Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
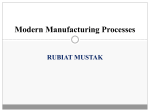
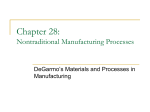
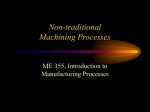
PROPERTIES AND SELECTION OF MATERIALS “ELECTRO MACHINING” Presented by: Presented to: MUDIT RAJ YADAV 2008AMD3110 DEPTT. OF APPLIED MECHANICS IIT DELHI PROF. M.P. GURURAJAN DEPTT. OF APPLIED MECHANICS IIT DELHI ELECTRO MACHINING ELECTRO DISCHARGE MACHINING(EDM) ELECTRO CHEMICAL MACHINING(ECM) ELECTRO DISCHARGE MACHINING (EDM ) ELECTRO CHEMICAL MACHINING (ECM) 1. 1. 2. 3. 4. 5. 6. 7. Electrical energy is use to cut material to final shape. (SPARK EROSION PROCESS). When a difference of potential is applied between two conductors immersed in a dielectric fluid. Fluid will ionize, if the potential diff. reaches a high enough value and a spark will occur. If both the electrodes are of same material then +ve one (anode, work piece) will have more erosion. A gap of 0.01 to 0.05 mm is maintained, it governs the MRR Current vary from 0.5 to 400 amp Voltage 40-300 V DC Fluid is pumped with a pressure of 2 kg/cm2. 2. 3. 4. 5. 6. 7. 8. 9. Electrical energy is use to cut material to final shape (No spark) In this process an electrolytic cell is formed by the anode (work piece) and cathode (tool) in the midst of a flowing electrolyte. Due to electrolytic process at the cathode, -ve ions are released which combine with the metal ion of anode to form insoluble metal hydroxides. Thus the metal is mainly removed in the form of slugs and precipitates This process is reverse of electro plating but the metal is pumped in the flowing electrolyte before it gets stuck on the tool surface Gap 0.01-0.7 mm voltage D.C. supply(5-30 volts) current of order 50-40000 amp Fluid pressure =14 kg/cm2 CIRCUIT DIAGRAM SPARK GENERATION Sparking time period is of order=100 micro-sec VARIATION OF MRR WITH DIFFERENT FACTORS FEATURES OF EDM Used for:• Super alloys • Ti • Steels Fluids:• Paraffin with • White spirit or • Transformer oil Tool materials:• Graphide • Cu • Cu-Wc Applications:• Dies, punch • Aircraft industry-fuel injector, nozzles • To make holes in turbine blades Change in properties:• Residual stresses • Plastic deformation may occur • Fine cracks in machined area (2)ELECTRO CHEMICAL MACHINING FEATURES OF ECM Used for:(>400BHN) • Ni alloys • Ti alloys • WC alloys Fluids:• Natural salts • Acids • Alkalis Tool materials:• Brass • Cu • Steels Applications:• Profiled cavity • Carbide tools • Dies, punch • Fuel injector, nozzles • To make holes in turbine blades Change in properties:- (No spark) • So no metallurgical change (temp about 40100 C) No change in properties like • Melting point • Composition • Hardness, toughness, brittleness etc CONCLUSIONS •Both used electrical energy as source. •Both processes are highly précised and modern techniques of machining. •Both are used for machining of hard materials(>2000BHN ). •Change in properties are negligible or none. •But can be used for electric conductor materials only. •Both can produces complex shape. THANK YOU