................................................................................85
Table 8: Summary table of the results obtained with the different models on the training
set.....................................................................................................................86
Table 9: Summary of the accuracy obtained with the surface response models as
applied to the validation set .............................................................................89
Table 10: Accuracy obtained per width error group with the decision tree model .......91
Table 11: Accuracy obtained per width error group with the pruned
decision tree model........................................................................................91
Table 12: Accuracy obtained per width error group with the fuzzy logic model
based on triangular membership functions....................................................92
Table 13: Accuracy obtained per width error group with the fuzzy logic model
based on polynomials and applied to the validation data set.........................93
Table 14: Results of the current model as applied to the validation set ........................94
Table 15: Combined results of the different models as achieved on the
validation data set ..........................................................................................96
Table 16: Summary of reference population and model active population...................101
Table 17: Summary of the populations with and without secondary cooling
modifications ................................................................................................103
vii
List of Figures
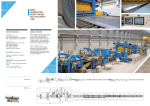
Figure 1: Schematic representation of the Columbus Stainless Steelplant ...................4
Figure 2: Schematic representation of the continuous casting machine at Columbus
Stainless ........................................................................................................8
Figure 3: Typical CCM temperature profiles required for secondary cooling control at
Columbus Stainless ......................................................................................10
Figure 4a: Fe-Cr Binary phase diagram ........................................................................18
Figure 4b: Effect of carbon content on the austenite/ferrite ratio .................................19
Figure 5: CCT diagram for 12% chrome non-stabilised ferritic stainless steel ............19
Figure 6: Slabs measured in plant to indicate width error mechanism .........................25
Figure 7: Box plot indicating outliers by using IQR (Interquartile range)....................30
Figure 8: Sample dot diagram .......................................................................................34
Figure 9: Stem-and-leaf plot of 100m sprint times .......................................................35
Figure 10: Sample histogram ........................................................................................36
Figure 11: Typical structure of a decision tree..............................................................41
Figure 12: Bivalent sets to characterize the strand width error .....................................49
Figure 13: Triangular membership functions ................................................................50
Figure 14: Relationship of AC1 temperature to strand width error ..............................64
Figure 15: Relationship of Amax to strand width error ................................................64
Figure 16: Relationship of CR95 to strand width error.................................................65
Figure 17: Relationship of Gamma max to strand width error......................................66
Figure 18: Relationship of ferrite factor to strand width error ......................................67
Figure 19: Relationship of Carbon and Nitrogen to strand width error ........................68
Figure 20: Histograms of parameter values of the training data set..............................70
Figure 21: Training data set with predicted values using statistical
regression model..........................................................................................72
Figure 22: Linear and interactive term surface versus actual values ............................72
Figure 23: Linear and quadratic term surface versus actual values ..............................73
Figure 24: Full quadratic surface versus actual values..................................................73
Figure 25: Un-pruned version of regression tree...........................................................75
Figure 26: Resubstitution and cross-validation error to estimate best tree size ............76
Figure 27: Pruned version of decision tree....................................................................77
viii
Figure 28: Actual width error and predicted width error using pruned decision tree ...77
Figure 29: Typical membership allocation using triangular membership functions .....79
Figure 30: Typical membership functions as defined across a parameter range...........80
Figure 31: Triangular membership functions of the six input parameters to the fuzzy
logic model ...................................................................................................81
Figure 32: Predicted versus actual values as obtained from the polynomials...............84
Figure 33: Average of the predicted values from the six polynomials versus the actual
width error ....................................................................................................84
Figure 34: Linear response surface model applied to the validation data set................87
Figure 35: Response surface models applied to the validation data set ........................88
Figure 36: Decision tree model results as applied to the validation data set.................90
Figure 37: Pruned decision tree model results as applied to the validation data set .....90
Figure 38: Predicted values from the fuzzy logic based model using polynomials versus
standardized width error values....................................................................92
Figure 39: Model decision making process as implemented in the plant .....................98
Figure 40: Long-term width error trend of 12% Chrome non-stabilised ferritic stainless
steel...............................................................................................................99
Figure 41: Normal distribution comparison of the three populations under study .......102
Figure 42: Normal distribution comparison around zero mean ....................................102
ix
Nomenclature
CCM
- Continuous Casting Machine
Level 1
- Control sytems on a process consisting out of the measurement
equipment and
PLC’s (Programmable Logic Circuit).
Level 2
- Computer control systems on a process using level 1 system as input.
CCT
- Continuous Cooling Transformation
ABS
- Argon bubbling station
Width Error
–
The width error is defined as the difference between the actual cold width of a
slab and the aim cold width.
Width error = Actual cold width width – Aim cast cold width
If the width error is positive it means the slab is wide from aim, conversely, if the
width error is negative it means the slab is narrow from aim.
x
Chapter 1
Introduction
1.1 Background
With the rapid development of computer technologies during the last decades many
industrial processes have benefited from ever-increasing automation of process control
systems. Process modelling is a very important part of modern day process control that
enables a “virtual” process view where scenarios can be run “off-line” reducing the time
to develop new technology and also reducing the cost of implementing new technologies.
A very important part of process modelling is prediction. Process models are used in a
wide variety of industries as predictive tools in order to improve process control.
Predictive process models are usually derived from theoretical engineering principles for
example fluid mechanics and thermodynamics. Most industrial processes are however
very complex and the process models usually range from being 100% based on theory to
being 100% derived from empirical data. The latter usually arises when no theory is
available to describe the process adequately or critical parameters needed as input for
theoretical models are not available for the process.
Of particular interest to this study are the process models concerned with continuous
casting of stainless steel and the effect on cast strand width control. Strand width control
is important because it has a direct influence on the product yield which influences the
profitability of the company directly. The desired cast width is a function of the ordered
final width combined with the effects of all the processes between the continuous caster
and final processing lines. The typical route for a cold rolled product in a stainless steel
manufacturing plant for example, Columbus Stainless, is continuous casting, hot rolling,
cold rolling, final annealing and final lines where the product is cut into ordered sizes.
1
The two processes that have the biggest direct influence on strand/strip width are the
continuous caster and hot rolling mill. The CCM (Continuous Casting Machine) is the
first process where the molten steel is shaped into a predetermined dimension and
consequently plays a critical role in the resulting strand width. Instabilities in the cast
strand width can also lead to instabilities during hot rolling of the slab. The hot rolling
mill can influence the strip width by the edging strategy while rolling or by too high
tensions that could lead to “necking” of the material that will result in the material being
under width. At the final lines the cold rolled material is trimmed to ordered size. If the
strip is too wide, too much material must be trimmed off which influences the product
yield negatively. If the material is too narrow, it cannot be trimmed to ordered size and
must be allocated to narrower ordered widths. When the material is then trimmed to
width the result is again excessive trimming losses.
The CCM at Columbus Stainless utilizes a finite element model that calculates the
cooling tempo required per strand position to maintain a specified strand temperature
profile under varying operational conditions. A lot of work ha been done at Columbus
Stainless to minimise strand width changes from the aim cast width and in general most
steel grades at Columbus Stainless has excellent cast strand width control and stability,
except for the 12% Chrome ferritic non-stabilised material. This type indicated different
width errors for different heats cast under constant conditions. An investigation revealed
a strong relationship between the width error and the heat composition. More specifically
a strong relationship between the ferrite and austenite fraction of a heat in the region
850°C to 1250°C and the resulting width error was found. The transformation behaviour
and hot strength of this steel type during the continuous casting process has been studied
in detail by Siyasiya et al[26,27,28]. They also came to the conclusion that the strand width
2
error can be influenced by the ratio between austenite and ferrite in the temperature range
experienced in the continuous casting process. If the relationship can be determined
accurately, it will make it possible to predict a certain width error before the heat is cast.
If the predictions are accurate, counter measures can be put in place to compensate for
the expected width error. A model is currently in use, using rules based on classic set
theory incorporating “if-then” type statements. The success of this model serves as an
indication that it is possible to predict the width change of 12% chrome, non-stabilised
ferritic stainless steels before a heat is cast by using only the heat composition as input
parameter base. The uncertainty whether the current model is the best for this specific
application initiated this present study.
1.2 General Stainless Steelmaking Principles
The continuous caster is usually the last process in a modern steel melting and refining
facility. Three basic processing principles are part of a stainless steel melting and refining
plant. The first is the melting of the raw materials, the second is the refining of the
molten metal, by changing the chemistry of the raw material melt to the desired
chemistries for the different types of stainless steels, and lastly the molten metal is cast
into a specific shape using a continuous casting machine. At Columbus Stainless an arc
furnace is used to melt the raw materials. The refining is done via an AOD (ArgonOxygen Decarburization) converter and ABS (Argon Bubbling Station) and the
continuous caster cast slabs of constant thickness (200mm) with width varying between
920mm to 1575mm. Figure 1 gives a schematic view of the Columbus Stainless steel
plant.
3
Figure 1: Schematic representation of the Columbus Stainless Steel plant
Raw
Materials
Electric Arc
Furnace
Argon Oxygen
Decarburisation
Argon
Bubbling
Station
Continuous
Casting
Machine
1.2.1 Refining
The refining basics were adapted from Meyn[15]. The part of the refining process that is
of interest to the present study is the ABS. The ABS is the last station where changes to
the chemistry can be made. The melt is tapped from the converter into a teeming
(casting) ladle. The ladle is equipped with a slide gate bottom tap hole and a porous plug
arrangement for argon purging.
At the rinse station, final adjustments in terms of chemistry and steel temperature are
carried out. Major movements in the steel analysis are not desirable because of a risk of
insufficient dissolution and mixing of added materials. This late in the process the alloys
have to be of low carbon content, unless re-carburisation is required due to a lack of
converter process control. The risk of introducing impurities into the clean steel in the
form of oxides (corroded scrap) or moisture, needs to be managed. Many steel makers
operate ladle furnaces to keep melts hot and even raise ladle temperatures and perform
steel analysis adjustments within a much wider scope for production planning.
4
At Columbus Stainless there is no ladle furnace facility and all heats have to be tapped
superheated. With the ladle refractory lining being kept hot at 1200 degrees Celsius when
empty, there is a certain flow of energy from the steel into the lining. Through stirring
with argon, temperature homogenisation is achieved resulting in an overall drop in metal
temperature. For the casting process very stable temperature behaviour of the steel is
essential (steel quality implication) to maintain casting parameters, such as casting speed
at constant level.
The fully prepared teeming ladle has to be delivered to the casting deck, sometimes
within a fairly narrow time window when sequences are being cast. When the required
temperature-drop during the rinse treatment cannot be obtained by stirring only, the
operator has the choice of adding (at final stainless steel specification) coolants in the
form of granules.
The final rinse treatment period is reserved for a very gentle stir to float out nonmetallics. These oxides from stirred-in slag or re-oxidation products will show up as
inclusions in the final product. For their successful removal the slag has to be
manipulated to have oxide-absorbing (scavenging) capabilities. Those non-metallics that
cannot be floated out, can be modified by calcium-silicon wire injection treatment to
solidify as globules (small round inclusions) finely dispersed in the steel. Through this
technique, long clusters of oxides can be avoided that are harmful to mechanical
properties, such as crack propagation etc.
Consequently the chemistry leaving the ABS can be assumed to be the same at the CCM
since no chemistry changes are done at the CCM. This makes it possible to use the final
5
chemistry at the ABS as input chemistry to a model that can predict the width error of a
heat before the heat is cast.
1.2.2 Chemistry of 12% Chrome ferritic non-stabilised stainless steel
The typical chemical composition of the stainless steel applicable to this study is the
following:
%C
0.030
max
% Si
1.00
max
% Mn
2.00
max
%P
0.040
max
%S
0.030
max
% Cr
10.50
12.50
% Ni
1.50
max
The steel under review is not stabilised. This means that no stabilisation elements has
been added. Sensitisation occurs when chromium carbides precipitates on the grain
boundaries causing adjacent chrome depleted areas. In austenitic stainless steels the
sensitisation temperature range is between 425
C to 815
C[42] . Above 815
C the
chromium carbides are soluble and below 425
C the diffusion rate of carbon is too slow
to form carbides. Ferritic stainless steel only sensitise after heating to more than 925
C[42]
where the solubility of carbon and nitrogen in ferrite becomes significant. The low
solubility of interstitials in ferrite causes ferritic stainless steels to sensitise more rapidly
and at lower temperatures than austenitic stainless steels. The method to prevent
sensitisation is to add elements with a great affinity for carbon in order to form stable
carbides and doing so removing carbon from the matrix to prevent chromium carbides.
The principle elements used for stabilisation is titanium and niobium[44]. The material
under review in this study has no stabilisation elements.
6
1.2.3 Continuous casting of steel
The majority of steel in modern times is produced via the continuous casting process.
The basic principle is to continuously solidify molten steel in a water-cooled mould
while withdrawing the solidified part at a constant rate. The solidified part is called a
strand. A typical continuous casting machine would consist of a tundish that is fed with
molten steel from a ladle. The molten steel flows from the tundish to the mould through a
ceramic submerged entry nozzle (SEN). The withdrawing rate is also called the casting
speed and is measured in meters per minute. The mould can take on different shapes, but
slab and billet casting forms are very common. The molten metal that solidifies on the
water-cooled copper mould plates forms a shell around a molten inner core. When the
solidified shell exits the mould, the shell is usually strong enough to contend with the
ferrostatic pressure exerted by the molten metal core. The strand that continuously exits
the mould has certain dimensions. The caster at Columbus Stainless cast slabs of constant
thickness (200mm) and varying widths (900mm – 1600mm). Casting powder is used to
provide lubrication between the solidified shell and copper mould plates. The main
constituents of casting powders are usually CaO and SiO2. The casting powders play a
major role in the heat transfer between the solidified shell and copper plates. The heat
transfer determines the shell thickness and if insufficient shell strength is present, a
breakout usually follows (the shell rupturing with the molten metal being sprayed out
into the casting machine). A breakout is a dangerous and very expensive event. When the
strand exits the mould it enters the secondary cooling area of the casting machine. The
strand is supported by rollers as it moves through different segments of the machine
while being spray cooled. The spray cooling can be controlled from level 1
(Programmable Logic Computers (PLC’s)) or from models on the level 2 computer
systems (computer system responsible for the control of the process using input from the
7
level 1 systems). The objective of the secondary cooling practice is to solidify the molten
inner core before the strand exits the machine.
Figure 2: Schematic representation of the continuous casting machine at Columbus
Stainless (Source: Columbus Stainless Intranet)
1.2.3.1 Mould heat transfer
The heat transfer in the mould is critical for the continuous casting process because the
principle of casting continuously depends predominantly on the ability to extract heat
sufficiently from the shell to solidify it. Jenkins[8] studied the heat transfer in the mould
by looking at mould design, casting speed, steel grade and mould flux (casting powder),
and concluded that for a given mould design and steel composition the mould flux was
the principal factor governing the heat transfer. Jenkins[8] indicated that the contact
resistance is influenced by the flux composition (basicity). Mills et al[16] highlighted the
8
importance of the break temperature of a flux and the effect it has on the heat transfer
capability of the flux. The varying effect of mould flux on the heat transfer can be
minimised by adequate compositional control from the manufacturer and using only one
type of flux in the plant per steel grade. 12% Chrome non-stabilized stainless steel at
Columbus is cast with only one type of flux. Heat transfer in the mould is important for
slab width control because the heat transfer influences the shell thickness. It is also
desirable to obtain uniform heat transfer in order to obtain uniform shell growth.
Another defect associated with a thin shell is slab bulging. Slab bulging occurs on the
narrow sides of the slabs because there is no roller support (except strand guides beneath
the mould) to ensure constant dimensions. The bulging can be due to insufficient shell
thickness that cannot contend with the ferrostatic pressure, or due to creep of the hot shell
under constant ferrostatic pressure.
1.2.3.2 Secondary Cooling
Secondary cooling in the continuous casting machine has the primary function of
solidifying the strand after the mould and before it exits the machine. If the strand is not
fully solidified at the exit in a vertical continuous casting machine, the result can be
catastrophic. The ferrostatic pressure can cause the shell to rupture at exit and with the
high ferrostatic pressure molten steel, can be sprayed out into a wide perimeter.
Secondary cooling control and optimisation are of utmost importance because defects
such as slab cracking, strand width problems, bulging, central segregation and central
delamination can be caused by incorrect secondary cooling practices. Different models
or modes of secondary cooling exist. The two most important parameters that usually
9
determine the secondary cooling flow rates (for a specific steel grade), are the casting
speed (m/min of strand extraction from the mould) and the superheat, of the molten
metal. Intuitively, it is clear that a high casting speed with a high superheat, requires
higher cooling rates than a low casting speed, and low superheat to achieve the same
strand characteristics. At Columbus Stainless the secondary cooling control is done with
a finite element model[18] that dynamically controls the secondary cooling per zone, to
maintain a specified strand temperature in a particular zone. The process metallurgist
specifies a cooling curve per material type, and the model uses the cooling curve as
setpoints to adjust the cooling tempo accordingly in the different zones. Figure 3 serves
as an example to indicate two typical cooling profiles. One profile would be used if a
“soft cooling” (i.e. low water flow rates) is required, for example on certain crack
sensitive grades. The other profile would serve for a steel grade where more aggressive
cooling is required, due to various reasons. To change from a “soft cooling” to an
“aggressive” cooling, the prescribed cooling profile is changed.
Figure 3: Typical CCM temperature profiles required for secondary cooling control at
Columbus Stainless
Temperature profile example from the Columbus stainless
CCM
1050
1000
Soft Cooling
Hard Cooling
950
900
Cooling Zone
10
7C SL
7C SR
6C SL
6C SR
7I
6I
5O
5I
4O
4I
3I/O
2I/O
1I/O
850
1S
T emperature (C elcius)
1100
1.2.3.3 Mould Set-up
Before a cast is started in the continuous casting machine, the mould is prepared in terms
of dimensions and prepared for the start-of-cast procedure. The mould dimensions
determine the initial width of the strand. The term “strand width” is therefore used to
describe the dimensional width of the continuously cast strand exiting the mould. To start
the casting process, a dummy bar is inserted from the bottom of the mould or from the
top depending on the design. The function of the dummy bar, is to provide an initial
“plug” in the mould, in order to start the continuous process. When the cast is started, the
dummy bar starts moving with the strand out of the mould and is later removed so that
the strand can exit continuously. Before every cast, the mould is set up according to
specified dimensions on the top and bottom of the mould. The bottom of the mould has
smaller dimensions than the top. This provides a slope in the mould that is called the
taper setting. The function of the taper is to compensate for the shell shrinkage as it
solidifies in the mould. Typical taper settings are in the order of one percent. Correct
taper setting is critical for heat transfer and can therefore influence the width of the
strand. In practice, the mould dimensions are rarely changed and can be assumed to be
constant. The mould dimensions are also measured continuously during a cast, and can
therefore easily be checked for any movement. The continuous caster at Columbus
Stainless is equipped with a mould that can adjust its dimensions while casting.
1.3
Objectives of this project
The objective of this project is to improve the cast strand width control of 12% Chrome
ferritic, non-stabilised stainless steels, cast at the continuous casting machine at
Columbus Stainless. The heat composition to strand width change relationship will be
used as basis for this study. The objective of this study is not to describe the fundamental
11
principles governing the strand width error but to use the theoretical principles in a
practical way to decrease the strand width change variation.
1.4 Method of investigation
The relationship of the chemistry to the cast width error on 12% Chrome non stabilised
steel has been studied in detail by Siyasiya[26,27,28] and co-workers. They concluded that
there is a relationship between the heat composition and the associated width change of
the heat. As part of this study a relationship between the chemistry parameters that have
an influence on the ferrite to austenite ratio at elevated temperatures and the width error
was determined. Historical plant data from the identified parameters were used as input
for different data mining techniques (i.e. empirical approach). The different data mining
techniques together with the model currently used in the plant were applied to the same
input data set and compared in terms of accuracy of prediction. The following data
mining techniques were used:
Statistical regression
Decision Tree
Fuzzy logic
1.5 Outline of dissertation
Chapter one serves as an introduction to this dissertation where the background, objective
and method of investigation are outlined. Chapter two gives a summary of the literature
survey and starts with the background of the theoretical foundation for the heat chemistry
to cast width relationship. Data mining techniques including statistical analysis, decision
trees and fuzzy logic are also described. Chapter three details the data preparation used
for the modelling process that includes the gathering, preparation, clean-up and selection
12
of significant variables as well as describing the derivation of the different models using
the training data set. In chapter four the different derived models together with the model
currently used in the plant are applied to the same validation data set to compare the
accuracy of prediction. Chapter five outlines the results obtained by using the
implemented model in the plant. Chapter six deals with the conclusions and
recommendations from this particular study.
13
Chapter 2
Literature Survey
2.1 Continuous Cast width Change
A limited amount of literature is available on the width change phenomenon at
continuous casters. All literature agrees that cast width change can be very problematic
for downstream processes and sometimes the real effect of poor dimensional control is
hidden[38] . Most of the literature deals with techniques that were successfully
implemented to improve the cast width change. The techniques range from simple
monitoring techniques to theoretical prediction models. Evans et al[42] achieved improved
width change results by better slab width verification techniques. The mould face
positions were continuously monitored and the hot and cold width were matched.
Unfortunately it is not evident how the matching between the cold and hot width was
done. Nakamura[41] et al implemented a slab width control model that controls the width
of the strand by changing the mould dimensions using a mould that can continuously
adjust its dimensions. The model is based on the steel grade, casting speed and
compression force that is influenced by the braking force during compression casting.
The model is essentially based on the concept to correct the width during transient
conditions. The model divided a cast into four portions. Portion one is the start-up where
a narrow slab width is usually the result due to low ferrostatic pressure and overcooling.
The mould dimensions are changed to start wide during portion one. Portion two is the
section after start-up where the speed is slowly increased. The mould dimensions would
also then be slowly adjusted to a narrower setpoint. Portion three is the “steady state”
portion where the width change can be explained by changes in the casting speed. Portion
four is the last section and represents “end of cast” conditions where the mould width is
14
increased again because the strand will be narrow due to low ferrostatic pressure and
overcooling. Assar et al[39] attribute the widening of the slabs during casting to the
ferrostatic pressure and shell malleability. They found the widening of the slabs to be
directly correlated to the casting speed and depend on both the strand width and steel
grade. They developed a prediction model based upon casting speed, mould width and
steel grade. Their results indicated that wider slabs expand more and will therefore
undergo a bigger width change. The prediction model was going to be implemented to
continuously predict the cold width of the strand. The mould width would then be
adjusted should the need arise to correct the strand width.
Kocatulum et al[40] studied the causes of width change using physical devices to measure
slab width and also developed a statistical slab width prediction model. They found that
the slab resident time in the upper cooling sections of the caster has a huge influence on
the slab width change. The resident time in the upper sections of the secondary cooling
correlates directly with the casting speed. They also concluded that the mould width
plays a very big role in the resulting slab width. A slab width prediction model was
developed incorporating the mould width and the resident time in the upper sections of
the secondary cooling. They achieved very accurate results with the model. Mostert and
Brockhoff[38] developed a slab width prediction model based on theoretical principles.
They determined an equation for the shrinkage factor and stated that the final cold width
of a slab is influenced by 1) thermal shrinkage and 2) contraction counteracted by
expansion. They expressed the shrinkage factor as the ratio of mould width to cold slab
width. The effects that were considered are the thermal shrinkage, expansion due to
ferrostatic pressure and the influence of slab width. An expression for the thermal
shrinkage was determined by modelling the strand as a rigid bar taking into account the
15
effect of the taper. The expansion of the shell depends on the thickness and temperature
of the shell combined with ferrostatic pressure. The relationship between the spray
cooling, ferrostatic pressure, casting speed, shell thickness and shell temperature was
studied. They concluded that the expansion depends on the ferrostatic pressure, spray
cooling and casting speed. They also concluded that there is a slight dependency of the
slab width change on the mould width.
If all the previous findings are combined then the cast width change is influenced by the
following factors as concluded by Assar et al[39]:
1. Grade Chemistry
2. Strand width (mould width)
3. Cooling curve (secondary cooling intensity)
4. Casting speed
2.2 Fundamentals of the chemistry to cast width error relationship
In this section the mechanism of how the phase ratio between austenite and ferrite
influences the width error of the strand will be proposed. It is important to understand
how the theoretical relationship of the phase ratio between austenite and ferrite
influences the width error in practise, because this is the fundamental building block on
which this study is based. An overview of the theory behind the chemistry to cast width
error relationship will be described first before the mechanism is proposed.
16
2.2.1 Theoretical fundamentals
This study deals specifically with 12% chrome non-stabilised ferritic stainless steel and
the relationship of the heat composition and associated cast width change of the heat.
The main reason why 12% chrome ferritic steels (non-stabilised) would exhibit a
relationship between heat composition and cast width change (width error) is that it goes
through a dual phase region between austenite and ferrite (termed the “gamma loop”)
during the secondary cooling stage. Research[26] on the transformation behaviour and hot
strength of the 12% Chrome non-stabilised steel has indicated that as long as the ratio of
austenite and ferrite keeps on fluctuating, the width error variation will persist. This dual
phase characteristic plays a role in the width change due to three reasons:
1. The temperature range at casting exit is in the order of 800
C to 950
C where the
steel is still expected to be in the dual phase region. The ratio between austenite
and ferrite depends on the chemical composition and the cooling intensity[27] . The
lattice structure of austenite is FCC (Face Centred Cubic) and the lattice structure
of ferrite is BCC (Body Centred Cubic). The BCC structure occupies a higher
volume than the FCC structure and therefore changes in the ratio of austenite to
ferrite will be accompanied by a change in the width[27] .The dual phase region is
evident from the Fe-Cr binary phase diagram in Figure 4a[23] .
17
Figure 4a: Fe-Cr Binary phase diagram[7]
12% Chrome range
The 12 % Chrome material therefore will go through the gamma loop as it cools
from above 1250°C. Rowlands[25] also indicates that the 12% chrome content
places it at the critical boundary of the gamma loop and therefore austenite or
ferrite stabilisers (formers) can change the structure of the steel at elevated
temperatures. Elements that are important ferrite stabilizers in stainless steels are
chrome, titanium and molybdenum. Important austenite stabilisers are carbon,
nickel, nitrogen and manganese. Small changes in any of these elements can
change the austenite to ferrite ratio in a 12% chrome, non-stabilised ferritic
stainless steel. Figure 4b indicates the change to the austenite/ferrite region when
a strong austenite stabiliser is added like carbon. The “gamma loop” (austenite/
ferrite) region is shifted to higher chromium levels and the transformation
temperature from delta ferrite to austenite is increased.
18
Figure 4b: Effect of carbon content on the austenite/ferrite region[27]
It can be seen that the delta ferrite and austenite phase region has been expanded
and the transformation temperature from delta ferrite to austenite has increased.
Variations in the austenite and ferrite stabilisers therefore influences the gamma
loop which influences the phase ratio’s and the transformation temperatures.
The CCT diagram depicted in Figure 5[26] also indicates the dual phase region of
the 12% Chrome ferritic (non-stabilised) material. The typical cooling rate
experienced during secondary cooling is also plotted.
Figure 5: CCT diagram for typical 12% Chrome non-stabilised ferritic stainless
steel[27]
Approximate cooling
rate in caster of 12%
Chrome non-stabilised
Stainless Steel at
Columbus (Siyasiya26)
19
The dual phase temperature range corresponds to the temperature range between
mould exit and continuous casting machine exit. Due to the dual phase nature
between austenite and ferrite together with slight variations in heat composition,
there will always be a certain ratio between the austenite and ferrite fraction that
will be determined by the heat composition (ferrite and austenite stabilisers).
2. The hot strength of austenite is more than the hot strength of ferrite which will
influence the ability of the formed shell to contend with the ferrostatic pressure if
the phase ratio between austenite and ferrite changes. The more the ratio favours
austenite, the “stronger” the shell will tend to be and vice versa if the ratio
favours ferrite. A “stronger” shell will be able to contend more effectively with
any forces that will attempt to deform it (mainly ferrostatic pressure). A shell
consisting predominantly of austenite will also be less sensitive to shell thickness
variations caused by fluctuating in-mould conditions. The opposite is true for a
shell consisting predominantly out of ferrite, it will be sensitive to any forces
acting upon it and shell thickness variations will also play a large role in the
tendency of the shell to deform.
3. The inherent resistance to creep of austenite is more than that of ferrite[50] . Hence
changes in the phase ratio between the austenite and ferrite influences the creep
characteristics of the strand. When a metal or an alloy is under constant load or
stress, it may undergo progressive plastic deformation over a period of time. This
time-dependent strain is called creep.[46] Creep properties are usually determined
by means of a test in which a constant load or stress is applied to the specimen
and the strain is recorded as a function of time. This creep curve exhibits various
stages. Directly on loading the specimen undergoes an instantaneous strain. This
20
is followed by the primary stage. The creep rate then declines gradually until it
reaches a constant value which is called the secondary stage. During the tertiary
stage the creep rate increases again until final fracture[45]. Creep processes are
diffusion-controlled and they become of particular importance in materials
experiencing extensive time at elevated temperature especially if a stress or load
is also present. The elevated temperature that is important is typically above
0.4Tm where T m is the absolute melting point[47] . If a continuous casting process is
considered, then typically the strand is at a temperature > 0.4 Tm for the whole of
the secondary cooling stage and is therefore prone to undergo creep at high
temperature. Temperature plays a major role in the creep rate with a higher creep
rate experienced with a higher temperature[45,48] . The creep resistance of austenitic
stainless steels are increased by the following elements: carbon, nitrogen,
chromium, molybdenum, tungsten, vanadium, boron, titanium and niobium[50] .
According to Austin et al[48] the following elements have an influence on the
creep properties of ferrite (ferrite itself does not have a high resistance to creep at
elevated temperatures), nickel, silicon and cobalt only increases the creep
resistance at elevated temperatures marginally while carbon, chromium,
manganese and molybdenum increase the resistance to creep markedly. Jamieson
et al[49] also found that nitrogen and silicon increases the initial creep strength of
ferrite.
21
2.2.2 MEDUSA model
In order to quantify and calculate the constitution and transformation properties of 12%
chrome stainless steels (non-stabilised) the Columbus research and development
department has developed a model to calculate the phase fractions and transformation
tempos of 12% Chrome stainless steels (non-stabilised) given the chemistry composition.
The model is called MEDUSA[30] (Mathematical Evaluation of Dilatometry Using
Statistical Analysis). The model was developed using dilatometry, mechanical testing
and image analysis of 500 laboratory heats and 300 plant heats. Most of the experimental
work used to derive the MEDUSA model was done on 12% chromium heats but
chromium levels up to 25 % were also included in the model. The effect of all residuals
was examined by deliberately making steels with a wide composition range to stabilise
the model. Continuous cooling diagrams were constructed for all 800 heats used to
develop the model. The phase balance at 1000°C was also measured to allow, along with
the CCT diagrams, the calculations of the hardenability curve. The following parameters
are calculated (amongst others), by the MEDUSA model and are of value for the present
study. All the equations pertaining to the specific parameter is given in Appendix C.
Gamma max(%)
This is the amount of austenite present at 1100°C in ferritic stainless steels
AC1 temp (°C)
This is the temperature at which austenite begins to form when ferritic stainless steel is
heated at 1°C/min.
CR95 (°C/min)
Cooling rate at which 95% of the austenite present at 1000°C transforms to ferrite. This
is a measure of the transformation response of austenite to ferrite.
22
Amax (Austenite potential)
This is the percent austenite present in ferritic stainless steels at 1000°C and
approximates to the maximum austenite potential of the steel.
2.3 Proposed mechanism for the chemistry to cast width relationship.
The mould set-up in terms of the hot bottom width is in the order of 30 mm smaller than
the aim cast width. A schematic representation of the mould set-up and aim strand width
is given in Appendix A. This means that the material actually creeps/flows wider during
the secondary cooling stages. The dual phase characteristic of the solidified shell was
discussed earlier, and it follows from the difference in hot strength and creep properties
between austenite and ferrite that the width change can be different for different heats.
Intuitively it is clear that a low creep rate will lead to an under-width strand and a fast
creep rate will lead to an over-width strand. Another mechanism that will play a role in
the final strand width, is the amount of slab bulging on the narrow sides. If the creep rate
is low and the shell is strong, the slab dimensions should remain intact and little or no
bulging should be evident. The opposite is true for a shell with high creep rate and low
strength, where bulging due to the ferrostatic pressure should be evident. These
mechanisms are easy to evaluate in the plant by inspection and measurement of slabs and
comparison to the width error. Figure 6 gives examples and pictures of actual slabs that
were measured and inspected. The results are given by comparing the width as measured
in the centre of the slabs, to the width measured at the bottom of the slab. Measurements
were taken from slabs that had cast width errors of +19.9 mm and +18.8 mm
respectively, because the mechanisms causing the width change were present. From the
23
measurements of the slabs it is clear that the width change is a combination of excessive
creep of the shell and bulging of the narrow sides. According to the measurements, the
contribution of each mechanism is on the order of 50%. The characteristics of the shell
creeping and bulging in terms of creep/bulging rate and position in the continuous caster
is unclear, but research[26,28] has shown that bulging must take place within the first
couple of metres after mould exit, where the shell is still thin. It is also expected that the
creep rate will be higher during the initial stages of secondary cooling because the
temperature is high. One way of combating bulging, is to increase the water flow rates in
the secondary cooling, in order to form a cooler shell that will be able to withstand the
ferrostatic pressure. “Hard cooling” on the 12% Chrome ferritic non-stabilised steels has
in the past resulted in micro cracks forming on the slab surface, due to low hot ductility
problems in the unbending zone. It should also be kept in mind that not all slabs are
bulging, and increasing the cooling intensity will be effective to a limited extent. The
strategy decided upon in this study was to attempt to predict the heats that will exhibit
bulging/creep problems and increase/decrease the water flow rates on these selected heats
in order to limit the amount of bulging and change the creep properties. The increase in
water flow rates is kept below the level that would induce micro crack problems
mentioned earlier.
24
Figure 6: Slabs measured in plant to indicate width error mechanism
Slab number 3494843:
Slab number 3494873:
Width error measured by laser Width error measured by laser
+19.9 mm wide
+18.8 mm wide
Centre (Bulging)
Centre (Bulging)
Bottom
Bottom
Slab Measurements:
Slab Measurements:
Centreline cast width error = +20 Centreline cast width error =
mm
+19mm
Bottom cast width error = +12 Bottom cast width error = +10 mm
mm
2.4 Description of the model being used in the production environment
This model was initiated when it was found that there was a relationship between the heat
composition and the resulting width change of the heat. The work done by
Siyisiya[26,27,28] indicated that there is a relationship between the heat chemistry and
resulting width change of a specific heat on 12% chrome non-stabilised ferritic material
based on the dual phase characteristic of the solidified shell. Logic suggested that the
important parameters that should correlate with the width change are those that
influences the austenite to ferrite ratio at high temperatures. It was found that good
results were achieved by not using only the heat composition in terms of austenite and
ferrite stabilisers but by also using the calculated parameters from the MEDUSA model
25
as described earlier. Experience indicated that the combination of the following input
parameters gave satisfactory results: AC1, Amax, Gamma max, Kaltenhauser ferrite
factor, addition of the absolute carbon and nitrogen and the CR95. The model was
developed using very simple analysis techniques. A set of rules was generated from
historical data. The width change was divided into three groups (narrow from aim,
acceptable and wide from aim) and the combination of the parameters that resulted in the
width error falling into one of the three groups were determined. The combinations of
parameters are expressed in terms of rules. The rules give the freedom of not having to
use all the input parameters. The amount of parameters per rule can range from one to
six. The model therefore consists out of a mixture of rules but all having the form of IFthen statements. A typical example of a rule incorporating four parameters is illustrated
below:
If AC1 < x AND Gmax > y AND CR95 < z AND (C+N) > zz THEN …………
The parameters are calculated for each heat and then sent to the model for evaluation. If
the model classifies it as being problematic (either narrow or wide), then the secondary
cooling is changed automatically to compensate for the expected width error. The
secondary cooling is changed by selecting a different pre-defined secondary cooling
strategy. The philosophy is therefore to selectively change the secondary cooling on
selected heats to better control the width error. This model has been running “live” in the
plant since November 2004. More details and preliminary results of the current model
can be found in De Beer[7].
26
2.5 Data mining
2.5.1 Introduction
A functional general definition of data mining according to Weaver[34] is the use of
numerical analysis, visualization, or statistical techniques to identify non-trivial
numerical relationships within a dataset, to derive a better understanding of the data and
to predict future results. Data mining is also described Anon[2] as an analytical process
designed to explore data in search of consistent patterns, and/or systematic relationships
between variables, and then to validate the findings by applying the detected patterns to
new subsets of data. The ultimate goal of data mining is prediction, and predictive data
mining is the most common type of data mining and has the most direct business
application[2]. Data mining is conceptually based on statistical techniques like the
traditional Exploratory Data Analysis (EDA). However, an important difference between
Exploratory data Analysis (EDA) and data mining, is that data mining is more concerned
with the application than the basic nature of the underlying phenomena. In essence, data
mining is less concerned with what the exact relationships are between the variables, but
is more concerned to obtain a solution that can be used for accurate prediction[2]. The
application of data mining techniques is found in a diverse array of industries like steel
manufacturing [1],[20], the chemical industry[5] and even drug discovery[34] , to name a few.
A survey done in November 2003 of 213 data mining users[3] , indicated the most
regularly used data mining techniques are the following:
27
Table 1: Survey of data mining technique usage.
Technique
Percentage of 213 votes
Decision tree / Rules
Clustering
Statistics
Neural Networks
Logistic regression
Visualization
Association rules
Nearest Neighbour
Text Mining
Web Mining
Bayesian nets / Naïve Bayes
Sequence analysis
Support Vector Machine
Hybrid Methods
Genetic Algorithms
Other
Source: Anon2[3]
16%
12%
12%
9%
9%
7%
5%
5%
4%
4%
3%
3%
3%
3%
2%
3%
From Table 1, it is clear that the first four techniques account for approximately 50% of
the surveyed users, and the conclusion can be made that these techniques are the most
popular. For this reason, it was decided to use two of these techniques in an attempt to
describe and predict the patterns of heat chemistry versus strand width error. Each of the
techniques consists of many branches and the chosen branches relevant to this study will
be discussed.
The process of data mining consists out of three main stages[2] .
Stage 1: Data exploration
Stage 2: Model building and validation
Stage 3: Deployment.
A more detailed description of the process is described in the course outline offered by
Olivia[21] on data mining. The chapter headings can be used as a process map for data
mining.
28
Step1: Defining the objective
The first step in any modelling process is to define the objective[21]. The objective usually
determines what techniques are used and how they are applied. The objective of this
study is to test various techniques for accuracy in a specific application and to develop an
on-line prediction model that is sufficiently accurate.
Step 2: Gathering the data
Accurate, actionable, accessible data are the lifeblood of any successful model[21] .
Unfortunately a model will only be as good as the quality of the training data set.
Extreme care must be taken to ensure that the data are correct and in the correct form.
The data collected, must be relevant to the dependant variable that must be predicted.
Data can be collected manually but extracting data from an existing database is the
common way of data collection for industrial processes.
Step 3: Preparing the data for modelling
The average modeller spends 60% of his or her time preparing the data for modelling[21] .
The old rule of “garbage in garbage out” will apply if the training data set is not correct.
Some typical operations during this stage are to check for missing data or outliers.
Missing data is a common problem in databases of industrial processes. The origin of
missing data in an industrial process database can be anything from measurement errors,
level 1 to level 2 computer communication problems, or level 2 problems, to mention just
a few. Two typical ways of dealing with missing values is to populate the missing values
with predetermined values, by using for example, the average of the specific field’s data
or by using some kind of perturbation technique or even using random numbers within a
specific range. The other option is to eliminate records, where some of the fields (either
independent or dependant variables) are missing. Outliers are also common in industrial
process databases and the reason for the outlier can be amongst others, measurement
29
errors, default values or database errors. One technique of identifying outliers is
described by Vardeman[32] and is based on a box plot. The “box” is constructed by using
the first or lower quartile and third or upper quartile presented as Q(0.25) as the lower
and Q(0.75) as the upper quartile. An interquartile range (IQR) can now be defined as:
IQR = Q(0.75) – Q(0.25)
The IQR can be used to determine outliers by identifying as outliers all points larger than
Q(0.75) + 1.5xIQR and all points less than Q(0.25) – 1.5xIQR. Figure 7 indicates this
technique graphically.
Figure 7: Box plot indicating outliers by using IQR (Interquartile range)
1.5xIQR
1.5xIQR
IQR
Q (.25)
Q (.75)
Smallest Data Point Bigger Than
or Equal to Q(.25) – 1.5xIQR
Largest Data Point Less Than or
Equal to Q(.75) + 1.5xIQR
Step 4: Selecting and transforming variables
Typical operations during this stage will include Anon[3] data transformations, selecting
sub-sets of records and in data sets with a large number of variables, the variables will be
screened. Redundant variables that do not contribute to the outcome of the model will be
eliminated. This process will bring the number of variables into a manageable range. The
accuracy of a model can also be influenced if redundant or inactive variables are
included.
30
Step 5: Processing and evaluating the model
During this step different models are fitted to the training data set. Each model will give
an output of predictions. The area of interest is usually the accuracy in terms of
prediction of the different models. The best model is the model with the most accurate
prediction. There are different techniques for evaluating and comparing the performance
of predictive models. According to Anon[3] the following techniques are available for
model evaluation: Bagging (Voting, Averaging), Boosting, Stacking (Stacked
Generalizations) and Meta-Learning. The basic principle of these techniques is
“competitive evaluation of models” which is to apply different models to the same data
set and then choosing the best.
Step 6: Validating the model
By definition, models should perform well on the development data[21]. A true test of a
model is however the performance on a new data set from a different time span or for
example different market. According to Olivia[21], there are three powerful methods to
ensure good model fit. 1) Scoring on alternative data sets gives a good indication of the
model performance; 2) Bootstrapping uses simple resampling techniques to find
confidence levels around the predictions; 3) Key Variable analysis calculates important
factors as they are effected by the model.
Step 7: Implementing and maintaining the model
The final stage is the implementation of the chosen model into the application area. In
this study, the end product will be an on-line model capable of predicting the width error
of a 12% Chrome ferritic non-stabilised heat before it is cast. Model maintenance is a
very important part of any implementation process. The type of maintenance will depend
on the type of model implemented, the systems or software where the model is run, to
name a few. A very common area for model maintenance in an industrial process is to
31
update the model each time a change to the process is made that can influence the model
predictions. It might even be necessary to recreate a model after a change. Wrong
predictions can be the result if the model is not adequately maintained.
2.5.2 Statistical analysis
Statistics are seen as a “Classical” technique. The “Classical” techniques are in contrast
to the so-called “next generation techniques”, such as neural networks and decision trees.
By strict definition, statistical techniques are not data mining techniques, because the
statistical techniques have been around before data mining became a recognized
technique in industry. However, statistical techniques are driven by the data and are used
to discover patterns in the data that can be used for prediction[31] .
What is the difference between statistics and data mining ?
According to Thearling [31], it is a very difficult question to answer. The problem is that if
a statistical technique is successful, the reason for its success is exactly the same as for a
data mining technique (clean data, clear target and good validation). The other issue that
makes a clear distinction very difficult, is that the application area for statistical
techniques and data mining techniques are exactly the same with even the same purpose
(prediction, classification discovery). There are however some benefits of data mining
above statistical techniques.
1. Data mining techniques tend to be more robust towards “messier” real world
problems.
2. Data mining techniques are more forgiving for less expert users.
32
3. With the advances of computing technology it becomes viable to use very
complex data mining techniques that might be better suited to a specific data set
than classical statistical techniques.
2.5.2.1 Computationally simple descriptive statistics
Statistics are all about data. In industrial processes there are usually a vast number of
variables combined with a vast number of measurements collected in the process
databases. The following questions are usually asked about the dataset under
investigation[31].
What patterns are in the database?
What is the chance an event will occur?
Which patterns are significant?
What is a high level summary of the database that will give an idea of what is
contained in the database?
A great advantage of statistics is that it provides a high level view of the dataset without
having to understand individual records. There are several statistical techniques that can
be employed for giving an overview of a dataset and there are also some techniques that
can be used for prediction. The term used for “overview” statistics is “descriptive”
statistics. Vardeman[32] splits descriptive statistics in two categories; 1) Computationally
simple descriptive statistics and 2) Computationally intensive descriptive statistics.
Predictive methods fall mostly into the latter category.
The typical place to begin in the analysis of data is to visually plot the data on simple
graphs. Not much more analysis would be needed in simple engineering problems than a
33
visual summary. The following techniques exist for simple visual representation of
univariate data: 1) Dot diagrams, 2) Stem-and-leaf plots, 3) Frequency tables, 4)
Histograms, 5) Scatterplots and run charts.
2.5.2.1.1 Dot Diagrams[32]
Dot diagrams are useful tools for small amounts of univariate quantitive data. One makes
a dot diagram by plotting each observation as a dot placed at a position corresponding to
its numerical value along a number line. Figure 8 indicates a typical Dot diagram. The
diagram gives the measured times for a 100 m sprint by an individual athlete.
Figure 8: Sample Dot Diagram
11.6
11.4
11.2
11.0
10.8
10.6
10.4
10.2
10
9
8
7
6
5
4
3
2
1
0
10.0
Count
Measured times of 100m sprint
Time (s)
If the data has significant figures of typically two or more then it is usually necessary to
round the value of the data points off to enable plotting. It becomes then impossible to
read the original data values from the graph. This is a disadvantage of the dot diagram
visual presentation. An advantage of the dot diagram is the ease of implementation and
relatively large amount of information obtained.
34
2.5.2.1.2 Stem-and-leaf plots[32]
A stem-and-leaf diagram presents the same amount of visual information as the dot
diagram but the original values are preserved. A stem-and-leaf plot is made by using the
last few digits of each data point to indicate its position. Figure 9 below indicates a stemand-leaf diagram for a series of 100m sprint times.
Figure 9: Stem-and-leaf plot of 100m sprint times
10.21
11.01
12.3
13.2
.28
.05
.46
.5
.29
.19
.5
.6
.45 .57 .6 .88 .9 .9 .9
.22 .4 .48 .5 .6 .78
.59 .8
.8
.95 .99
A more useful way of presenting a stem-and-leaf diagram is to plot two diagrams backto-back. Stem-and-leaf and dot diagrams are useful tools to get a “feel” for the data and
to provide an overview of the data. They are however not commonly used in engineering
reports or presentations. Frequency tables or histograms are more commonly used for
formal presentation of data.
2.5.2.1.3 Frequency diagrams and histograms[32]
A frequency table is made by first breaking the interval containing the data into smaller
appropriate intervals of equal lengths. The frequency of each interval can be calculated
by counting the amount of data points in the interval. Relative and cumulative
frequencies can be calculated. Plotting the frequencies as a type of bar chart creates a
histogram. The histogram gives insight into the shape of the distribution.
35
Figure 10: Sample Histogram
Sample Histogram
6
Count
5
4
3
2
1
0
1
2
3
4
5
6
7
8
9
Category
2.5.2.1.4 Scatterplots and Run Charts[32]
Dot diagrams, stem-and-leaf plots, frequency tables and histograms are univariate tools.
Mostly real engineering problems are multivariate. Relationships between the variables
are usually also important and can give some insight into the process being studied. A
scatterplot is a two-dimensional plot of data and can quickly indicate a relationship
between two variables if it exists. If the X-axis is a time axis then the scatterplot is called
a run chart. Seeing patterns on a run chart gives insight into the change of variables over
time.
2.5.2.2 Computationally intensive descriptive statistics[32]
The techniques described in this section are computationally more complicated and are
usually performed using some kind of statistical software package. The discussion will
start with simple straight line fitting using the least squares approximations and then
moving to more advanced methods of multivariate linear regression using polynomials
and surface fitting.
36
2.5.2.2.1 Fitting a straight line using least squares approximations
A very commonly used method to describe bivariate data is to fit a straight line to it
using the following generic equation:
Y 0 1 X ……………………………………...(1)
The advantage of describing data with an equation is that 1) Summarization is made
possible, 2) Interpolation can be performed, 3) Limited Extrapolation can be done and 4)
Process optimisation is made possible based on findings using the equation. The
principle of using least squares in the fitting of an equation for Y containing some
parameters to an n-point data set, values of the parameters are chosen so as to minimise
n
……………………….……………(2)
2
(Yi Yˆ
i)
I 1
ˆ
ˆ
Where Y1 , Y2 .........Yn are the observed responses and Yˆ
1 ,Y 2 ,......Y n are corresponding
responses predicted or fitted by the equation.
0 and 1 are calculated with the following equations:
1
( X i )( Yi )
Yi
n
(X i ) 2
2
X i n
X
i
……………………….(3)
0 Y 1 X
………….……………(4)
The next question that must be answered is how good the fit with the obtained equation
is. There are two commonly used methods for checking the quality of the fitted line 1)
Sample correlation, 2) Coefficient of determination.
The Sample Linear Correlation between x and y exhibited in a sample of n data points
(xi,yi) is:
37
r
( x x )( y y )
( x x ) ( y y )
i
i
2
i
2
………………………….……………(5)
i
The value of r falls in the range -1 < r < 1 range with values close to -1 and 1 indicating
strong relationships between y and x. The sign indicates if the relationship is proportional
or inversely proportional.
The Coefficient of determination for an equation fitted to an n-point data set via least
ˆ
ˆ
squares and producing fitted Y values Yˆ
1 , Y2 ,......Y n is the quantity :
(Y
R2
i
2
Y ) 2 (Yi Yˆ
i)
(Y Y )
2
……………………………………….(6)
i
The value of R2 is in the range 0 R2 1 and has the interpretation of the fraction of the
raw variation in Y accounted for using the fitted equation.
Another important concept in fitting a line with the least squares method is the
calculation of residuals. When one fits an equation to a set of data, the hope is usually
that the equation extracts the main message of the data, leaving behind only the variation
in Yi that is uninterpretable. In essence one hopes that the predicted/calculated Yˆ
' s looks
like Yi except for some small random variation. One way of checking this phenomenon
is by calculating and plotting the residuals.
If the fitting of an equation or model to a data set with responses Y1 , Y2 .........Yn , produces
ˆ
ˆ
fitted Yˆ
Yˆ
1 , Y 2 ,......Yn , then the corresponding residuals are ei Y i
i.
38
The idea is that when the residuals are plotted against some sensible quantity the result
should be some patternless graph. If there is some pattern to the graph, then it is evident
that there is some extra driving force not taken into account by the equation.
2.5.2.2.2 Fitting surfaces using least squares approximations
This section deals with linear multivariate regression. The typical problems in industry
are rather multivariate than univariate, making multivariate regression particularly useful
in industrial problems. The first curve to be considered is the generalization of the
straight line equation which is a Kth -order polynomial in a K variables equation given by:
Y 0 1 X 2 X ..... k X ……….………………..(7)
2
k
The solution of the equation is usually done by software on a personal computer and the
software is freely available. The same techniques of correlation and coefficient of
determination can be used to check the quality of the fitted curve. The coefficient of
determination and visual examination should be used to determine the best polynomial
for the data. Residual plots are also useful tools to determine the appropriateness of the
polynomial.
If a surface needs to be fitted to a set of data points consisting out of x1 , x2 .....x k
quantitive variables on some response Y, then the surface to be fitted will have an
equation of the form (Linear polynomial in K variables):
Y 0 1 X 2 X 2 .... k X k …………………………..(8)
The calculation of the 1 ...k parameters is done using software on a personal computer.
The coefficient of determination and residual plots can be used to check the quality of the
fitted surface. With increasing variables it becomes more difficult to plot the surface to
39
check it visually against the data, and consequently the coefficient of determination and
residual plots becomes increasingly important.
2.5.3 Decision trees
2.5.3.1 Introduction
Decision tree classifiers are used successfully in many diverse areas like radar signal,
character recognition, remote sensing, medical diagnosis, expert systems and speech
recognition and stainless steel quality predictions[1], to name a few. Arguably the most
important feature of decision trees is their ability to break down a complex problem into
smaller problems that are easier to understand and hopefully the combined outcome of
the solution to the smaller problems is the solution being searched for. The decision tree
approach falls into an array of techniques called multistage decision-making. Other
approaches in the multistage decision making array are table look-up rules and sequential
approaches. The basic idea of any multistage process is to break up a complex decision
into a series of smaller but easier decisions[11]. Kweku and Bryson [10] describes a decision
tree as a supervised knowledge discovery process in which prior knowledge regarding
classes in the database is used to guide the discovery. Perhaps a very simple definition of
decision trees is given in the Matlab help file stating that a regression tree is a sequence
of questions that can be answered as “yes” or “no” plus a set of fitted response values.
Each question asks whether a predictor satisfies a given condition. Predictors can be
continuous or discrete. Depending on the outcome of one question you either proceed to
another question or arrive at a response value. An example of a decision tree is given in
Figure 11.
40
Figure 11: Typical structure of a decision tree
Landgrebe[11] gives an excellent description of some relevant areas regarding decision
trees.
1. A graph G = (V,E) consists of a finite non-empty set of nodes (or vertices) V and
a set of edges E. If the edges are ordered pairs (v,w) then the graph is said to be
directed.
2. A directed graph with no cycles is called a directed acyclic graph. A directed (or
rooted) tree is a directed acyclic graph satisfying the following properties:
There is exactly one node called the root, which no edges enter. The root
node contains all the class labels.
Every node except the root has exactly one entering edge
There is a unique path from the root to each node
3. If (v,w) is an edge in a tree, then v is called the father of w and w is called the son
of v. If there is a path from v to w then v is a proper ancestor of w and w is a
proper descendant of v.
41
4. A node without a proper descendant is called a leaf. All other nodes (except the
root) are called internal nodes.
5. The depth of a node v in a tree is the length of the path from the root to v. The
height of node v in a tree is the length of a largest path from v to leaf. The height
of a tree is the height of its root. The level of node v in a tree is the height of the
tree minus the depth of v.
6. An ordered tree is a tree in which the sons of each node are ordered.
7. A binary tree is an ordered tree such that 1) each son of a node is either
distinguished as a left or a right son, 2) No node has more than one left son nor
more than one right son.
8. The balance of a node v in a binary tree is (1+L)/(2+L+R), where L and R are the
number of nodes in the left and right subtrees of v. A binary tree is -balanced
with 01, if every node has balance between and 1-. A 0.5-balanced tree is
said to be a complete tree.
9. The average number of layers from root to the internal nodes is referred to as the
average depth of the tree. The average number of internal nodes in each level of
the tree is referred to as the average breadth of the tree. In general, the average
breadth of the tree will reflect the relative weight given to accuracy while the
average depth gives the relative weight given to efficiency.
2.5.3.2 Advantages and disadvantages of decision trees
According to Zhang[37] and Landgrebe[11] decision trees have the following advantages.
1. Decision trees have no strict assumption for the distribution of the target variable.
2. There are no multicollinearity problems when input variables are highly
correlated.
42
3. Decision trees deal with non-linear models easily without any variable
transformation.
4. Decision trees can clearly indicate the relative importance of input variables with
respect to their influences on the model target, and can also indicate the
interactions between variables.
5. Decision trees can easily incorporate ordinal (such as low, medium, high),
nominal (classes with names) and interval variables in the same model.
6. Global complex decision regions can be approximated by the union of simpler
local decision regions at various levels of the tree.
7. Decision trees have the ability of choosing different subsets of features at
different internal nodes of the tree so that the feature subset chosen optimally
discriminates among the classes in that node. This feature may provide
performance enhancement above that of single stage classifier.
According to Zhang[37] and Landgrebe[11] decision trees have the following
disadvantages.
1. Overlap between classes in nodes is possible. This can cause the number of
terminals to be much larger than the number of actual classes and thus reducing
the efficiency.
2. Errors may accumulate from level to level in a large tree. One cannot optimise the
accuracy and efficiency simultaneously. For any given accuracy there is a bound
of efficiency that must be satisfied.
3. Designing an optimal tree might prove to be difficult. The performance of a
decision tree strongly depends on how well it is designed.
4. Decision trees require a relatively large amount of training data.
43
5. Decision trees cannot express linear relationships in a simple and concise manner.
6. They cannot produce a continuous output due to their binary nature
7. Inherent replication of isomorphic subtrees[19]
2.5.3.3 Design of decision trees
Software developments during recent years have made the generation of decision trees
very easy. The objective, however, in any data mining exercise or modelling process, is
to create the most appropriate and accurate model. This is where the data analysist will
have to create a wide variety of models and then using some performance criteria, choose
the best model. According to Kweku and Bryson [10] the typical areas that will need focus
during the design are the choice of minimum number of cases per leaf, splitting criteria,
minimum number of cases per split, maximum number of branches from a node and the
maximum depth of a tree. They also suggest that one should not only look at the last
obtained decision tree as the best, but that using other performance criteria some of the
rejected trees might also prove to be useful. Landgrebe[11] claims that the main objectives
of a decision tree are to:
1. Classify correctly as much of the training sample as possible.
2. Generalise beyond the training sample so that unseen samples can be classified
with as high accuracy as possible.
3. Be easy to update as more training data becomes available.
4. Have as simple a structure as possible.
The design of any decision tree can then be broken down into the following tasks, 1) The
appropriate choice of the tree structure, 2) The choice of feature subsets to be used at
each internal node and, 3) the choice of the decision rule or strategy to be used at each
internal node.
44
Some of the common optimality criteria for tree design are: minimum error rate, minmax path length, minimum number of nodes in the tree, minimum expected path length
and maximum average mutual information gain Landgrebe[11] . The optimisation is done
by creating a series of decision trees. In practice the optimisation methods have the
limitation of being computationally very expensive.
The various heuristic methods for construction of decision trees can be classified in four
categories[11] :
1. Bottom-up approach where one starts with the information classes until one is
left with a node containing all the classes.
2. Top-down approach where starting from the root node, using a splitting rule,
classes are divided until a stopping criteria is met. The main issues in this
approach are 1) Choice of splitting criteria, 2) Stopping rules and 3) Labelling
the terminal nodes.
3. Hybrid method where one uses a bottom-up procedure to direct and assist a topdown procedure.
4. Tree growing-pruning approach where in order to avoid some difficulties in
choosing a stopping rule, one grows the tree to its maximum size where the
terminal nodes are pure or almost pure and then selectively prune the tree.
2.5.3.4 Performance measures for decision trees
It was mentioned earlier that choosing the most appropriate and accurate decision tree is
very difficult. One would typically use one performance criteria to determine the most
suitable decision tree. Kweku and Bryson[10] give an excellent review of performance
45
measures for decision trees. Their opinion is that the predictive accuracy rate is the most
commonly used method of performance measure. In binary trees, accuracy rate can
however, be a function of sensitivity (True positives/actual positives) and specificity
(True negatives/actual negatives). Discriminating power of leafs is also a measure of the
performance of a decision tree. Ideally one would like leafs that are totally pure (the
probability of all classes except one is zero for each leaf). Stability is a very important
aspect of any decision tree because it gives an indication of the accuracy stability when
the decision tree is applied to other data sets than the training set. Most decision trees are
created with prediction in mind and therefore the stability on new data sets is very
important.
2.5.4 Fuzzy logic
2.5.4.1 Introduction
A very good overview of the history and origin of fuzzy systems is given by Brulé[6] . The
following paragraph is a summary of his discussion. With the development of a concise
theory of logic, the early philosophers like Aristotle developed the so-called “Laws of
thought”. One of these laws, the “Law of excluded Middle” states that there are only true
and false answers to any proposition or idea. Heraclitus opposed the idea saying that
some things can be both true and false. Plato was the first to propose that there was a
third region (beyond true and false) but Lukasiewics proposed the first systematic
alternative to the bi-valued logic of Aristotle. In the early 1900’s, Lukasiewics described
a three-valued logic along with the necessary mathematics. The third region can be
described as “possible” and he assigned numerical values to the region between true and
false. Knuth proposed a three-valued logic similar to Lukasiewics but he used an integral
range from [-1,0,1] rather than [0,1,2]. His approach did however not gain acceptance
46
and passed into relative obscurity. In 1965, Lotfi A. Zadeh published his seminal work
called “Fuzzy sets”[36] which described the mathematics of fuzzy set theory and by
extension fuzzy logic.
The idea of fuzzy logic control was born out of allowing partial set membership rather
than crisp set membership[9] . Fuzzy logic is not a data mining technique but rather a
control idea. The first fuzzy logic controller was built in England in 1973 and the aim
was to stabilize a small steam engine Sowell[29] The products of data mining like the
discovered patterns in data, or discovered rules can be applied in a fuzzy control system
in order to control a certain process. Fuzzy logic represents an opposite approach to
conventional process control by not using a mathematical model of the process to predict
response, but is rather based on “fuzzy” rules or sets often based more on human
experience than mathematical fundamentals. According to Pentz[22], fuzzy logic can be
invested with human experience instead of a mathematical model. Yet the control can be
just as good or even better and problems that were impossible to control in the past are
suddenly possible with fuzzy logic. One of the main application areas of fuzzy logic is
where historically empirically collected data is used to determine the rules for the fuzzy
control system. Some advantages of fuzzy logic are given by the newsletter of the Seattle
Robotics Society[9] :
It is inherently robust because it does not require precise, noise-free input and can
even be programmed to fail “safely” should a problem occur. The output control is a
smooth control function despite the wide range of input variables.
The fuzzy logic system is based on user-defined functions and can therefore be easily
adapted to new scenarios.
47
Fuzzy logic is not limited to a few feedback input parameters and one or two control
outputs, nor is it necessary to measure or calculate any rate-of-change parameters in
order for it to be implemented. Any input data that provides some indication of the
system performance is sufficient. This allows the sensors to be imprecise and
inexpensive keeping the overall costs down and complexity low.
Because of the rule-based operation, any reasonable number of inputs can be
processed and numerous outputs generated. However, care should just be taken that
the amount of input parameters does not create a lot of complex rules. Another option
is to break the control system up into smaller separate fuzzy control systems.
Fuzzy logic can control non-linear systems that would be difficult or impossible to
model mathematically.
A simple example to illustrate the idea of fuzzy logic is to consider the cast strand width
error of a continuous casting machine. Let’s assume the width error set is defined as [20,20]. Intuitively we can divide the interval into regions to which we can connect a
linguistic description like “Very narrow”, “Narrow”, “Wide” and “Very Wide”. The
regions are defined as:
Very Narrow
= [-20,-10)
Narrow
= [-10,0)
Wide
= [0,10)
Very Wide
= [10,20]
If classical set theory is applied and True = 1 and False = 0, then a graphical
representation of the above set would be given in Figure 12.
48
Figure 12: Bivalent Sets to characterize the strand width error
1
0.9
Membership function
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
- 20
Ver y
- 10
Nar row
0
Wide
Nar r ow
10
Ver y
20
Wide
Categories of w idth error
The problem with classical set theory is the sudden sharp change from one “region” to
another. For example, if a slab is 9mm wide from aim it will be called “wide”, if it is
10mm wide from aim it will be called “Very Wide”. Intuitively one can see the problem
with applying classical set theory to real world problems. If one would apply fuzzy set
theory that allows a more continuous transition from one region to another, together with
allowing shared membership in different regions, one can apply for example triangular
membership functions and the slab width error domain can be covered by the
membership as illustrated by Figure 13.
49
Figure 13: Triangular membership functions illustrating fuzzy set theory
20
Ve ry Wide
15
10
Wide 5
0
Narro w -5
-1 0
Ve ry
Narrow -1 5
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
-2 0
Degree of membership
Triangular overlapping fuzzy sets
Width errror region
It can be seen that there is smooth transition between areas. Fuzzy set theory therefore
makes it possible to characterise certain “fuzzy” areas where the decision between true
and false is not so clear.
In general, a fuzzy system consists out of four components: Fuzzy rule base, fuzzy
inference engine, fuzzifier and defuzzifier[33] that will be discussed in detail.
2.5.4.1.1 Fuzzy rule base
A fuzzy rule base consists out of a set of fuzzy IF-THEN rules. It is the heart of the fuzzy
system because usually all the other components play a role to implement these rules. In
general these rules have the following form:
Ru(k) : IF x1 is A1l and ….and x n is Anl , THEN Y is B(k)
……………………… (9)
where Ail and B(k) are fuzzy sets in Ui R and V R, respectively and x = (x1…..xn)T
U and y V are the linguistic input and output. The rules from equation (9) are called
50
canonical fuzzy IF-THEN rules because they include many other parts of fuzzy rules and
special cases such as:
Partial Rules,
“Or Rules”,
Single Fuzzy Statements,
“Gradual Rules”, and
Non-Fuzzy rules (conventional production rules).
2.5.4.1.2 Fuzzy Inference Engine
In a fuzzy inference engine, fuzzy logic principles are applied to combine the fuzzy IFTHEN rules in the fuzzy rule base into a mapping from a fuzzy set A’ in U to a fuzzy set
B’ in V. There are basically two ways to infer 1) Composition-based inference and 2)
Individual-rule based inference. In compositional-based inference all the rules in the
fuzzy rule base are combined into one fuzzy relation in UV. This single relation is then
viewed as one IF-THEN rule. There are two ways to view the rules that will influence the
method of inference. The first view is to see the rules as individual conditional
statements. A reasonable operator to use in such a case would be union (see 2.2.3.3). The
second view is to see the rules as strongly-coupled conditional statements meaning that
all the conditions of all the rules must be satisfied in order for the whole set of rules to
have an impact. A reasonable operator for this view would be intersection (see 2.2.3.3).
There are other inference methods which will not be discussed in this text but all details
can be found in Wang[33] . Other inference methods are 1) Product Inference Engine, 2)
Minimum Inference Engine, 3) Lukasiewics Inference Engine, 4) Zadeh Inference
Engine, and 5) Dienes-Rescher Inference Engine.
51
2.5.4.1.3 Fuzzifiers
The fuzzifier is defined as the mapping from a real –valued point x* U to a fuzzy set A’
in U. One important criteria for a fuzzifier is that it should be able to suppress any noise
in the input values. Three typical fuzzifiers are the following:
2.5.4.1.3.1 Singleton Fuzzifier
The singleton fuzzifier maps a real-valued point x* U into a fuzzy singleton A’ in U
with membership function value 1 at x* and 0 at all other points.
A' ( x ) 1 if x = x* ……………………………………(10)
A ' ( x ) 0 otherwise
2.5.4.1.3.2 Gaussian Fuzzifier
The Gaussian fuzzifier maps x* U into fuzzy set A’ in U with the following
membership function:
A ' ( x) e
(
x1 x1 * 2
)
a1
...... e
(
*
xn x n 2
)
an
…………………….(11)
where ai are positive parameters and the t-norm is usually chosen as the algebraic
product.
2.5.4.1.3.3 Triangular Fuzzifier
The triangular fuzzifier maps x* U into fuzzy set A’ in U using the membership
function
x1x1*
b1
A ' ( x ) (1
x n x n *
) .... (1
)
bn
if x i x i bi , i 1,2,3...n …..(12)
*
else A' 0
with bi positive parameters and the t-norm chosen as the algebraic product.
52
2.5.4.1.4 DeFuzzifiers
The defuzzifier is defined as a mapping from fuzzy set B’ in V R (which is the output
of the inference engine) to a crisp point y*V. Conceptually the task of the defuzzifier is
to calculate a point in V that represents the fuzzy set B’. The concept is almost similar to
calculating the mean value of a series of random values. Because B’ was constructed
using some technique, a choice must be made how to best represent point y* in V. The
following criteria are recommended to choose the best scheme:
Plausibility – The point y* should represent B’ from an intuitive point of view.
Computational simplicity
Continuity – A small change in B’ should not result in a large change in y*.
The common defuzzification techniques are discussed next:
2.5.4.1.4.1 Centre of Gravity Defuzzifier
The centre of gravity defuzzifier specifies the y* as the centre of the area covered by
the membership function of B’, and is given as:
y ( y ) dy
y* V B '
………………………………….(13)
B ' ( y )dy
V
where
is the conventional integral. The advantage of the centre of gravity method
V
lies in the plausibility but the disadvantage is that it is computationally intensive.
2.5.4.1.4.2 Centre Average Defuzzifier
The fuzzy set B’ is the union or intersection of M fuzzy sets (due to the inference
technique) hence a good average will be the average weights of the different fuzzy
sets. The heights of the M sets can be taken as the weights of the M sets. Let y
l
be
the centre of the l’th fuzzy set and wl be its height, then the centre average defuzzfier
will be given by:
53
M
l
y wl
y* l 1M
…………………………………(14)
wl
l1
The centre average defuzzifier method is the most commonly used defuzzifier
because it is intuitively plausible and computationally simple.
2.5.4.1.4.3 Maximum Defuzzifier
Conceptually the maximum defuzzifier chooses the y* as the point in V at which
B’ (y) achieves its maximum value. This method is not highly regarded in literature
because the feeling is that the results may be contradictory to the intuition of
maximum membership. Another disadvantage is that small changes in B’ may result
in large changes in y*.
2.5.4.2 Membership functions
The generation of the applicable rules for the fuzzy controller usually depends on the
system to be modelled. The rules can be based purely on experience or the rules can be
generated with data mining processes from historical empirical data. It should also be
kept in mind that a rule can be a fundamental mathematical equation and all rules do not
have to be derived from empirical data. This freedom of rule generation is a big
advantage of fuzzy systems. The implementation of the rules is usually based upon
membership functions. A description of a membership function according to Kaehler[9] is
that it is a graphical representation of the magnitude of participation of each input. It
associates a weighting with each of the inputs, defines functional overlaps between inputs
and ultimately determines an output response. The rules are the input membership values
as weighting factors to determine their influence on the fuzzy output sets of the final
output conclusion. Once the functions are inferred, scaled, and combined, they are
defuzzified into a crisp output that drives the system. There are different membership
54
functions associated with each input and output response. Some features to note about
membership functions are:
Shape – can be triangular, bell, trapezoidal, havesine and even exponential. More
complex functions require more computing resources.
Height – usually normalised to 1
Width – Base of the function
Shouldering – Locks height at maximum if an outer function. Shouldered functions
evaluated as 1.0 past their centre.
Centre – Points in the middle of the membership function
Overlap – Overlapping of membership functions.
2.5.4.3 Fuzzy set Operations
As is the case with classical set theory, fuzzy set theory also have set operations. The
following summary was adapted from Anon3[3].
2.5.4.3.1 Union
The membership function of the union of two fuzzy sets A and B with membership
functions
a and b respectively
is defined as the maximum of the two individual
membership functions. This is called the maximum criterion denoted by
a b = Max( a, b)…….…………………
(15)
The union operation is fuzzy set theory is equivalent to the OR operator in Boolean
algebra.
55
2.5.4.3.2 Intersection
The membership function of the intersection of two fuzzy sets A and B with membership
functions
a and b
respectively is defined as the minimum of the two individual
membership functions. This is called the maximum criterion denoted by
a b = Minimum(a, b)…….…………………(16)
The union operation is fuzzy set theory is equivalent to the AND operator in Boolean
algebra.
2.5.4.3.3 Complement
The membership function of the Complement of a Fuzzy set A with membership
function
a is
defined as the negation of the specified membership function. This is
called the negation criterion denoted by
A 1 A ……………….…………….(17)
The Complement operation in fuzzy set theory is equivalent to the NOT Boolean
operator.
2.6 Summary of literature survey
The literature survey covered topics from data mining techniques and the theory behind
the cast width error and chemistry relationship on 12% chrome ferritic non-stabilised
stainless steel. The data mining techniques that were covered in detail included statistical
regression and general statistical graphical techniques, decision trees and fuzzy logic.
The cast width error to chemistry relationship was discussed by first looking at the
fundamental metallurgical principles to why such a relationship might be possible. The
reason for this relationship is mainly due to the fact that 12% chrome non-stabilised
56
ferritic stainless steel have a dual phase region between austenite and ferrite in the
temperature range 1250
C and 850
C. The hot strength of austenite and ferrite is
different with austenite having more hot strength than ferrite. The ratio between austenite
and ferrite is fluctuating as a function of the heat chemistry. The variation between heats
can lead to width error variation. The second issue with regards to the width error to
chemistry relationship that was discussed deals with the proposed mechanism of the cast
width error. Plant measurements and visual observation seemed to indicate that the width
error was a result of creep from the complete shell combined with bulging on the narrow
sides.
57
Chapter 3
Data preparation for modelling
This section deals with one of the most important factors of any data mining exercise,
gathering appropriate, relevant and accurate data to be used in the modelling process.
Unfortunately it can easily be the case of “garbage in, garbage out”. This chapter consists
out of four sections covering the themes of gathering the data, preparing the data for
modelling, clean-up of the data set and selection of significant variables.
3.1 Gathering the data
The data that was used for this project is “live” plant data. The plant databases are
updated continuously as new products are manufactured. Through experience over the
years, it has been attempted to capture as many of the critical process parameters as
possible. The data is usually stored on the databases for a period of three years. The data
relevant to this project are the specific chemistry analysis of a specific heat of steel and
the strand width of the heat. The chemistry of each heat is analysed by taking a sample
from the molten metal and then analysing it in the laboratory for chemical composition.
The chemical analysis of each heat is then entered onto the corporate database called
“P4”. The width of the strand is measured continuously by means of a lazer at the exit of
the casting machine. The measured value is stored once every second. The cast length is
32 meters from mould exit to where it is measured by the lazer. The strand temperature is
still at approximately 900°C when the lazer measures it and consequently a conversion
factor (shrinkage factor) is used to transform the hot width to a cold width measurement
for a specific steel grade (see Appendix D). The shrinkage factor is unique for the
different steel grades and was determined empirically by comparing the hot lazer
58
measurements of a slab to the cold measurements as taken in front of the reheat furnace
before hot rolling. The slabs are charged cold into the reheat furnace at Columbus
Stainless and the slab width is measured with a single probe in the middle of the slab.
The shrinkage factors were not determined as part of this project. Experience over the
years have indicated that the shrinkage factors are very accurate and converts the hot slab
width to cold width measurements very accurately. The cold width measurement that is
continuously measured by the lazer (converted from hot width) is then stored on the
steelplant database as an average value per slab (The strand that is continuously cast is
cut into sections of typically 12 meter lengths known as slabs). This average value of the
slab width as measured by the lazer is then taken as the width measurement of the slab.
Appendix G gives a typical relationship between the raw hot lazer data (actual
measured), cold lazer data (including shrinkage factor) and the value representing the
slab width for a single slab. Also included in Appendix G is the standard deviation for
the raw laser data for a specific slab, indicating that the standard deviation for the raw
laser measurements is very small in comparison to the standard deviation between the
different slabs. After the slabs have been cast, they are hot rolled. In order to be hot
rolled the slabs must first be reheated to typically above 1000°C. The slabs are measured
with a single probe when entering the reheat furnace. The slabs are typically below
200°C when measured by the probe and hence can be assumed to be the “cold” width of
the slab. This “cold” measurement of the slabs is also used to calibrate the conversion
factor used for converting the “hot” lazer width measurement to a “cold” width
measurement. The fact that two independent “cold” width measurements are available
per slab, makes it possible to check the validity and accuracy of each measurement
station. If both measurements are used, then measurement “drifts” and erroneous
readings can be identified. The data for this project was extracted from the databases
59
using Microsoft Access. The variables that were extracted from the databases included
the following: Slab width as measured by the lazer, slab width as measured in front of the
reheat furnace, absolute levels of Carbon, Nitrogen, Manganese, Nickel, Chrome, Silicon
and Titanium and then also the calculated parameters from the chemistry including the
AC1 temperature, Amax, CR95, Gmax and ferrite factor (see Appendix C for
descriptions). The chemistry parameters were chosen as those that is believed to have an
influence on the ferrite/austenite ratio as discussed in chapter 2.
3.2 Preparing the data for modelling
The data was split into two sets. A training set and a validation set. The same training and
validation sets were used to train/derive and compare the accuracy of the different
models. The training set that was used consisted out of the data for the 12 % chrome
ferritic non-stabilised material for the time period of 2002/12/28 to 2005/01/12. Every
record represents the chemistry composition of a heat. The average weight of a heat is
100 ton and therefore the training set represents approximately 24900 tons of steel with
249 combinations of unique chemistry (heats), with the resulting width error of each
chemistry. Every heat that is cast results in approximately five slabs of steel. Every slab
has a unique number that is used for tracking purposes in the plant. This means that all
the slabs from one heat have the same chemistry but have different processing parameters
at the continuous casting machine. Although the width measurement is done
continuously while the strand is cast, the width measurement is recorded per slab. The
only way to get an indication of the resulting width error of a certain chemistry
combination is to work with the individual slabs of the same heat. In this project the
width error associated with a certain heat composition was calculated by taking the
average of the width error of the slabs associated with the heat. The validation data set
60
that was used was taken from all the 12% chrome (non-stabilised) ferritic material cast
between 20/01/2005 and 21/04/2006 with the standard cooling practice (without
secondary cooling modification). This resulted in 126 unique chemistry combinations
and associated width error.
3.3 Data Clean-up
Accurate data that is a true reflection of plant conditions are absolutely critical and
necessary for a successful model to be developed. Due to the fact that “live” plant data
was used for this project, it was critical to filter inaccurate data out of the data set.
Inaccurate plant data can usually be attributed to inaccurate measurements in the plant or
data base anomalies like unpopulated fields. The accuracy of the lazer was checked by
comparing the lazer measurements with the probe measurements taken before the reheat
furnace. A common problem in the plant was dirty lazer lenses that resulted in inaccurate
readings from the lazer captured on the database. The average width error for each heat
as measured by the lazer were compared to the average width error as measured by the
probe, and the records where the difference was more than 10mm were discarded as
being untrustworthy measurements. Records where unpopulated fields were encountered
were deleted. The inter quartile range (IQR) method was used to identify outliers with the
intention of deleting them, but it was realized that these outliers were necessary to train
an accurate model because they define the extreme points. Due to operational issues it
happened sometimes that a heat with chemistry similar to the “outliers” must be cast, and
in these cases it was necessary that the model must be able to recognise and handle these
chemistries that will result in severe strand width deviations. After the two data sets were
“cleaned”, the training set consisted out of 249 records representing 249 unique
chemistries and their associated width errors. The validation set had 126 records.
61
3.4 Selection of significant variables
Due to the fact that the chemistry parameters were chosen as those that would have an
influence on the phase balance between austenite and ferrite (austenite and ferrite
stabilisers), it was necessary to find the parameters that indicate the strongest correlation
with the width error. The correlation coefficient was determined between each parameter
and the width error. The parameters with the strongest correlations were chosen as the
parameters that were used in the modelling process. A parameter that was significant
through plant experience was the sum of the Carbon and Nitrogen content. Table 2 gives
the results of the correlation coefficient between the parameters and the width error.
Table 2: Correlation Coefficients between parameters and width error.
Parameter
Carbon
Nitrogen
Chrome
Manganese
Nickel
Silicon
Titanium
AC1
Amax
CR95
Gmax
Ferrite factor
Carbon + Nitrogen
Correlation
Coefficient
-0.208
-0.334
-0.011
-0.102
-0.279
0.199
0.135
0.464
-0.394
0.433
-0.479
0.427
-0.362
The positive and negative signs for the correlation coefficient indicate if the strand width
tends negative or positive with an increase in the parameter. A reasonable cut-off was
chosen as 0.35 correlation coefficient. From Table 2 the correlation coefficients that
complied with this criteria are as follows in descending order:
62
Gmax
AC1
CR95
Ferrite factor
Amax
Carbon + Nitrogen
These parameters were therefore chosen as input parameters for the modelling processes.
They are also the same parameters that are used in the model that is currently running
live in the plant.
3.5 Visual representation of data
The graphs in this section were adapted from De Beer[7]. The graphs gave a visual
representation of the relationship of the different parameters versus the strand width
error. It can visually be seen from Figures 14 to 19 that there is a relationship between
the parameters and the strand width error of 12% chrome non-stabilised ferritic stainless
steel.
Figure 14 indicates that higher AC1 values lead to a greater positive width error. The
AC1 temperature influences the width error due to its relationship with the ferrite start
temperature as calculated by the MEDUSA model[30] . The higher the ferrite start
temperature, the higher the AC1 temperature. A high AC1 temperature therefore means
that ferrite will form early in the continuous casting process increasing the soft ferrite
fraction of the shell and thus increasing the probability of shell deformation.
63
Figure 14: Relationship of AC1 temperature to strand width error.
AC1 temperature versus Width Error
Moving Average
30.00
20.00
836
833
831
830
829
828
828
827
826
825
824
823
823
822
821
820
819
819
817
815
810
0.00
789
Width Error
10.00
-10.00
AC1 Te m pe ra ture (Deg Celcius)
-20.00
-30.00
From Figure 15 it can be seen that the higher the Amax percentage, the narrower the
width error tends to be. This can be explained by the fact that the higher the Amax value
is, the more austenite will be present in the shell that will strengthen it, hindering creep
and bulging.
Figure 15: Relationship of Amax to strand width error.
Amax versus Width Error
Moving Average
30.00
20.00
-10.00
Am ax (%)
-20.00
-30.00
64
93. 5
90. 9
88. 2
86. 7
85. 5
84. 5
84. 0
83. 5
82. 9
81. 9
81. 5
80. 9
80. 5
79. 9
79. 2
78. 6
78. 0
76. 9
75. 4
73. 7
0.00
60. 8
Width Error
10.00
Figure 16 gives the relationship between the width error and the CR95 value. It is evident
that a higher CR95 value favours a larger positive width error. This relationship is
explained in terms of transformation rate of austenite to ferrite during solidification. A
heat with a high CR95 value will transform the austenite present at 1000°C faster to
ferrite, than a heat with a lower CR95 value. If the transformation rate from austenite to
ferrite is high (under constant cooling) then the austenite fraction of the structure will
decrease (transform to ferrite) quickly and relatively high up in the casting machine bow.
This will leave room for a weaker shell that might be prone to deformation. The opposite
is true for a slow transformation of austenite to ferrite that will tend to result in a stronger
shell for a longer period.
Figure 16: Relationship of CR95 to strand width error.
CR95 versus Width Error
Moving Average
30.00
20.00
-10.00
10.5
8.7
7.3
6.3
5.8
5.3
4.8
4.5
4.2
4.0
3.7
3.5
3.2
3.0
2.6
2.5
2.3
2.1
1.9
1.4
0.9
0.00
0.1
Width E rror
10.00
CR95
-20.00
-30.00
The Gamma max trend versus the strand width error is depicted in Figure 17. As
expected it followed the same trend as the Amax. The higher the Gamma max is, the
more difficult it would be for the shell to deform due to the higher austenite fraction.
65
Figure 17: Relationship of Gamma max to strand width error.
Gamma max versus Width Error
Moving Average
30.00
20.00
79. 6
78. 1
77. 3
76. 2
75. 7
75. 4
75. 0
74. 2
74. 0
73. 6
73. 3
73. 0
72. 7
72. 4
72. 1
71. 8
71. 3
70. 9
70. 4
69. 8
68. 9
0.00
61. 0
Wid th E rr or
10.00
-10.00
Gamma max (%)
-20.00
-30.00
Figure 18 indicates that the higher the ferrite factor is, the wider from aim the strand
width tends to be. If the ferrite volume fraction is high, the shell will tend to be softer and
therefore tend to deform more easily. Figure B1 in Appendix B indicates the relationship
between the ferrite factor and the measured austenite start temperature Ar5 for a 12%
chrome non-stabilised ferritic stainless steel. It can be seen that the transformation to
austenite starts at earlier times and the transformation temperature is increased for a
chemistry with a low calculated ferrite factor. Earlier transformation and transformation
at higher temperatures for heats with a low ferrite factor, versus heats with a high ferrite
factor mean that the shell will be stronger for heats with a low ferrite factor versus heats
with a high ferrite factor.
66
Figure 18: Relationship of ferrite factor to strand width error.
Ferrite Factor versus Width Error
Moving Average
30.00
20.00
12. 1
11. 9
11. 8
11. 8
11. 7
11. 6
11. 6
11. 5
11. 5
11. 4
11. 4
11. 4
11. 3
11. 3
11. 2
11. 2
11. 1
11. 0
10. 9
10. 7
8. 7
0.00
10. 3
Wi dth E r ror
10.00
-10.00
Ferrite Factor
-20.00
-30.00
Figure 19 indicates that the width deviation from the aimed width tends to decrease (from
being wide) with an increase in the parameter C + N. This is due to the fact that both
carbon and nitrogen are austenite stabilisers and therefore an increase in these parameters
will change the ferrite to austenite ratio in the shell, favouring austenite, and this will
result in a stronger shell.
67
Figure 19: Relationship of Carbon and Nitrogen to strand width error.
C+N versus Width Error
Moving Average
30.00
20.00
0.048
0.044
0.043
0.041
0.039
0.038
0.037
0.037
0.035
0.035
0.034
0.033
0.032
0.031
0.030
0.030
0.029
0.028
0.028
0.026
-10.00
0.025
0.00
0.022
Wid th Er ro r
10.00
C+N
-20.00
-30.00
The different modelling techniques will first be applied to the training set to derive
applicable models. The quality of the derived models in terms of accuracy on the training
data set will be discussed. Comparison of the different models will be done in chapter 4
when applied to the validation set of data.
3.6 Model evaluation criteria
The acceptable width criteria is defined as a width error (actual cold slab width – aim
cold cast width) of between 0mm and 15mm. Width errors of <0mm means negative
values and the slab is narrower than aim. Width errors >15mm represent slabs that are
considered to be excessively wide. Narrow and excessively wide slabs cause production
problems during subsequent processes. The results are grouped into three groups with
group one representing the narrow slabs, group two representing the acceptable slabs and
group three representing the excessively wide slabs. The performance of the models in
68
terms of accuracy will be determined on its ability to predict the width error within one
of the defined groups. The measure of accuracy will be the percentage of heats correctly
predicted for each group. An example illustration is if it is assumed that a population
consists out of 100 records with 20 records having width errors less than zero (group 1),
50 records having width errors between 0 and 15mm (group 2) and 30 records having
width errors more than 15mm (Group 3). When a model is derived and predictions are
made, then for each of the 100 records there will be an actual value and a predicted value.
If both the actual and predicted value falls within the same group, then the model
predicted accurately. If, for example the records in group 1 is considered, then there are
20 records each with its own actual value and predicted value. Let’s assume 15 records of
the 20 records have both actual and predicted values inside group 1, then the model is
evaluated as being 75% correct in group 1.
3.7 Modelling using statistical regression
Figure 20 gives the distribution of the parameter values using histograms. This summary
gives a high level overview of the training set that will be used to derive the different
models. This statistical technique falls into the category of non-computationally
expensive statistical methods. No predictive model can be derived using the histograms
and is only useful to give a better higher level understanding of the data under review.
69
Figure 20: Histograms of parameter values of the training data set.
Histogram representing Amax values in training set
70
60
60
50
50
Frequency
40
30
20
40
30
20
10
10
9 6.4
9 3.8
9 1.3
8 8.7
8 6.2
8 3.7
8 1.1
76
AC1
7 8.6
71
7 3.5
6 8.4
6 0.8
8 48
8 44
8 39
8 35
8 31
8 27
8 23
8 18
8 14
8 10
8 06
8 02
7 97
7 93
7 89
6 5.9
0
0
6 3.3
Frequency
Histogram representing AC1 values in training set
Amax
Histogram representing CR95 values in training set
Histogram representing Gamma max values in
training set
60
40
Fr eque ncy
30
20
10
6
1
62
.8
2
64
.6
4
66
.4
6
68
.2
8
7
0.
1
7
1.
92
7
3.
74
7
5.
56
7
7.
38
79
.2
8
1.
02
8
2.
84
84
.6
6
86
.4
8
16.3
15.2
14
12.9
11.7
10.5
9.38
CR95
Gamma max
Histogram representing C+N values in training set
Ferrite Factor
0.04 9
0.04 7
0.04 5
0.04 3
0.04 1
0.03 9
0.03 7
0.03 2
0.03 0
0.02 8
0.02 6
0.02 4
45
40
35
30
25
20
15
10
5
0
0.02 2
12 .3
12 .1
11 .8
11 .5
11 .3
11
10 .8
10 .5
10 .2
9.98
9.72
9.47
9.21
8.95
Frequenc y
80
70
60
50
40
30
20
10
0
8.69
Fre quenc y
Histogram representing Ferrite Factor values in
training set
0.03 5
8.22
7.06
5.9
4.74
3.58
2.42
0.1
1.26
0
80
70
60
50
40
30
20
10
0
0.03 4
Frequenc y
50
C+N
It can be seen from Figure 20 that the Amax, Gamma max and AC1 indicate normal
distributions. Both CR95 and ferrite factor indicate a portion that is normal distributed
but both graphs indicate a long tail to one side. It seems as if the outlier chemistries
influence the ferrite factor and CR95 values more than it did the other parameters.
Response Surface Methodology (RSM) is a tool for understanding the quantitative
relationship between multiple input variables and one output variable. A quadratic
response surface was used to model the width error using the mentioned input
parameters. The statistical toolbox in Matlab was used to derive the RSM models. The
70
general equation describing the quadratic response surface of an input vector x and
response vector y has the form:
y 0 1 x1 2 x 2 ..... .n xn ...............................................(linear)
12 x1 x 2
......... 1 n x1 xn ..... ( n 1 ) n x( n 1) x n ......(Interactio n) ………..(22)
13 x1 x 3
11 x12 22 x 22 33 x 32 ........ nn x n2 ...................................(Quadratic )
The “rstool” in Matlab was used to derive the quadratic response surfaces used in this
section. The “rstool” has the functionality of deriving separate response surface models
including the linear section alone, linear and quadratic alone and linear and interaction
terms separately and a response surface including the linear, interaction and quadratic
terms. In total, four response surface models were developed, one model representing
each of the before mentioned models.
Equation 23 represents the derived linear equation.
WidthError 0.374 AC1 0. 182 A max0.664 CR95 0. 561G max1.683 FerriteFactor ….(23)
431. 486 (C N ) 249.854
Figure 21 indicates the training set together with the predicted values using equation 23.
71
Figure 21: Training data set with predicted values using linear statistical regression
model
Training data set with predicted values.
40.00
30.00
20.00
10.00
Actual
241
226
211
196
181
166
151
136
121
-10.00
106
91
76
61
46
31
16
1
0.00
Predicted
-20.00
-30.00
-40.00
The derived equation representing the linear and interaction terms combination is given
in Appendix E. Figure 22 indicates the relationship of the predicted values versus the
actual values.
Figure 22: Linear and interactive term surface versus actual values
Linear and interactive surface as fitted to the training set
40.00
30.00
-10.00
-20.00
-30.00
-40.00
72
241
226
196
211
166
181
151
121
136
106
91
76
61
46
0.00
31
10.00
1
16
Width Error
20.00
Actual
Linear + Interaction
The derived equation representing the linear and Quadratic terms combination is given in
Appendix E. Figure 23 indicates the relationship of the predicted values versus the actual
values.
Figure 23: Linear and quadratic term surface versus actual values
Linear and Quadratic surface as fitted to the training set
40.00
30.00
Width Error
20.00
10.00
Linear + Quadratic
241
226
196
211
151
166
181
121
136
-10.00
106
61
76
91
31
46
Actual
1
16
0.00
-20.00
-30.00
-40.00
The derived equation representing the complete quadratic response surface is given in
Appendix E. Figure 24 indicates the relationship of the predicted values versus the actual
values.
Figure 24: Full quadratic response surface versus actual values
Full Quadratic surface as fitted to the training set
40.00
30.00
10.00
-20.00
-30.00
-40.00
73
241
226
211
196
181
166
151
136
121
91
76
61
46
31
106
-10.00
Actual
1
0.00
16
Width Error
20.00
Full Quadratic
Table 3: Results across the width error range from the different response surfaces.
Linear +
Width error
# of
Linear
Interaction %
Group
range
Records % Correct
Correct
1
< 0 mm
79
30%
30%
2
0 - 15mm
65
75%
72%
3
>15mm
105
59%
59%
249
54%
53%
Linear +
Quadratic %
Correct
26%
74%
63%
54%
Full Quadratic
response
surface
30%
71%
57%
52%
Table 3 indicates that the response surface models has given results that are very close to
each other. The overall accuracy ranges from 54% to 52% correct, which indicates no
significant difference between the different models. All the models indicated the best
results in group 2. The only model that gave different results from the others in group 1
and group 2 is the linear and quadratic combination model.
3.8 Modelling using a Regression Decision Tree
In the preceding section, regression was applied to fit a response surface to the training
data set. In this section a regression decision tree will be derived from the training data
set. The statistics toolbox found in Matlab ® was used to derive the regression decision
tree. The un-pruned version of the decision tree is displayed in Figure 25 (Quality as
obtained from Matlab®).
74
Figure 25: Un-pruned version of regression tree
The un-pruned tree consists of 41 levels. Pruning can be done to the basic tree to
optimise the structure. With a tree like this one, having many branches, there is a danger
that it fits the current data set well, but would not do a good job at predicting new values.
Some of its lower branches might be strongly affected by outliers and other artefacts of
the current data set. If possible, one would prefer to find a simpler tree that avoids this
problem of overfitting. The following procedure can be followed to optimise a tree size
by using cross validation.
First, compute a resubstitution estimate of the error variance for this tree and a sequence
of simpler trees and plot it as the lower (blue) line in Figure 26. This estimate probably
underestimates the true error variance. Then compute a cross-validation estimate of the
same quantity and plot it as the upper (red) line (Figure 26). The cross-validation
procedure also provides an estimate of the pruning level, “best”, needed to achieve the
best tree size (Matlab®).
75
The matlab code that was used is as follows:
[c,s,ntn] = treetest(t,'resub');
[c2,s2,n2,best] = treetest(t,'cross',x,y);
plot(ntn,c,'b-', n2,c2,'r-', n2(best+1),c2(best+1),'mo');
xlabel('Number of terminal nodes');
ylabel('Residual variance');
legend('Resubstitution error','Cross-validation error','Estimated best
tree size');
best
t0 = treeprune(t,'level',best);
Figure 27 indicates the pruned decision tree as per above Matlab® procedure. The pruned
model consists out of four levels.
Figure 26: Resubstitution and Cross-validation error to estimate best tree size
76
Figure 27: Pruned version of decision tree
The best pruning level was determined as level 37 of the original 41 of the un-pruned
tree. A comparison of the actual width error and the predicted width error using the
pruned decision tree is given in Figure 28:
Figure 28: Actual width error and predicted width error using pruned decision tree
Training data set and predicted values as per
regression decision tree
40
Width Error (mm)
30
20
10
Actual
0
-10
1
23 45 67 89 111 133 155 177 199 221 243
Predict
-20
-30
-40
The correlation coefficient between the actual width error and the predicted width error is
0.91, which is very good.
77
Table 4: Results across the width error range from the decision tree as applied to the
training data set.
Group
1
2
3
Width
error
# of
range Records % Correct
< 0 mm
79
81%
0 - 15mm
65
71%
>15mm
105
80%
249
78%
The overall accuracy of 78% is acceptable. The decision tree tends to be more accurate
on the extremes of the width error ranges on the narrow and wide side.
3.9 Modelling using fuzzy logic
The problem of modelling the cast strand width error suits the principles of fuzzy logic
very well. Two approaches to the fuzzy logic methodology will be taken in this study.
The first approach is to use triangular membership functions as the fuzzy logic model
basis, while the second methodology is based on polynomial membership functions.
3.9.1 Fuzzy logic model based on triangular membership functions
The aim is to categorise the input parameters into one of three pre-defined groups. The
groups are defined in terms of the width error. Group one is defined as heats with
negative width error (i.e. narrow from aim), group two is defined as those having
acceptable width error and group three is defined as those heats with large positive
expected width errors (i.e. wide from aim). In terms of the actual plant implementation,
the groups will be used to select an appropriate secondary cooling pattern. The fuzzy
78
logic membership functions were defined as straight lines using equations of
type:
y mx c …………………………….………(23)
Each parameter was viewed separately and divided into the three groups according to the
width error. The 0.25, 0.5 and 0.75 quartiles were determined for each subgroup in each
parameter. The 0.5 quartile for each subgroup was chosen to have a membership of one
and then the 0.25 and 0.75 quartiles were chosen as having zero membership to the
specific subgroup.
Figure 29: Typical membership allocation using triangular membership functions
Typical membership allocation using the
triangular membership functions
Degree of membership
1
0.8
0.5 Quartile
0.6
0.4
0.25 and 0.75
Quartile
0.2
0
Parameter
If the membership functions are combined then the result is a distribution with triangular
sets. Figure 30 indicates the combined membership functions as applied across a typical
parameter range.
79
Figure 30: Typical membership functions as defined across a parameter range
Membership functions defining Group 1 to Group
3 for a typical input parameter
Degree of membership
1
0.8
0.6
0.4
Group 1
Group 2
Group 3
0.2
0
Parameter
For certain parameters, group one and group three were swopped due to the fact that
some parameters (Amax, Gmax and C+N) are inversely proportional to the width error
and others are proportional to the width error.
The membership functions were determined using the training data set. Each parameter
was used separately to determine the membership equations across the parameter range.
Each value of each parameter was then fuzzified using the specific membership
functions. The de-fuzzification was done using a centre-average approach. Each
parameter gave an individual prediction of the width group the heat belongs to between
the three predefined width groups. The average of the six predictions were then used to
determine the final prediction of the width group. Figure 31 indicates the individual
membership functions as determined by the process described above.
80
Figure 31: Triangular membership functions of the six input parameters to the fuzzy
logic model
Membership functions detemined for
parameter AC1
Membership functions determined for
parameter CR95
1
Degree of
m ember ship
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
1
0.8
0.6
0.4
0.2
0
0.1 0.9 1.7 2.5 3.3 4.1 4.9 5.7 6.5 7.3 8.1
83 4
83 2
83 0
82 8
82 6
CR95
Ac1 Temp (Celcius)
Mem bership functions as determ ined
for param eter Ferrite Factor
Membership functions determined for
parameter Amax
1.00
Degree o f
membersh ip
De gre e of Me mbe rship
0.90
0.80
0.70
0.60
0.50
0.40
0.30
0.20
10
.4
10
.6
10
.8
0.10
8 9. 1
8 8. 4
87
8 7. 7
8 6. 3
8 5. 6
8 4. 9
8 4. 2
8 3. 5
8 2. 8
8 2. 1
8 1. 4
8 0. 7
80
7 9. 3
7 8. 6
7 7. 9
7 7. 2
0.00
7 6. 5
1
0.8
0.6
0.4
0.2
0
Ferrite Factor
Amax (%)
Mem bership functions as determ ined
for the param eter (Carbon + Nitrogen)
Membership functions as determined for
parameter Gamma Max
1
Degree o f
membersh ip
0.8
0.6
0.4
1
0.8
0.6
0.4
0.2
0
0.2
0.
02
7
0.
02
8
0.
02
9
0. 0
31
0.
03
2
0. 0
33
0.
03
4
0.
03
6
0.
03
7
0. 0
38
Degree of me mber ship
12
82 4
82 2
82 0
81 8
81 6
81 4
81 2
81 0
0
11
11
.2
11
.4
11
.6
11
.8
Degre e of me mbe rship
0.9
0
69
70
71
72
73
74
75
76
77
78
Carbon + Nitrogen
Gamma Max
Table 5 indicates the results obtained using the training data set as input to the fuzzy
logic model.
81
Table 5: Results across the width error range from the fuzzy logic model as applied to the
training data set.
Group
1
2
3
Width
error
# of
range Records % Correct
< 0 mm
79
56%
0 - 15mm
65
40%
>15mm
105
74%
249
59%
Table 5 indicates that the fuzzy logic model is the most accurate in the width group
representing the material that is considered to be very wide from aim. The fuzzy logic
model is the least accurate in the width group considered to have acceptable width error
values. The implication of such inaccuracy is that material that has acceptable width error
will be changed to fall into another width error group causing more deviation in the width
error deviations. The overall accuracy of 59% on the training set is not considered to be
very good.
3.9.2 Fuzzy logic model based on Polynomial membership functions
The basis of this model is to use a polynomial for each parameter to predict a width error
separately. The final width error is then taken as the average of the predictions resulting
from the six polynomials derived from the six input parameters. The optimum order of
polynomial was found for each parameter by deriving six polynomials for each parameter
ranging from pure linear to a polynomial of the 6th order. The optimum degree of
polynomial was chosen as the one with the best correlation to the actual width error. The
six input parameters as well as the width error values were standardised to have values
between 0 and 1. All polynomials were derived and correlations checked using Matlab.
The code for this purpose can be found in Appendix F. Table 6 indicates the correlation
82
results. The values in bold represent the optimum degree of polynomial for the specific
parameter.
Table 6: Correlation coefficients for the different degree of polynomials and input
parameters
Degree of Polynomial
Parameter
1
2
3
4
5
6
AC1
0.5667
0.5861
0.6179
0.6180
0.6250
0.6250
Amax
0.5080
0.5353
0.5573
0.5575
0.5581
0.5581
CR95
0.5191
0.5556
0.5600
0.5640
0.5696
0.5696
Gmax
0.5732
0.5755
0.6012
0.6016
0.6036
0.6068
Ferrite
factor
0.5323
0.5429
0.5493
0.5651
0.5669
0.5721
C+N
0.4541
0.4728
0.4730
0.5016
0.5189
0.5200
The individual optimum correlations are not necessarily taken as the maximum, but are
chosen where the change in correlation seems to have stabilised. For the input parameters
AC1, Amax and CR95 a third order polynomial is chosen as optimum, for the ferrite
factor a second order polynomial is chosen and for the sum of carbon and nitrogen a fifth
order polynomial is chosen.
The polynomial for each parameter was derived and is given in Appendix F. Figure 32
gives a comparison between the predicted values from the six polynomials and the actual
width error.
83
Figure 32: Predicted versus actual values as obtained from the polynomials
Standardised width error
Predicted versus actual values as obtained with the
six polynomials
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Actual
AC1
Amax
CR95
Gmax
Ferrite Factor
C+N
1
20
39 58 77 96 115 134 153 172 191 210 229 248
It can be seen from Figure 32 that all the polynomials tend to be less accurate on the
extremities. The result of the average of the six predictions is given in Figure 33.
Figure 33: Average of the Predicted values from the six polynomials versus the actual
width error
Standardised width error
Average of the six polynomials versus the actual
width error
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Actual
Average of six
polynomials
1
20 39 58 77 96 115 134 153 172 191 210 229 248
84
It is clear from Figure 33 that the polynomials are not accurate on the extremities of the
width error range. The trend of the predictions seems to be correct but the slope does not
match the actual value.
Table 7: Accuracy across the width range as obtained with the average of the
polynomials
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
# of
Records
79
65
105
% Correct
25%
80%
49%
249
49%
The accuracy obtained (49 %) is not very good. The other negative factor about this
method is that it is not accurate on the extremities where a high accuracy is needed in
order to identify problematic heats before they are cast.
3.10 Summary of the results of the derived models
Prediction models were developed in the preceding sections to describe the relationship
between the six input parameters and the resulting width error. Three approaches were
used which included a statistical regression approach using response surface
methodology, decision tree models (pruned and un-pruned) and models based on fuzzy
logic (two approaches). Table 8 gives a summary of the results obtained with the
different models as applied to the training set. Only the best results per modelling
approach is given.
85
Table 8: Summary table of the results obtained with the different models as applied to the
training set..
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
Statistical
Decision
tree
Fuzzy logic
# of Records
% Correct
% Correct
% Correct
79
65
105
30
75
59
81
71
80
56
40
74
249
54
78
59
It can be seen from Table 8 that the decision tree model resulted in the most accurate
model as trained on the training data set.
86
Chapter 4
Evaluation of the derived models on a Validation data set.
In the previous sections three different predictive models were derived using the training
data set. The models consist of statistical regression, decision tree model and models
based on fuzzy logic. On the training data set the decision tree model was the most
accurate, or in other words the best fit on the training data set was obtained with the
decision tree model. In this section the derived models are applied to the validation set.
The validation set consists out of data that are independent from the training set and
therefore represents typical “live” data that the model would encounter during operating
conditions in the plant. The validation set consists out of 126 unique heat chemistries and
their associated strand width error.
4.1 Application of the derived statistical model on the validation data set
The statistical regression model (equation 22) was applied on the validation data set
using Microsoft Excel. The results obtained are given in Figure 34.
Figure 34: Linear Response surface model applied to the validation data set
Linear response surface predictions versus actual
width error
60
Width Error (mm)
50
40
30
20
Actual
10
Predicted
0
-10 1
12 23 34 45 56 67 78 89 100 111 122
-20
-30
87
Visually it can be seen that the fit is not very good. The calculated correlation coefficient
is only 0.21. If the three width error groups are considered then Table 9 indicates that the
model is most accurate in the width error group 0 – 15mm. The two groups on the
extremes of the populations have very low accurate predictions. It is also clear from
Figure 34 that the predicted values are predominantly found between 0 and 20mm. This
also explains the very good accuracy obtained in the 0 – 15mm band. Basically all the
predictions are in this interval and therefore the chance of the prediction being accurtate
is very good. The high accuracy rate is however not believed to be due to the accuracy of
the model but rather due to the fact that all predictions are in this interval anyway.
The more advanced response surface models were also applied to the validation data set.
Figure 35 represents the predictions obtained with the different response surfaces versus
the actual width error.
Figure 35: Response surface models applied to the validation data set
Predicted values as per different response surfaces
versus actual width error
50
Width Error (mm)
40
Actual
30
20
Full Quadratic
Response Surface
Linear + Quadratic
10
0
-10 1
13 25 37 49 61 73 85 97 109 121
-20
-30
88
Linear + Interaction
It can be seen from Figure 35 that the response surfaces do not pick up the trend of the
actual data. The response surfaces are not accurate in the extremities of the width error
range. This is unacceptable for a potential on-line prediction model where it is critical
that the model be accurate on the extremities of the width error range. Table 9 gives a
summary of the accuracy across the width range, as achieved with the more advanced
response surface models.
Table 9: Summary of the accuracy obtained with the surface response models as
applied to the validation data set.
# of
Records
38
76
12
%
Correct
3%
87%
42%
Full
Quadratic
%
Correct
8%
88%
0%
126
57%
55%
Linear
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
Linear +
Quadratic
%
Correct
3%
92%
0%
Linear +
Interaction
56%
57%
% Correct
8%
91%
0%
From Table 9 it can be seen that all the models are accurate in the width error range
represented by group 2, but all the models perform very poorly in the width error ranges
represented by group 1 and group 3. From Figure 38 it is clear that the predictions tend to
be in the range of group 2, and hence, a high accuracy is obtained in group 2. The
accuracy is therefore not thought to be due to the models being accurate in that range, but
rather due to the fact that most of the predictions fall in that range.
4.2
Application of the derived decision tree model on the validation data set
The decision tree model derived from the training data set, was applied to the validation
set in two formats: Pruned and un-pruned to determine the best model between the two
89
versions. Figure 36 and 37 depict the results obtained with the two decision tree models
as applied to the validation set.
Figure 36: Decision tree model results as applied to the validation data set.
Un-Pruned Decision tree predictions as applied
to the Validation data set
40
Width Error
30
20
10
Actual
0
Predict
-10
1
12
23
34
45
56
67
78
89 100 111 122
-20
-30
Figure 37: Pruned decision tree model results as applied to the validation data set.
Pruned decision tree as applied to the Validation
data set
40
30
Width Error
20
10
Actual
Predict
0
-10
1
12 23
34 45
56 67 78
89 100 111 122
-20
-30
The accuracy in terms of the three groups is given below in Tables 10 and 11.
90
Table 10: Accuracy obtained per width error group with the decision tree model.
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
# of
Records
38
76
12
%
Correct
36%
47%
66%
126
46%
Table 11: Accuracy obtained per width error group with the pruned decision tree model.
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
# of
Records
38
76
12
%
Correct
7%
59%
50%
126
42%
From Tables 10 and 11 it can be seen that both decision trees result in an overall
accuracy rate of less than 50 % which is not very good. The un-pruned decision tree has
more balanced results between the three width groups. The most accurate results were
obtained in group 3 with the large decision tree and the pruned decision tree resulted in
the most accurate results in group 2. The good results obtained in group 2, are a result of
the fact that most of the predictions of the pruned decision tree fall within the range of
group 2 and the accuracy of the results are not a reflection of the true accuracy in group
2.
4.3
Application of the derived fuzzy logic models on the validation data set
The fuzzy logic model that is based on triangular membership functions was applied to
the validation data set. The accuracy obtained per width error group is given in Table 12.
91
Table 12: Accuracy obtained per width error group with the fuzzy logic model based on
triangular membership functions .
Group
1
2
3
Width error range
< 0 mm
0 - 15mm
>15mm
# of
Records
38
76
12
%
Correct
32%
57%
50%
126
48%
The overall accuracy of 48% is not very good. The best results were obtained in group 2
with an accuracy rate of 57%.
The second model based on fuzzy logic was derived using polynomials as prediction
functions for the individual parameters. Figure 38 indicates the relationship between the
predicted values and the actual width error values.
Figure 38: Predicted values from the fuzzy logic based model using polynomials
versus standardised actual width error values
Fuzzy logic model based on polynomials applied to the
validation data set
Standardised width error
1
0.9
0.8
0.7
0.6
0.5
Actual
Predicted
0.4
0.3
0.2
0.1
0
1
11 21 31 41 51 61 71 81 91 101 111 121
92
The predictions from the fuzzy logic model fail to pick up the trend from the actual data.
It is thus clear, that the model seems to predict between 0.2 and 0.6 across the width error
range. This “flat” prediction might be due to the average taken from the six predictions.
The accuracy across the width range is given Table 13.
Table 13: Accuracy across the width error range as obtained with the fuzzy logic model
based on polynomials and applied to the validation data set.
Group
1
2
3
Width error
range
< 0 mm
0 - 15mm
>15mm
# of
Records
38
76
12
%
Correct
52%
67%
16%
126
58%
The overall accuracy of 58% on the validation data set is reasonable, considering the
results obtained with the other models. One positive about this model, is that it seems to
be fairly accurate in group 1 and group 2 but unfortunately not in group 3.
4.4
Application of the model currently in use by the plant to the validation data
set
The model currently used in the plant uses a slightly different philosophy to the models
developed previously. The model is purely based on a set of rules derived empirically
from a similar training set, used for the derivation of the models in the previous
sections[7] . The model philosophy is to only target the heats that fall in the width error
groups 1 and 3. If a heat is predicted to be within group 1, then the secondary cooling is
adjusted to provide more creep during the secondary cooling stage in the continuous
casting machine. This results in the strand being slightly wider and should fall typically
into width group 2. The same principle applies to heats that are predicted to fall into
93
group 3. The secondary cooling intensity is increased and that results in the strand ending
up slightly narrower, which should be sufficient seeing that the heat then falls within
group 2. This philosophy results in a narrower width distribution of the material[7]. The
model structure is such that the chemistry is tested against the set of rules, should one of
the rules become active, then the secondary cooling would be adjusted. Should none of
the rules become active no action will be taken by the model and it would be termed a
“no decision”. The model therefore, does not have the capability to predict material to
fall within group 2. However, to measure the accuracy obtained in group 2, the correct
decision by the model would be not to change the cooling pattern. The accuracy of the
model therefore in group 2 will be measured in terms of the percentage “no decisions”.
Table 14 gives the results of the current model as applied to the validation set.
Table 14: Results of the current model as applied to the validation set.
Group
1
2
3
Width error
range
< 0 mm
0-15mm
>15mm
# of
Records
38
76
12
126
%
Correct
88%
67%
71%
73%
% No Decision
58%
N/A
42%
54%
The percentage of “no decision” is relatively high at 54 %, and this material should be
viewed as lost opportunities where a change could have been implemented, to improve
the width error. The 54% also indicates that the model can be improved to be able to
recognise more problematic material. Table 14 also indicates that where decisions were
made in the model, it was 73% correct. This result is considered to be excellent if it is
compared to the other models derived and tested in the previous sections.
94
4.5
Summary of results obtained by applying the models to the validation data.
In the preceding sections the three derived models and the current model that is used in
the plant were applied to the same validation data set. This gives a good indication of the
relative accuracy obtained with the different data mining techniques on this specific
problem. The aim is to select the most appropriate model for this specific application of
predicting the width error of a heat before it is cast by purely taking the chemistry into
account. The results obtained with the statistical regression, decision tree and fuzzy logic
models were very disappointing. The only model with a success rate of more than 50%
accurate, is the statistical regression model with a 57% success rate. This relatively high
success rate is mainly due to the fact that most of the predictions were in the range of
0mm to 15mm and therefore many predictions that were correct, were purely by chance,
because the largest width error population is group two, representing the 0 mm to 15mm
range. The current model is a rule-based model drawn up empirically from historical
plant data. The expectation was that the more advanced data mining techniques would
outperform the current rule-based model. This assumption was tested with the validation
data set and the current rule-based model surprisingly outperformed the more advanced
techniques comfortably. The current model achieved an accuracy of 73% which is
excellent compared to the results of the other data mining techniques. The model that is
currently used in the plant is therefore the best suited for this specific application. Table
15 gives a comparison of the four models under consideration in terms of their accuracy
on the validation data set. Only the best results obtained per model type is given.
95
Table 15: Combined results of the different models as achieved on the validation data
set.
Model
Statistical regression
Decision Tree
Fuzzy logic
Current model
Total Accuracy
57%
46%
58%
73%
From Table 15 it is clear that the current model is outperforming the other models by far.
The combined result of 73% accurate is very good, considering the complexity of trying
to predict the strand width error for a specific heat from the chemistry of the specific
heat. Due to the fact that the model only made decisions on 48% of the heats that fell
into group one and group three, it does not mean that >70% of all the problem heats can
be picked up by the current model. Currently, the results only indicate that at least a large
portion of the problem material can be picked up accurately and adjustments can be made
to rectify the situation. What the results mean for the plant is a narrower width
distribution which means better strand width control for 12% Chrome, non stabilised
ferrritic stainless steel.
96
Chapter 5: Plant results of the model best suited for this
application
5.1 Introduction
In the preceding chapters three different models were derived, having used the same
training data set. The different models represented different data mining techniques and
included statistical regression, decision trees and fuzzy logic. The derived models were
all applied to the same validation data set and compared to the performance of the model
currently in use also tested on the validation set. The results were then compared and it
was found that the model that is currently used in the plant was far more superior in
terms of prediction accuracy than the models from the other data mining techniques. This
section details the implementation of the model in the plant, together with the results
achieved with the model while using it as prediction tool in the production environment.
5.2 Implementation of the model in the production environment
The model was implemented in the production environment in November 2004.
Development and testing of the model started in January 2004. Initially the model was
run “off-line” and then gradually it was used manually “off-line” for predictions and the
secondary cooling would be adjusted based on the model predictions. In November 2004
the model was implemented as a fully automatic model running on the Level 2 computer
system of the continuous casting process. The sequence of events as outlined in Figure
39 can be summarised in the following way: A chemistry sample is taken at the end of
the process at the rinsing station (ABS). There is approximately a 10 to 15 minute gap
97
between the end of the rinsing station process and the start of the casting operation. After
the chemistry sample has been taken, it is sent to the laboratory for analysis. After the
analysis is done, the chemistry results are read by the level two computer system of the
continuous caster. The width model is situated in the caster level two computer system.
Once the chemical analysis has been received by level two, the AC1, Amax, CR95,
Gmax and ferrite factor is calculated and sent to the model as input parameters. The input
parameters are checked by the model by fitting each rule in sequential order to the input
parameters. The individual rules are checked until a rule becomes active. When all the
rules have been checked and none fits, the default/standard secondary cooling practice is
used. If one of the rules becomes active, the secondary cooling practice would be
changed to either more aggressive or less aggressive based on the result of the specific
active rule.
Figure 39: Model decision making process as implemented in the plant
Sample is taken at
ABS and sent to
LAB
Chemistry is
analyzed
CCM level 2 reads
chemistry and
calculates
parameters
Model decision is
implemented and
secondary cooling
adjusted based on
model decision
Model makes
decision
Calculated
parameters are sent
to model
98
5.3 Plant results from the implemented model
This discussion will begin by indicating the long term width error trend of the material
on which the model is implemented and is depicted in Figure 40. The results are based on
the cast width as measured by the lazers at the exit of the CCM. All start-up slabs and
end-of–cast slabs were excluded from the results, due to the fact that they are very
narrow from aim, due to processing at very slow casting speed. Outliers were filtered
using the inter-quartile range approach.
Figure 40: Long-term width error trend of 12% Chrome non-stabilised ferritic
Stainless steel.
Long term width error trend of material on which
width prediction model was activated
Model Implementation
30
20
10
D ec -05
O c t-05
A ug -05
J un- 05
A p r-05
F eb -05
D ec -04
O c t-04
A ug -04
J un- 04
A p r-04
F eb -04
D ec -03
-20
O c t-03
-10
A ug -03
0
J un- 03
W id th E rro r (m m )
40
Date
The graph represents the average and a two sigma (standard deviation) range. The two
sigma range represents approximately 75% of the population. It can be seen that the
width error stabilised after the implementation of the model. The width error also seems
to be lower on average. A more stable width error on average per month means that the
99
control on the strand width improved because the width error for each month is in a
similar region. This was not the case before the model was implemented. Before the
model was implemented it is clear that each month had a different average width error
and indicates poor width control.
The model results were further evaluated by comparing them to a population where the
model was not in operation. The reference population chosen were all material with
internal steel type 41220 and 41311 that were cast between July 2003 and November
2004. This population consisted out of 1637 individual slabs representing 420 different
heats, that translate into 420 unique chemistries with associated width error. The
population representing the population where the model was active, consisted out of 1407
individual slabs representing 383 heats cast between December 2004 and December
2005. This population was split into two populations. This was necessary because the
secondary cooling practice used for the heats with large positive width errors was
changed in May 2005 to a less aggressive pattern, after it was suspected that the high
cooling intensity resulted in some slabs cracking. The relationship between the cracked
slabs and the secondary cooling practice, could however, never be confirmed. The
population representing the period from December 2004 to May 2005 consisted out of
242 heats and the population representing June 2005 to December 2005 consisted out of
141 heats. Each heat represents approximately 110 tons and therefore the reference
population (without model) represents 46 200 tons of cast steel and the population where
the model was active represents 42 130 tons of cast steel in total. Table 16 gives a
summary of the two populations.
100
Table 16: Summary of reference population and model active population
# of Heats
Reference
Population
(Before Model)
420
Model Active
Population
(Nov 04 – May-05)
242
Model Active
Population
(June 05 – Dec 05)
141
# of Slabs
1637
866
541
Tons
46 200
26 620
15 510
Mean*
Standard
Deviation*
Range*
(max-min)
9.27 mm
3.29 mm
5.68 mm
10.46 mm
10.42 mm
8.33 mm
54
55
44
* Based on heats
The three means were tested against each other using the student t-test with a 95%
confidence interval and all three means were found to be significantly different from each
other. It is evident that the mean of the reference population is higher than the two means
of the populations where the model was active. The reason for this is that in September
2004 by management decision, the preferred range for the caster to supply ferritic slabs
to the Hot mill was changed to 7.5 mm narrower. This resulted in a general width error
population shift with a larger percentage of the material falling in group one of the width
error definition (<0mm width error). Figure 41 is a frequency plot from the raw data to
give a clearer picture of the raw data. The frequency is expressed as a percentage of the
total of each group. Figure 42 indicates the distributions of the three populations if they
are assumed to be normally distributed and have the means and standard deviations listed
in Table 16. The standard deviation difference between the reference population and the
June 2005 to December 2005 population is 20.4 % and the range differs by 18.5 %. The
results indicate that the change made to the secondary cooling in May 2005 was very
beneficial for the width error.
101
Figure 41: Frequency diagrams comparison of the three populations under study
12
% of total
10
8
Before model
6
Nov04-May05
Jun05-Dec05
4
2
0
-16 -12 -8 -4 0
4
8 12 16 20 24 28 32 36
Width error (mm)
Figure 42: Normal distribution comparison of the three populations under study
Comparison of the three width error distributions under
study
0.06
0.05
0.04
Reference
0.03
Nov 04 - May 05
Jun 05 - Dec 05
0.02
0.01
35
30
25
20
15
10
5
0
-5
-10
-15
-20
-25
0
Width Error
As is expected from the values in Table 16 the reference population and the population
between November 2004 and May 2005 have similar normal distributions. The
population representing June 2005 to December 2005 has a narrower distribution than the
other two populations due to its smaller standard deviation. Figure 42 clearly indicates
102
the narrower width distribution of the population representing June 2005 to December
2005.
The two populations where the model was active were analysed in more detail. It is
important to know how much of the material was cast with modified secondary cooling
patterns and how the populations compare between those that were cast with modified
cooling patterns and those that were cast with the standard secondary cooling pattern
(Table 17).
Table 17: Summary of the populations with and without secondary cooling modifications
# of Slabs
“Wide”
cooling
Practice
“Narrow”
cooling
Practice
Nov 04 – May 05
Standard water
pattern
Nov 04 – May 05
Modified water
pattern
Jun 05 – Dec 05
Standard water
pattern
Jun 05 – Dec 05
Modified water
pattern
352 of 818 total
slabs
466 of 818 total
slabs
157 of 529 total
slabs
372 of 529 total
slabs
52% of 818 slabs
68% of 529 slabs
4.5 % of 818 slabs
1.89 % of 529 slabs
Mean*
7.21 mm
0.24 mm
5.41 mm
6.46 mm
Standard
Deviation*
11.42 mm
9.31 mm
9.1 mm
9.3 mm
Range*
56 mm
57 mm
49 mm
54 mm
The means of the two populations of the material between November 2004 and May
2005 are significantly different (Student t-test 95% confidence interval). This can be
attributed to the fact that the majority of the water patterns that were modified were
changed to the “wide” pattern. The compensation achieved with the modified secondary
cooling, was too much and the mean of 0.24 with a standard deviation of 9.3 means that
103
some material was cast that was too narrow and could have caused processing problems
downstream. This problem was exaggerated by the fact that in September 2004 the aim
cast widths on all ferritic material was changed to 7.5 mm narrower. This caused
problems with the model compensation because the data used for training the model, and
to derive the secondary cooling pattern were based on a population with an average width
error of 7.5mm wider. The population of June 2005 to December 2005 is relatively
smaller than the population of the first part of 2005 because of lower production volumes
due to market conditions. The means of the two populations of the material from June
2005 to December 2005 are not significantly different (Student t-test, 95% confidence
interval). This result indicates that the model changed material that would have been
problematic to be within the range achieved with the standard cooling practice resulting
in an improved (reduced) width error distribution during the time period June 2005 to
December 2005 (Table 17, Figure 42). On the population from November 2004 to May
2005 the model changed 56% of the material cast to more suitable secondary cooling
practices. On the population from June 2005 to December 2005 the model changed 70%
of the material cast to more suitable secondary cooling patterns. The results are also
contradictory to the 48% achieved on the validation data set in the previous chapter.
5.4 Summary of plant results
In summary it is noted that the width prediction model was successfully implemented in
the plant to run “live” as a production tool. Only one major change was done to the
model after implementation and that was to change the secondary cooling practice used
on the material with predicted large positive width errors (too wide). The compensation
done with the particular secondary cooling was too much and the effect was also
104
compounded by the fact that all the ferritic material had an aim cast width change of 7.5
mm narrower. The secondary cooling practice used on material with predicted large
positive width errors were changed to a less aggressive practice. The results of the
implemented model are detailed in the preceding sections and it can be seen that the
model did in fact improve the width error of 12% Chrome ferritic stainless steel (non –
stabilised) cast at Columbus Stainless. The narrower width error distribution implies that
the width error improved.
105
Chapter 6
Conclusions and Recommendations
6.1 Conclusions
1. A previous study[27] indicated that there is a relationship between the heat
composition and cast width change of 12% chrome non-stabilised ferritic
stainless steels. This study used parameters that describe the dual phase
characteristic of the solidified shell to predict the expected width change of a heat
based on the composition before the heat is cast.
2. The relationship of the chemistry and the resulting width error is due to the fact
that during the secondary cooling temperature range (1200
C to 800
C) the 12%
chrome, non stabilised ferritic stainless steels go through a mixed phase area
between ferrite and austenite. Each heat that has a unique chemistry (still within
internal specifications on the different elements) will result in a different austenite
to ferrite ratio in the secondary cooling region. The hot strength of austenite is
more than the hot strength of ferrite, the resistance to creep of austenite is more
than ferrite and the volume of BCC ferrite is more than FCC austenite. These
differences result in slabs being cast narrow from aim if the phase ratio favours
austenite and vice versa if the ratio favours ferrite.
3. The rule based model that existed in the plant could not be improved by using
more advanced data mining techniques. The project suggests that a good
engineering understanding of the width change governing phenomena coupled
with a simple data mining technique performs better than the more advanced data
mining techniques.
106
6.2 Recommendations for future work
1. The model that is currently running “live” in the plant should be checked
regularly and be updated with the latest information. The original idea of the
model was that the rules would be updated regularly to enable the
“intelligence” of the model to improve as a function of time.
2. From the results (table 17) it is clear that the model changes the secondary
cooling on more than 60 % of the material that is cast. A vast majority of the
changes made are the change to a more aggressive secondary cooling. It
should be considered to make the more aggressive secondary cooling pattern
the standard cooling pattern and only selectively use the current standard
secondary cooling pattern. This will reduce the amount of secondary cooling
changes through casts that should also promote more stable casting
conditions.
3. The implemented model was derived from historical data including heat
composition and width error. Should a change to the aim composition be
made to material where the width model is active, then the model results
should be very closely monitored to ensure the rules are still valid.
4. Recent developments at the continuous caster, include the continuous
monitoring of the width error by production personnel. Should certain
deviations be detected, the mould will be adjusted during the cast to correct
the width error. The production personnel should receive training on the width
model to understand what decision the width model had made and what effect
it had on the width error. If the production personnel are not aware of the
model, the situation can quickly arise where both the width model and
107
production personnel are changing the cast width. The results can be
disastrous.
108
References
1. Ackerman, M.J. Steel Slab Surface Quality Prediction Using Neural Networks. MSc,
Potchefstroom University for CHE. Potchefstroom. South Africa.2003.
2. Anon. Data Mining Techniques. [Web:]
http://www.statsoft.com/textbook/stdatdmin.html. [Date of access: 29/07/2005].
3. Anon2. KDnuggets:Polls:Data mining techniques(Nov 2003).[Web:]
http://www.kdnuggets.com/polls/2003/data_mining_techniques.htm. [Date of
access:29/07/2005].
4. Anon3. Fuzzy set operations – What do ya mean Fuzzy??!!. [Web:].
http://www.doc.ic.ac.uk/~nd/surprise_96/journal/vol4/sbaa/report.fuzzysets.html. [Date
of access:03/03/2006].
5. Bhupinder S. Dayal, Taylor P.A, Macgregor J.F. The design of experiments,
Training and Implementation of Nonlinear Controllers Based on Neural Networks. The
Canadian journal of chemical engineering, volume 72. December, 1994.
6. Brule’, J.F. 1985. Fuzzy systems – A Tutorial. [Web:].
http://www.austinlinks.com/Fuzzy/tutorial.html. [Date of access:03/03/2006].
7. De Beer, G. Continuous cast strand width control: Predictive width control on a 12%
chrome corrosion resistant (Type EN 1.4003) steel at the slab caster at Columbus
Stainless.(In Proceedings of the 5th ECCC: Paper presented at Conference held in Nice,
France, 20-22 June 2005).
8. Jenkins, M.S. Heat transfer in the continuous casting mould. PhD Thesis, Monash
Univ. Clayton,Vic.,Australia.1999.
9. Kaehler, S.D. 1998 Fuzzy Logic-An introduction. Encoder. Newsletter of the Seattle
Robotics Society. [Web:]. http://www.seattlerobotics.org/encoder/mar98/fuz/fl_part1 to
http://www.seattlerobotics.org/encoder/mar98/fuz/fl_part6. [Date of access:01/12/2006].
10. Kweku-Muata, Osei-Bryson. Evaluation of decision trees: a multi-criteria
approach. Computers & Operations Research 31. 1933-1945. 2004. [Web:]
http://www.sciencedirect.com.
11. Landgrebe D, Safavian S.R. A Survey of Decision Tree Classifier Methodology.
IEEE Trans. Systems, Man, & Cybernetics. Vol. 21, No. 3, pp660-674, May 1991.
12. Matlab. Regression and Classification Trees. Statistics toolbox. Version 6.5.1.
13. Tarboton, J.N., Van Warmelo M.N. 1995. “The MEDUSA model”. Internal
Columbus Stainless R&D documents.
14. MET-PRO-001 rev 1. 2004. Internal Columbus Stainless quality control document.
109
15. Meyn, U. General Melting and Refining Principles. Internal Columbus Stainless
Document. 2001.
16. Mills. K.C, Fox, A.B, Lee, P.D, Sridhar, S. 2001. Modelling Mould Powder
Behaviour in the Continuous Casting Mould. (In ICS. 2001. Swansea, Wales).
17. Mizukami, H., Yamanaka, A.,Watanabe, T. “High Temperature Deformation
Behavior of Peritectic Carbon Steel during Solidification”, ISIJ International, Vol. 42
(2002), No. 9, pp. 964-973.
18. Mörwald, K., Dittenberger, K., Ives, K.D. 1998. “Dynacs® cooling system –
features and operational results”. Ironmaking and Steelmaking, 25(4).
19. Mues C, Baesens B, Files C.M, Vanthienen J. Decision diagrams in machine
learning: an empirical study on real-life credit-risk data. Expert systems with
Applications, 27. 257 – 264. 2004.
20. Normanton A.S, Barber B, Bell A, Spaccarotella A, Holappa L, Laine J, Peters
H, Link N, Ors F, Lopez A, Laraudogoitia J.J. Developments in online surface and
internal quality forecasting of continuously cast semis. Ironmaking and Steelmaking, vol
31(5). 2004.
21. Olivia Parr-Rud, C. Lifetime Value Predictive Modeling – Home Study Course.
[Web:]
http://www.oliviagroup.com/modeltraining.html. [Date of access: 29/07/2005].
22. Pentz, P. Fuzzy logic (A departure from the conventional approach). Pulze.May
1994. P18-20.
23. Rhines, F.N, 1956. Material Science and Engineering series, “Phase Diagrams in
Metallurgy Their Development and application”. McGraw-Hill Book Company New
York Toronto London. P340.
24. Read-Hill, R.E. & Abbaschian, R. 1994. Physical Metallurgy Principles. 3rd Ed.
Boston, MA:PWS. 926 p.
25. Rowlands, D.P. “The “secrets”of Stainless Steels”. Stainless steel information series
No 7. SASSDA. Publication date unknown.
26. Siyasiya, C., Stumpf, W.E. 2004. “The transformation behaviour and hot strength of
3CR12 during the continuous casting process”. Pretoria : UP. (M.Sc.).
27. Siyasiya, C. 22 April 2004. “Brief Report to Columbus Stainless: The transformation
behaviour and hot strength of 3CR12 during the continuous casting process”. Internal
Columbus Stainless R&D document.
28. Siyasiya, C, Van Rooyen, GT and Stumpf, WE: Metallurgical factors that affect
the strand width during continuous casting of DIN 1.4003 stainless steel. Journal of the
South African Institute of Mining and Metallurgy, vol. 105, pp. 473-481. (2005)
110
29. Sowell. T. Fuzzy Logic Tutorial - Fuzzy Logic for”Just plain folks”. [Web:].
http://www.fuzzy-logic.com/Ch2.htm. [Date of acces: 01/12/2005].
30. Tarboton, J.N., Van Warmelo M.N. 1995. “The MEDUSA model”. Internal
Columbus Stainless R&D documents.
31. Thearling K, Smith S, Berson A. An overview of Data Mining Techniques. [Web:]
http://www.thearling.com/text/dmtechniques.htm. [Date of access: 05/09/2005].
32. Vardeman, S.B. 1994. Statistics for engineering problem solving. Boston, MA:
PWS. 712 p.
33. Wang, L. 1997. A Course in fuzzy systems and control. Upper Saddle River, NJ:
Prentice Hall. 424 p.
34. Weaver, D.C. Applying data mining techniques to library design, lead generation
and lead optimization. Current opinion in Chemical Biology, 8:264-270. [Web:]
http://www.sciencedirect.com. 2005.
35. Wikipedia. Free encyclopedia. Fuzzy Logic. [Web:]
http://en.wikipedia.org/wiki/Fuzzy_logic. [ Date of access:03/03/2006].
36. Zadeh, L.A. Fuzzy sets. Information & Control. Vol 8. pp 338-353. 1965.
37. Zhang B, Valentine I, Kemp Peter. Modelling the productivity of naturalised
pasture in the North Island, New Zealand: a decision tree approach. Ecological
modelling, 186. 299 – 311. 2005. [Web:] http://www.sciencedirect.com
38. Mostert R, Brockhoff JP. “Slab Width Control at Hoogovens Ijmuiden”.
Steelmaking Conference Proceedings, vol. 79. AIST, Warrendale, PA, 1996. p.19.
39. Assar MB, Knechtges RC, Segulin B, Crowley RC, Williams JG, Boudah R.
“Precise Slab Width Measurement and Control using Laser Technology”. Steelmaking
Conference Proceedings, vol. 84. AIST, Warrendale, PA, 2001. p.23.
40. Kocatulum B, Ozgu MR, Feagan GS, Giazzon JL. “Slab Width and Length
Control at the Burns Harbor Castors. Steelmaking Conference Proceedings, vol. 80.
AIST, Warrendale, PA, 1997. p.209.
41. Nakamura. S. et al., “Slab Width Control for Hot Direct Rolling”, Trans. ISIJ, Vol
28, 1988, pp. 110-116.
42. Evans, T.H. and Heisler, R.H. “Slab width verification”, 77th Steelmaking
Conference Proceedings. Chicago March 20-23, 1994, Iron and Steel Society,
Warrendale, PA, 1994, pp. 305-308.
43. Jones, D.A. “Principles and prevention of Corrosion”. 2nd ed. Upper Saddle River,
NJ. 1996. P572.
111
44. Borneman, P.R. “Alloying Effects of Reactive Elements in Ferritic Stainless Steels”.
Speciality Steels and Hard Materials Conference Proceedings. 8-12 November. 1982. pp
307-314.
45. Piatti, G. Bernasconi, G. “Creep of Engineering Materials and Structures”.
Applied Science Publishers LTD. London. 1978. p420.
46. Smith, W.F. “Principles of Materials Science and Engineering”. 2nd ed. McGrawHill. Singapore. 1990. P864.
47. Langdon, T.G. “Creep at low stresses: An Evaluation of Diffusion Creep and
Harper-Dorn Creep as Viable Creep Mechanisms”. Metallurgical and Materials
Transactions A. Vol 33A. Feb 2002. pp 249-259.
48. Austin, C.R. St. John, C.R. Lindsay, R.W. “Creep Properties of Some Binary Solid
Solutions of Ferrite”. Metals Technology. August 1945. P84-105.
49. Jamieson, A. Gulvin, T.F. Baird, J.D. Barr, R.R. Preston, R.R. “Effects of
Composition and Structure on the Creep Strength of Molybdenum Bearing Ferritic
Steels”. Publisher unknown.
50. Muller, B.W. “Evaluation of the Sag Properties in a Dual Stabilized Ferritic
Stainless Steel”. University of Cape Town. M.Sc. Thesis. 2002.
112
Appendix A
Schematic overview of the mould set-up relationship to aim cast width on 12%
Chrome non stabilised ferritic stainless steel.
Figure A1: Schematic overview of the mould set-up relationship to aim cast width on
12% Chrome non stabilised ferritic stainless steel.
Mould width = x
Mould exit
Secondary cooling
Narrow
from aim
Aim Cast
width = x + y
Wide from aim
A
Appendix B
The relationship between the ferrite factor and the measured austenite start
temperature Ar5 for 3CR12.
Figure B1: The relationship between the ferrite factor and the measured austenite start
temperature Ar5 for 3CR12.
Source: Siyasiya[26]
B
Appendix C
Equations used for metallurgical parameters
(All equations adopted from Columbus internal documentation MET-PRO-001 rev 1 and
are the equations used to calculate the parameters on the Columbus systems)
Note that due to confidentiality of the equations a parameter is introduced that will be
termed CLS. Certain coefficients in the equations will be substituted by this variable.
Ferrite factor:
This is the Kaltenhauser ferrite factor (1971). The equation used to calculate the
ferrite factor is the following:
FF = (Cr + 6*Si + 8*Ti + 4*Mo + 4*Nb + 2*Al) - (4*Ni + 2*Mn + 40*(C+N))…………...( C1)
Gamma max:
Gamma max =
(420*C + 470*N + 23*Ni + 9*Cu + 10*Mn + 180) - (11.5*Cr + 11.5*Si + 12*Mo +
22*Al)…………………………………………………………………………………………...(C2)
Amax: Also termed the austenite potential
Fe = 100 – (C + S + P + Mn + Si + Cu + Co + Ti + Mo + Cr + Ni + Al + Nb + V + N + B)
Amax = 1305.28
+64.2529*Mn
-300.12*V
+137.56*Ti2
3
+5.16581*Cu
+174.992*C*Si
+1008.9*S*Si
-122679*S*B
-1.72602*Mn*Cr
CLS*Si*Ti
-5.2287*Cu*Co
-197.289*Co*Mo
+180.861*Ti*Ni
+3729.98*Mo*B
CLS*Nb*V
-0.065936*C/Nb
+6.94717*N/V
+41.7255*Co
+1678.48*B
-27098*B 2
3
-17.4990*Ni
-1003*C*Cu
CLS*S*Ti
+18.8491*Mn*Si
-30.0842*Mn*Ni
-90.088*Si*Nb
+124.587*Cu*Ti
+51.6542*Co*Ni
CLS*Ti*Nb
+13.5881*Cr*V
+1013.35*Nb*N
-0.585814*Nb/C
CLS*Ti
2
-14.924*Mn
-0.678753*Fe 2
3
+0.005882*Fe
+2234.78*C*Ti
-29554.6*S*Al
+15.2653*Mn*Cu
-56.1561*Mn*Nb
+229.274*Si*N
+83.949*Cu*Mo
-1167.69*Co*N
CLS*Ti*V
+190.519*Ni*Al
-0.207238*C/Ti
-6.46356*C/V
+70.3538*Ni
2
-33.3896*Si
+6.67283*Si3
-26314.2*C*S
-192.079*C*Ni
+14098.5*S*N
CLS*Mn*Ti
+71.2464*Mn*V….(C3)
-2183.42*Si*B
+4923.64*Cu*B
-29.5763*Ti*Mo
CLS*Mo*V
+1264.86*Al*Nb
+11146.7*C/Cr
CLS*V/C
Ac1 TEMPERATURE
Fe = 100 – (C + S + P + Mn + Si + Cu + Co + Ti + Mo + Cr + Ni + Al + Nb + V + N + B)
C
Ac 1 = 1692.52
-60.3563*Mn
CLS*Ni
3
+2.68843*Si
+2430.18*C*Nb
+30125*S*Al
-161.987*Mn*V
+2.20712*Si*Cr
+296.83*Cu*Nb
CLS*Ti*Nb
+47.9937*Mo*Ni
-67.7747*Cr*N
+8327.59*Ni*B
-1.36387*Ti/N
+320.661*Cu
2
+942.384*Ti
3
CLS*Ti
+2559.53*S*Mn
+6367.23*S*V
+750.507*Mn*N
-12.6116*Cu*Co
CLS*Ti*Cr
-1149.71*Ti*V
-14.7511*Cr*Ni
-277.44*Cr*B
CLS*Al*Nb
-8.67322*Al/N
CLS*Ti
2
+10.3839*Cr
3
-0.163722*Cr
-11400*S*Cu
-371.607*Mn*Ti
CLS*Mn*B
-17.8166*Cu*Cr
-366.401*Ti*Ni
CLS*Ti*N
+110.993*Cr*Al
-1341.11*Ni*Al
-1.83959*Ti/C
+2.65377*V/N
-174.916*Cr
3
-301.065*C
-7338.67*C*Ti
CLS*S*Ni
-602.906*Mn*Al
+94.695*Si*Mo
-136.644*Cu*Ni
+2018.97*Ti*Al……(C4)
CLS*Ti*B
+10.3851*Cr*V
+475.895*Ni*N
CLS*Cr/C
TRANSFORMATION RESPONSE (CR95)
Fe = 100 – (C + S + P + Mn + Si + Cu + Co + Ti + Mo + Cr + Ni + Al + Nb + V + N + B)
N = -6.69988
+53.8905*C
CLS*N
-449.443*N2
3
+0.00000843852*Fe
-2678.61*C*B
+1.03954*Mn*Cu
-0.273412*Si*Cr
-9.79902*Cu*Ti
CLS*Co*Mo
-35.3195*Ti*Al
+0.297646*Cr*Ni
+190.226*Ni*B
-508.07*C/Cr
-0.090395*V/C
+4.26774*Si
2
-1.22102*Si
+22.8353*Ti3
CLS*C*S
+446.323*S*Al
+1.25468*Mn*Mo
+2.37037*Si*Ni
+6.26836*Cu*Mo
CLS*Co*Al
-35.7064*Ti*Nb
+0.322343*Cr*V
+34.9798*Nb*N
+0.000557*Cr/C
CLS*S/Mn
LNK = -34.3412
-1.20867*Mn
-597.722*N
2
-15.1266*Ti
3
CLS*Mn
-77.5978*C*Ti
+17.7342*Mn*Al
+5.55689*Si*Nb
-202.522*Ti*N
+127.008*Al*V
-0.467526*Al/N
+19.2604*Ti
+0.407547*Fe
2
+17.4978*V
+1.00523*Si3
+59.9413*C*Mo
-8.85472*Si*Ti
CLS*Cu*Ti
+0.195079*Mo*Cr
+0.009702*C/Ti
+0.009897*N/Nb
+5.48015*Ti
2
-14.0669*Ti
3
CLS*N
-20.2257*C*Ni
-708.703*S*Nb
-6.07283*Si*Ti
CLS*Si*N
-21.3804*Cu*Nb
+1.51008*Ti*Mo
+84.9319*Ti*N
+9.06333*Ni*Nb
CLS*V*N
-0.006649*C/Nb
-570.968*N/Cr
+0.164882*Cr
+60.0472*C2
2
+735.331*N
3
CLS*N
+24.548*C*Ni
+0.470194*Si*Cr
-21.2405*Cu*Mo
CLS*Cr*N
+12.3751*S/Mn
-4.12103*Ni
2
-0.849752*Ni
3
CLS*B
+87.9968*C*Nb
+1033.32*S*N
-2.93412*Si*Mo
-0.685823*Cu*Co
CLS*Cu*N
+2.20947*Ti*Ni
-12.0076*Mo*V
-11.37*Ni*N
-0.005526*C/Ti
CLS*Nb/C
-6.5598*Ni
-3.70847*Si2
3
-107.111*C
-42.3335*C*Si
-141.505*S*Mo
+2.27374*Si*Ni
CLS*Co*Al
-8.34154*Ni*Nb
+3310.95*N/Cr
CR95 = exp((ln(-ln(1-0.95))-LNK)/N)…………………………………………………………………(C5)
D
Appendix D
Example of ASPEN graph representing laser measurements
Cold lazer (including
shrinkage factor)
Hot lazer
measurement
Heat numbers
E
Appendix E
Response surface equations
Definitions:
A = AC1
B = Gamma max
C = CR95
D = Amax
E = Ferrite factor
F = Carbon + Nitrogen
Linear and interaction terms combined
Width error =
1388.7-0.66297*A+8.0113*B+58.783*C+40.334*D-502.73*E2-24053*F0.015812*A*B-0.047074*A*C-0.057829*A*D+0.5316*A*E+32.114*A*F0.067733*B*C-0.011128*B*D+0.51737*B*E+1.6934*B*F-0.015042*C*D1.0978*C*E-8.0292*C*F+0.52708*D*E+30.635*D*F-438.26*E*F…………(E1)
Linear and Quadratic terms combined
Width error =
12553 +0.018996*(A^2)+0.0027562*(B^2)-0.07477*(C^2)+0.02058*(D^2)1.4754*(E^2)+15450*(F^2)-30.797*A-0.6422*B+1.6815*C-4.0243*D+32.207*E1323.2*F………………………………………………………………………..(E2)
Full Quadratic response surface
Width error =
-44.93A - 43.15B + 9.1744 C + 188.22D + 444.27E - 75797F +0.050142AB +
0.011877*A*C-0.11559*A*D-0.19633*A*E+77.154*A*F-0.22263*B*C0.082837*B*D+0.3561*B*E+5.7516*B*F+0.31193*C*D-1.7269*C*E-84.5*C*F3.3303*D*E+244.49*D*F-333.05*E*F+0.030135*(A^2)+0.028397*(B^2)0.06548*(C^2)-0.40724*(D^2)-2.2585*(E^2)-29994*(F^2)+11876…………….(E3)
F
Appendix F
Polynomials for fuzzy logic model
for n=1:6
p = polyfit(x,y,5);
Y = polyval(p,x);
R = corrcoef(Y,y);
Correlation = (R(1,2));
Corre(n) = Correlation;
end
WE = Width Error
WE = -4.724*(AC1) 3 + 8.012*(AC1)2 - 2.9784*AC1 + 0.5078 ...............................(F1)
WE = 2.9147*(Amax)3 - 5.5702*(Amax)2 + 2.4045*Amax + 0.4055 .....................(F2)
WE = 1.3266*(CR95)3 - 2.7794*(CR95)2 + 2.0942*CR95 + 0.1805 .......................(F3)
WE = 4.2285*(Gmax)3 - 6.1782*(Gmax) 2 + 1.4921*Gmax + 0.6988 ......................(F4)
WE = 0.6271*(FF)2 + 0.2055*FF + 0.0753...............................................................(F5)
WE = 34.3452*(C+N)5 - 94.048*(C+N)4 + 92.8363*(C+N)3 - 39.1632*(C+N) 2 +
5.8697*(C+N) + 0.4508 ............................................................................................(F6)
.
G
Appendix G: Raw laser data gathering and representation
Steps for storing laser width per slab:
1.
2.
3.
4.
Strand is cast continuously.
Strand width is measured continuously with lasers
Strand is cut into sections (slabs) as it exits the casting machine
The continuous width measurement taken on each slab is averaged and stored on
a database. This average value is the value used for the width of a slab.
Figure G1: Schematic overview of lazer measurement at CCM
Average and standard
deviation stored per
slab
Lazers measure
continuously
Slab 3
Slab 2
Strand continuously
cast typically 1m/min
Slab 3
Strand cut into
individual slabs
Figure G2 indicates the actual hot laser measurements and the converted laser
measurements (shrinkage factor) representing the cold width of a specific slab. The laser
measurements are stored every second and for this specific slab there were 275
measurements. The value that is used as representative of the width of the slab is the
average of the 275 logged measurements.
H
Figure G2: Comparison of Hot and Cold (including shrinkage factor) raw lazer data for
MPO 3585752.
Comparison of Hot and cold (including shrinkage
factor) raw lazer data for MPO 3585752
1315
Slab width (mm)
1310
1305
1300
Cold Lazer
1295
Hot Lazer
Average on L2
1290
1285
1280
1275
1270
1
29 57 85 113 141 169 197 225 253
Table G1: Average and standard deviation of actual lazer measurements for MPO
3585752
Stdev
1.31
Average
1288.82
I
Appendix H: Raw data for the Training and Validation set
Training set
Record
#
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
AC1
805
820
802
806
815
804
812
820
824
799
814
822
820
806
815
820
822
821
814
815
812
823
807
813
816
818
816
819
821
811
819
827
825
816
828
819
823
823
822
823
822
811
823
820
822
818
818
Amax
93.5
82.9
91.4
98.6
87.5
98.9
96.3
80.7
78.7
89
92
85.7
85.6
97.7
87.1
83.9
82.3
83
89.1
90
88.4
85.5
91.7
93.8
87.3
83.5
84.2
89
81.9
90.9
84.7
78
75.3
84.5
78.7
79.4
81.7
81.8
81.2
85.5
85.6
91.5
84.5
80.4
79.7
83.3
84
CR95
0.1
2.6
0.2
0.4
1.4
0.4
0.4
2.3
4.3
1.1
1.3
3.4
2.1
0.1
1.3
1.9
4.1
2.2
2.9
2
1.8
4
0.4
2.3
2.6
2.6
2.5
2.2
2.6
1.4
4.7
4.5
4.2
3.4
3.5
4.4
3.9
1.7
5.1
3.3
1.7
1.7
2.1
3.4
4.4
1.4
2.7
Gmax
83.7
76.4
80.9
79.1
77.2
79.3
79
75.7
73.6
75.7
77.9
75.9
78.3
88.3
75.3
76.1
73.6
71.9
73.4
77.9
77.9
72.2
81.9
73.8
75.2
74.1
73
73.3
75.4
76.5
72.8
72.4
69.1
71.6
72.3
72.2
73.6
77.2
71.2
76.4
75
76.3
73.9
72.6
73.7
74
75.9
J
FF
9.43
11.28
9.67
8.91
10.86
8.69
8.88
11.31
11.33
10.52
10.49
11.15
11.17
9.26
10.66
10.85
11.35
11.06
10.97
10.53
10.85
11.18
10.11
10.34
10.93
11.13
11.32
10.82
11.16
10.76
11.22
11.76
11.8
11.19
11.29
11.48
11.41
11.39
11.21
11.34
10.93
10.74
11.21
11.54
11.48
11.16
11.14
C+N
0.0345
0.0405
0.037
0.0365
0.0378
0.0412
0.035
0.035
0.0309
0.035
0.0375
0.0362
0.0461
0.0453
0.0335
0.0335
0.0333
0.0295
0.0314
0.0405
0.0504
0.0295
0.0385
0.0369
0.033
0.0375
0.037
0.031
0.0362
0.0376
0.0327
0.0399
0.03
0.0336
0.0297
0.0355
0.032
0.0464
0.028
0.0428
0.0305
0.035
0.029
0.034
0.0325
0.033
0.0385
Width
Error
-18.60
-18.38
-17.15
-14.93
-13.15
-12.98
-12.73
-12.56
-11.56
-11.56
-11.42
-11.14
-10.25
-10.17
-9.97
-9.79
-9.73
-9.60
-9.58
-9.52
-9.47
-9.34
-9.15
-9.12
-9.07
-8.90
-8.50
-8.39
-7.93
-7.84
-7.75
-7.60
-7.42
-7.39
-6.19
-6.05
-5.92
-5.67
-5.19
-5.00
-4.78
-4.57
-4.54
-4.40
-4.29
-4.28
-4.14
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
789
817
824
822
818
819
817
825
817
816
820
800
826
812
823
821
822
808
820
828
816
831
821
816
824
820
826
815
822
824
811
823
822
816
818
832
808
826
820
820
828
827
829
821
818
816
819
819
820
814
825
819
93.2
85
74
85.1
88.2
82.9
88.1
82
95
91.6
81.3
97.1
80.4
91.5
77.2
83.3
80.8
93.5
83.6
82
86.5
82
83.3
94.9
82.1
82.9
82.9
87.2
82
81.6
61.1
79.8
87.6
90
88.6
80.3
93
83.7
86.7
83.6
78.1
80.8
81.7
85.1
92.6
84.3
87.8
79.9
88.2
89.1
73.2
81.5
0.2
2.2
4
2.9
2.1
3.5
2.2
2.7
0.4
1.2
2.3
0.8
3.6
1.1
8.6
4.6
2.8
0.9
3.6
4.1
4.4
2.8
2.9
0.4
3.2
2.2
5.8
3.6
3.1
3.5
0.9
5.1
2.2
1.2
1.5
5.4
1.1
3.9
2.7
2.6
6.6
4.1
4.5
2
1.1
3.3
1.9
2.4
2.3
1.6
8.8
2.5
87.3
75.5
69.3
74.1
74.3
72.5
74.2
73.9
78
76.9
73.9
80
77.3
77.9
70.7
74.3
72.2
76.2
74.2
75.1
75.5
70.7
73
76.7
71.1
77.8
72.2
75.4
75.4
74.2
81.9
73.6
75.7
76.1
76.2
77
78.9
75.2
75.4
74.3
70.4
72.9
75.2
72.7
77.4
72.9
73.8
69.6
78.2
79
66.5
79.1
K
9.58
11.09
11.76
11.25
11.09
11.37
11
11.36
9.5
10.59
11.3
10.31
11.45
10.67
11.77
11.18
11.47
9.9
11.14
11.64
11.08
11.19
11.29
9.38
11.23
11.38
11.29
11.17
11
11.22
10.18
11.43
10.65
10.83
10.78
11.53
10.32
11.59
10.92
11.16
11.67
11.18
11.75
11.12
10.39
11.16
11.13
11.36
11.2
10.54
12.41
11.18
0.0485
0.0349
0.0305
0.035
0.0335
0.039
0.0338
0.0317
0.033
0.0367
0.0345
0.0444
0.045
0.0375
0.0278
0.0332
0.027
0.0374
0.0328
0.0417
0.0368
0.023
0.031
0.0308
0.0275
0.048
0.0279
0.0388
0.0372
0.0325
0.0244
0.0328
0.0323
0.0387
0.0357
0.0421
0.0434
0.0419
0.034
0.0351
0.0268
0.0303
0.0388
0.0353
0.035
0.03
0.0335
0.0343
0.0474
0.0435
0.0302
0.0498
-4.07
-4.07
-4.05
-4.02
-3.96
-3.93
-3.92
-3.89
-3.89
-3.88
-3.87
-3.80
-3.80
-3.79
-3.71
-3.31
-3.17
-3.17
-2.89
-2.80
-2.80
-2.74
-2.63
-2.27
-2.01
-2.00
-1.40
-0.71
-0.67
-0.50
-0.25
-0.25
0.20
0.50
0.50
0.67
1.00
1.20
1.50
2.20
3.25
3.80
4.00
4.14
4.17
4.40
4.43
4.67
4.83
5.50
5.75
5.80
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
824
821
823
823
810
821
829
824
820
823
828
832
833
826
819
825
827
811
819
799
819
819
826
827
823
831
817
825
824
827
824
825
816
833
829
830
829
825
822
827
823
819
832
829
810
819
826
825
830
830
829
819
84.2
84.3
79.6
85.5
90.7
83.6
84.7
85.5
84.5
84.5
74.9
76.6
78.5
79.9
84.7
83.3
84
60.8
79.4
91.5
85.8
73.6
81.5
80.4
78.6
77.8
86.5
80.8
80.4
81.1
80.3
81.7
87.2
78.9
78
78.1
77.8
78.4
78.6
78.6
80.9
85.9
79.3
81.6
89.8
81.9
83.3
80.3
79.1
77.9
79.4
87.5
2.6
2.6
4.7
3.1
1.6
3.6
4.5
4.8
3
3.3
5.6
7.8
8.5
2.2
2.3
4
4.1
0.7
3.5
3.5
2.8
3.2
6.3
4.4
3.2
10
1.4
5.3
5.3
3.1
6.4
4.1
2.5
10.5
4.9
6.1
6.2
3.7
3.3
3.5
3.5
2.1
8.5
5.2
1.8
3.3
4.2
5.4
8.1
9.6
6.1
2.5
75.2
73.7
72.1
75
76.7
73.6
75.6
73.4
73.8
75.1
72.7
72.5
71.2
73.2
73.7
72.9
73
77.4
71.9
71.8
73.6
70.7
73.2
74.1
72.1
71
74
72.7
73.3
71.1
72.6
73
73.4
72.4
71.8
71.6
72
71.1
73
71.8
72.1
75.3
70.4
71
73.5
74
74
72.7
72.3
71.9
73.6
75.5
L
10.93
10.96
11.43
11.42
10.68
11.39
10.98
11.11
11.24
11.34
11.89
11.8
11.68
11.19
11.17
11.36
11.15
10.4
11.32
10.88
11.03
11.65
11.22
11.7
11.62
11.79
10.93
11.46
11.58
11.32
11.46
11.16
10.98
11.89
11.9
11.83
11.47
11.44
11.44
11.97
11.19
11.24
11.68
11.48
10.59
11.22
11.5
11.64
11.83
11.89
11.99
11.18
0.0335
0.0327
0.0312
0.041
0.0375
0.0323
0.0292
0.0294
0.0344
0.0422
0.0416
0.0394
0.0271
0.0317
0.0327
0.0295
0.0277
0.0231
0.0305
0.0227
0.0326
0.0382
0.0292
0.0431
0.037
0.0282
0.0341
0.0306
0.0337
0.0286
0.0318
0.0297
0.0329
0.0377
0.0363
0.0385
0.0288
0.0295
0.035
0.0423
0.0309
0.0428
0.0251
0.027
0.0344
0.0344
0.0363
0.0386
0.0372
0.0278
0.04
0.0435
6.00
6.00
6.00
6.25
6.75
6.83
7.00
7.00
7.20
7.33
8.00
8.00
8.00
8.17
8.67
8.80
8.81
8.86
9.00
9.25
9.63
9.67
10.00
10.11
10.20
10.50
10.80
11.20
11.33
11.40
11.50
11.60
11.63
12.00
12.20
12.40
13.20
13.40
13.50
13.50
13.60
13.80
14.33
14.50
14.91
15.25
15.40
15.60
15.63
15.80
16.00
16.25
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
833
827
821
837
828
831
833
835
822
827
826
821
825
825
818
828
827
831
831
825
833
824
827
822
823
825
836
823
828
829
819
825
831
815
830
792
826
828
837
828
822
820
821
826
822
829
821
823
832
826
827
829
78.2
73.3
84.1
73.7
77.6
77.2
76.6
77.2
84.2
81.9
81.6
74.9
81.3
76.7
86.3
80.3
76.3
76.9
80.5
84.5
72.2
77.3
73.9
84.9
74.8
75.5
83.5
77.7
80.5
80.5
84
85.1
81.5
87.3
77.9
86.7
81
80
72.4
79.6
81.7
84.9
80.7
82.6
84.3
70.4
82.6
83.7
76
76.6
75.1
80.5
5.3
8.5
2.6
9
9.4
7.3
6.7
8.8
2.6
4.1
3.7
3.2
4.1
6.5
7.3
8.1
7.5
8
7
3.9
14.8
5.7
6.1
2.2
4
6.1
4.4
4.7
4.1
5.3
2.1
3.5
3.8
2.4
9.6
0.4
7.1
5
8.8
4.6
3.2
4.5
4.2
4.7
4.9
11.4
3.1
3.2
6.2
6.2
2.2
5.3
69.6
67
72.5
72.5
71.5
70.6
71.8
71.3
75.1
74.7
74.4
65
70.9
74.2
70
73.6
73.4
71.1
69.7
69.6
69
71.8
72.5
74
72.6
72.8
72.9
71.4
71.3
69.8
75.6
70.8
68.9
76.3
71.9
75.9
69.8
71.4
67.5
69.7
73.1
70.8
73.7
71.4
71.1
68.9
76
76
68.9
70.9
61
69.8
M
11.56
12.04
11.24
12.57
11.79
11.99
12.07
12.06
11.36
11.46
11.52
11.78
11.36
11.26
11.59
11.71
11.49
11.6
11.63
11.45
12.05
11.56
11.64
11.34
11.51
11.59
11.53
11.57
11.51
11.67
11.06
10.94
11.48
10.95
11.89
10.4
11.45
11.49
12.01
11.65
11.37
11.29
11.29
11.38
11.42
11.93
11.29
11.32
11.76
11.55
11.99
11.67
0.0262
0.0273
0.0302
0.0371
0.0373
0.0345
0.0378
0.0354
0.0336
0.0388
0.0415
0.0283
0.0295
0.0333
0.0254
0.0368
0.0317
0.0268
0.0248
0.0261
0.0286
0.0323
0.037
0.037
0.037
0.033
0.0275
0.033
0.0294
0.0264
0.0345
0.0242
0.0249
0.039
0.0278
0.03
0.025
0.0284
0.0245
0.026
0.0294
0.0281
0.0335
0.0293
0.0292
0.0285
0.0391
0.0386
0.0245
0.0294
0.0223
0.0264
16.60
16.60
16.67
17.50
17.75
17.80
18.00
18.00
18.33
18.33
18.40
18.60
20.03
20.17
20.31
20.50
20.51
20.54
20.57
20.80
20.83
20.84
20.89
20.90
21.04
21.06
21.16
21.26
21.33
21.33
21.35
21.43
21.50
21.57
21.59
21.60
21.60
21.75
21.85
21.99
22.00
22.10
22.38
22.40
23.01
23.05
23.20
23.25
23.52
23.67
23.82
23.84
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
822
822
829
840
832
821
824
818
829
833
831
823
827
825
845
837
832
828
821
828
829
831
825
831
824
825
830
834
829
835
828
822
831
831
830
830
827
831
834
830
827
822
852
830
826
830
81.7
76.8
80
79.1
79.3
81.5
79.2
84
75.4
83.7
74.8
80.7
73.7
84.5
82.6
71.5
80.9
79.2
84.5
82.4
78.2
80.5
80.8
73.1
82.9
79.2
78.3
76.9
79.5
83.6
78
81.8
76.5
72.8
81.4
80.5
79.2
76.9
74.1
81.4
78.8
78.6
78.9
74.1
79.1
75
3.2
6.4
4.8
12.4
8.5
3.4
4.2
2.1
5
12.2
8.8
5.2
6.6
3.9
5.9
9.7
3.3
5.5
4.2
4
4.8
7
6
8.9
1.9
4.1
7.6
7.1
5.9
3.9
4.9
2.3
6.2
13.6
5.1
4.5
8.7
4.8
17.5
5.1
4.5
4.8
0.2
6.4
4
9.9
73.1
70
70.4
71.4
70.4
74.6
74.1
74
67.9
72
72.5
72
71.3
69.6
72.1
70.1
70.8
71.3
72.3
70.4
73
69.7
72.7
70.5
75.7
72.7
73
71.1
72.5
70.8
69.7
73.1
69.4
72
71.4
70.3
70.3
69.9
68.6
71.4
70
70.2
73.6
68.4
69.8
67.7
N
11.37
11.82
11.4
11.9
11.68
11.12
11.34
11.03
11.87
11.28
11.65
11.43
11.69
11.45
11.31
11.95
11.46
11.59
11.29
11.49
11.49
11.63
11.39
11.89
10.97
11.54
11.85
11.53
11.41
11.25
11.66
11.26
11.8
11.79
11.47
11.53
11.64
11.79
11.9
11.47
11.72
11.56
11.15
11.7
11.69
11.98
0.0294
0.0304
0.0254
0.0324
0.0251
0.0339
0.0324
0.0351
0.028
0.0285
0.0305
0.0295
0.0295
0.0261
0.0235
0.0275
0.0286
0.029
0.0308
0.027
0.031
0.0248
0.0293
0.0305
0.0314
0.0301
0.0381
0.0275
0.0274
0.0255
0.0285
0.0305
0.026
0.0299
0.0264
0.026
0.0259
0.0285
0.024
0.0264
0.028
0.0293
0.0302
0.0283
0.028
0.0275
23.95
24.27
24.29
24.40
24.50
24.63
24.80
24.98
25.00
25.05
25.10
25.13
25.25
25.39
25.44
25.44
25.54
25.62
25.91
26.06
26.07
26.40
26.49
26.79
27.18
27.80
27.80
28.20
28.26
28.66
28.71
28.77
29.04
29.08
29.17
29.91
29.93
30.18
30.72
31.00
33.05
33.48
34.60
35.03
36.43
38.00
Validation Set
Record
#
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
AC1
825
825
833
821
826
828
825
823
822
829
819
832
831
819
822
819
823
817
813
822
814
819
819
831
822
820
822
821
821
819
822
831
818
824
819
823
821
824
816
822
823
819
820
828
822
820
822
818
822
Amax
82.2
80.5
74.2
78.9
80
80.4
82
79.4
84.2
76.6
85.4
76.5
78.2
84.5
82.7
85.9
77.4
86
83.4
79.1
86.3
83.3
86.2
76.7
81.3
83.2
84.4
82.4
78.7
87.9
82.5
75.9
87.7
81
85
74.4
81.1
81.2
85.2
83.1
79.9
81.4
77.7
76.2
78.7
78.1
83.5
76.4
80.4
CR95
2.12
2.7
6.52
2.37
5.1
4.4
3.2
3.6
3.11
6.6
2.5
7.72
4.2
2.7
2.5
2.2
3.6
2.19
1.8
2.87
2
2.6
1.6
4.79
3.7
2.3
3.4
3.6
2.3
1.43
4.2
4.53
2.1
3.4
2.9
4.24
3.1
3.5
2.4
2.5
3.3
3
2.6
6.6
3.8
3.72
3.5
2.4
3.3
Gmax
74.6
74.6
72.7
77
73
73.5
75.6
73.3
74.3
73.1
75.2
71.9
74.1
75.4
75.3
75.2
71.5
77.4
73.1
73
74
74.6
76.2
71.8
74.8
76.6
73.6
74.6
75.2
72
74.1
73.8
75.6
73.5
73.5
73.2
76.3
73.5
73.9
75.3
73.6
75.4
70.2
70.8
74.5
74.3
75.6
70.5
73.7
O
FF
11.34
11.31
11.61
11.28
11.36
11.44
11.21
11.38
11.28
11.61
11.07
11.57
11.36
11.02
10.9
11.06
11.54
10.96
11.29
11.43
11.28
11.31
10.48
11.5
11.3
11.12
11.15
11.4
11.17
10.55
11.44
11.51
10.87
11.41
11.18
11.78
11.3
11.32
11.01
11.32
11.43
11.31
11.59
11.76
11.36
11.45
11.31
11.72
11.46
C+N
0.0295
0.0365
0.0305
0.0405
0.0285
0.03
0.036
0.034
0.0345
0.032
0.0355
0.027
0.0325
0.037
0.037
0.037
0.0315
0.041
0.031
0.0325
0.04
0.0385
0.033
0.0255
0.0345
0.04
0.031
0.035
0.0325
0.0275
0.038
0.032
0.036
0.033
0.036
0.0375
0.0385
0.031
0.035
0.0345
0.0365
0.0385
0.033
0.0275
0.0355
0.039
0.037
0.038
0.0335
Width
Error
-18.97
-16.58
-13.30
-10.33
-8.18
-6.84
-6.75
-6.23
-6.03
-5.94
-5.66
-5.38
-5.30
-5.08
-5.07
-5.07
-4.86
-4.66
-4.65
-4.26
-4.14
-3.88
-3.86
-3.00
-2.98
-2.59
-2.42
-1.82
-1.30
-1.12
-1.00
-0.84
-0.68
-0.68
-0.52
-0.19
-0.04
-0.03
0.09
0.22
0.24
0.30
0.40
0.48
0.57
1.11
1.25
1.35
1.55
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
823
825
834
825
819
820
825
817
826
828
826
821
812
829
826
825
825
825
828
822
826
827
827
828
822
825
823
817
824
816
819
816
823
819
827
822
827
827
821
823
822
825
825
824
821
833
822
824
824
825
824
822
81.1
72.1
70.9
77.7
82.5
83.3
81.4
78.3
81.9
78.5
82.1
82.9
80.9
79.5
75.6
75
78.4
80.5
78
80.1
78.5
80.1
71.6
79.3
75
78.6
80.7
83
77.6
86.4
82.4
83
76.9
80.6
80.4
85.5
79.9
78.9
82.9
81.2
85.6
83.8
80.3
79.9
81.9
73
83.6
80.3
76.1
76.9
75
82.8
2.7
2.61
6.64
4.22
3
3.1
0.93
2.5
2.31
5.1
3.6
2.5
1.6
4.9
1.9
1.26
2.5
3.8
3.78
5.4
4.1
2.84
6.9
3.4
3.4
2.95
0.7
2.3
3.5
2.2
2.31
3.15
2.08
3.2
5.1
2.8
5.41
3.76
3.25
2.4
2.7
3.1
3.88
2.8
3.5
3.11
3.6
3.18
4.27
4.79
3.5
3.6
74.4
71.6
73
73
74
74.9
76.9
72.6
73.2
72.7
72.8
75.6
73
73.4
73.1
72.1
72.9
74
75.4
73.6
73.8
75.8
71.4
72.5
74.7
74
74.7
74.6
73.7
74.3
75.5
74.6
72.3
73.4
70.7
75.1
73.3
73.1
71.5
74.4
75.8
73.5
74
74.8
74.5
69.6
74.8
75.3
74.1
74.7
69.7
74.3
P
11.31
11.7
11.65
11.39
11.29
11.2
10.85
11.38
11.07
11.52
11.17
11.15
11.37
11.57
11.56
11.37
11.38
11.29
11.19
11.48
11.5
11.36
12.46
11.47
12.56
11.27
10.86
10.96
11.56
10.83
11.14
11.22
11.45
11.45
11.62
10.96
11.49
11.51
11.41
11.02
11.05
11.44
11.31
11.33
11.44
11.65
11.46
11.24
11.46
11.47
11.73
11.29
0.0365
0.037
0.032
0.031
0.038
0.035
0.0315
0.0295
0.029
0.031
0.0295
0.033
0.0265
0.0315
0.0315
0.031
0.0345
0.032
0.035
0.0355
0.0325
0.036
0.031
0.036
0.0415
0.033
0.0295
0.036
0.0345
0.0345
0.0355
0.0375
0.0325
0.035
0.0285
0.0305
0.0315
0.0335
0.0285
0.031
0.0325
0.0335
0.032
0.0355
0.0365
0.0265
0.0375
0.034
0.0345
0.036
0.0335
0.037
1.57
1.62
1.67
1.78
1.81
1.99
2.00
2.09
2.40
2.43
2.57
3.07
3.10
3.14
3.14
3.16
3.22
3.33
3.36
3.61
3.62
3.68
3.74
3.75
3.90
4.00
4.08
4.17
4.34
4.47
4.60
4.75
4.93
4.94
5.28
5.71
5.84
5.90
6.13
6.15
6.21
6.59
6.81
7.44
7.48
7.59
7.83
7.92
8.07
8.63
9.40
9.41
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
823
824
819
823
832
824
837
820
816
826
831
826
823
810
830
829
810
824
829
843
837
822
827
824
820
84.1
79.3
77.2
78.4
74.6
79.1
75.4
81.8
83.5
77.3
75.2
78.5
84.4
75.7
78.7
75.1
88.8
78.6
79
72.8
74.6
85.2
77.6
81.1
81.5
2.87
10.1
3.5
3.9
6.9
4
8.4
3.5
2.7
3.1
10.06
4.53
1.78
2.1
6
4.63
0.97
3.1
6.8
32.77
10.87
2.6
6.2
3.4
2.56
73.1
70.6
74.2
73
71.2
73
70.2
72.2
73.7
68.8
69.5
73.9
72.8
73.3
71.6
70.5
75.9
74.9
69.3
68.6
69.4
75.4
73.4
73.8
71.8
Q
11.08
11.74
11.57
11.52
11.63
11.49
11.7
11.31
10.97
11.74
11.77
11.24
11.03
11.51
11.31
11.73
10.39
11.25
11.66
11.76
11.9
10.81
11.52
11.36
11.27
0.03
0.028
0.0405
0.0355
0.028
0.0325
0.026
0.033
0.0335
0.031
0.0275
0.0315
0.03
0.049
0.028
0.027
0.032
0.034
0.0225
0.02
0.0251
0.0395
0.0315
0.033
0.028
9.81
10.43
10.56
10.64
10.73
11.10
11.42
11.75
12.16
12.52
13.19
14.13
14.77
15.32
15.90
16.72
18.15
18.42
20.96
21.25
21.54
22.22
26.73
28.28
29.67