Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
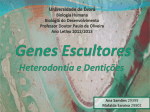
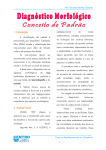
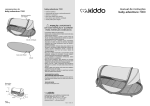
LOCKED FOR PRINTING - SELECT SECT. NEEDED > 11 Seção 11 Pistões, anéis e bielas Página MONTAGEM DO PISTÃO E DA HASTE DE CONEXÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161 MONTAGEM DOS ANÉIS NO PISTÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162 DESMONTAGEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160 INFORMAÇÕES GERAIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160 INSPEÇÃO DO PISTÃO E DOS ANÉIS HA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160 INSPEÇÃO DO PINO DO PISTÃO E DA BIELA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161 159 11 INFORMAÇÕES GERAIS Instale novos anéis de pistão sempre que o motor estiver desmontado para um reparo de grande porte ou inspeção, contanto que os diâmetros do cilindro estejam dentro das especificações. ٛ 1. Remova qualquer carvão ou aresta na parte superior do diâmetro do cilindro. Isso evitará a quebra dos anéis ao remover o pistão e a biela do motor. 2. Remova a base da biela. Pressione o pistão e a biela para fora através da parte superior do cilindro. 3. Meça os diâmetros do cilindro antes de verificar os pistões e os anéis. Se os diâmetros do cilindro precisarem ser redimensionados, não é necessário verificar os pistões e os anéis, já que um novo pistão sob medida será usado. Retifique o diâmetro interno do cilindro caso tenha mais de 0,003” (0,08 mm) desgaste ou esteja 0,0015” (0,04 mm) fora do raio. Fig. 2 Inspeção do pistão e anéis de pistão NOTA: Se o cilindro não precissa ser retificado e o pistão não mostrar sinais de arranhado, o pistão deve ser verificado. 1. Verifique a folga lateral das ranhuras do anel usando um medidor de espessura e anéis de pistão NOVOS (3), Fig. 3. Substitua o pistão caso a ranhura do anel esteja com desgaste maior do que a especificação. Dimensão de rejeição da folga lateral: Todos, exceto modelos 540000, 610000 Desmontagem 1. Retire os anéis do pistão usando um expansor de anel, ferramenta 19340 (1), Fig. 1. 2. Remova o anel raspador e os anéis de controle de óleo. • Anéis de compressão -- 0,004” (0,10 mm) • Anéis de óleo -- 0,008” (0.20 mm) Modelos 540000, 610000 • Anel de compressão superior -- 0,009” (0,23 mm) • Anel de compressão central -- 0,006” (0,15 mm) • Anéis de óleo -- 0.004” (0.10 mm) ٛ ٛ Fig. 1 a. Remova as travas do pino do pistão (2). 2. Verifique a folga da extremidade do anel, Fig. 4. Limpe o carvão da extremidade dos anéis e insira aproximadamente 1” (25 mm) no cilindro. b. O pino do pistão ajusta a movimentação entre o pistão e à biela. Dimensão de rejeição da folga da extremidade do anel 3. Desmonte o pistão da biela, Fig. 2. Mantenha os pistões e as bielas como um conjunto de montagem. Não misture-os. 160 Fig. 3 Todos, exceto modelos 540000, 610000 • Todos os anéis -- 0,030” (0,76 mm) LOCKED FOR PRINTING - SELECT SECT. NEEDED > 11 Modelos 540000, 610000 • Anel de compressão superior -- 0,030” (0,76 mm) • Anel de compressão central -- 0,030” (0,76 mm) • Anéis de óleo -- 0,040” (1,0 mm) 2. Fig. 4 3. Verifique o diâmetro do alojamento do pino do pistão, Fig. 5. Substitua o pistão se houver um desgaste maior do que a dimensão de rejeição ou 0,0005” (0,01 mm) fora do raio. Dimensão de rejeição do diâmetro do alojamento do pino do pistão • Modelos 290000 -- 351000 -- 0,674” (17,12 mm) • Modelo380000 -- 0,711” (18,06 mm) • Modelo 540000 -- 0,828” (21,03 mm) Fig. 6 Verifique os mancais das bielas, Fig. 7. NOTA: Há disponíveis bielas baixo medida (0,020”) para uso no munhão do virabrequim usinado em alguns motores. Consulte o IPL para saber a disponibilidade. Se o mancal do munhão do virabrequim estiver riscado ou desgastado, substitua a biela. Mancal do pino do pistão(1) Dimensão de rejeição • Modelos 290000 -- 351000 -- 0,674” (17,12 mm) • Modelo380000 -- 0,711” (18,06 mm) • Modelo 540000 -- 0,828” (21,03 mm) Dimensão de rejeição do mancal do munhão do virabrequim (2) • Todos, exceto modelo 540000 -(37,12 mm) • Modelo 540000 -- 1,658” (42,11 mm) 1,461” ٛ ٛ Fig. 7 Fig. 5 Montagem do pistão e da biela Inspeção do pino do pistão e da biela 1. Meça o pino do pistão, Fig. 6. Substitua-o caso esteja com desgaste maior que o da dimensão de rejeição ou 0,0005” (0,01 mm) de diferença de raio. Dimensão de rejeição do pino do pistão: • Modelos 290000 -- 351000 -- 0,672” (17,07 mm) • Modelo 380000 -- 0,708” (17,98 mm) • Modelo 540000 -- 0,826” (20,98 mm) 1. Lubrifique as peças com óleo de máquina. Monte o pistão 1 na biela, Fig. 8. 2. Uma seta, entalhe ou marca fundida no pistão deve estar voltada para o lado do volante, destaque da Fig. 8. • • A designação “OUT 1” ou o número “1” na biela deve estar voltada para o lado do PTO (oposta a seta no pistão). Instale os fixadores do pino do pistão com um alicate de ponta fina. 161 11 Montagem dos anéis do pistão no pistão Instale os anéis na ordem mostrada, Fig. 10. Use o expansor de anel de pistão, 19340 para instalar os anéis de compressão central (2) e superior (1). 1. Instale o expansor de anel de óleo (4). #1 a. Instale o anel de raspagem inferior (5). b. Instale o anel de raspagem superior (3). 2. Instale o anel de compressão central (2) com a marca de ID (6) voltada para cima. Fig. 8 3. Lubrifique as peças com óleo de máquina. Monte o pistão 2 e a biela, Fig. 9. • Uma seta, entalhe ou a marca fundida no pistão deve estar voltada para o lado do volante. • A designação “OUT 2” ou o número “2” na biela deve estar voltada para o lado do PTO (oposta a seta no pistão). 4. Instale os fixadores do pino do pistão com um alicate de ponta fina. 3. Instale o anel de compressão superior (1) com a marca de ID (6) voltada para cima. ٛ ٛ ٛ ٛ ٛ Fig. 10 #2 Fig. 9 162 ٛ